
Abstract
A glass set with a high content of blast-furnace slag and a reduced amount of traditional raw materials requires optimization of the raw material composition and adjustment of its specificity to the temperature regime of melting, homogenizing and clarifying the glass mass. The introduction of an increased amount of blast-furnace slag allows to reduce the cost of raw materials: soda, limestone and high-class sand, reduce energy costs, whose consumption significantly decreases and reduces CO2 emissions in line with EU requirements. The tests of thermal analysis of a glass set with different contents of Calumite are aimed at learning the mechanism of its operation by determining the changes caused by its different presence in the course of subsequent reactions between the components of the glass set. Analysis of the influence of the addition of different Calumite slag contents treated as a substitute for the raw material on the melting process of glassware sets was analyzed. The tests were carried out using differential thermal analysis (DTA) and thermogravimetry (TG) based on the model glass [mass%]: 73.0% SiO2, 1.0% Al2O3, 10.0% CaO, 2.0% MgO and 14.0% Na2O. The effect of combining Calumite with sulphate and multi-component fining agent—mixtures of As2O3, Sb2O3, NaNO3 in proportions of 1:1:1 for chemical reaction and phase transformation, was investigated.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Blast-furnace slag is a waste material from iron production in large blast furnaces. This non-metal product is composed of calcium–magnesium–aluminosilicates that are also the components of the ordinary sodium–calcium–silicate glass. One of the valuable substitute raw materials for the production of transparent or green container glass, and amber colour in particular, which gives the greatest potential to intensify melting process, is granulated metallurgical slag. The importance of blast-furnace slag lies in its chemical and phase composition [1]. Typical blast-furnace slag is composed of: 45–50% CaO + MgO; 35–40% SiO2; 5–10% Al2O3. When modern cooling methods for slag are used, slag contains 90% of the glass phase, whose composition is like a solid solution of gehlenite 2CaO·Al2O3·SiO2 and akermanite 2CaO·MgO·2SiO2. Therefore, it is the most desired form of raw material used to introduce Al2O3, CaO and MgO.
Sulphides from slag used to introduce sulphur into glass batch, where it is desired, play a very useful role, since they react with SiO2 in lower temperatures (860 °C) than sulphides (1090 °C). Moreover, they melt with sulphates in the temperature of 732 °C, producing liquid phase, which is crucial at this stage of melting process. In the temperature of 900 °C, sulphides and sulphates react and emit a substantial quantity of gases such as SO2. The temperature of this reaction is also much lower than for thermal sulphides decomposition (1288 °C) [2]. As a consequence of this reaction, the amount of sulphur dissolved in the silicate alloy is substantially reduced, thus the risk of secondary foaming is reduced.
When iron level is sufficiently low, slag may play the role of a very efficient fining agent that introduces the desired amount of sulphur and a considerable amount of Al2O3 [6] at the same time. Calumite [3, 4] is most efficient in improving fining of glass melt (fining capacity is established as a ratio between the quantity of bubbles in the melt with and without Calumite) into transparent sodium–lime glass, when its content in the batch amounts to 2 parts to 100 parts of sand. Further increase in the slag content in the batch (up to 10 parts: 100 sand parts) results in further, but not that sharp, decrease in the quantity of bubbles in molten glass. Benefits from further increase in slag content in the batch are not connected with fining, but with acceleration of melting process that results from improved introduction of CO, MgO and Al2O3 into the batch. Carty [5] proposed a selective dispensing of glass components and subjecting them to selective agglomeration and granulation of small volume to facilitate observation of melting reactions. Other researchers found that the solid-phase reaction Na2Ca(CO3)2 is extremely fast [6]. The stage of glass components melting and formation of a homogeneous alloy is accompanied by a continuous release of the components dissolved in it. Above 1000 °C, the eutectic alloy reacts with sand, dissolving in the formed alloy, which can be seen as a broad endothermic activity 1112–1228 °C [7, 8]. The study on the admixture of substitute raw materials in the form of cullet and small quantities of slag shows that they have a positive effect on the process of dissolution and melting of glass batches [9]. A change in melting kinetics due to faster eutectic alloy formation improves the homogenization of glass melt in temperatures lower by 20–40 °C. It also reduces the viscosity, which facilitates the release of gaseous components.
The aim of this work is to study of mechanisms occurring during glass melting with large amount of refined Calumite blast-furnace slag.
Research procedure
Analyzing the production of the glass industry, it can be pointed out that mainly glass is produced (almost 90%) with a chemical composition from the system: SiO2–Al2O3–CaO–MgO–Na2O/K2O. For this reason, five-component model (basic) glass which in terms of physico-chemical properties is close to colourless packaging glass as well as to household glass formed by means of automatic machines were selected for tests constituting the subject of this paper. Its chemical composition is presented in Table 1. This composition represents a wide group of commercial glass types at the simultaneous minimization of their components.
Typical technical components of glassmaking material used in the industrial process of glass melting, that is, glass sand of I and II class, aluminium hydroxide, limestone flour, dolomite flour and sodium carbonate, were assumed as the raw materials base for model glass melts. Additionally, fining materials being the source of the gaseous phase in the glass mass such as: sulphate in the amount of 0.8 [mass fractions/100 mass fractions of the batch] and multi-component fining agent—a mixture of As2O3, Sb2O3, NaNO3 in the proportions 1:1:1 in the amount of 0.4 [mass fractions/100 mass fractions of the batch], each were used.
Model glass composition (the based batch BB) in %—mass fractions/100 mass fractions of glass: sand of I/II class—73.3, aluminium hydroxide—1.3, lime—12.9, dolomite—8.7, sodium carbonate—24.0.
Chemical composition of raw materials for model glass is presented in Table 2, and chemical composition of the used glass cullet and blast-furnace slag is given in Table 3.
Samples for testing were obtained by replacing Calumite natural resources in sets in the following quantities: 0%, 5%, 15%, 25%, 35%, 45% [% mass].
The chemical compositions of the glass cullet and the blast-furnace Calumite were determined using a WD-XRF Axios Max spectrometer with Rh 4 kW PAN-alytical lamp.
Batches were prepared by weighing each component on laboratory electronic scales accurate to 0.01 g and then mixing and crushing them accurately to the grain size below 0.1 mm. DTA/TG measurements were conducted on the samples with mass of 60 mg, which were placed in corundum crucibles (Al2O3). The heating process was conducted to temperature of 1400 °C, in the atmosphere of air at the gas flow speed of 40 mL min−1 and temperature increase being equal to 10 °C min−1. The results recorded in the form of DTA/TG curves in the function of temperature with the use of a NETZSCH STA 449 F3 Jupiter thermal analyzer. Evaluation of DTA-TG curves was done by Netzsch Proteus software.
Phase identification was performed with X-ray diffraction analysis, using Philips X’Pert equipment at room temperature with CuKα radiation over the range of 10°–70°2θ. The morphologies of crystalline phases developed on heat treatment of bulk glass samples were examined by scanning electron microscope (SEM, Nova Nano SEM 200, FEI Company). Observations were performed with an attachment for the chemical analysis of specimens in microareas with energy dispersive X-ray spectroscopy (EDS). The observations were carried out in low vacuum conditions in the secondary electron mode. The samples were covered with a carbon layer.
Results of the thermal analysis
The basic batch (BB) and batches containing equivalent raw materials: BB + increasing content of Calumite slag
Thermal reactions that take place in the batch with the increase in temperature start with the evaporation of moisture present in the sample. It is recorded on a curve (Figs. 1 and 2) as an endothermic effect at 122 °C with a 5.3% mass loss of the melt. In the temperature of 284 °C, a weak endothermic effect with a 0.6% mass loss occurs, which is characteristic for aluminium hydroxide Al(OH)3. In the temperature of 438 °C, the endothermic reaction, which is attributed in the glass literature to the reaction between soda and the carbonates: dolomite and limestone and results in the formation of double carbonates CaNa2(CO3)2 and MgNa2(CO3)2, is weak. Small mass loss (ca. 0.4%) it is subject to indicates a simultaneous reaction with quartz (SiO2) which results in a partial decomposition of carbonates that are being created with CO2 release. Low stage of progress of this solid-phase reaction is due to restriction of its scope to contact surfaces of reactor grains participating in the process.

DTA traces of basic batch (BB) + 0%, 5%, 15% Calumite slag

TG traces of basic batch (BB) + 0%, 5%, 15% Calumite slag
Polymorphous quartz transformation displayed on the DTA curve at 573 °C triggers the endothermic reaction of sand with soda (602 °C) and the formation of silicate Na2SiO3 with the release of approximately 1.5% of CO2. This is a surface reaction with a low degree of overreaction.
Further temperature increase leads to dolomite decomposition, which is in two stages. The stages are displayed on the DTA curve at 769 °C and 792 °C and are accompanied by CO2 release in total amount of 7.4% mass loss. The effect decreases with the increase in slag content. At the temperature of 857 °C, limestone decomposes and another part of CO2 is released. The same tendency is maintained with further samples.
In the temperatures above 900 °C, the eutectic alloy is formed as a result of the dissolution in soda of CaO and MgO oxides created formerly. In the course of alloy formation, sand grains are dissolved and soda silicates of calcium and magnesium, which is indicated by an exothermic reaction at 1070 °C. With the increase in slag content, the temperatures slightly go up. Liquid-phase formation (silicate melt) from granular batch modifies thermal characteristics of the heated sample, resulting in the increased heat transfer rate from outside, which is reflected by climbing of the measuring curve.
The stage of material melting and formation of homogeneous glass melt is accompanied by a continuous release of the materials dissolved in it, amounting to ca. 0.3% mass loss in the range from 900 to 1300 °C, which gives a significant quantity, when calculated by volume.
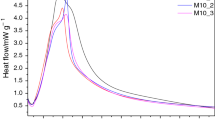
With further increase in slag content (Figs. 3 and 4) we can observe a decline of the effect characteristic for aluminium hydroxide Al(OH)3, which can be explained by variations in reactors composition. The effect originating from dolomite decomposition decreases, whereas with the increase in slag content endothermic effects occur at 1090 °C and 1178 °C, which indicates melting and eutectic alloy formation (glass melt). Its narrow shape indicates acceleration and a change in process kinetics. This can be due to lower viscosity of molten slag containing less SiO2 and a large quantity of CaO. SEM/EDS analysis shows that the reaction is in the advanced stage of progress.

DTA traces of basic batch (BB) + 25%, 35%, 45% Calumite slag

TG traces of basic batch (BB) + 25%, 35%, 45% Calumite slag
Batches with the addition of sulphate and increasing content of Calumite slag
In the presence of sulphate, the DTA/TG curves are very similar to the curves for solely slag admixtures (Figs. 5 and 6). We can observe a decline of the effect characteristic for aluminium hydroxide Al(OH)3, which results from variations in reactors composition. There is a drop and transition to lower temperatures of the effect originating from dolomite decomposition. The difference is only in the manner moisture evaporates, which is in two stages and involves removal of water of crystallization, when sulphate is used.

DTA traces of basic batch (BB) + sulphate + 0%, 5%, 15% Calumite slag

TG traces of basic batch (BB) + sulphate + 0%, 5%, 15% Calumite slag
With the increase in slag content, endothermic effects are stronger, which indicates melting and eutectic alloy formation (glass melt) (Figs. 7 and 8). The process commences in temperatures lower by 30 °C, but is in a few steps. In the case of slag, where except for a glass phase, there also occurs other phases Ca2MgSi2O7, CuSiO3 and SiO2 as it was determined by the XRD method, dissolution of the phases is extended in time. This is confirmed by the EDS/SEM analysis of samples melted at 1100 °C.

DTA traces of basic batch (BB) + sulphate + 25%, 35%, 45% Calumite slag

TG traces of basic batch (BB) + sulphate + 25%, 35%, 45% Calumite slag
Batches with slag and the addition of multi-component fining agent and increasing content of Calumite slag
Reactions in the lot containing a multi-component fining agent induce dehydration at several levels at 95 °C, 135 °C and 165 °C. As a result, there is a of 5.8% mass loss (Figs. 9 and 10). This is connected with evaporating water, which could have been absorbed on As2O3 and Sb2O3 grains, which are hygroscopic. Similar as with previous experiments, further development of the DTA/TG curves is very similar to the curve paths with slag or slag and sulphate admixture. We can observe a decline of the effect characteristic for aluminium hydroxide Al(OH)3, which results from variations in reactors composition, and the effect originating from dolomite decomposition is reduced.

DTA traces of basic batch (BB) + multi-component fining agent + 0%, 5%, 15% Calumite slag

TG traces of basic batch (BB) + multi-component fining agent + 0%, 5%, 15% Calumite slag
Further increase in slag content leads to a loss of the third effect connected with water release and slight temperature reduction; however, the mass loss resulting from it is similar for both 0% slag (5.8% mass loss) and 45% slag (5.6%) admixture (Figs. 11 and 12). Reactions with silica, formation and melting of eutectic melts are milder than for sulphate admixing, but, similar as before, much lower degree of over-reaction can be observed at 1100 °C when compared to admixing of slag only or lower slag content in the batch.

DTA traces of basic batch (BB) + multi-component fining agent + 25%, 35%, 45% Calumite slag

TG traces of basic batch (BB) + multi-component fining agent + 25%, 35%, 45% Calumite slag
SEM/EDS and XRD study
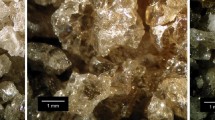
Observations SEM/EDS with the addition of 15% slag (Fig. 13) show a significant reaction of the components of the glass assembly. A significant content of the liquid phase appears, the chemical composition is similar to the composition of model glass. The increase in the addition of slag to 45% causes a reduction in the degree of conversion of ingredients (Fig. 14).

SEM/EDS micrograph of the based batch (BB) + 15% of Calumite slag after treatment at 1100 °C

SEM/EDS micrograph of the based batch + 45% of Calumite slag after treatment at 1100 °C
The reduction in conversion is even more pronounced in the case of the addition of Calumite clarifying agents (Figs. 15, 16). Additionally, observed elements such as As, Sb, and Ti which adversely affect the behaviour of uniform composition of the final glass.

SEM/EDS micrograph of the batch + sulphate + 45% of Calumite slag after treatment at 1100 °C

SEM/EDS micrograph of the based batch (BB) + multi-component fining agent + 45% Calumite slag after treatment at 1100 °C
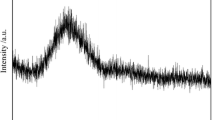
XRD analysis in Fig. 17 confirmed that in all analysed samples quartz is predominant as well as akermanite. Samples melt at 1100 °C can be characterised by the presence of cristobalite, but also by lower crystallinity. It can be related to the occurrence of glass phase or decomposition and recrystallization of the phases. Elevation of the background reveals the presence of the amorphous phase. The evaluation of the matched phases for the batches after heat treatment at 1100 °C, respectively, is presented in Fig. 17.

XRD patterns of the based batch BB + 45% Calumite (BB45), BB + 45% Calumite slag and sulphate (BB45_sulf), BB + 45% Calumite slag and multi-component fining agent (BB45_NaAs_sb) after heat treatment at 1100 °C
Conclusions
DTA/TG thermal analysis has been carried out for the batches with various Calumite slag contents and in the presence of two fining agents—Na2SO4 and As2O3, Sb2O3, NaNO3 mixture in ratio 1:1:1. Results show a significant influence of increasing slag content in the batch on melting process and a change in kinetics of processes taking place in it.
- 1.
Increase in slag content in the batch leads to the loss of decomposition effect of Al(OH)3 and dolomite as a result of variations in reactors composition.
- 2.
Addition of sulphate and a multi-component fining agent leads to a change in the manner moisture evaporates in the batch, which is one step for the basic batch and three steps for As2O3, Sb2O3, NaNO3 mixture.
- 3.
The increase in the slag content in the batch reduces the temperature the formation of eutectic alloy in the batch by 20 °C–30 °C and extends the process over time.
- 4.
Admixing of fining agents for slag content above 25% impedes additionally the reaction rate and homogenization of glass melt.
- 5.
SEM/EDS and XRD analyses show a significant content of non-overreacted slag components at 1100 °C, and for batches with lower slag content the process is at the more advanced stage of progress.
The study shows that DTA/TG provides a sensitive method for finding differences in the process of melting glass batch with various admixtures.
References
Basaran C, Canikoğlu N, Toplan O, Toplan N. The crystallization kinetics of the MgO–Al2O3–SiO2–TiO2 glass ceramics system produced from industrial waste. J Therm Anal Calorim. Proceedings of the 12th mediterranean conference on calorimetry and thermal analysis (MEDICTA 2015) held in Girona, 17–19 June 2015.
Müller-Simon H. Temperature dependence of the redox state of iron and sulphur in amber glass melts. Glastech Ber Glass Sci Technol. 1997;70:389–91.
Simpson W. Calumite slag as a glassmaking raw material for the increase of furnace productivity. Glass Technol. 1976;17(1):35–40.
Grelowska I, Kosmal M, Reben M, Pichniarczyk P, Sitarz M, Olejniczak Z. Structural and thermal studies of modified silica-strontium-barium glass from CRT. J Mol Struct. 2016;1126:265–274. https://doi.org/10.1016/j.molstruc.2016.01.039.
Carty WM, Kim U, Sinton CW. Selective batching improved commercial glassmelting. Am Ceram Soc Bull. 2004;83:28–32.
Theodore DT, Kurt CR. Melting reaction of soda-lime-silicate glasses containing sodium sulfate. J Am Ceram Soc. 1983;66:C227–8.
Hrma P, Schweiger MJ, Humrickhouse CJ, Moody JA, Tate RM, Rainsdon TT, Tegrotenhuis N, Arrigoni BM. Effect of glass-batch makeup on melting process. J Ceram Silik. 2010;54(3):193–211.
Hrma P, Vienna DJ, Ricklefs JS. Mechanism of sulfate segregation during glass melting. https://doi.org/10.1557/PROC-757-II5.5.
Kuśnierz AA, Środa M, Kosmal M, Pichniarczyk P. Thermal analysis of the glass batch with a higher content of raw materials substitution based on selected fining agents. J Therm Anal Calorim. 2017;130(1):229–47.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Kuśnierz, A.A., Szumera, M., Kosmal, M. et al. Influence of the increased content of Calumite blast-furnace slag on the melting of sodium–calcium–silicate glass. J Therm Anal Calorim 138, 4571–4583 (2019). https://doi.org/10.1007/s10973-019-08895-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-019-08895-1