
Abstract
The paper presents the results of research on the influence of used plasticizing system on the structural and thermal properties of thermoplastic starch (TPS). The thermoplastic starch granulate was obtained by extrusion of native starch in the presence of a plasticizing system using a twin-screw extruder. Glycerol and urea were used as plasticizers in various proportions. In order to evaluate the effectiveness of the starch plasticization process, changes in its chemical structure were analyzed by infrared spectroscopy (FTIR), gel permeation chromatography (GPC) and X-ray diffraction (XRD). TPS thermal stability was determined by thermogravimetric analysis (TGA). An improvement in the efficiency of the plasticization process has been found for a urea-containing plasticizing system compared to the composition of starch plasticized only with glycerol. In addition, the XRD analysis confirms the beneficial effect of urea on the inhibition of starch retrogradation process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
One of the most innovative and the most dynamically developing branches of the plastics market in recent years is the biodegradable plastics sector. Environmental pressure and the need to find alternative sources of raw material against depleting oil resources, as well as rapidly changing prices of this raw material which often depend on geopolitical situation, are the most important factors affecting the development of this sector [1,2,3].
Inexpensive and widely available polymer obtained from renewable sources, which can be successfully used in the biodegradable plastics industry, is a starch processed into the so-called thermoplastic starch (TPS). In order to obtain a thermoplastic starch, the native starch is submitted to the plasticization process under appropriate temperature conditions, shear forces and in the presence of the plasticizers [4, 5]. For this purpose, conventional methods of plastics processing are used, most frequently, high-speed mixers with heating possibility and single-screw or twin-screw extruders.
Unfortunately, the use of so obtained thermoplastic starch is often limited due to its brittleness and hydrophilicity. To improve mechanical properties and simultaneously, maintain the biodegradability of thermoplastic starch, its blends with other biodegradable polymers such as poly(butylene succinate) (PBS), polylactide (PLA), polycaprolactone (PCL), poly(butylene adipate-co-terephthalate) (PBAT) etc. are used. The finished products with better mechanical properties and thermal stability are produced from the obtained blends. One of the most important applications of biodegradable blends based on renewable raw materials are films for various applications, especially in the packaging sector, as well as in agriculture and horticulture. In addition, blends based on thermoplastic starch are also used to produce disposable and short-term items such as cups, trays, cutlery, etc. [6,7,8,9,10].
The amount and type of plasticizer significantly affect the properties of the resulting thermoplastic starch granulate, as well as the final products obtained therefrom. In recent years, many research works have been carried out to select starch plasticizers. For example: glycerol, xylitol, sorbitol, urea, formamide, ethanolamine, citric acid, polyethylene glycols, as well as ionic liquids for obtaining materials for specific applications were used in the plasticization process [11,12,13,14,15,16,17,18]. Glycerol is the most popular and the cheapest plasticizer, however, the obtained thermoplastic starch is susceptible to a retrogradation process. In this process, thermoplastic starch returns to the original structure, resulting in the migration of the plasticizer to the material surface. The retrogradation process can be prevented by introducing compounds containing amide groups in the structure into the plasticization system which can form more stable hydrogen bonds with starch than glycerol can. A compound which contains amide groups and can be used as starch plasticizer is urea [12, 14].
There are many publications describing studies of starch plasticization process by glycerol and urea, but only a few have focused on the starch plasticization with a mixture of these compounds. Soltys et al. [19] conducted research on the interaction between plasticizers and starch macromolecules, also in terms of changes in structure after a storage time, using the 1H and 13C NMR methods. Interactions between glycerol and urea through the formation of hydrogen bonds have been confirmed. The obtained test results after a one-year storage time indicate a better mobility of the chains of starch plasticized with glycerol than for starch plasticized with urea. Limitations in the mobility of water particles were also confirmed for the urea compositions in contrast to the TPS samples with glycerol. The storage period did not affect the structure of TPS with urea, which remained amorphous in contrast to TPS with glycerol, where the presence of crystalline structures was observed. Research indicates that urea can form stronger bonds with starch chains than glycerol, allowing better material plasticization. The same researchers [20] confirmed the obtained results in another publication, additionally using the WAXS method to evaluate the structure of the obtained TPS.
Gamarano et al. [21] carried out studies on the influence of urea on the starch gelatinization process in the presence of glycerol and the structure of the obtained thermoplastic starch. Research indicates that starch gels more easier in the presence of urea. On the basis of the obtained results, it was also found that urea forms complexes with starch, so that free glycerol remains in the structure and causes amylose recrystallization. If the urea content in the plasticizing system is higher, the amount of crystalline phase in the obtained thermoplastic starch is smaller. Research confirms the urea effectiveness as a starch plasticizer.
Research conducted by Ivanič et al. [22] confirm that the gelatinization temperature of starch mixed with urea is much lower compared to the gelatinization temperature of the material containing only starch. An increase in the tensile strength of the material plasticized with urea was observed in comparison with starch plasticized with glycerol or a mixture of glycerol and urea.
Zhou et al. [23] conducted research on the PVA/starch blends plasticization using a mixture of glycerol and urea. The results of the research indicate that the glycerol/urea complex forms more stable and stronger hydrogen bonds with the components of the blend than the glycerol. The SEM results confirm the formation of a continuous amorphous phase in the PVA/starch granules. An improvement in the mechanical and rheological properties of the blends was also observed, when the mixture of glycerol and urea plasticizers in the proportion of 20/10% by weight was used.
Versino and Garcia [24] investigated the effect of the glycerol and urea or mixtures thereof presence on the structural, barrier and mechanical properties of starch films obtained in laboratory scale by casting into plates. Based on these results the authors conclude that the best mechanical and barrier properties have a film based on starch and urea. Starch films containing a mixture of glycerol and urea show a deterioration of these properties. This is due to the mutual interaction of these compounds and thus the weakened interactions between the polymer and plasticizers. Research has been conducted on the use of such starch materials as matrices for the release-controlled system in fertilizers.
This paper presents the results of research on the effectiveness of plasticizing starch, using a plasticizing mixture—urea and glycerol. Selection of the optimal composition of the plasticizing system allows to obtain a TPS material with satisfactory thermal properties, limited starch retrogradation process and without crystallization of urea on the material. Chemical structure of the obtained TPS granulates was examined by infrared spectroscopy (FTIR). Based on the observations of the shifts of the bands characteristic for starch on the FTIR spectrum, it is possible to draw conclusions about the efficiency of the plasticization process. The reduction of the wavenumber value of the characteristic bands suggests that the newly formed hydrogen bonds between the plasticizer and starch are stronger and more stable than the intramolecular and intermolecular hydrogen bonds between the starch hydroxyl groups, and therefore, plasticization of the material is better [25, 26]. The structure of the obtained compositions before and after conditioning in selected temperature and humidity conditions was determined by the X-ray diffraction (XRD) method. The more amorphous the structure of the thermoplastic starch is, the greater the effectiveness of the plasticizers is [27]. The change in molecular mass of native starch and the structure of starch molecules as a result of its processing with the glycerol/urea plasticizing system was analyzed by using gel permeation chromatography (GPC) method. The GPC analysis of thermoplastic starch has very rarely been presented and discussed in publications. The influence of the urea use in the starch plasticizing system on the thermal properties of the obtained TPS granulate was discussed based on the thermogravimetric analysis (TGA).
Experimental
Materials
Potato starch (Trzemeszno, Poland) containing about 20% amylose and moisture content of about 16% was used for the research. For the plasticization of starch, vegetable glycerin (99.95%) provided by Brenntag Polska and urea supplied by Grupa Azoty Pulawy was used.
Preparation of Thermoplastic Starch
The native potato starch was mixed with a plasticizing system using a LABTECH Engineering high-speed mixer at 150 rpm for 60 min and in the temperature range of 25–35 °C. Homogeneous mixtures of starch and plasticizers were obtained and placed in sealed polyethylene bags and stored for 24 h so that starch could be soaked with plasticizers. Then the resulting mixtures were dried in a drawer dryer at 105 °C for 25 min. Moisture content in the prepared mixtures was ranging from 8 to 9%.
The mixture of starch and plasticizers was then extruded using a co-rotating twin-screw extruder from LABTECH Engineering with L:D = 48:1 parameters and screw diameter of 20 mm, in temperature range of 70–115 °C and screw speeds in the range of 90–120 rpm. In the case where the starch was plasticized only with glycerol, the extrusion process was carried out in the temperature range of 70–140 °C. The threads of the material coming out of the three-hole filament head were air cooled and granulated using a side-cutting granulator, and thermoplastic starch granule about 3 mm long were obtained [28]. The prepared compositions are summarized in Table 1.
Tests Methods
FTIR Spectroscopy
Infrared spectra were measured using a Nicolet iS10 spectrometer produced by Termo Scientific. The spectra were recorded using the appropriate ATR technique (Attenuated Total Reflection) at room temperature with 4 cm−1 resolution in the mid-infrared spectral range of 650–4000 cm−1.
Gel Permeation Chromatography (GPC)
Molecular weight measurement of the samples was performed using Malvern gel chromatograph equipped with a refractometer (RI), the light scattering RALS (90°) and LALS (7°) and a viscometer (VS) detectors combined. This four detectors were calibrated with pullulan standard (118 kDa). The separation was performed using three aqueous SEC chromatography columns (Malvern: A2000, A5000, A6000). The detectors and columns were thermostated at 35 °C. The mobile phase was 0.1 M NaNO3 and flow rate during measurement was 0.5 ml/min. For the analysis, the weighed sample of starch was dissolved in DMSO/H2O (90:10). Concentration of the sample was 2.5 mg/ml. The sample in DMSO/H2O solution was placed in the heating-mixing module at 100 °C and stirred at a constant speed for 120 min. After cooling and before the analysis, the dissolved sample was filtered with 0.22 μm filters. The injection volume of the sample was 100 μl. The refractive index of the solvent was 1.3340 and the dn/dc value of native starch 0.16. For thermoplastic starch, dn/dc was determined using an RI detector and it is 0.10. Calculations of molecular weight, intrinsic viscosity and Mark-Houwink coefficient were done using the OmniSEC 5.0 software provided by Malvern.
X-Ray Diffractometry (XRD)
Thermoplastic starch samples were milled after having been frozen in liquid nitrogen and placed in a suitable holder in powder form. Diffractograms were recorded using a PANalytical Empyrean diffractometer equipped with PIXcel3D detector and nickel filtered Cu-Kα radiation. The scattering angels (2θ) ranges were from 5–40° at 0.01° step size.
Thermogravimetry (TGA)
TGA analysis was performed on a TA Instruments Q50 thermogravimeter under nitrogen atmosphere. The test sample weighing about 10 mg, was placed on a measuring pan and placed in a TGA furnace and was heated at the constant rate of 10 °C/min in the temperature range of 25–450 °C. The change in weight as a function of temperature was recorded.
Results and Discussion
FTIR Spectroscopy
As a result of plasticization, changes in the native starch structure occur which lead to changes and shift of the characteristic bands of starch FTIR spectra. Table 2 shows characteristic bands of FTIR spectrum for the native starch before plasticization and vibrations from which they are derived.
The chains of starch are linked by glycosidic bonds. Amylose chains with a linear structure formed by glucose residues are connected by α-1,4-glycosidic bonds, and in the case of branched amylopectin, there are additionally α-1,6-glycosidic bonds (Fig. 1). In the FTIR spectrum of starch, the band in the region of 920–938 cm−1 is derived from oscillations of α-1,4-glycosidic and α-1,6-glycosidic bonds. If the content of amylopectin is higher i.e. α-1,6-glycosidic bond, the characteristic band is shifted to a greater extent towards the higher wavenumbers [16, 30].

Structure of native starch
Figure 2 shows the FTIR spectrum of native starch and thermoplastic starch obtained using glycerol and urea as a plasticizer. As a result the effect of the plasticizer, shear forces and temperature during the extrusion process, intramolecular and intermolecular hydrogen bonds between the hydroxyl groups in the starch chains are broken. In place of these bonds, more stable hydrogen bonds between the -OH groups of starch and plasticizer are formed. In the native starch spectrum, the band at the 3303 cm−1 connected with hydrogen bonds is shifted to 3285 cm−1. According to the harmonic oscillator model, the wavenumber at which the characteristic bands for a particular group of atoms are observed, decreases with the increase of the molecular interaction force [26]. This dependence is described by Eq. 1:

FTIR spectrum of native and TPS 30%GC (glycerol) and TPS 5%GC + 25%U (urea)
where: f – force constant, μ – reduced mass of the harmonic oscillator, ϑ– oscillating frequency. The subscripts np and p denote nonplasticized and plasticized oscillators, respectively.
The reduction in the wavenumber value suggests that the newly formed hydrogen bonds between the plasticizer and starch are stronger than the intramolecular and intermolecular hydrogen bonds between the hydroxyl groups of starch.
After the plasticization process, a band of glycosidic bonds in the thermoplastic starch spectrum is shifted from 928 cm−1 to 924 cm−1. This means that as a result of processing the native starch with the plasticizer, where shear forces and temperature have the effect on the material, α-1,6-glycosidic bonds are broken and their number is reduced. The effect of this is the shift of the characteristic band for these bonds towards the lower wavenumbers.
Characteristic changes in the spectrum of thermoplastic starch as compared to native starch also occur in the region of 900–1200 cm−1. In this range, in the FTIR spectra of native starch the bands related to C-O stretching vibrations in C-O–H groups at 1083 cm−1 and 1151 cm−1 and the band at 996 cm−1 originating from the C-O stretching vibrations in C–O–C groups occurred. Both the C-O–H and C–O–C groups present in the starch structure can form hydrogen bonds with a plasticizer, which results in shifting these bands accordingly to a lower wavenumber. An additional band appears at the 1016 cm−1 which, similarly as the band at the 996 cm−1, is associated with tensile vibrations of C-O bonds in the C–O–C group.
Within native starch spectrum, a band at the wavenumber of 1640 cm−1 is present, originating from bending oscillation of -OH groups of water molecules adsorbed by the amorphous regions of starch granules [25]. The intensity of this band decreases significantly and this band practically disappears on the spectrum of thermoplastic starch, which is associated with the partial evaporation of water during the plasticization process. The remaining water molecules take part in the process of plasticizing starch. In the area of 2800–3000 cm−1 symmetrical and asymmetric stretching vibrations of CH2 methyl groups are observed in the spectrum of native and thermoplastic starch [25, 26, 29, 31].
Depending on the efficiency of the starch plasticizer, characteristic bands originating from the vibrations of atoms groups that are involved in the plasticization process may shift towards the lower wavenumbers. Table 3 shows the changes in the values of wavenumbers for characteristic bands of thermoplastic starch depending on the applied plasticizing composition.
In the FTIR spectra of individual TPS granulates, the shift of characteristic bands compared to native starch is observed. This demonstrates the formation of more stable bonds and stronger interactions in the TPS granulate between the -OH groups of the starch and plasticizer, than the intramolecular and intermolecular bonds between the hydroxyl groups in native starch chains. In particular, the lowest wavenumbers values of characteristic bands occur for a plasticizing system containing 20% urea and 10% glycerol. The C-O–H characteristic bands are shifted to 1149 cm−1 and 1078 cm−1, respectively, and C–O–C bands to the wavenumbers of 1015 cm−1 and 995 cm−1. Urea, which contains -NH and -C=O groups in its structure, can form stronger hydrogen bonds through these groups with starch hydroxyl groups, leading to a more stable structure of plasticized starch. The hydrogen bonds band for all granulates with the addition of urea is shifted towards the lower wavenumbers, i.e. from 3303 cm−1 to approx. 3285 cm−1. However, when the content of urea in the TPS is greater than 10%, in the FTIR spectrum, band from the hydrogen bond is overlapped with the characteristic band of symmetrical and asymmetric stretching vibration of -NH groups present in the urea structure. This makes it impossible to identify the maximum value of the wavenumber for the hydrogen bond band. In addition, in the FTIR spectrum of granulates containing urea, bands characteristic for vibrations associated with its presence in the TPS structure are observed (Table 4, Fig. 3).

Fragment of TPS granulates spectra and urea in the range of 1400–1700 cm−1
In the FTIR spectrum of pure urea, the absorption band derived from the -C=O group stretching vibrations occurs at the 1675 cm−1, and in the spectra of the TPS granules, it is shifted towards the lower wavenumber, to about 1660 cm−1. In the pure urea spectrum, the band at the 1589 cm−1 is associated with the bending vibrations of the -NH groups. In the TPS granulate, where the urea content is 25%, the band is shifted to 1597 cm−1 and its intensity decreases. A new absorption band is formed at the 1624 cm−1 which also derived from the.
-NH group vibrations. In other TPS compositions, there is only a band in the range from 1624 to 1628 cm−1. Moreover, in all TPS granulates a band at the 1455 cm−1 is observed which is associated with tensile vibrations of -C-N groups, whose intensity decreases with the decreasing urea content in the starch plasticizing system. The shifts of the characteristic absorption bands for the vibrations of the -C=O and -NH of urea groups confirm their participation in the formation of hydrogen bonds with hydroxyl groups in the starch chains as a result of the plasticization process.
Gel Permeation Chromatography (GPC)
Due to the fact that starch is a material which is sparingly soluble and which forms agglomerates without its complete dissolution, it is not possible to perform GPC analysis. Therefore, it is necessary to properly prepare the sample by its dissolution, which is usually a chemical modification of starch and which affects its structure and molecular weight. Similarly, the use of the gel chromatography method may influence the results obtained. The exclusion process in the columns, due to the shearing forces, causes degradation of the polymer chains. For this reason, a very important stage is the identical and reproducible preparation of samples for analysis and the use of the same solvents so that the obtained results could be compared [32, 33].
The results of molecular weight measurements and parameters determining the structure of polymers obtained by gel permeation chromatography are summarized in Table 5.
The average molecular weight of native starch is approx. 33 MDa. The applied shear forces during extrusion and the temperature as well as the plasticizer effect in the plasticization process result in a significant reduction of the molecular weight of the obtained thermoplastic starch as compared to native starch. Thermal degradation and mechanical degradation of polymer chains caused by shear forces affect the appearance of the shorter chains which leads to a lower molecular weight of starch. Degradation of the polymer chains is a selective process which means that larger molecules undergo this process mainly. In the case of starch, the amylopectin fraction is primarily degraded, which is characterized by a higher molecular weight and size of molecules than amylose. On the other hand, amylose is slightly susceptible to shear forces and degradation [34].
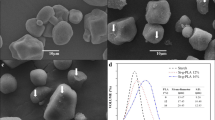
As a result of starch plasticization process, the molecular weight of the individual thermoplastic starch compositions was reduced depending on the plasticizing system used. Compared to starch plasticized with glycerol with molecular weight being 3.52 MDa, compositions containing urea in the plasticizing system are characterized by higher molecular weight values (Fig. 4, Table 5). This may be a result of more effective plasticization process and the formation of networks of additional hydrogen bonds between the -NH-urea groups and -OH groups of the degraded starch chains.

GPC chromatogram – native starch and TPS 30%GC (glycerol) and TPS 5%GC + 25%U (urea)
Furthermore, the molecular weight of TPS granules increases with the increasing content of urea in a starch plasticizing system, wherein in a composition containing 25% of urea it is more than double increase of the molecular weight as compared to other TPS composition with glycerol and urea. This confirms the beneficial effect of urea on starch plasticization process and the intensification of the hydrogen bonds formation between molecules.
Using a viscometric detector, the intrinsic viscosity and the Mark-Houwink parameters can be determined and hence, the structure of examined polymer molecules can be specified. The intrinsic viscosity (IV) (intrinsic viscosity number) is equal to the quotient of the molecule mass and its volume or it is inversely proportional to its "density". The intrinsic viscosity depends on:
-
General shape of molecules (rod > coil > sphere),
-
Chain length (according to the Mark-Houwink equation),
-
Branching (linear > branched),
-
Aggregation of molecules (it decreases the value of intrinsic viscosity).
Analyzing the changes in the intrinsic viscosity with the change of the molecular weight distribution, it is possible to present “density” profile of molecules, and the density refers to a structure which is described by Eq. 2 [35]:
where: IV – intrinsic viscosity, K – constant, Mw – weight molecular mass, a – Mark-Houwink constant.
The value of Mark-Houwink constant also determines the structure of the molecule:
-
a < 0.5 – compact/spherical chains,
-
0.5 < a < 0.8 – random-coil/flexible chains,
-
a > 0.8 – rigid-rod/stiff chains.
The intrinsic viscosity (IV) of native starch is 1.990 dL/g, and after the plasticization process, this value is significantly reduced to about 0.3 dL/g depending on the plasticizing system used. The value of the intrinsic viscosity depends, among others on the molecular weight of the polymer. If the molecular weight is higher, the viscosity number value is also higher.
Furthermore, starch is characterized by three major regions in the chromatographic profile associated with a different molecular weight fractions: amylose, amylopectin and aggregate chains of amylopectin. High content of amylopectin aggregates causes the increase of native starch intrinsic viscosity [35]. The plasticization process of starch shortens the chains and thus, it reduces the molecular weight and the intrinsic viscosity of the obtained thermoplastic starch as compared to the native starch. The Mark-Houwink constants of native and thermoplastic starch are characterized by a value of less than 0.5. This means that starch molecules form compact and spherical structures. If the value of the constant is smaller, the structure of the polymer is more branched and molecules create more compact and spherical forms.
The intrinsic viscosity of the thermoplastic starch composition based on glycerol and urea also varies depending on the urea content. Its value increases proportionally with the increase in the amount of urea in the plasticizing starch system from 0.270 dL/g for a content of 5% urea to 0.375 dL/g for a composition with 25% urea content. This means that the presence of urea in the starch plasticizing system leads to agglomeration of the obtained thermoplastic starch molecules which resulted in an increase in the intrinsic viscosity number.
The value of the Mark-Houwink constant also varies depending on the amount of urea in the composition. The addition of 5% urea to the starch plasticizing system resulted in a nearly threefold increase in the Mark-Houwink constant to 0.271 as compared to starch plasticized only with glycerol, for which the value of this parameter is 0.102. In addition, as the content of urea increases, the Mark-Houwink constant decreases proportionally. This dependence occurs up to the content of 20% urea, where it decreases to 0.083. With a further increase of urea content in the starch plasticizing system, the Mark-Houwink constant increased slightly, reaching a value of 0.110 for a 25% urea content. The constant for all starch compositions plasticized with the glycerol/urea system is characterized by values below 0.5. This indicates that the molecules of the obtained thermoplastic starch with the addition of urea are characterized by a branched chain structure and they form compact, spherical structures in the solvent solution.
X-Ray Diffraction (XRD)
Native starch has a partially crystalline structure: the crystalline phase constitutes approx. 15–45% of the total structure depending on its botanical source with the rest being the amorphous phase [36, 37]. The crystalline structure of native starch is destroyed during plasticization in the extrusion process, and in its place a semicrystalline structure is formed resulting from the recrystallization of amylose. The crystalline phase is a secondary crystal structure VH or EH which is formed after cooling of the granulate. If the conditions of the extrusion process do not ensure a complete disruption to the structure of the native starch, then the residual crystalline lattices present in the native starch also exist in the TPS granulate.
Native potato starch grains are formed by a B-type crystalline lattice composed of a double-helix molecular chains. Types of the newly formed VH and EH crystalline structures in thermoplastic starch granulate are created by a single amylose helix. Depending on the crystallization conditions, the formation of appropriate crystal lattices is favored. The V-type crystal structure is associated with the presence of plasticizer molecules or lipids naturally occurring in starch structure. Individual amylose helixes form complexes with the molecules of the mentioned compounds, forming the V-type crystal lattice. The formation of the VH-type structure is preferred when the granulate contains more than 10% water [36, 38]. The EH-type crystal lattice is most often formed in the presence of additives, such as isopropanol or acetone, and when starch with a plasticizing system remain for a too long period of time in the extruder barrel during extrusion process [27, 36, 39]. The formed EH-type lattice is typical for a high degree of starch grain destruction which occurred as a result of the plasticization process [40]. The temperature of the starch processing also affects the type of crystalline structure produced in the thermoplastic starch. Below 180 °C, the formation of VH-type lattice is favored, and above this temperature the tendency to form the EH-type crystal lattice increases [27, 36].
The EH-type crystal structure is stable at low moisture content in granules. Due to storage of hydrophilic granules of thermoplastic starch, these structures disappear, and as a result of hydration, a more stable VH-type crystal lattice is formed [27, 41].
Table 6 shows the types of starch structure for individual TPS compositions. Analysis of the crystal structure type was performed based on literature data [36], and the crystallinity of native starch and TPS granulates was determined according to the Nara and Komiya methods. The separation method of the crystalline and amorphous parts on the diffractograms of starch and thermoplastic starch was shown in Fig. 5. The upper area (Xc) which was separated with the curve connecting each point of the minimum intensity corresponded to the crystalline portion and the lower area to amorphous portion (Xa). The amorphous portion (Xa) was also assumed to be the upper area separated with line joining the two points of intensity at 8º and 38º in the background [42].

The separation method of the crystalline and amorphous portions in the XRD diffractogram of native potato starch
Tests of TPS samples obtained directly after extrusion and after being conditioned at 25 °C and 50% humidity (RH = 50%) for 7 and 30 days were carried out to evaluate the progress of starch retrogradation.
The XRD analysis of native potato starch confirmed the presence of the B-type crystal structure, whereas the crystalline phase content is 45.5%. As a result of starch plasticization with glycerol, crystalline regions of starch granules undergo destructurization and therefore, there are no peaks characteristic of B-type structure on diffraction pattern of the thermoplastic starch. However, there are diffraction peaks associated with the formation of secondary crystal structures of the EH- and VH-type. Destruction of the crystalline phase of native starch in the plasticization process resulted in a decrease in the content of the crystalline phase in the obtained thermoplastic starch to 34.7%.
The presence of urea in a plasticizing starch significantly affects the crystal structure of the obtained thermoplastic starch (Fig. 6). The addition of 5% urea to the starch plasticizing system resulted in the formation of TPS granulate VH-type crystal structure after the plasticization process. In the diffractogram, peaks from the B-type crystal structure are also observed, which is associated with the remainder of the original native starch structure. This could imply that the extrusion parameters of the plasticization process were insufficient to destroy the original structure native starch completely. The content of the crystalline phase is 26.9% and it is lower than the crystallinity value for the starch plasticized only with glycerol. Content of 10% of urea in the thermoplastic starch composition causes a decrease in the crystallinity to 22.7%, and the diffraction pattern is broad reflection peak at maximum 2θ at 19.8°. More than half of the crystalline phase was “destructurized” after the processing, and the observed wide diffraction peak is associated with the secondary VH crystal structure. The thermoplastic starch compositions containing 15 to 25% urea in the plasticizing system are characterized by a completely amorphous structure. The crystal structure of the starch was totally destroyed and there is one wide reflex confirming the amorphous structure of the starch in the diffractogram. In compositions with urea constituting 25% of the starch plasticizing system, a wide diffraction peak in the diffractogram associated with the presence of an amorphous starch phase and intensive peaks derived from urea are observed. This means that such urea content in the plasticizing system is too high, because only part of it participates in the starch plasticization process, and its excess remains in the material. Analysis of diffractograms of plasticized starch with glycerol/urea system indicates that the optimal urea content in the plasticizing system is 15–20%. For this content, the crystal structure of the starch is completely destroyed, and no peaks originating from the crystalline phase of the urea appear in the diffractogram.

Diffractograms of native and plasticized starch with glycerol/urea (GC/U) system
Analysis of the diffraction pattern of the TPS granules containing 30% glycerol after 7 days of conditioning at RH = 50% and at 25 °C confirms the presence of the VH-type crystal structure. The non-stable EH-type structure present in the granulate directly after extrusion is transformed into a durable and more stable VH-type structure [27, 40, 41]. The total crystallinity of the sample decreases to 25.7%, which may indicate that the absorbed moisture causes further plasticization of the material and its amorphization. Simultaneously, peaks originating from the B-type structure appear in the diffractogram, which may indicate the beginning of the retrogradation process. Some of the amorphous regions of the TPS granules return to the original B-type structure under these temperature and humidity conditions which is accompanied by the migration of glycerol to the surface of the material. As a result of further storage of this granulate in the increased humidity and temperature conditions, the content of B-type structure increases, and thus, the total crystallinity of the sample increases to 33.0%. This confirms the further progress of the starch retrogradation process.
The TPS granulate containing 5% urea after 7 days of conditioning, shows a decrease in the sample crystallinity from 26.9% to 18.4%, resulting from a decrease in the B-type crystalline phase already present in the TPS granulate before sample conditioning. As for granulated starch plasticized only with glycerol, further plasticization of the material occurs due to the absorption of moisture. After 30 days of conditioning at 25 °C and RH = 50%, similarly to the previous sample, the total crystallinity of the sample is increased and the content of B-type crystal structure in particular. It means that the thermoplastic starch returns to its original structure in the retrogradation process.
The content of the VH-type crystalline phase, the only one presents in the plasticized starch granulate with 10% urea, also decreases from 22.7% to 18.6% after 7 days of conditioning. Further conditioning of this granulate for 30 days under these conditions causes the increase of crystalline content to 24.3%. A B-type crystal structure appears which indicates a progressive starch retrogradation process.
TPS granules with a urea content above 10% are characterized by a completely amorphous structure after 7 and 30 days of storage, despite the fact that the conditions of increased humidity and temperature favor the retrogradation process.
The XRD studies confirmed that urea partially inhibits the starch retrogradation process. The presence of urea in the granulate limits the increase of the content or the formation of the B-type crystalline phase during its storage under higher temperature and humidity.
Thermogravimetry (TGA)
Table 7 presents temperatures characterizing the thermal transformations obtained from thermogravimetric analysis of individual thermoplastic starch granules: start (Tonset) and end temperature of transformation (Tendset), temperature of maximum mass loss (Tmax) and temperature for which the weight loss is 5% (T5%). The Tmax temperature was read from DTG – first derivative curve.

X-ray diffraction patterns of TPS stored at RH = 50% and 25 °C for 0, 7 and 30 days (EX, 7D, 30D, respectively)
The temperature at which the decomposition of the tested material define the thermal stability of polymers. This temperature is called decomposition onset temperature (Tonset), at which intensive polymer degradation occurs. Additionally, the determination of the temperature of the 5% weight loss (T5%) can provide information on the thermal stability of the plasticizing system contained in the structure of obtained thermoplastic starch, which 30% by weight of TPS [43].
On the TG curve of the starch plasticized with glycerol granulate (Figs. 7, 8), the first mass loss of 10–15% to 290 °C is associated with evaporation of water and plasticizer. The Tonset for the specific transformation associated with the starch is 290 °C. This temperature determines thermal stability of the composition. The Tendset occurs at 316 °C and T5% is observed at 160 °C.

TG and DTG of native starch, TPS 30%GC (glycerol) and TPS 5%GC + 25%U (urea)
TPS granules containing 5% and 10% of urea in their structure are characterized by comparable thermal stability as compared to TPS plasticized with glycerol, despite the fact that urea shows a decomposition temperature of about 133 °C. The Tonset of this granulate is 291ºC and the T5% are also on similar level as for TPS only with glycerol. TPS granulates plasticized with urea in amount more than 15%, exhibit reduction of Tonset and T5% temperature, which indicates a decrease in the thermal stability of these granules. The highest temperature decrease in Tonset and T5% (by 10 °C) is observed for granules containing 15% and 20% urea in the starch plasticizing system. For every TPS granulate obtained by using a mixture of glycerol and urea, the temperature Tendset is always higher than for TPS containing only glycerol. The Tmax temperature for all granulates except for this containing 20% urea is similar or higher than Tmax starch plasticized with glycerol.
The influence of urea on the thermal properties of thermoplastic starch granulate depends primarily on its quantity in the plasticizing system. The most preferable thermal stability is obtained with the use of up to 10% of urea in the starch plasticizing composition. However, the use of more than 10% urea in the starch plasticizing system does not cause a drastic decrease in the thermal stability of the material, which would make it impossible to process it or use it at higher temperatures.
Conclusions
The process of plasticizing the potato starch using glycerol and urea is more effective as compared to the process of plasticizing starch only with glycerol. In comparison to starch plasticized with glycerol, starch plasticized with glycerol/urea system has a more stable chemical structure. For these plasticizing systems, the largest shifts of characteristic bands in the FTIR spectrum for individual granules of thermoplastic starch are observed which result from the formation of stronger hydrogen bonds between the starch chains and the plasticizing system. It has been shown that the presence of urea in an amount of 15–25% in a plasticizing system leads to the complete destruction of the starch crystalline structure and causes formation of the amorphous phase and ensures the stable structure of TPS under conditions of 50% RH and 25 °C for at least 30 days.
Based on the conducted research on the structural and thermal properties of starch plasticized with glycerol/urea system, the system containing 15% glycerol and 15% urea was considered to be optimal for obtaining thermoplastic starch. For this composition, improvement in the efficiency of the starch plasticization process and completely amorphous structure of the obtained TPS are observed, whereas the presence of urea has a positive effect on the inhibition of the starch retrogradation process. The thermal stability of this granulate is slightly reduced, which has no significant effect on its processing. No urea migrating from inside of the material was observed on the surface.
Data Availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Pathak S, Sneha CLR, Mathew BB (2014) Bioplastics: Its timeline based scenario & challenges. J Polym Biopolym Phys Chem 2:84–90. https://doi.org/10.12691/jpbpc-2-4-5
Babu RP, O’Connor K, Seeram R (2013) Current progress on bio-based polymers and their future trends. Prog Biomater 2:1–16. https://doi.org/10.1186/2194-0517-2-8
Van de Velde K, Kiekens P (2002) Biopolymers: overview of several properties and consequences on their applications. Polym Test 21:433–442. https://doi.org/10.1016/S0142-9418(01)00107-6
Liu H, Xie F, Yu L, Chen L, Li L (2009) Thermal processing of starch-based polymers. Prog Polym Sci 34:1348–1368. https://doi.org/10.1016/j.progpolymsci.2009.07.001
Bajer K, Richert A, Bajer D, Korol J (2012) Biodegradation of plastified starch obtained by corotation twin-screw extrusion. Polym Eng Sci 52:2537–2542. https://doi.org/10.1002/pen.23212
Lu DR, Xiao CM, Xu SJ (2009) Starch-based completely biodegradable polymer materials. Express Polym Lett 3: 366–375 Doi: https://doi.org/10.3144/expresspolymlett.2009.46
Siracusa V, Rocculi P, Romani S, Dalla Rosa M (2008) Biodegradable polymers for food packaging: a review. Trends Food Sci Technol 19:634–643. https://doi.org/10.1016/j.tifs.2008.07.003
Li J, Luo X, Lin X, Zhou Y (2013) Comparative study on the blends of PBS/thermoplastic starch prepared from waxy and normal corn starches. Starch-Starke 65:831–883. https://doi.org/10.1002/star.201200260
Lai SM, Huang CK, Shen HF (2005) Preparation and properties of biodegradable poly(butylene succinate)/starch blends. J Appl Polym Sci 97:257–264. https://doi.org/10.1002/app.21679
Wang W, Zhang G, Zhang W, Guo W, Wang J (2013) Processing and thermal behaviors of poly (butylene succinate) blends with highly-filled starch and glycerol. J Polym Environ 21:46–53. https://doi.org/10.1007/s10924-012-0505-7
Zullo R, Iannace S (2009) The effects of different starch sources and plasticizers on film blowing of thermoplastic starch: Correlation among process, elongation properties and macromolecular structure. Carbohydr Polym 77:376–383. https://doi.org/10.1016/j.carbpol.2009.01.007
Ma XF, Yu J (2004) The plasticizers containing amide groups for thermoplastic starch. Carbohydr Polym 57:197–203. https://doi.org/10.1016/j.carbpol.2004.04.012
Da Róz AL, Carvalho AJF, Gandini A, Curvelo AAS (2006) The effect of plasticizers on thermoplastic starch compositions obtained by melt processing. Carbohydr Polym 63:417–424. https://doi.org/10.1016/j.carbpol.2005.09.017
Ma XF, Yu JG, Wan JJ (2006) Urea and ethanoloamine as a mixed plasticizer for thermoplastic starch. Carbohydr Polym 64:267–273. https://doi.org/10.1016/j.carbpol.2005.11.042
Yu J, Wang N, Ma XF (2005) The effect of citric acid on the properties of thermoplastic starch plasticized by glycerol. Starch-Starke 57:494–504. https://doi.org/10.1002/star.200500423
Sankri A, Arhaliass A, Dez I, Gaumont AC, Grohens Y, Lourdin D, Pillin I, Rolland-Sabate A, Leroy E (2010) Thermoplastic starch plasticized by an ionic liquid. Carbohydr Polym 82:256–263. https://doi.org/10.1016/j.carbpol.2010.04.032
Kim CH, Kim DW, Cho KY (2009) The influence of PEG molecular weight on the structural changes of corn starch in a starch/PEG blend. Polym Bull 63:91–99. https://doi.org/10.1007/s00289-009-0065-8
Mikus PY, Alix S, Soulestin J, Lacrampe MF, Krawczak P, Coqueret X, Dole P (2014) Deformation mechanism of plasticized starch materials. Carbohydr Polym 114:450–457. https://doi.org/10.1016/j.carbpol.2014.06.087
Šoltýs A, Hronský V, Šmídová N, Olčák D, Ivanič F, Chodák I (2019) Solid-state 1H and 13C NMR of corn starch plasticized with glycerol and urea. Eur Polym J 117:19–27. https://doi.org/10.1016/j.eurpolymj.2019.04.042
Šmídová N, Šoltýs A, Hronský OD, Popovic L, Chodák I (2020) Aging-induced structural relaxation in cornstarch plasticized with urea and glycerol. J Appl Polym Sci 138:50218–50230. https://doi.org/10.1002/app.50218
Gamarano DS, Pereira IM, Da Silva MC, Mottin AC, Ayres E (2020) Crystal structure transformations in extruded starch plasticized with glycerol and urea. Polym Bull 77:4971–4992. https://doi.org/10.1007/s00289-019-02999-2
Ivanič F, Jochec-Mošková D, Janigová I, Chodák I (2017) Physical properties of starch plasticized by a mixture of plasticizers. Eur Polym J 93:843–849. https://doi.org/10.1016/j.eurpolymj.2017.04.006
Zhou X, Cui Y, Xie D (2009) Effect of a complex plasticizer on the psStructure and properties of the thermoplastic PVA/starch blends. Polym-Plast Technol 48:489–495. https://doi.org/10.1080/03602550902824275
Versino F, Garcia MA (2018) Starch films for agronomic applications comparative study of urea and glycerol as plasticizers. Int J Agric Environ Biotechnol 3: 1854–1864 Doi: https://doi.org/10.22161/ijeab/3.5.38
Kizil R, Irudayaraj J, Seetharaman K (2002) Characterization of irradiated starches by using FT-Raman and FTIR spectroscopy. J Agric Food Chem 50:3912–3918. https://doi.org/10.1021/jf011652p
Ma XF, Yu J (2004) Formamide as the plasticizer for thermoplastic starch. J Appl Polym Sci 93:1769–1773. https://doi.org/10.1002/app.20628
Mitrus M (2009) In: Janssen LPBM, Mościcki L (ed) Thermoplastics starch: a green material for various industries, Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim
Ostrowska J, Kozioł M, Tyński P, Sadurski W, Bogusz J (2020) Biodegradable polymer composition based on thermoplastic starch and its production method and the method of films obtaining from this composition. Polish Patent (PL234327).
Mano JF, Koniarova D, Reis RL (2003) Thermal properties of thermoplastic starch/synthetic polymer blends with potential biomedical applicability. J Mater Sci-Mater M 14:127–135. https://doi.org/10.1023/A:1022015712170
Park JW, Im SS, Kim SH, Kim YH (2000) Biodegradable polymer blends of poly(L-lactic acid) and gelatinized starch. Polym Eng Sci 40:2539–2550. https://doi.org/10.1002/pen.11384
Muscat D, Adhikari B, Adhikari R, Chaudhary DS (2012) Comparative study of film forming behaviour of low and high amylose starches using glycerol and xylitol as plasticizers. J Food Eng 109:189–201. https://doi.org/10.1016/j.jfoodeng.2011.10.019
Kurzawska A, Górecka D, Błaszczak W, Szwengiel A, Paukszta D, Lewandowicz G (2014) The molecular and supermolecular structure of common cattail (Typha latifolia) starch. Starch-Starke 66:849–856. https://doi.org/10.1002/star.201300283
Makowska A, Szwengiel A, Kubiak P, Tomaszewska-Gras J (2014) Characteristics and structure of starch isolated from triticale. Starch-Starke 66:895–902. https://doi.org/10.1002/star.201300264
Van Den ERM, Van Der GAJ, Boom RM (2003) Understanding molecular weight reduction of starch during heating-shearing process. J Food Sci 68:2396–2404. https://doi.org/10.1111/j.1365-2621.2003.tb07036.x
Sagar AD, Merrill EW (1995) Starch fragmentation during extrusion processing. Polymer 36:1883–1886. https://doi.org/10.1016/0032-3861(95)90935-U
Van Soest JJG, Hulleman SHD, De Wit D, Vliegenthart JFG (1996) Crystallinity in starch bioplastics. Ind Crops Prod 5:11–22. https://doi.org/10.1016/0926-6690(95)00048-8
Lopez-Rubio A, Flanagan BM, Gilber EP, Gidley MJ (2008) A novel approach for calculating starch crystallinity and its correlation with double helix content: a combined XRD and NMR study. Biopolymers 89:761–768. https://doi.org/10.1002/bip.21005
Dai H, Chang PR, Peng F, Yu J, Ma XF (2009) N, N-bis(2-hydroxyethyl)formamide as a new plasticizer for thermoplastic starch. Starch-Starke 60:676–684. https://doi.org/10.1002/star.200800017
Teixiera EM, Da Róz AL, Carvalho AJF, Curvelo AAS (2007) The effect of glycerol/sugar/water and sugar/water mixtures on the plasticization of thermoplastic cassava starch. Carbohydr Polym 69:19–624. https://doi.org/10.1016/j.carbpol.2007.01.022
Battegazzore D, Bocchini S, Nicola G, Martini E, Frache A (2015) Isosorbide, a green plasticizer for thermoplastic starch that does not retrogradate. Carbohydr Polym 119:78–84. https://doi.org/10.1016/j.carbpol.2014.11.030
Shi R, Zhang Z, Liu Q, Han Y, Zhang L, Chen D, Tian W (2007) Characterization of citric acid/glycerol co-plasticized thermoplastic starch prepared by melt blending. Carbohydr Polym 69:748–755. https://doi.org/10.1016/j.carbpol.2007.02.010
Nara S, Komiya T (1983) Studies on the relationship between water-saturated state and crystallinity by the diffraction method for moistened potato starch. Starch-Starke 12:407–410. https://doi.org/10.1002/star.19830351202
Dolbin IV, Burya AI, Kozlov GV (2007) The structure and thermal stability of polymer materials: a fractal model. High Temp 45:313–316. https://doi.org/10.1134/S0018151X07030054
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation was performed by PT and WS. Formal analysis and investigation were performed by MP, JO and MK. The first draft of the manuscript was written by MP and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflicts of interest to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Paluch, M., Ostrowska, J., Tyński, P. et al. Structural and Thermal Properties of Starch Plasticized with Glycerol/Urea Mixture. J Polym Environ 30, 728–740 (2022). https://doi.org/10.1007/s10924-021-02235-x
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-021-02235-x