
Abstract
The main goal of this study was to analyze the application possibilities of modulated temperature thermomechanical analysis (MT TMA) for the evaluation of thermomechanical interactions in substrate/PVD coating systems on the example of examination of influence of changes in thickness of a coating on internal stress evolution in these systems. As an indicator of the stress state in the coating at a given measurement temperature, the changes in a value of the equivalent thermal expansion coefficient of the system α AC, which is calculated based on registered changes in temperature and elongation of the sample, were assumed. Independently, numerical simulations of the residual thermal stresses were carried out using finite element method. The objects of research were systems composed of substrates of HS6-5-2 steel and a single layer of chromium nitride CrN with thickness 2, 4, 8 and 10 µm, deposited on the substrate by cathodic arc evaporation method. In order to determine the effect of the CrN coating thickness on evolution of thermomechanical interactions in the system, the samples were annealed according to the assumed curve comprising nine-step isothermal annealing in the range of 150–500 °C. Obtained results have shown that MT TMA is useful to study the thermomechanical interactions in substrate/PVD coating systems. In particularly, obtained values of α AC, calculated on the basis of measured elongation changes for substrate/PVD coating systems, are lower than for the substrate without coatings, and they increase with the thickness of the deposited coating. This means that there is a decrease in compressive stresses in the coatings with increasing coating thickness. It was also found that with increasing temperature there is a local maximum value of α AC, which indicates the temperature of deposition of the coating. This is a key parameter from a technological point of view of the PVD processes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Residual stresses in thin antiwear coatings deposited by physical vapor deposition (PVD) methods have a significant impact on the operational properties of coated components, in particular the fatigue strength [1]. That is, residual stresses play a decisive role in coating thermomechanical behavior. Thus, in order to design coatings with improved thermal fatigue resistance, it is of great interest to assess temperature-induced changes in the residual stresses.
Residual stresses in PVD coatings come from two sources: thermal stresses and growth stresses. Thermal stresses arise from the mismatch between coating and substrate thermal expansion coefficients. Growth stresses are affected by deposition parameters, specifically by plasma-forming gas pressure, controlled by the forming gas flow rate, the substrate temperature and kinetic energy of the ions [2–4].
In 1909, Stoney [5] developed a method for calculating the value of thermal stresses in metallic coatings based on the radius of the substrate curvature deformed by the adhesion forces of the coating. Tsui and Clyne [6] proposed an analytical model to calculate the stresses during and after the deposition process of a multilayer coating. The model is applicable to flat samples. Several formulas proposed in the literature, with which is possible to determine the biaxial stress state in the substrate/coating system at a given geometry, are transformation of equations derived from [5, 6]. In [7] and [8], to calculate the value of thermal stresses, the following formula is used:
where \(E_{\text{ef}} = E_{\text{f}} \left( {1 - \nu_{\text{f}} } \right)\) and \(E_{\text{es}} = E_{\text{s}} \left( {1 - \nu_{\text{s}} } \right)\), in which E f, E s, v f and v s mean Young’s modulus and Poisson’s ratio of coating and substrate, respectively, h is a coating thickness, H is a substrate thickness, α is coefficient of thermal expansion, T d is deposition temperature and T r is a reference temperature. The formula shows that the thermal stresses in the coating exhibit a linear relationship with the substrate temperature during deposition, the thickness of the substrate and the Young’s modulus of the coating. However, there is an inversely proportional relation to the coating thickness. For systems in which the coating thickness is much smaller than the thickness of the substrate, the simplified formula is used for calculations of the thermal stresses [9]:
Using the same approach as for a flat sample, Tsui and Clyne [10] presented the analytical model for calculating the stresses in the system with cylindrical shape, provided that system is able to free deformation. Present discussion shows that the value of thermal stresses component σ t is dependent on the thickness of the coating. The stresses in an axial direction and hoop stresses are reduced with increasing film thickness; however, stresses in a radial direction increase its value.
Numerical model using finite element method (FEM) for calculation is one of the tools for simulation of thermal stresses σ t in substrate/PVD coating systems of any structure and geometry. Nowadays, these models as well as analytical models are created in the commercial computer packages (Ansys, COMSOL Multiphysics, etc.) and are based on the classical theory of elasticity and thermoelasticity [11]. These models are modified and developed by the simulation of such phenomena such as plastic material deformation and damage to the coating in the form of cracks or delamination [12, 13]. The calculations concern the influence of particular parameters of the systems, such as substrate material, coating’s structure and thickness of the layers in a multilayer coating, on the value and distribution of stress in the substrate/coating system. The results of numerical calculations and experimental tests clearly show that the ceramic PVD coatings deposited on metal substrates are characterized by high compressive stresses in the direction parallel to the surface and high tensile normal stresses [14]. Substrate/coating interface and the edges of the system are the areas of highest stress concentration, especially shear and normal to the surface, which can cause decrease in coating adhesion [12, 15, 16]. Densification of discretization mesh in these areas is a common process when creating a computer model. The maximum normal thermal stresses increase with increasing film thickness and decrease with increasing hardness of the substrate. Reducing a value of stresses, required to produce coatings of relatively large thickness, is possible by introducing soft metallic adhesive layer between a substrate and a coating or between layers in multilayer coating, which was confirmed in several studies [7, 14, 15]. A change in values and distribution of stress can be achieved also by the gradual change in values of material parameters in layer/layers of coating (functionally graded materials) [17, 18]. Additionally, an influence on state of stresses in the coating can have a thermal history of coated components. Therefore, courses of heating and cooling of the substrate/PVD coating systems, after a deposition process, are also modeled [19]. All of the above applications of FEM demonstrate the usefulness of numerical simulations carried out in cases where direct measurements of the residual stresses and strains are difficult or impossible to carry out.
The main goal of this study was to analyze the application possibilities of modulated temperature thermomechanical analysis (MT TMA) for the evaluation of thermomechanical interactions in substrate/PVD coating systems [9, 20–25] on the example of examination of influence of changes in thickness of a coating on internal stress evolution in these systems. As an indicator of the stress state in the coating at a given measurement temperature, the changes in a value of the equivalent thermal expansion coefficient of the system α AC, which is calculated based on registered changes in temperature and elongation of the sample, were assumed.
The substrate/PVD coating system was composed of a single-layer CrN coating and substrates made of HS6-5-2 steel. Regardless of the research of influence of changes in the thickness of the coating on the development of the stress, applied method enabled the determination of coatings deposition temperature, an important technological parameter determining the properties of the coating. In parallel with the experimental assessment of the evolution of the stress in the tested systems, its simulations were carried out using FEM. The aim of the simulation was to obtain complementary knowledge about the development of thermal stresses in the studied systems and to obtain confirmation of the correct interpretation of experimental results.
Experimental
Sample preparation
Substrates of the systems had the shape of cylinder with 30 mm of length and 3 mm of diameter. Before deposition of the coating, substrates of HS6-5-2 steel were polished to achieve a surface roughness of Ra = 0.05 µm and then were annealed to remove machining stresses in a temperature of 500 °C. Coatings were produced by a multi-source PVD system, using cathodic arc evaporation (CAE), in a large semi-industrial vacuum chamber. Cathode was made of pure chromium. The adhesive layer of Cr having thickness of 0.2 µm was formed by evaporation of chromium source in a vacuum, directly on the surface of the substrate. Next, relatively high flow rate of nitrogen by chamber ensured the deposition of CrN layer.
The substrate temperature during deposition was approximately 400 °C. Four processes were carried out with different deposition times in order to achieve different coating thicknesses, approximately 2, 4, 8 and 10 µm.
Modulated temperature thermodilatometry
The measurement by the MT TMA method consists in registration of changes in elongation of the system substrate in response to (stimulated by a heating device) changes in the sample temperature. The tests were performed using the compensation dilatometer, the construction of which is described in detail inter alia in [9]. The elongation of the substrate of the system is recorded using a linear displacement sensor type linear variable differential transformer (LVDT) with a resolution of 0.01 µm. Due to the adhesive connection of a substrate and a coating in the tested system, changes in elongation of the substrate recorded during the test depend on its thermal properties as well as the properties of the deposited coatings, the adhesion of the coating to the substrate and the state of residual stresses in the coating. The difference between the elongation of the substrate/PVD coating system and elongation of the substrate without the deposited coating at a given measurement temperature is a qualitative measure of the state of thermomechanical load of system substrate which includes the state of stress in the coating. Figure 1 shows assumed course of changes in sample temperature used during experimental tests. The program consists of eight isothermal annealings lasting 120 min at temperatures of 150, 200, 250, 300, 350, 400, 450 and 500 °C. During annealings, temperature modulation with 10 °C of amplitude and 6 min of period was applied. Modulation parameters have been selected in the optimization procedure that takes into account a thermal inertia of the substrate and components of measuring device [9]. Heating of samples between subsequent annealings takes place at a constant rate of 5 °C min−1.

Curve of course of changes in sample temperature used during experimental tests
An indicator of the stress state in the coating at a given measurement temperature is a value of the equivalent thermal expansion coefficient of the system α AC, which is calculated based on registered, in sections A–H of the curve (Fig. 1), changes in temperature and elongation of the sample by the following formula [9]:
where \(\left\langle {A_{\text{L}} } \right\rangle\) and \(\left\langle {A_{\text{T}} } \right\rangle\) are, respectively, average values of the amplitudes of the cyclic changes in the elongation and temperature of the samples at a temperature modulation and L 0 represents the initial length of the substrate. The α AC indicator includes the influence of the conditions of heat exchange between the sample and the environment during measurement on the change in elongation of system substrate.
FEM modeling
The objects of modeling were substrate/PVD coating systems corresponding to real systems subjected to the experimental tests (cylindrical steel substrates, chromium interlayers with 0.2 µm of thickness and single-layer CrN coatings). In the model, axial symmetry of a sample was used, which allowed to bring the 3D model to 2D (transformation of a cylinder to a plane which is half the axial section of the object). For the purposes of numerical simulation (to reduce calculation time), the length of the object was also reduced 120 times along the z axis. Preliminary calculations showed that the error of the calculated values of stresses caused by this approximation is negligible. Scheme of modeled system including discretization mesh is shown in Fig. 2.

Scheme of modeled system including discretization mesh
The mathematical model enabling calculation of a state of thermal stresses in the system is based on the classical theory of elasticity and thermoelasticity [11]. The calculation by finite element method was performed using COMSOL Multiphysics 4.2. Computer model implemented in the program used the built-in modules (solid mechanics and thermal stresses), which are described in detail in the program documentation [26]. Nine simulation models were created, in which steel substrate with no deposited coating and substrates with coatings with a total thickness of 2.3, 3.5, 4.5, 5.5, 6.5, 7.5, 8.4 and 10 µm were objects of modeling. During model creation, the following assumptions were used:
-
The substrate and coating materials are isotropic and homogeneous.
-
The substrate and coating are treated as continuous media and satisfy the assumptions of elastic–plastic material with linear hardening function.
-
There is an ideal adhesion between the substrate and the coating and ideal cohesion between the Cr and CrN layer.
The aim of the simulations was to determine the state of thermal stresses in considered systems in temperatures corresponding to temperatures of annealings carried out during experimental research. Therefore, in the model a linear function describing a change in temperature in the range from 21 to 500 °C was introduced. Temperature of the coating deposition process was 400 °C.
The material constants given in Table 1 were used for the calculations.
Results and discussion
Numerical calculations
Using the developed computer model, states of thermal stresses in considered systems were determined, at different temperatures and for different coating thicknesses (Fig. 3). Figure 3a–f shows calculated values of stresses in the axial direction. The studies included in [9, 24] showed that a dominant influence of the change in elongation of the substrate during measurement by MT TMA method has changes in stresses in the direction corresponding to tested elongation, so the influence of the radial stresses can be omitted.

Distributions of thermal stress: for coating thickness 2.3 µm, a in 21 °C, b in 500 °C; for coating thickness 5.5 µm, c in 21 °C, d in 500 °C; and for coating thickness 10.0 µm, e in 21 °C, f in 500 °C
The distributions show that below the temperature of deposition process (400 °C) in the coating, in an axial direction, compressive stresses occur (negative values); however, in the Cr adhesive layer and in the top layer of the substrate, there are tensile stresses (positive values). The reason is the difference in thermal expansion coefficient of the substrate and the material of layers in the coating. Above the temperature of deposition process, change in thermal stresses in the coating from compressive to tensile occurs, while in the substrate and the Cr layer stresses change from tensile to compressive.
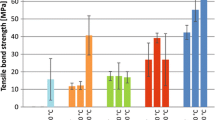
In order to compare the influence of coating thickness on the state of thermal stresses, the highest calculated value of the stresses in the coating of each of the systems was determined (Fig. 4). The results indicate a decrease in the thermal stresses in the axial direction with increasing coating thickness. The relation between the maximum stresses value and coating thickness is a linear function.

Maximum value of stresses in the axial direction as a function of coating thickness
Developed computer model was also used to determine changes in elongation of the substrate as a result of changes in temperature of the sample. The purpose of the calculations was to examine whether the difference in elongation of the substrate due to the difference of thermal stresses in the coatings of the particular systems is a measurable value, which can be determined experimentally with the used MT TMA method and test device. It is assumed that due to the location of the tip of the pusher of linear displacement sensor during experimental investigations, the influence of recorded changes in substrate elongation has displacement of central area of the sample face in the axial direction. For this reason, the calculated value of elongation of the substrate is the average value of the displacement along the axis z of points at the upper edge of the model, at distance from the axis not greater than half the radius of the substrate base (0.75 mm). Because of the reduction of model in the axial direction compared to the real object, the results were multiplied 120 times. Figure 5 shows the calculated values of changes in elongation of the substrate of the system due to an increase in temperature of 10 °C (equivalent to amplitude of temperature modulation during experimental tests).

Average value of displacement of the sample face along z axis, as a function of coating thickness
The results show that with the decrease in the maximum value of a thermal stress in the coating (which is due to an increase in coating thickness), an increase in elongation of the substrate due to temperature changes in the sample occurs. The difference in the elongation between the systems on the largest and smallest considered coating thickness (2.3 and 10 microns) is over 0.01 µm, which is the value above the resolution of linear displacement sensor used in experimental studies. This demonstrates the possibility of using the MT TMA method to study the influence of coating thickness on the state of stress in the substrate/PVD coating system.
Thermodilatometric analysis
Figure 6 shows the values of α AC indicator, which are calculated on the basis of values of amplitudes of temperature \(\left\langle {A_{\text{T}} } \right\rangle\) and elongation \(\left\langle {A_{\text{L}} } \right\rangle\) of the examined system samples (HS6-5-2 substrate/CrN coating) and uncoated substrate sample, during the test according to the thermogram shown in Fig. 1. For each of the systems, at each measuring temperature, values of α AC indicators for substrate/PVD coating systems are lower than for the substrate without the deposited coating. This indicates the occurrence of total compressive stresses in the coating in a direction parallel to the surface. With increasing film thickness, value of α AC indicator increases (decreases the difference of values for the system and substrate without coating), which shows a decrease in the total compressive stresses in the coating.

Value of the equivalent thermal expansion coefficient of the system α AC, as a function of temperature, for different coating thicknesses
Figure 7 shows the absolute values of the difference between α AC indicator for substrate/coating systems and that for the substrate without coating as a function of measurement temperature. The result allows the identification of the temperature in which the change in direction of thermal stresses in the coating from compressive to tensile occurs; this is the temperature of coating deposition process. This is an important advantage of the test method, because an accurate temperature measurement during the process is difficult to perform.

Differences between α AC indicator for substrate/coating systems and that for the substrate without coating, as a function of temperature, for different coating thicknesses
Conclusions
The qualitative comparison of the results of numerical calculations with the results of experimental studies shows that it is possible to use modulated temperature thermodilatometry for registration of changes in the conditions of thermomechanical interactions in substrate/PVD coating systems. Particularly, the analysis of values of equivalent thermal expansion coefficient of systems α AC, calculated on the basis of registered substrates elongations and their temperatures, showed that with increasing coating thickness the compressive stresses in the coating decrease, in a direction parallel to the surface at each of the measurement temperatures. This conclusion results with the fact that the values of α AC for substrate/coating system increase with increasing film thickness, which is caused by weaker thermomechanical substrate–coating interaction by decrease in stresses in the coating. Also, using the FEM model, it was demonstrated that with increasing coating thickness, stresses, in this case only thermal stresses, in the coating (parallel to the surface) decrease. It was also found that as the temperature increases there is a local maximum value of α AC which indicates temperature of deposition.
The presented results show that the modulated temperature dilatometry is a useful method in investigations of evolution of thermomechanical interactions in substrate/coatings systems and in consequence evaluation of thermal stability of these systems. It allows, among other, the determination of real temperature of the coating deposition, an important technological parameter, which is difficult to determine precisely in deposition conditions.
References
Wendler B. Residual stress estimation in carbide coatings and substrates with use of FEM method. Inżynieria Materiałowa. 2000;3:129–31.
Oettel H, Wiedemann R. Residual stresses in PVD hard coatings. Surf Coat Technol. 1995;76(1):265–73.
Kamminga JD, de Keijser TH, Delhez R, Mittemeijer EJ. A model for stress in thin layers induced by misfitting particles. An origin for growth stress. Thin Solid Films. 1998;317:169–72.
Bell T, Mao K, Sun Y. Surface engineering design: modelling surface engineering systems for improved tribological performance. Surf Coat Technol. 1998;108–109:360–8.
Stoney GG. The tension of metallic deposition by electrolysis. P Roy Soc Lond A Math. 1909;82:172–5.
Tsui Y, Clyne T. An analytical model for predicting residual stresses in progressively deposited coatings. Part 1: planar geometry. Thin Solid Films. 1997;306:23–33.
Haider J, Rahmana M, Corcoran B, Hashmi MSJ. Simulation of thermal stress in magnetron sputtered thin coating by finite element analysis. J Mater Process Technol. 2005;168:36–41.
Chawla V, Jayakanthan R, Chandra R. Analysis of thermal stress in magnetron sputtered TiN coating by finite element method. Mater Chem Phys. 2009;114:290–4.
Myśliński P. Dylatometryczna metoda detekcji efektów termomechanicznych w systemach podłoże-powłoka PVD. Koszalin: Wydawnictwo Uczelniane Politechniki Koszalińskiej; 2011.
Tsui Y, Clyne T. An analytical model for predicting residual stresses in progressively deposited coatings. Part 2: cylindrical geometry. Thin Solid Films. 1997;306:34–51.
Szparaga Ł, Ratajski J, Zarychta A. Multi objective optimization of wear resistant TiAlN and TiN coatings deposite by PVD techniques. Arch Mater Sci Eng. 2011;48:33–9.
Zhang XC, Xu BS, Wang HD, Wu YX. Modeling of the residual stresses in plasma-spraying functionally graded ZrO2/NiCoCrAlY coatings using finite element method. Mater Des. 2006;27:308–15.
Teixeira V. Residual stress and cracking in thin PVD coatings. Vacuum. 2002;64:393–9.
Bemporad E, Sebastiani M, Pecchio C, De Rossi S. High thickness Ti/TiN multilayer thin coatings for wear resistant applications. Surf Coat Technol. 2006;201:2155–65.
Bemporad E, Sebastiani M, Casadei F, Carassiti F. Modelling, production and characterisation of duplex coatings (HVOF and PVD) on Ti–6Al–4V substrate for specific mechanical applications. Surf Coat Technol. 2007;201:7652–62.
Hu SY, Li YL, Munz D, Yang YY. Thermal stresses in coated structures. Surf Coat Technol. 1998;99:125–31.
Zhang HC, Tan W, Li YD. Effect of the transitional gradient of material property on the mechanical behavior of a non-homogeneous interlayer. Compt Mater Sci. 2008;42:122–9.
Szparaga Ł, Ratajski J. Modelling of the stresses fields evolution in CrN/Cr multilayer coating via FEM. Inżynieria Materiałowa. 2011;4:1–4.
Sayman O, Sen F, Celik E, Arman Y. Thermal stress analysis of Wc–Co/Cr–Ni multilayer coatings on 316L steel substrate during cooling process. Mater Des. 2009;30:770–4.
Myśliński P, Kamasa P, Gilewicz A. Temperature modulation in dilatometric investigation of PVD substrate-coating systems. J Phys. 2014;564:1–5.
Myśliński P, Kamasa P, Wąsik A. Application of temperature modulated relative dilatometry to determine temperatures of adhesion degradation between ceramic films and substrates. J Therm Anal Calorim. 2001;65:553–9.
Myśliński P, Szparaga L, Kamasa P, Gilewicz A, Ratajski J. Application of dilatometry with modulated temperature for thermo-mechanical analysis of anti-wear coating/substrate systems. J Therm Anal Calorim. 2015;120:1609–15.
Szparaga Ł, Myśliński P, Gilewicz A, Ratajski J. Investigations on the thermo-mechanical properties of CrN/CrCN gradient coatings using a thermo-dilatometric method. Solid State Phenom. 2014;223:100–9.
Myśliński P, Precht W, Kukiełka L, Kamasa P, Pietruszka K, Małek P. A possibility of application of MT DIL to the residual stresses analysis. J Therm Anal Calorim. 2004;77:253–8.
Myśliński P, Kamasa P, Gilewicz A, Staśkiewicz J. Detection of mechanical effects of adhesive thin films on substrate using the modulated-temperature dilatometry (MT DIL). J Therm Anal Calorim. 2007;88:737–40.
COMSOL Multiphysics 4.2. help dokument.
Acknowledgements
This research was supported by a Grant from The National Centre for Research and Development in frame of COllective Research NETworking (CORNET).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Mydłowska, K., Myśliński, P., Szparaga, Ł. et al. Analysis of the effect of antiwear CrN coating thickness on the evolution of thermomechanical interactions in the substrate/PVD coating system. J Therm Anal Calorim 125, 1241–1247 (2016). https://doi.org/10.1007/s10973-016-5588-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-016-5588-2