
Abstract
The aim of this work was to discover the robustness of combined wet milling process to determine the interval of the Mel (meloxicam) amount and to predict the degree of crystallinity of the milled samples using DSC and XRPD measurements. The samples had the poly(vinyl alcohol) (PVA) as the stabilizing agent. By increasing the amount of the Mel, its crystallinity increased and close correlation was found between the degree of crystallinity and the Mel amount. To achieve the desired particle size range (100–500 nm), the Mel amount should be changed between 10.0 and 17.5% (w/w) and a PVA concentration should be used between 5.0 and 4.58% (w/w). In this specified range, the degree of crystallinity of Mel will be changed between 20 and 45%. The crystallinity of Mel investigated by DSC and XRPD did not show any significant difference at 95% significance level. During the milling process to predict the amorphous content of the active agent, the DSC method can be suggested for the fast quantification of the degree of crystallinity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Dry and wet milling technologies as disintegration methods are conventionally and commonly used in the pharmaceutical industry [1, 2]. Drugs which belong to Class II of BCS (Biopharmaceutical Classification System) have low water solubility and high permeability; therefore, their bioavailability can increase with the decrease in particle size to the nanosize range, resulting in a high specific surface and a fast dissolution rate. During milling, amorphization of active agent can occur due to the high energy impact [3, 4]. Amorphization is also a well-known possibility to enhance the dissolution rate of drugs with low water solubility. Due to the lack of crystalline structure and the crystal lattice breaking force, less energy is needed for solubilization. Nevertheless, additional stabilization is needed for the preservation of the amorphous form from recrystallization [5,6,7].
Our main research topic is the nanonization of different active agents using a wet milling process, where the planetary ball mill is combined with pearl milling technology [8, 9]. In our previous research to reach a nanoparticle size range (100–500 nm), the process parameters (milling time, rotation speed, amount of pearl and the ratio of drug to excipient) were optimized. The samples were produced with the addition of the aqueous solution of poly(vinyl alcohol) (PVA) as the stabilizing agent. The main purpose of this work was to increase the dissolution rate and extent of poorly water-soluble meloxicam (Mel) as a nonsteroidal anti-inflammatory drug. In this system, the Mel amount was 10% (w/w) and 5% (w/w) of PVA proved to be an optimal quantity to meet the expected particle size range. During the milling, a high level of amorphization was detected with DSC and XRPD examinations [10]. In this milling system, the ratio of the started pre-suspension and pearls 1:1 (w/w) resulted in about 200-fold particle size reduction in one step. In connection with this result, questions arose: (1) whether the amount of the active ingredient has a milling effect and (2) whether the particle size distribution and the degree of crystallinity can be designed by varying the amount of the active ingredient. These questions are important for the robustness of the process and the extent of scale-up [11].
Based on the above, the aim of the present work was to discover the robustness of our optimized combined wet milling process to determine the interval of the Mel amount which can be successfully nanonized (100–500 nm) and in this connection to predict the crystallinity degree of the milled samples using DSC as a fast analyzing method and to verify it with XRPD measurements.
Experimental
Materials
Meloxicam (raw Mel) was obtained from EGIS Ltd. (Budapest, Hungary). PVA-Mowiol 4-98 (Mw ~ 27,000) (Sigma-Aldrich Co. LLC, St Louis, MO, USA) was used as a stabilizing agent. Zirconium oxide (ZrO2) beds with a diameter of 0.3 mm were obtained from Netzsch (Netzsch GmbH, Selb, Germany). All reagents were purchased from Sigma-Aldrich Ltd. (Budapest, Hungary).
Design of the sample series
Eight samples were prepared from 2.5 to 20.0% of Mel with 2.5% increment per sample. As the stabilizing agent, 5.0% of PVA aqueous solution as initial concentration was added up to 20.0 g to each sample, which was selected on the basis of our previous experiments [10]. Thus, the PVA concentration with 0.14% increment per sample was between 4.44 and 5.42%. The Mel and PVA concentrations of the samples are shown in Table 1. For the DSC and XRPD investigations, the samples were desiccated in a vacuum desiccator at 40 °C to constant mass.
Combined wet media milling
The samples were ball-milled in a 50-mL steel jar (Retsch PM 100 MA, Retsch GmbH, Haan, Germany) with 0.3-mm ZrO2 beads as the grinding media. The process parameters optimized in our pervious work were as follows: 437 rpm, 43 min and 20 g of milling media which was used for every process (dispersion to grinding media ratio 1:1) [10]. The temperature of the samples, measured immediately after milling, did not exceed 39 °C.
Particle size measurement
The volume-based particle size distribution was measured by laser diffraction (Mastersizer S 2000, Malvern Instruments Ltd., Worcestershire, UK). The refractive index for Mel was 1.596. Water was used as a dispersant with a refractive index of 1.330. In all cases, the particle size distributions were characterized by d(0.1), d(0.5) and d(0.9) (where, for example, d(0.5) is the maximum particle diameter below which 50% of the sample volume exists). Span values were calculated according to Eq. 1. A high span value (>1) denotes a broad particle size distribution [12].
Differential scanning calorimetry
Differential scanning calorimetry (DSC) was performed with a Mettler–Toledo DSC 821e (Mettler–Toledo GmbH, Switzerland) instrument. DSC curves were evaluated with STARe Software. The starting and final temperatures were 25 °C and 300 °C with 10 °C min−1 heating rate. Argon atmosphere of 100 mL min−1 was used in all cases as an inert gas. Eight physical mixtures equal to the treated samples were examined as a reference scale. The calculations of Mel crystallinity (Cryst%) were performed using the total area under the curve (AUC) of the melting enthalpy of the milled samples (AUCMelM) and the physical mixtures (AUCMelPM). The values were compared using Eq. 2:
Thermogravimetric analysis—water content determination
To monitor the water content of the sample after desiccation, TG measurements were performed. The water content determination was conducted based on the mass loss of the sample during heating in the interval of 25–120 °C. Thermogravimetric analysis was carried out with a Mettler–Toledo TGA/DSC1 (Mettler–Toledo GmbH, Switzerland) instrument. Curves were evaluated with STARe Software. The starting and final temperatures were 25 °C and 300 °C with 10 °C min−1 heating rate. Sample mass varied between 10 and 12 mg.
X-ray powder diffractometry (XRPD)
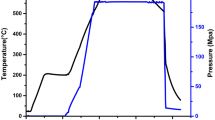
The X-ray powder diffraction patterns (XRPDs) were obtained with Bruker D8 Advance (Bruker AXS, Germany) equipped with a Sycos H-Hot (Ansyco GmbH, Karlsruhe, Germany) programmable plate holder. Results were detected with a Våntec-1 detector. The patterns were recorded at a tube voltage of 40 kV and tube current of 40 mA, applying a step size of 0.01 Å 2 h in the angular range of 3–40 Å 2 h. Eight physical mixtures equal to the treated samples were examined as a reference scale. The determination of Mel crystallinity (Cryst%) was also performed using the total area under the curve (AUC) of three characteristic peaks (13.06°, 14.94° and 18.61° 2Θ) of the milled samples and the physical mixtures. The calculation was the same as in the case of DSC measurements.
Results and discussion
Particle size measurements
Using the optimized process parameters, based on the change in the amount of Mel, the particle size distribution is one of the critical parameters. In this respect, the comparison is based on the particle size of the optimized sample “Mel_2.0 g”, which had 10% of MEL and 5% of PVA (Table 2).
After milling, the different Mel amounts containing nanosuspensions showed same d(0.5) value, which means that the maximum particle diameter of 50% of the sample volume is less than 150 nm. By contrast, the d(0.9) values, in the case of smaller and higher amounts of Mel, were already outside the upper range of the desired value (500 nm). It can be assumed that the smaller amount of Mel (< 10%) decreased the number of successful collisions of Mel and the milling media. The larger amount of Mel (> 17.5%), however, increased the density of the sample and reduced milling efficiency. Span values, which contain the d(0.1) values, confirm the suitability of particle size distribution in the range of 10% (Mel_2.0 g) and 17.5% of Mel (Mel_3.5 g).
TG measurements
PVA is a hygroscopic agent; therefore, its residual water content was controlled. This is a semicrystalline polymer with a well-defined glass transition temperature at 45–50 °C in the case of less than 1.5% water content. Higher water content of PVA can drastically decrease the glass transition temperature (up to 20 °C), which can influence the thermal behavior of PVA-containing compositions [13]. Mel has a hydrophobic character; its water content is less than 0.01%. TG curves between 25 and 160 °C showed fast and then slow mass loss, which is connected to the PVA amount. The samples with smaller Mel and higher PVA concentration showed more water content. It can be stated that the polymer amount has a significant role in the residual water content of the samples and, consequently, the glass transition temperature (Fig. 1).

Water content of the milled samples
DSC analysis
For the crystallinity characterization of Mel, first raw Mel and PVA were investigated (Fig. 2). The DSC curve of raw Mel has a sharp characteristic melting peak at 268.66 °C (onset 266.83, endset 273.27 °C), and an instantly following exothermic peak can be observed at 279.09 °C. PVA has two endothermic peaks at 169.51 °C and 222.74 °C. Since PVA is a mixture of crystalline and amorphous fractions, it is assumed that the first endothermic peak shows a structural change in part of the crystalline fraction and the second one presents the melting point of PVA. It should be noted that PVA has deacetylation in the temperature range 160–400 °C and the total degradation corresponds to the degradation of vinyl acetate and vinylpyrrolidone at 396 °C and 484 °C, respectively [14].

DSC curves of raw Mel, PVA and different Mel-containing milled samples
The DSC curves of the samples exhibit that the increase in the Mel amount (>10.0%) results in a sharper endothermic peak, approaching the melting point of raw Mel. In accordance with this, the signs of PVA are weakened, which can be associated with its reduced amount (< 5.0%). By decreasing the Mel amount (< 10.0%), the endothermic peaks will be less sharp and the signs of PVA are strengthened. It is connected to the higher amount of PVA (>5.0%). The areas of the melting enthalpies already predict the change in the degree of crystallinity of Mel.
In order to determine the degree of crystallinity of Mel, taking into account the influence of PVA, the physical mixtures of the milled samples formed the basis.
Figure 3 presents the degree of crystallinity measured by DSC as a function of the Mel amount in the sample. By increasing the Mel amount, the crystallinity of the milled products was increased. A close correlation (R2 = 0.9587) was found between crystallinity and the Mel amount. It can be seen that increasing the amount of Mel (> 10%) significantly increased the degree of crystallinity of the milled sample (from 21.21 to 48.86%). However, the small amount of Mel lowered this value (from 21.21 to 10.28).

Relation between the crystallinity of Mel and its amount in the milled samples measured by XRPD
XRPD measurements
To verify the DSC results, the crystallinity of the physical mixtures and the milled samples was investigated by XRPD analysis. Figure 4 presents the fingerprints of raw Mel and PVA and the milled samples. The characteristic peaks of Mel are at 2Θ value: 13.06°, 14.94° and 18.61°, and PVA has the typical diffraction peak at 2Θ value: 19.9° [15].

XRPD curves of raw Mel, PVA and different Mel-containing milled samples
The intensity of the characteristic peaks shows a change in the crystallinity of the milled products. The quantitative analysis of the degree of crystallinity also resulted in a close correlation (R2 = 0.9763) between the degree of crystallinity and the Mel amount (Fig. 5).

Relation between the crystallinity of Mel and its amount in the milled samples measured by XRPD
Conclusions
In this work, the interval of the Mel amount which can be successfully nanonized (100–500 nm) was determined by the optimized wet milling process, where the planetary ball mill was combined with pearl milling technology. To discover the robustness of the optimized process, the influence of the amount of Mel was investigated on the particle size distribution and the degree of crystallinity.
The comparison was based on the 10% of Mel (w/w) and 5% of PVA (w/w) containing sample (Mel_2.0 g) milled by using the following process parameters: 1:1 ratio of pre-suspension and pearls, 437 rpm and 43 min. The milled sample resulted in the expected particle size range, and the degree of crystallinity of Mel was decreased to 20%.
Based on our current results, it can be stated that the increase in the Mel amount (> 10%) helped milling efficiency without increasing the amount of milling media (pearls), and the smaller concentration of Mel (<10%) did not provide the desired particle size distribution. In the first case, the invested mechanical energy was transferred to reduce the particle size, while in the second case to break the crystal structure.
The presence of PVA also affected the degree of particle size reduction. It was found that the milling effectiveness of a lower concentration of PVA (< 5.0%) provided sufficient protective effect against the aggregation of nanoparticles in the case of samples with 10.0–17.5% of Mel concentration. This protective effect was not satisfactory (aggregation was observed) for higher Mel content (20.0%) and lower PVA concentration (4.44%). A high concentration of PVA (>5%) also resulted in unsatisfactory milling effectiveness because a polymer layer was formed on the surface of the particles, protecting them from fragmentation.
The degree of crystallinity was basically influenced by the Mel amount, but the PVA content also affected it. By increasing the Mel amount, the crystallinity of the milled product was increased measured by the DSC and XRPD techniques and a close correlation was found between crystallinity and the Mel amount by both of them.
It should be noted that recently the characterization of the investigated materials (e.g., crystallinity) using DSC as a semiquantitative conventional method has become common in scientific research [7,8,9]. It provides a possibility to predict the crystallinity of the examined materials, but to verify the accuracy of thermoanalytical measurements, the X-ray powder diffraction test is required [10, 11]. In our work, it was found that the degree of crystallinity of Mel investigated by DSC and XRPD did not show any significant difference at 95% significance level. It can be related to the low degree of crystallinity (< 50%). It is known that the advantage of DSC over X-ray diffraction is that high amorphous content can be detected [16].
In this system, for the required particle size range, the Mel amount should be changed between 10.0 and 17.5% (w/w) and a PVA amount should be used between 5.0 and 4.58% (w/w). For product stability, it is recommended to keep the PVA amount below 5.0% and at the same time the critical water content below 1.5%. In this specified range, the amount of Mel can be changed to design the degree of crystallinity of Mel between 20 and 45% in the final product as well.
To discover the robustness of the milling process, it should also be considered that the amount of grinding media can be reduced by increasing the amount of the active ingredient. It is an important viewpoint because of the reduction in product loss (removing pearls). The DSC method can be suggested for the quantification of the degree of crystallinity because it can be used safely with high amorphous content.
References
Merisko-Liversidge E, Liversidge GG. Nanosizing for oral and parenteral drug delivery: a perspective on formulating poorly-water soluble compounds using wet media milling technology. Adv Drug Deliv Rev. 2011;63:427–40.
Junghanns JUA, Müller RH. Nanocrystal technology, drug delivery and clinical applications. Int J Nanomed. 2008;3:295–309.
Shegokar R, Müller RH. Nanocrystals: industrially feasible multifunctional formulation technology for poorly soluble actives. Int J Pharm. 2010;399:129–39.
Loh ZH, Samanta AK, Heng PWS. Overview of milling techniques for improving the solubility of poorly water-soluble drugs. Asian J Pharm Sci. 2015;10:255–74.
Jójárt-Laczkovich O, Szabó-Révész P. Amorphization of a crystalline active pharmaceutical ingredient and thermoanalytical measurements on this glassy form. J Therm Anal Calorim. 2010;102:243–7.
Einfalt T, Planinek O, Hrovat K. Methods of amorphization and investigation of the amorphous state. Acta Pharm. 2013;63:305–34.
Katona G, Sípos P, Frohberg P, Ulrich J, Szabó-Révész P, Jójárt-Laczkovich O. Study of paracetamol-containing pastilles produced by melt technology. J Therm Anal Calorim. 2016;123:2549–59.
Gieszinger P, Csóka I, Pallagi E, Katona G, Jójárt-Laczkovich O, Szabó-Révész P, Ambrus R. Preliminary study of nanonized lamotrigine containing products for nasal powder formulation. Drug Des Dev Ther. 2017;11:2453–66.
Bartos C, Pallagi E, Szabó-Révész P, Ambrus R, Katona G, Kiss T, Rahimi M, Csóka I. Formulation of levodopa containing dry powder for nasal delivery applying the quality-by-design approach. Eur J Pharm Sci. 2018;123:475–83.
Bartos C, Jójárt-Laczkovich O, Katona G, Budai-Szűcs M, Ambrus R, Bocsik A, Gróf I, Deli MA, Szabó-Révész P. Optimization of a combined wet milling process in order to produce poly(vinyl alcohol) stabilized nanosuspension. Drug Des Dev Ther. 2018;12:1567–80.
Dávid Á, Benkóczy Z, Ács Z, Greskovits D, Dávid ÁZ. The theoretical basis for scaling-up by the use of the method of microwave granulation. Drug Dev Ind Pharm. 2000;26:943–51.
Li Q, Wang K, Zheng Y, Ruan M, Mei X, Lin B. Experimental research of particle size and size dispersity on the explosibility characteristics of coal dust. Powder Technol. 2016;292:290–7.
Perfetti G, Alphazan T, Wildeboer WJ, Meesters GMH. Thermo-physical characterization of Pharmacoat® 603, Pharmacoat® 615 and Mowiol® 4-98. J Therm Anal Calorim. 2012;109:203–15.
McNeill IC, Ahmed S, Memetea LT. Thermal degradation of vinyl acetate-methacrylic acid copolymer and the homopolymers. II. Thermal analysis studies. Polym Degrad Stabil. 1995;48:89–97.
Garcıa-Cerda LA, Escareno-Castro MU, Salazar-Zertuche M. Preparation and characterization of polyvinyl alcohol–cobalt ferrite nanocomposites. J Noncryst Solids. 2007;353:808–10.
Gombás Á, Szabó-Révész P, Kata M, Regdon G Jr., Erős I. Quantitative determination of crystallinity of α-lactose monohydrate by DSC. J Therm Anal Calorim. 2002;68:503–10.
Acknowledgements
Open access funding provided by University of Szeged (SZTE). This work was financially supported by Gedeon Richter’s Talentum Foundation and Ministry of Human Capacities, Hungary Grant 20391-3/2018/FEKUSTRAT.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Bartos, C., Jójárt-Laczkovich, O., Regdon, G. et al. Robustness testing of milling process, analyzing the particle size distribution and crystallinity of the milled samples. J Therm Anal Calorim 139, 393–398 (2020). https://doi.org/10.1007/s10973-019-08395-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-019-08395-2