
Abstract
This work presents the results of prior austenite state on the phase transformation behavior in a medium manganese steel alloyed with Al. The austenite was plastically deformed at two different temperatures. The first was at 1050 °C to ensure its recrystallization before cooling. The second treatment included deformation at 900 °C to keep high dislocation density in the austenite. The analysis of recrystallization process or its lack on the phase transformation behavior was analyzed. The study included thermodynamic calculations to analyze proper conditions of selected heat treatments. The dilatometric analysis of the phase transitions dependence on deformation temperatures was carried out. Deformation continuous cooling transformation diagrams were formed on this basis. The metallographic investigations were performed to determine microstructure constituents after cooling. The investigation proved the presence of ferrite untransformed during the austenitization step at 1100 °C. The dominant phase was bainite which was kept present up to 100 °C s−1 cooling rate. The amount of martensite increased with increasing the cooling rate. For the non-recrystallized austenite, more bainite was present in the microstructure for higher cooling rates compared to the recrystallized one. This was the result of higher density of preferable places for bainite nucleation in the non-recrystallized austenite. The Vickers hardness measurements were conducted after the applied heat treatments. The hardness of steel increased together with applying the higher cooling rates, which corresponded to the higher martensite amount. These values were higher for the non-recrystallized austenite because of higher dislocation density.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Environmental and safety requirements in automotive industry contribute to the development of new grades of Transformation Induced Plasticity (TRIP) steels. A desirable feature of modern steels is high strength without deterioration in plasticity. It allows reducing sheet thickness resulting in significant mass reduction of car’s body components [1,2,3,4].
Recently, medium manganese steels containing 3–5% Mn have attracted growing attention due to their beneficial combination of strength and ductility obtained at relatively low production costs. Manganese is a major alloying element, which enables obtaining retained austenite (RA) in a final microstructure. However, for further stabilization of retained austenite Si and/or Al is needed. Both elements prevent carbide formation during bainite formation [5]. This leads to the excess of carbon, which remains in the austenite increasing its thermal stability. Unfortunately, silicon has the negative impact on hot-dip galvanizing of the steel sheets due to oxide forming behavior. These oxides deteriorate the sheet wettability and obtaining the good quality of the steel sheets [6]. Therefore, silicon is often replaced by Al, which does not exhibit this kind of the negative impact. Moreover, aluminum decreases the density of the steel, which further decreases the mass of the car body construction [7]. Sometimes, the additions of Mo, Nb, Ti are added for the improvement of strength levels [8]. The retained austenite is crucial for mechanical behavior of such multiphase steel sheets, when is distributed as blocky grains or layers within ferritic, bainitic or martensitic matrices [2, 8,9,10]. The RA can be stabilized by the combination of the C and Mn enrichment, which requires a multi-step heat treatment from an austenitizing temperature. The good combination of strength and ductility as well as the proper deformability of multiphase steel sheets is achieved when the 10–15% retained austenite remains in the bainitic or martensitic matrixes. Such multiphase microstructures are characterized by the proper homogeneity and beneficial conditions for strain-induced martensitic transformation of layered retained austenite during plastic deformation (stamping, bending, etc.) [1, 4]. The presence of retained austenite is strictly related to ensuring a lack of carbides in the bainitic microstructures [5].
Application of thermal analysis methods and thermodynamic calculations are helpful in designing suitable heat treatment profiles during cooling. It can be obtained by using the dilatometric analysis to determine critical transformation temperatures. Results of investigations should be supported by detailed microstructural observations. Phase transformations in multiphase steels are very complex due to various morphologies of RA, which occurs in a form of thin layers or blocky grains [11,12,13]. The especially important factor is a state of the austenite before continuous or isothermal cooling to room temperature. In general, the ferritic and bainitic transformations are accelerated by plastic deformation, which takes place, for example, during finishing hot rolling [9, 11]. On the other hand, the effect of plastic deformation on the stability of retained austenite is not still clear.
In the present paper, the austenite decomposition and subsequent phase transformations during cooling the 3Mn–1.5Al steel were analyzed. The phase transformations were investigated under conditions of recrystallized and non-recrystallized austenite by using dilatometric analysis. The effect of deformation temperature and resulting austenite state on the phase transitions was studied. This is important in terms of the design of multi-step cooling schedules required for this new group of high-strength medium-Mn steels.
Experimental
The medium manganese steel containing 0.17C %, 0.22Si %, 3.3Mn %, 0.23Mo %, 1.7Al % was produced as the laboratory vacuum induction-melted ingot (Balzers VSG-50 furnace) with dimensions of ∅124 mm × 200 mm. This was forged (high-speed hydraulic press, Kawazoe) in the temperature range between 1200 °C and 900 °C to a final thickness of 22 mm. After the forging finish, the cooled samples showed the full martensitic microstructures [11] due to the strong hardenability of manganese addition.
The JMatPro (database ver. 11.2) and ThermoCalc (steel and Fe-alloys database—TCFE9) software packages were used as a first step of the analysis to determine experimental parameters of the heat treatment. In this way, heat treatment profiles were defined without numerous dilatometric trials. The highest and lowest cooling rates as well as austenitization temperatures were set in this way.
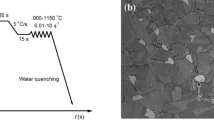
Next, the machined samples were subjected to dilatometric studies using a high-resolution BAHR dilatometer DIL805A/D. The samples of 10 mm in length and 5 mm in diameter were prepared for the dilatometry analysis by machining the forged flats. The heat treatment was performed under vacuum, and the cooling medium was helium. The dilatometric analysis was carried out to determine the effect of austenite state prior to cooling on critical temperatures of phase transitions. Figure 1 presents the heat treatment used for the mentioned analysis. The material was heated to 1100 °C at a rate of 3 °C s−1 within 360 s and held at this temperature for 300 s. Then, the material was cooled down at a rate of 5 °C s−1 to deformation temperature of 900 °C and 1050 °C (Fig. 1).

Heat treatment used in the dilatometric studies
The samples were subjected to the axisymmetric compression using the conventional deformation unit of the DIL805A/D dilatometer. The strain was 0.5 at a rate of 1 mms−1. After the deformation continuous cooling to room temperature was applied. The used cooling rates were from 0.5 °C s−1 up to 100 °C s−1.
After the dilatometric studies, the samples were cut in half for metallographic preparations. The samples were ground with the use of 220, 500, 800, and 1200 granularity papers. Then the polishing with 3 and 1 µm diamond solution was performed. Finally, the samples were etched with 2% Nital solution. The microstructure characterization was performed using the Zeiss Axio Observer Z1m with the system for digital analysis. The surface topography and thickness of martensitic/bainitic laths were estimated using the atomic force microscope (XE-100 Park Systems). The morphology of structural constituents was revealed using the transmission electron microscopy (JEOL JEM 200CX). Hardness measurements were carried out for all cooling rates. The Vickers method (Future-Tech FM-700) was used with a load of 100 N and the dwell time of 15 s.
Results and discussion
Thermodynamic calculations
The first step was thermodynamic calculations carried out using ThermoCalc (steel and Fe-alloys database—TCFE9) and JMatPro (database ver. 11.2) software packages. The results of the calculations are presented in Figs. 2 and 3. Figure 2 presents the pseudo-binary Fe–C diagram of steel calculated using the ThermoCalc. The investigated steel solidifies by a δ-ferrite, which transforms at app. 1400 °C into austenite. However, it can be observed that there is no single γ region below the solidus line. There is a large two-phase thermodynamic equilibrium of α and γ phases. It is due to high concentration of Al, which is one of the most vital ferrite stabilizers [14, 15]. Therefore, the Ae3 temperature cannot be indicated for the alloy containing 0.17% C (Fig. 2). Moreover, an increase in Al content leads to the higher martensite and bainite start temperatures [14]. Al is one of two elements (the second one is Co) shifting these critical temperatures. However, because manganese is an austenite stabilizer, its higher amount decreases Ae1 temperature corresponding to the beginning of cementite precipitation [16, 17]. The Ae1 temperature is ~ 700 °C for the steel containing 0.17% C. Manganese affects also the start temperatures for martensite and bainite transformations [18].

Pseudo-binary diagram of the analyzed steel calculated using ThermoCalc

CCT diagram calculated using the JMatPro software
According to the thermodynamic calculations, the martensite start temperature increases when the 1.7% Al content is added. The Ms temperature for the steel without Al is 319 °C and increases to 371 °C, when aluminum is added. The opposite effect takes place in the case of manganese. The addition of 3.3% Mn leads to the drop in Ms temperature from 551 °C (without Mn) to 371 °C. This shows that manganese has the higher impact on these temperatures than Al in this steel. According to the presented diagram, the selected austenitization temperature of 1100 °C does not ensure a full austenite microstructure due to the high aluminum content. The microstructure is composed of austenitic-ferritic mixture. It means that some ferrite formed during austenitization should be expected at room temperature after cooling.
The calculated CCT diagram (Fig. 3) shows the continuous cooling transformation diagram of the steel austenitized at 1100 °C. The high content of Mn shifts ferritic and bainitic areas into right, which is caused by the potent hardenability effect of manganese [19, 20]. This alloying element leads also to the reduction in the pearlite transformation start below 700 °C. The ferritic and pearlitic transformations initiated after such long time of 100 s and 300 s are a good basis for production of bainitic structures without ferrite and pearlite [21, 22]. The bainitic area is shifted to the left side and its highest start temperature is equal to 535 °C, whereas the martensite start temperature is equal to 371 °C. The bainite start temperature decreases together with increasing the cooling rate. This is the result of longer time necessary to start the carbon diffusion and formation of bainite. This results in lower amount of bainite that is formed during cooling at higher cooling rates [23].
Dilatometric study
The dilatometric study for two variants of deformation was performed. Figure 4 presents an example of one of dilatometric curves used for creation of DCCT diagrams. These curves allow for the determination of phase transformation start and finish temperatures [21, 24]. According to the presented curve, the martensite start temperature at the deformation temperature of 900 °C is 374 °C. Based on these curves, the bainite and martensite start and finish temperatures were determined. The dilatation signal in Fig. 4a from the martensitic transformation is clear. The more advanced dilatometric response is from the bainitic transformation. Some serration behavior in Fig. 4b indicates a step-like character of the bainitic transformation with presumable precipitation of carbides in bainite [17]. It means that the continuous cooling is not effective in producing carbide-free bainite. The characteristic temperatures determined by the dilatometry technique for the recrystallized and non-recrystallized austenite together with the calculated temperatures are presented in Table 1.

Dilatometric curves for the steel deformed at 900 °C and cooled at a rate of 1 °C s−1: a a part corresponding to martensite formation, b a part corresponding to bainite formation
These results show that the calculated and experimental temperature values are in good agreement. The only discrepancy is present in the case of A1 and Bs temperatures. This is due to two reasons. The different heating conditions and the high Al and Mn additions, which are not still good enough reflected in the thermodynamic databases. The calculations are made for the equilibrium conditions, whereas the real heating was faster. This leads to a difference in experimental and calculated A1 temperatures. Moreover, the model used in the JMatPro has some problems with the accuracy in the case of medium manganese contents in advanced steels. Hence, the results for phase transformation behavior can differ between real and calculated values. This results also in mentioned above differences in Bs temperature.
According to the obtained results (Fig. 5), a deformation temperature has some impact on phase transitions. According to the presented DTTT diagram, the main structural constituent is bainite, which is present for a whole cooling range. When the cooling rate exceeds 100 °C s−1, the only phase present in the microstructure is martensite.

DCCT diagrams of analyzed steel subjected to deformation at 1050 °C and 900 °C
Plastic deformation at 1050 °C shifts the bainite region to lower cooling rates and slightly higher temperatures. However, the bainite start temperature decreases for higher cooling rates. According to Xiao et al. [23], this is because the bainite transformation occurs not only by shear transformation but also by carbon diffusion and carbide precipitation. This complex mechanism causes conditions when the bainite transformation response to strain depends on loading and transformation conditions. In the case of carbon, a faster cooling rate reduces the possible time for carbon diffusion. Therefore, longer time is necessary for bainite transformation to start. Hence, the lower bainite start temperature is detected. However, this change is small and does not have so much impact on the bainite amount at room temperature. The martensite start and finish temperatures are very similar for both deformation temperatures. Yet, the increase of it in the case of 1050 °C corresponds to the results of Kawulok et al. [25]. In their work, a higher deformation temperature leads to the higher martensite start temperature. This phenomenon depends on the combined effects of austenitization temperature and deformation. The difference in phase transformation behavior comes from different states of the austenite prior to cooling. At 1050 °C, the deformed austenite undergoes recrystallization (at least partial recrystallization), which decreases dislocation density and refines a grain size. At 900 °C, no recrystallization occurs and the austenite has the higher dislocation density compared to 1050 °C. This phenomenon is schematically shown in Fig. 6.

Schematic presentation of the austenite state at different deformation temperatures
According to this mechanism, after recrystallization the austenite should have a smaller grain size than before deformation. The austenite shows a thermal stability dependence on a grain size. Matsuoka et al. [26] showed that the smaller grain size of austenite enhances its thermal stability. According to this after recrystallization, the stability of austenite should be higher (small grains) prolonging the necessary time for transformation to occur. Moreover, the non-recrystallized austenite has higher dislocation density, which increases the amount of preferable places for bainite nucleation [27, 28]. This explains why the bainite transformation rate is slightly higher at 900 °C.
Microstructure characterization
Results of microstructural observations show that both plastic deformation temperature and cooling rate affect the microstructure of investigated steel. Figure 7 shows the microstructures of specimens deformed at 900 °C. At this temperature, the recrystallization did not occur.

Microstructures of samples deformed at 900 °C and cooled at various rates to room temperature: 0.5 °C s−1 (a), 10 °C s−1 (b) and 100 °C s−1 (c); M—martensite, B—bainite
Figure 8 illustrates selected microstructures of specimens deformed at 1050 °C. In this case, the recrystallization took place. According to the results of dilatometric study (Fig. 5), the microstructures of specimens deformed at 900 °C and 1050 °C are composed of bainite and martensite. The presence of thin laths of martensite and bainite can be observed in the microstructures. Regardless of deformation temperature, the presence of some fraction of ferrite was noted. However, this structural constituent was not formed as a result of the γ → α transformation. This microstructural constituent was not transformed during austenitization of steel at 1100 °C. The amount of ferrite is quite small. The ferrite fractions identified using the image analysis are between 2% and 9% independent of the deformation conditions and cooling rate. This phase is clearly visible as big oval grains. The size of ferrite grains corresponded to the high austenitization temperature. The martensite is a dominant microstructural constituent in the specimens cooled at the highest rate of 100 and 80 °C s−1 (Figs. 7c, 8c, respectively). Bainite is dominant for the lowest cooling rates (Figs. 7a, 8a). The most fine-grained microstructure was obtained after deformation of steel at the temperature of 900 °C (Fig. 7) below the recrystallization temperature of γ phase.

Microstructures of samples deformed at 1050 °C and cooled at various rates to room temperature: 0.5 °C s−1 (a), 10 °C s−1 (b) and 80 °C s−1 (c); M—martensite, B—bainite
The details of the microstructures can be seen after applying the scanning electron microscopy (SEM). Figure 9 shows the SEM micrographs of the samples cooled at rates of 20 °C s−1 and 2 °C s−1 from 1050 °C, respectively. In general, the microstructures are very similar in terms of their morphology. The sample cooled faster contains narrower martensite laths (M), whereas bainitic plates (B) are wider. Moreover, the bainite contains some carbides inside the laths (Fig. 9b), which is consistent with the dilatometric results in Fig. 4b. The deformation temperature affected the microstructures to the smaller extent than a cooling rate.

SEM micrographs of the sample deformed at 1050 °C and cooled to room temperature at 20 °C s−1 (a) and 2 °C s−1 (b); M—martensite, B—bainite
Further morphological details were revealed in the atomic force microscopy. Figure 10 shows an example of the surface topography typical for the investigated samples both deformed at 900 °C and 1050 °C. Figure 10a is a 2D map revealing a relief typical for martensitic and bainitic plates, whereas Fig. 10b shows a 3D map of the sample cooled at a rate of 2 °C s−1 from 900 °C. The difference in height profiles between bainite (B) and martensite–austenite constituents (M + RA) is ~ 300 nm. The width of clear martensite plates is in a range of 200–500 nm, whereas the bainite morphology is more complex. The bainitic laths are wider (up to 1–2 μm) and contain intralath precipitates, which is consistent with the SEM micrographs (Fig. 9b). The increased dislocation density being a result of the strain accumulation during deformation at 900 °C was identified in the transmission electron microscopy (TEM—Fig. 11). Moreover, films of retained austenite occur between martensitic laths. The thickness of the laths at a cooling rate of 20 °C s−1 corresponds to 200–300 nm. The presence of some retained austenite fraction was confirmed also in our earlier work using the X-ray diffraction [29].

Atomic force microscopy maps of the sample deformed at 900 °C and cooled to room temperature at 2 °C s−1: 2D surface topography (a), 3D surface topography (b); RA—retained austenite, M—martensite, B—bainite

Morphological features of bainitic-martensitic laths with retained austenite (RA) of the sample deformed at 900 °C and cooled to room temperature at 20°Cs−1
Mechanical characterization
The hardness measurements in Fig. 12 show an increased trend together with an increasing cooling rate. This corresponded to the increased fraction of hard martensite. However, the hardness range from the fastest to slowest cooling changes only by 60 HV. It means that the steel is not substantially sensitive to the applied cooling rate. This is due to its strong hardenability caused by Mn and Mo additions. For the slowest cooling rate, the bainite is a dominant phase. The lowest hardnesses of 371 and 397 HV10 are obtained for the lowest cooling rate, respectively, at 900 and 1050 °C. When the amount of martensite increases, the hardness increases too. As mentioned above, for the cooling rates higher than 100 and 80 °C s−1 martensite is the only constituent of microstructure. This results in the highest hardness of 463 and 450 HV10. The hardness of the non-recrystallized austenite transformation products is higher by ~ 20 to 30 HV in the whole range of cooling rates.

Hardness measurements of steel after deformation at 1050 and 900 °C
Conclusions
The investigated medium-Mn steel is suitable for formation of bainite-based microstructures. The bainite-martensite mixtures are present for the majority of cooling rates applied. The pure martensite is present only for cooling rates higher than 80 °C s−1. A ferrite fraction smaller than 9% occurs due to a lack of full austenitization at 1100 °C caused by 1.7% Al addition in the steel. Bainite laths remain thin even at very slow cooling rates. The bainite formed at the slow cooling rates is more globular and contains intralath carbides. It means that the steel is not substantially sensitive for cooling conditions from the austenitization region. The same concerns deformation conditions before cooling to room temperature. Very similar microstructures are formed both after deformation at the recrystallized region of 1050 °C and at non-recrystallized region of 900 °C. Hardness of the steel is in a range between 390 and 460 HV10. It is ca. 20 HV higher for the samples deformed at 900 °C due to accumulated strain and corresponding increased dislocation density. Deformation in the non-recrystallized region results in slightly higher bainite start temperatures for cooling rates faster than 10 °C s−1. Martensite start temperature is a little bit lower due to the occurrence of dislocations being obstacles for martensite lath nucleation and growth. The determined DCCT diagrams under conditions of deformation and continuous cooling are useful in further designing the thermomechanical cycles for carbide-free bainitic microstructures with retained austenite, which require more advanced isothermal processing routes.
References
Kang S, Speer JG, Krizan D, Matlock DK, De Moor E. Prediction of tensile properties of intercritically annealed Al-containing 0.19C–4.5Mn (wt%) TRIP steels. Mater Des. 2016. https://doi.org/10.1016/j.matdes.2016.02.058.
Ebner S, Suppan C, Stark A, Schnitzer R, Hofer C. Austenite decomposition and carbon partitioning during quenching and partitioning heat treatments studied via in situ X-ray diffraction. Mater Des. 2019. https://doi.org/10.1016/j.matdes.2019.107862.
Steineder K, Krizan D, Schneider R, Beal C, Sommitsch C. On the microstructural characteristics influencing the yielding behavior of ultra-fine grained medium-Mn steels. Acta Mater. 2017. https://doi.org/10.1016/j.actamat.2017.07.056.
Gronostajski Z, Pater Z, Madej L, Gontarz A, Lisiecki L, Lukaszek-Solek A, Luksza J, Mróz S, Muskalski Z, Muzykiewicz W, Pietrzyk M, Śliwa RE, Tomczak J, Wiewiórowska S, Winiarski G, Zasadziński J, Ziółkiewicz S. Recent development trends in metal forming. Arch Civ Mech Eng. 2019. https://doi.org/10.1016/j.acme.2019.04.005.
Yang JR, Huang CY, Hsieh WH, Choiu CS. Mechanical stabilization of austenite against bainitic reaction in Fe–Mn–Si–C bainitic steel. Mater Trans. 1996. https://doi.org/10.2320/matertrans1989.37.579.
Grajcar A, Radwański K. Microstructural comparison of the thermomechanically treated and cold deformed Nb-microalloyed TRIP steel. Materiali in Tehnologije. 2014;48:679–83.
Kim H, Suh DW, Kim NJ. Fe–Al–Mn–C lightweight structural alloys: a review on the microstructures and mechanical properties. Sci Technol Adv Mater. 2014. https://doi.org/10.1088/1468-6996/14/1/014205.
Hu B, Luo H. A novel two-step intercritical annealing process to improve mechanical properties of medium Mn steel. Acta Mater. 2019. https://doi.org/10.1016/j.actamat.2019.07.014.
Shen YF, Qiu LN, Sun X, Zuo L, Liaw PK, Raabe D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater Sci Eng, A. 2015. https://doi.org/10.1016/j.msea.2015.04.030.
Kaar S, Schneider R, Krizan D, Béal C, Sommitsch C. Influence of the quenching and partitioning process on the transformation kinetics and hardness in a lean medium manganese TRIP steel. Metals. 2019. https://doi.org/10.3390/met9030353.
Grajcar A, Zalecki W, Skrzypczyk P, Kilarski A, Kowalski A, Kołodziej S. Dilatometric study of phase transformations in advanced high-strength bainitic steel. J Therm Anal Calorim. 2014. https://doi.org/10.1007/s10973-014-4054-2.
Ayenampudi S, Celada-Casero C, Sietsma J, Santofimia MJ. Microstructure evolution during high-temperature partitioning of a medium-Mn quenching and partitioning steel. Materialia. 2019. https://doi.org/10.1016/j.mtla.2019.100492.
Avishan B, Garcia-Mateo C, Yazdania S, Caballero FG. Retained austenite thermal stability in a nanostructured bainitic steel. Mater Charact. 2013. https://doi.org/10.1016/j.matchar.2013.04.015.
Tian J, Xu G, Zhou M, Hu H, Wan X. The effects of Cr and Al addition on transformation and properties in low-carbon bainitic steels. Metals. 2017. https://doi.org/10.3390/met7020040.
Caballero FG, Bhadeshia HKDH. Very strong bainite. Curr Opin Solid State Mater Sci. 2004. https://doi.org/10.1016/j.cossms.2004.09.00515.
Jahn A, Kovalev A, Weiß A, Scheller PR. Influence of manganese and nickel on the α’ martensite transformation temperature of high alloyed Cr–Mn–Ni steels. Steel Res Int. 2011. https://doi.org/10.1002/srin.201100063.
Shah M, Das SK, Chowdhury SG. Effect of alloying elements on microstructure and mechanical properties of air-cooled bainitic steel. Metall Mater Trans A. 2019. https://doi.org/10.1007/s11661-019-05177-1.
Zhang R, Zheng W, Veys X, Huyberechts G, Springer H, Selleby M. Prediction of martensite start temperature for lightweight Fe–Mn–Al–C steels. J Phase Equilibr Diffus. 2018. https://doi.org/10.1007/s11669-018-0660-1.
Guo H, Zhou P, Zhao A, Zhi C, Ding R, Wang J. Effects of Mn and Cr on microstructure and mechanical properties of low temperature bainitic steel. J Iron Steel Res Int. 2017. https://doi.org/10.1016/S1006-706X(17)30042-0.
Kucerowa L, Jirkova H, Volkmannova J, Vrtacek J. Effect of aluminum and manganese content on the microstructure development of forged and annealed TRIP steel. Manuf Technol. 2018. https://doi.org/10.21062/ujep/146.2018/a/1213-2489/MT/18/4/605.
Grajcar A, Zalecki W, Burian W, Kozlowska A. Phase equilibrium and austenite decomposition in advanced high-strength medium-Mn bainitic steels. Metals. 2016. https://doi.org/10.3390/met6100248.
Kokosza A, Pacyna J. Formation of medium carbon TRIP steel microstructure during annealing in the intercritical temperature range. Arch Metall Mater. 2014. https://doi.org/10.2478/amm-2014-0170.
Xiao F, Liao B, Qiao G, Guan S. Effect of hot deformation on phase transformation kinetic of 86CrMoV7 steel. Mater Charact. 2006. https://doi.org/10.1016/j.matchar.2006.02.003.
Snopiński P, Król M, Tański T, Krupińska B. Effect of cooling rate on microstructural development in alloy AlMg9. J Therm Anal Calorim. 2018. https://doi.org/10.1007/s10973-018-7313-9.
Kawulok P, Podolinsky P, Kajzar P, Schindler I, Kawulok R, Sevcak V, Opela P. The influence of deformation and austenitization temperature on the kinetics of phase transformation during cooling of high-carbon steel. Arch Metall Mater. 2018. https://doi.org/10.24425/amm.2018.125100.
Matsuoka Y, Iwasaki T, Nakada N, Tsuchiyama T, Takaki S. Effect of grain size on thermal and mechanical stability of austenite in metastable austenitic stainless steel. ISIJ Int. 2013. https://doi.org/10.2355/isijinternational.53.1224.
Kowalczyk K, Jabłońska M, Rusz S, Junak G. Influence of recrystallization annealing on the properties and structure of low-carbon ferritic steel. Arch Metall Mater. 2018. https://doi.org/10.24425/amm.2018.125130.
Opiela M, Grajcar A. Elaboration of forging conditions on the basis of the precipitation analysis of MX-type phases in microalloyed steels. Arch Civ Mech Eng. 2012. https://doi.org/10.1016/j.acme.2012.06.013.
Kozłowska A, Janik A, Radwański K, Grajcar A. Microstructure evolution and mechanical stability of retained austenite in medium-Mn steel deformed at different temperatures. Materials. 2019. https://doi.org/10.3390/ma12183042.
Acknowledgements
The financial support of the National Science Center, Poland, is gratefully acknowledged, Grant No. 2017/27/B/ST8/02864.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Morawiec, M., Grajcar, A., Kozłowska, A. et al. Dilatometric study of the phase transformations under conditions of recrystallized and non-recrystallized austenite in 3Mn–1.5Al steel. J Therm Anal Calorim 147, 1115–1124 (2022). https://doi.org/10.1007/s10973-020-10409-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-020-10409-3