
Abstract
This investigation focuses on the enhancement of the damping properties of Methyl Methacrylate Acrylonitrile Butadiene Styrene (MABS) through the formulation of a specific blend with a styrene-based elastomer referred to as VDT, and with the incorporation of Ethylene Butylene Styrene grafted Maleic Anhydride (SEBS-g-MAH) as a compatibilizer. In contrast to traditional investigations that primarily focus on the mechanical rigidity, thermal conductivity, and electrical conductivity of materials, this research explores the enhancement of damping properties via the process of melt compounding. Using a twin-screw extruder in a precise melt-mixing process, a multiphase polymer blend is generated by including three different weight ratios (10, 20, and 30 wt.%) of VDT. Furthermore, in order to enhance the compatibility between MABS and VDT, three different weight percentages of SEBS-g-MAH (2, 4, and 6 wt.%) have been used in the blend. Tensile testing, laser confocal microscopy, dynamic mechanical analysis (DMA) and nuclear magnetic resonance (NMR), are used to thoroughly assess the compatibility and effectiveness of the blends. The results indicate that the damping performance of the blend increases in direct proportion to the amount of VDT. Conversely, the addition of SEBS-g-MAH has a non-monotonic effect: the inclusion of 4 wt.% SEBS-g-MAH leads to the most substantial improvements in both damping performance and tensile strength, exceeding the results obtained with 2 wt.% and 6 wt.% compatibilizer. The study highlights the need for carefully choosing the right wt.% of compatibilizers when aiming to formulate polymer blends with enhanced vibration dampening properties.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Polymer blending is a widely utilized technique in the field of materials science and engineering, offering a cost-effective approach to customize material properties for a wide range of applications [1,2,3]. In contrast to the resource-intensive processes involved in creating new materials from scratch, the modification of existing polymers offers a wide range of possibilities for combining different properties. The increasing need for innovative materials in several industries, such as aerospace, automotive, drug delivery, home appliances, and wind energy highlights the search for polymers that exhibit superior damping and mechanical properties [4,5,6,7,8]. This undertaking goes beyond a mere scientific pursuit, becoming into a pivotal element for technological progress. Moreover, the significance of these materials encompasses specialized device manufacture, such as hearing aids, hence emphasizing their widespread presence and adaptability within the contemporary socio-scientific context.
The existing body of literature emphasizes the significance of blend compatibility in enhancing the inter-diffusivity properties between different components of a blend, which therefore leads to the development of superior mechanical characteristics [9,10,11,12]. Several research have utilized compatibilizers that incorporate maleic anhydride (MA) in order to improve the dispersion of immiscible blends [13,14,15]. In their study, Kobayashi et al. [16] investigated the influence of compatibilizers on the adhesion between fibres and matrix, as well as the resulting mechanical properties. Their findings indicate that composites lacking compatibilizers demonstrate reduced mechanical strength in comparison to high-density polythene (HDPE). In their study, Colom et al. [17] employed maleic anhydride-modified polythene (MAPE) to modify the surface of long carbon fibres (LCF) in wood fiber-reinforced high-density polythene (HDPE). In a similar vein, Tian et al. conducted a study investigating the integration of carbon fibres into polypropylene materials and saw a positive impact on the mechanical strength [18].
Pivsa-Art et al. [19] conducted a study to investigate the effectiveness of polypropylene-graft-maleic anhydride (PP-g-MAH) as a compatibilizer for addressing phase separation issues in PLA/PP blends. The researchers utilized three different weight percentages (1, 3, and 5 wt%) of PP-g-MAH to evaluate the attributes of the blends. Silva et al. [20] conducted a study to investigate the effects of incorporating HDPE-alt-MAH at different weight percentages (0, 2, and 3 wt%) in PA12/HDPE blends. The objective was to assess the compatibilizing effects of HDPE-alt-MAH and determine the optimal weight percentage among the investigated proportions. Several other studies have also emphasized the significant impact of maleic anhydride (MA) on improving the mechanical and thermal properties of blends, such as PVC-HDPE blends [21] and PP/clay [22] nanocomposites. A specific investigation was conducted on quaternary blends consisting of PA6, PS, PP, and SEBS by Li et al. [23]. The study showed that SEBS-g-(MAH-co-St) can serve as a multi-phase compatibilizer, effectively improving the mechanical properties of the blend.
Nevertheless, with the significant contributions made, there remains a noticeable gap in knowledge on the impact of including SEBS-g-MAH on MABS/VDT blends. The existing body of literature has not yet investigated the impact of different wt% of SEBS-g-MAH on the phase morphology, compatibility, and particularly, the damping qualities of these blends. The immiscibility of MABS/VDT and MABS/S blends has been emphasized in previous studies conducted by our consortium, emphasizing the importance of interfacial adhesion in relation to mechanical characteristics [24]. However, these investigations were lacking to consider the precise influence of SEBS-g-MAH on these mixes.
The primary aim of this study is to investigate the impact of including different wt% of SEBS-g-MAH on the phase morphology, compatibility, and damping qualities of MABS/VDT blends and to find out the optimal wt% of SEBS-g-MAH for the blend. In order to determine the most suitable weight percentage (wt. %) of compatibilizer for the blend, this study employs many approaches including tensile testing, Dynamic Mechanical Analysis (DMA), Nuclear Magnetic Resonance (NMR), and confocal laser microscope analysis. The study investigated three weight percentages (10, 20, and 30 wt. %) of VDT in combination with MABS, along with three different weight percentages of SEBS-g-MAH (2, 4, and 6 wt. %).
The findings obtained from this study not only serve to bridge a substantial gap in research, but also have larger ramifications for the development of new materials that exhibit superior damping capabilities. Through the systematic examination of the specific impacts of SEBS-g-MAH on MABS/VDT blends, this study has the potential to significantly enhance the existing knowledge base, hence enabling the development of novel applications in various industrial domains.
Materials and method
Materials
VDT and MABS were used as the main materials in this research, where VDT (an engineered thermoplastic elastomer) with a density of 900 kg/m3 was provided by Avient and MABS with a density of 1090 kg/m3 was purchased from Nordic polymer. SEBS-g-MAH was purchased form the Merck (Copenhagen, Denmark) which has a melt flow index of 14 g/10 min.
The pellets were dried completely by keeping the pallets in the vacuum dryer for 5 h at 90 °C before compounding. Twelve polymer blends were made with different weight percentages of VDT, SEBS-g-MAH, and MABS. The binary blend's viscoelastic properties were tested by adding 10, 20, and 30 wt% VDT, and its phase morphology was examined by varying SEBS-g-MAH concentration at 2 percent, 4 percent, and 6 percent. The compounding process was carried out using a twin-screw extruder from thermo fisher (model: Eurolab 16 mm XL) with a screw diameter of 15.6 and L/D ratio of 40. The extrusion process ran at 150 rpm and throughput was 2 kg/h. Temperatures in the extrusion zone varied from 210 °C to 240 °C. Melts were extruded and then cooled in a water bath before being pelletized.
Samples for tensile testing and DMA were fabricated using a piston injection molding machine (HAKKE minijet). During the injection molding process, the cylinder temperature was 240 °C, the mold temperature was 50 °C, the injection pressure was 350 bar for 8 s, and the post pressure was 250 bar for 4 s. In Table 1 the codes assigned to all the fabricated samples based on their VDT and SEBS-g-MAH percentages is reported.
Tensile testing
An INSTRON 4481 universal testing machine was used in order to analyze the tensile property of the fabricated samples. The test was carried out according to the ASTM 638 type V standard and at room temperature. The testing speed was set at 10 mm/min, with a precise 10 kN load cell controlling the load, optimizing test accuracy and duration.
Nuclear magnetic resonance (NMR) spectroscopy
To investigate the polymer at a molecular scale, about 25 mg of the polymer was combined with 1 mL of deuterated chloroform, also referred to as CDCl3. The use of this particular solvent for NMR investigations is often motivated by its capacity to enhance the stabilization of the magnetic field of the spectrometer. The solution was allowed to stand undisturbed for an extended period of time, to ensure complete dissolution of the polymer inside the solvent. After completing this procedure, the solutions obtained were analyzed using a Bruker AVANCE 400 MHz NMR spectrometer equipped with a specialized 5 mm Cryo-probe Prodigy probe in order to improve sensitivity and resolution. The proton NMR spectra were acquired using a commonly used program called zg30. In order to enhance the dependability of the obtained data, a total of 128 unique spectra were acquired for each of the samples being investigated. The objective of this strategy was to provide accurate and comprehensive data on the molecular composition of the polymer. A comprehensive evaluation of an elastomer VDT that is currently on the market is not within the scope of this particular piece of work. The 1H NMR spectra is shown in Fig. 1 and reveals that the material possesses a substantial proportion of aromatic rings, which is consistent with the presence of polystyrene. Additionally, the spectrum reveals signals that are consistent with the presence of double bonds in polyenes, such as polyisoprene or polybutadiene. The high intensity of the signals at 4.8 ppm gives the impression that the polyene component is primarily composed of 3,4 polyisoprenes. Although the chemical shift is higher than is typical for polybutadienes in this solvent, the low-field vinyl signal that was detected at approximately 5.8 ppm could be an indication of the presence of polybutadiene. The saturated backbone constituents are responsible for the broad signals between 0.5 ppm and 2.5 ppm, whereas the low-viscosity mineral oil is responsible for the sharper lines [24].

NMR Spectrum of VDT in order to identify the elements of VDT
Confocal scanning microscopy
The phase morphology of the manufactured samples was analyzed using a laser confocal scanning microscope (Olympus LEXT OLS5000, Japan). The samples were Cryo fractured before analyzing it under the microscope.
DMA
The mechanical and damping properties of the specimens were systematically examined with respect to frequency and temperature through the use of DMA performed on a Q850 instrument from TA Instruments. To investigate the temperature-dependent behavior, a temperature sweep was conducted, spanning from 0 °C to 60 °C, with a constant heating rate of 3 °C per minute. Also, a frequency sweep was carried out at a fixed temperature of 25 °C, encompassing a frequency range from 1 to 100 Hz. The measurements were conducted following the ISO 6721–2 standard, utilizing rectangular samples with dimensions of 60 × 10 × 3 mm. Throughout the course of the tests, a consistent amplitude of 20 µm was maintained, ensuring a reliable and comprehensive assessment of the material's response.
Results and discussion
Tensile test
Figure 2 represents the effect of MABS/VDT blends along with the compatibilizer on the tensile behavior. From the bar chart Fig. 2(a), it is observed that the tensile strength generally decreases as the percentage of VDT increases, holding the SEBS-g-MAH content constant. For instance, the tensile strength decreases from VDTMA-10-2 to VDTMA-20-2 to VDTMA-30-2, and this pattern is consistent across all SEBS-g-MAH levels. In comparison to MABS, which has a tensile strength of 42 MPa, VDT, which is a thermoplastic elastomer, has a tensile strength of only 8 MPa; as a result, increasing the weight percent of VDT in the blends decreased the overall tensile strength see Fig. 2(a).

a Average tensile strength b Stress strain curve of MABS/VDT blends with different wt% of VDT and SEBS-g-MAH
However, there is a slight increase in tensile strength as the percentage of SEBS-g-MAH increases, holding the VDT content constant. For example, the tensile strength increases from 33.4 MPa to 35.05 MPA when 4 wt% MA was used in the blend. This pattern is also consistent across all VDT levels, suggesting that addition of SEBS-g-MAH enhances the tensile strength of the blend. The blends with no SEBS-g-MAH (VDTMA-10-0, VDTMA-20-0, VDTMA-30-0) have lower tensile strength than the blends with 2% or more SEBS-g-MAH, indicating that SEBS-g-MAH has a positive effect on tensile strength. The highest tensile strength is seen in the VDTMA-10-4 sample, which has 10% VDT and 4% SEBS-g-MAH. This suggests that this might be an optimal blend for maximizing tensile strength compared to the other wt% tested in this experiment. Figure 2(b) represents the stress stain curve of VDT/MSBS blend which has the best effect of SEBS-g-MAH addition with the one without using it and form the figure it is evident that 4 wt% SEBS-g-MAH addition definitely has a positive effect on the blends. The observed behavior agreed with the results of da Silva and d’Almeida et al. [20] and Tokumitsu et al. [25] although in their work the blend studied was HDPEPA12 with HDPE-alt-MAH and PP/PA blend with PP-g-MAH, respectively.
Morphology analysis
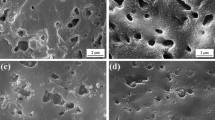
During the blending process using compatibilizer, the interfacial tensions of polymer pairs can be significantly altered by in situ reaction at the interfacial region [26, 27]. This explains that the interfacial tension value undergoes changes when the chemical reaction of SEBS-g-MAH occurs with MABSVDT macromolecular chains. It is evidenced by Fig. 3 that the typical dispersed matrix morphology characteristic of immiscible blends is present in the blends. The broad particle size distribution in the dispersed phase of VDT and the smooth interface without any visible roughness between the phases is a strong indication of high interfacial tension between them. The incorporation of SEBS-g-MAH as a compatibilizer initiates changes in both the interface and the blend morphology. The addition of this compatibilizer results in enhanced interfacial adhesion between the phases, leading to smaller droplets. However, it is critical to note that the blend’s properties are maximally enhanced with the right weight percentage of compatibilizer. A keen investigation into the micrographs by Debbah et al. [28] on PC/ABS blends reveals distinct variations in the size and configuration of the ABS domains upon the introduction of the compatibilizer SEBS-g-MAH. Specifically, the ABS domains undergo a reduction in size and adopt a denser, interconnected arrangement, culminating in what can be described as a co-continuous morphology and a similar observation is observed in Fig. 3.

Effect of varying (2, 4 and 6 wt%) SEBS-MAH addition on the phase morphology of the MABS/VDT blends. a VDTMA-10-2, b VDTMA-10-4, b VDTMA-10-6, d VDTMA-20-2, e VDTMA-20-4, f VDTMA-30-6, g VDTMA-30-2, h VDTMA-30-4, i VDTMA-30-6
It can be posited that the potential chemical reaction in this case is facilitated by SEBS-g-MAH's styrene blocks that are compatible with both MABS and VDT's styrene component, and the ethylene-butylene blocks which can engage favorably with the butadiene component of the MABS (Fig. 4). Moreover, the maleic anhydride groups in SEBS-g-MA can engage in reactions with the polar groups in MABS and VDT, thereby forming covalent bonds that increase miscibility and interfacial adhesion. As a consequence, a finer dispersion of the VDT phase within the MABS phase is achieved, leading to a more homogeneous blend.

Illustration of visual interaction between SEBS-g-MAH and MABS/VDT blends. The image highlights how the compatibility of the blends increases with the addition of SEBS-g-MAH
It is worth observing that adding SEBS-g-MAH to the MABS/VDT blend has a significant influence on the blend's phase morphology. The blends' morphology varies in accordance with the different weight percentages of SEBS-g-MAH. The use of 4 wt% SEBS-g-MAH was found to yield the best results in terms of tensile test, storage modulus and loss tangent (tan delta) during the DMA test, providing an optimal balance of interfacial adhesion and smaller dispersion of the VDT domains. At lower wt%, the interfacial adhesion between the MABS and VDT phases may not be sufficiently strong, leading to the formation of large VDT domains that can act as stress concentrators, resulting in premature blend failure. Conversely, at higher wt%, the interfacial adhesion between the MABS and VDT phases can become overly strong, leading to the formation of a segregated blend with poorer mechanical properties due to inadequate mixing of the MABS and VDT phases. In conclusion, the optimal blend, with small VDT domains, was achieved with 4 wt% SEBS-g-MAH, resulting in the best outcomes in terms of tensile test, storage modulus and loss tangent (tan delta) during the DMA test.
The following Table 2 summarizes the effect of SEBS-g-MAH on the phase morphology and mechanical properties of the MABS/VDT blend:
Dynamic mechanical analysis (DMA)
Figure 5 visualizes the relationship between the storage modulus and the temperature for different concentrations of SEBS-g-MAH addition in the MABS/VDT blend. All the blends exhibit a decrease in the storage modulus as the temperature increases. This suggests that the material becomes less stiff (more flexible or deformable) at higher temperatures. This is a common behavior for polymers due to increased molecular mobility with temperature. The blend with 4% SEBS-g-MAH (VDTMA-10-4) has the highest storage modulus across the entire temperature range, followed by the blend with 6% SEBS-g-MAH (VDTMA-10-6). This suggests that the addition of SEBS-g-MAH generally increases the stiffness of the material which was also observed from the tensile test results Fig. 5. Interestingly, the blend with 2% SEBS-g-MAH (VDTMA-10-2) has the lowest storage modulus, even lower than the blend without any SEBS-g-MAH (VDTMA-10-0). This indicates that the stiffness of material may be affected either by adding too little or too much SEBS-g-MAH to the blend. Higher or lower than the ideal amount might have plasticizing effect while optimal amount has a reinforcing effect, thus increasing the stiffness of blends [29].

Effect of SEBS-g-MAH on the storage modulus vs Temperature of the polymer blend during Temperature sweep
The overall trend of the loss tangent with the increasing temperature has been found to be non-monotonic in nature (Fig. 6). However, one common trend that has been observed is that the 4% addition of SEBS-g-MAH shows the highest improvement in terms of loss tangent in the mentioned temperature range. The other wt.% of SEBS-g-MAH demonstrate a non-monotonic relationship with different wt% of VDT during the temperature sweep. For example, 2wt% of SEBS-g-MAH demonstrated worse damping performance compared to 20 and 30 wt % of VDT blend whereas it demonstrated better damping performance with 10 wt % of VDT compared to 6wt% of SEBS-g-MAH.

Effect of varying SEBS-g-MAH on the tan delta of the polymer blend during Temperature sweep
The experimental results of the frequency sweep depicted in Fig. 7 shows that the 4 wt% addition of SEBS-g-MAH exhibits the best damping performance in the entire frequency range in all the different blends, whereas the lowest damping performance was observed when no compatibilizer was used. The 2% addition of SEB-g-MAH shows the second-best performance in the frequency sweep for the 10 and 20 wt% of the VDTMA blend. However, in 30 wt% of VDTMA its performance is lower than 6 wt% of SEBS-g-MAH, which actually demonstrates the non-monotonic relation during the frequency sweep. It must be noted that the variation between the results in the case of different wt% of SEBS-g-MAH is not very significant. However, if the result is compared without the use of compatibilizer and 4 wt% of SEBS-g-MAH then a notable effect of compatibilizer is observed. Figure 8 represents the increase in percentage of loss factor due to the addition of 4wt% SEBS-g-MAH as a compatibilizer compared to without not using any compatibilizer. The maximum amount of improvement in loss factor is observed during the frequency sweep with the 30wt% VDT with MABS blend which is 86.1%. In a parallel observation during the temperature sweep the maximum improvement in loss factor is observed is 29.8% also corresponds to the 30wt% VDT with MABS blend. Nevertheless, this improvement appears to be modulated by an optimal level addition of SEBS-g-MAH that improves the energy dissipation characteristics of the blends, which is about 4 wt% for in case of MABS/VDT blends.

Effect of varying SEBS-g-MAH on the tan delta of the polymer blend during Frequency sweep

% of increase in loss factor due to 4wt % addition of SEBS-g-MAH compared to without using any compatibilizer
Within the field of polymer blend mechanics, the significance of Maleic Anhydride (MAH) and its derivatives as compatibilizers is being progressively supported by a wide range of scholarly studies. The investigation conducted on HDPE/PA12 [20] blends shown that the mechanical performance of the blends may be optimized by using a 2 wt% concentration of HDPE-alt-MAH, regardless of the blend ratios. In a similar vein, previous research has shown that the inclusion of Polypropylene-graft-Maleic Anhydride (PP-g-MAH) in PLA/PP [19] blends effectively address the difficulties arising from phase separation. This highlights the significant role of compatibilizers in the formulation of blends. Further investigation has shown that the use of optimized compatibilizer compositions leads to a significant improvement in the ductility and impact strength of PLA/PA12 blends [30]. Numerous investigations pertaining to other polymer combinations also show a convergence towards this pivotal juncture. For example, the addition of 1 weight percent of PE-g-MAH in R-PE/R-PA waste blends resulted in significant enhancements in interfacial interactions and blend compatibility, as reported by Czarnecka et al. [31]. Similarly, the inclusion of 5–10 wt.% MAH-g-POE in Polypropylene–clay blends was found to improve toughness and stiffness, with 10 wt.% exhibiting the highest PP–clay interaction [32].
The optimal addition of 4 wt.% SEBS-g-MAH as a compatibilizer in MABS/VDT blends, as observed in this study, aligns with the aforementioned investigations and other researchers who have explored the effects of varying weight percentages of MAH or its grafted versions in different polymer blends. Moreover, a study on PVC-HDPE blend showed improved mechanical and thermal properties with the introduction of MAH into the blend polymer [21]. These comparative insights, along with the shared findings on HDPE/PA12 and PLA/PP blends, underscore the pivotal role of an optimal level of compatibilizer addition in enhancing the interfacial interactions, mechanical properties, and overall performance of polymer blends.
Conclusion
The purpose of this study was to identify the effects of adding SEBS-g-MAH along with identifying the right wt% to MABS/VDT blends for improved vibration damping and mechanical properties of the blend. In the presence of SEBS-g-MAH, it has been found that the compatibility between MABS and VDT improves, leading to the formation of smaller and uniformly dispersed VDT domains. The blend's tensile strength, storage modulus, and tan delta were increased noticeably with the introduction of SEBS-g-MAH. The optimal wt% of SEBS-g-MAH for the MABS/VDT blend was found to be 4 wt%, as this provided the best balance of interfacial adhesion and dispersion of the VDT domains. Based on the findings, the 30 wt% VDT with MABS, containing 4 wt% SEBS-g-MAH found as a high-performance damping material since it demonstrates the highest improvement in loss factor of 86.1% during frequency sweep and 29.8% during the temperature sweep compared to the blend without any compatibilizer.
Data availability
The data will be available upon request to the corresponding author.
References
Callan JE, Hess WM, Scott CE (1971) Elastomer Blends. Compatibility and Relative Response to Fillers. Rubber Chem Technol 44(3):814–837. https://doi.org/10.5254/1.3544796
Liu NC, Baker WE (1992) Reactive polymers for blend compatibilization. Adv Polym Technol 11(4):249–262. https://doi.org/10.1002/ADV.1992.060110403
Utracki LA, Wilkie CA (2014) Polymer blends handbook. Polymer Blends Handbook, pp. 1–2378. https://doi.org/10.1007/978-94-007-6064-6/COVER
Nyamweya NN (2021) Applications of polymer blends in drug delivery. Future J Pharm Sci 7:1:1–15. https://doi.org/10.1186/S43094-020-00167-2
Gorovei MC, Bunea M, Cîrciumaru A, Bîrsan IG (2018) Polymeric Blends: A Short Review. The Annals of “Dunarea de Jos” University of Galati. Fascicle IX. Metall Mater Sci 41(4):15–28. https://doi.org/10.35219/MMS.2018.4.03
Shaw MT (1982) Processing and commercial application of polymer blends. Polym Eng Sci 22(2):115–123. https://doi.org/10.1002/PEN.760220212
Mohd A, Baba NB, Umor MZ, Mohamed RM (2021) Composites of Polymer Blends and Their Applications Using Natural Fibres: A Review. IOP Conf Ser Mater Sci Eng 1068(1):012006. https://doi.org/10.1088/1757-899X/1068/1/012006
Begum SA, Rane AV, Kanny K (2020) Applications of compatibilized polymer blends in automobile industry. Compatibilization of Polymer Blends: Micro and Nano Scale Phase Morphologies, Interphase Characterization, and Properties pp. 563–593. https://doi.org/10.1016/B978-0-12-816006-0.00020-7
Amanizadeh F, Naderi A, Jarestani YC, Kaptan N (2014) Rheologically determined phase behavior and miscibility of reactively compatibilized poly(ethylene terephthalate)/polypropylene blends. Polym Bull 71(6):1315–1329. https://doi.org/10.1007/S00289-014-1124-3/TABLES/3
dos Anjos EGR, Backes EH, Marini J, Pessan LA, Montagna LS, Passador FR (2019) Effect of LLDPE-g-MA on the rheological, thermal, mechanical properties and morphological characteristic of PA6/LLDPE blends. J Polym Res 26(6):1–10. https://doi.org/10.1007/S10965-019-1800-Y/FIGURES/8
Zhang Y, Leblanc-Boily V, Zhao Y, Prud’Homme RE (2005) Wide angle X-ray diffraction investigation of crystal orientation in miscible blend of poly(ε-caprolactone)/poly(vinyl chloride) crystallized under strain. Polymer (Guildf) 46(19):8141–8150. https://doi.org/10.1016/J.POLYMER.2005.06.114
Papadopoulou CP, Kalfoglou NK (2000) Comparison of compatibilizer effectiveness for PET/PP blends: their mechanical, thermal and morphology characterization. Polymer (Guildf) 41(7):2543–2555. https://doi.org/10.1016/S0032-3861(99)00442-5
Mahendra IP, Wirjosentono B, Ismail TH, Mendez JA, Causin V (2019) The influence of maleic anhydride-grafted polymers as compatibilizer on the properties of polypropylene and cyclic natural rubber blends. J Polym Res 26(9):1–10. https://doi.org/10.1007/S10965-019-1878-2/TABLES/5
Fan YC, Gong XL, Jiang WQ, Zhang W, Wei B, Li WH (2010) Effect of maleic anhydride on the damping property of magnetorheological elastomers. Smart Mater Struct 19(5). https://doi.org/10.1088/0964-1726/19/5/055015
Cheng Q, Lü Z, Byrne HJ (2009) Synthesis of a maleic anhydride grafted polypropylene-butadiene copolymer and its application in polypropylene/styrene-butadiene-styrene triblock copolymer/organophilic montmorillonite composites as a compatibilizer. J Appl Polym Sci 114(3):1820–1827. https://doi.org/10.1002/app.30678
Kobayashi S, Gan J, Osada T, Sakaguchi M (2020) Effect of compatibilizing agent on the fiber-matrix adhesion and mechanical properties of lignocellulose fiber reinforced polyolefin. Adv Compos Mater 29(4):377–387. https://doi.org/10.1080/09243046.2020.1717723
Colom X, Carrasco F, Pagès P, Canavate J (2003) Effects of different treatments on the interface of HDPE/lignocellulosic fiber composites. Compos Sci Technol 63(2):161–169. https://doi.org/10.1016/S0266-3538(02)00248-8
Tian H et al (2019) Enhanced Interfacial Adhesion and Properties of Polypropylene/Carbon Fiber Composites by Fiber Surface Oxidation in Presence of a Compatibilizer. Polym Compos 40:E654–E662. https://doi.org/10.1002/pc.24938
Pivsa-Art S et al (2016) Effect of Compatibilizer on PLA/PP Blend for Injection Molding. Energy Procedia 89:353–360. https://doi.org/10.1016/J.EGYPRO.2016.05.046
da Silva GDD, d’Almeida JRM (2022) Mechanical properties and morphology of HDPE/PA12 blends compatibilized with HDPE-alt-MAH. Polymers Polym Compos 30. https://doi.org/10.1177/09673911211064049
Maou S, Meftah Y, Tayefi M, Meghezzi A, Grohens Y (2022) Preparation and performance of an immiscible PVC-HDPE blend compatibilized with maleic anhydride (MAH) via in-situ reactive extrusion. J Polym Res 29(5):1–10. https://doi.org/10.1007/S10965-022-03016-3/FIGURES/8
Bagheri-Kazemabad S et al (2012) Morphology, rheology and mechanical properties of polypropylene/ethylene–octene copolymer/clay nanocomposites: Effects of the compatibilizer. Compos Sci Technol 72(14):1697–1704. https://doi.org/10.1016/J.COMPSCITECH.2012.06.007
Li H, Sui X, Xie XM (2017) High-strength and super-tough PA6/PS/PP/SEBS quaternary blends compatibilized by using a highly effective multi-phase compatibilizer: Toward efficient recycling of waste plastics. Polymer (Guildf) 123:240–246. https://doi.org/10.1016/J.POLYMER.2017.07.024
Md Sujon AS, Madsen J, de Christiansen JC, Islam A (2022) Enhancement of viscoelastic property of MABS processed by melt compounding and injection molding. J Appl Polym Sci. https://doi.org/10.1002/app.53309
Tokumitsu K, Nakajima Y, Aoki K (2016) Mechanical properties of PP/PA blends in addition with PP-g-MAH with different PP molecular weight and MAH content. In AIP Conference Proceedings, American Institute of Physics Inc. https://doi.org/10.1063/1.4942282
Zhaohui L, Zhang X, Tasaka S, Inagaki N (2001) The interfacial tension and morphology of reactive polymer blends. Mater Lett 48(2):81–88. https://doi.org/10.1016/S0167-577X(00)00283-4
Ji WY, Feng LF, Zhang CL, Hu GH (2016) Concept of reactive compatibilizer-tracer for discovering interfacial reaction and morphology development for in-situ compatibilizing blending processes. AIP Conf Proc 1713(1):45. https://doi.org/10.1063/1.4942283/849947
Debbah I, Krache R, Aranburu N, Fernández M, Etxeberria A (2018) Effect of SEBS-g-MAH addition on the mechanical, rheological, and morphological properties of polycarbonate/acrylonitrile–butadiene–styrene blends. J Elastomers Plast 50(7):611–633. https://doi.org/10.1177/0095244317753652/ASSET/IMAGES/LARGE/10.1177_0095244317753652-FIG8.JPEG
Shaid Sujon MA, Islam A, Nadimpalli VK (2021) Damping and sound absorption properties of polymer matrix composites: A review. Polym Test 104:107388. https://doi.org/10.1016/j.polymertesting.2021.107388
Raj A, Samuel C, Prashantha K (2020) Role of Compatibilizer in Improving the Properties of PLA/PA12 Blends. Front Mater 7. https://doi.org/10.3389/fmats.2020.00193
Czarnecka-Komorowska D, Nowak-Grzebyta J, Gawdzińska K, Mysiukiewicz O, Tomasik M (2021) Polyethylene/Polyamide Blends Made of Waste with Compatibilizer: Processing, Morphology, Rheological and Thermo-Mechanical Behavior. Polymers (Basel) 13(14). https://doi.org/10.3390/POLYM13142385
Zhong W, Qiao X, Sun K, Zhang G, Chen X (2006) Polypropylene–clay blends compatibilized with MAH-g-POE. J Appl Polym Sci 99(5):2558–2564. https://doi.org/10.1002/APP.22880
Acknowledgements
The authors would like to acknowledge the help from Iñigo Trueba Merino in the experimental fabrication of the samples during the compounding phase. We would also like to extend our acknowledgement for the funding support from GN, WSA audiology and Oticon in this project.
Funding
Open access funding provided by Technical University of Denmark
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors hereby declare that there are no known competing financial interests or personal relationships that could potentially appear to have influenced the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

{kind=link}
{kind=link}
{kind=link}
Cite this article
Sujon, M.A.S., Andriollo, T. & Islam, A. Enhancing vibration damping properties of MABS/VDT blends using SEBS-g-MAH as a compatibilizer. J Polym Res 30, 440 (2023). https://doi.org/10.1007/s10965-023-03819-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-023-03819-y