
Abstract
The aim of this work is to evaluate the influence of bio-polyol synthesized from used cooking oil on selected properties of rigid polyurethane foams. Application of bio-polyol allows utilization of used cooking oil in the preparation of polyurethane foams according to circular economy. In our work, bio-polyurethane foams were obtained by replacing 20, 60 and 100% of petrochemical polyol with bio-polyol from waste oil. It was observed that the introduction of the bio-polyol caused an increase in the reactivity of the polyurethane system during the foaming process, which was also confirmed by dielectric polarization changes. A complete replacement of petrochemical polyol with the bio-polyol caused cell opening in the foams. A replacement of 20 wt% of petrochemical polyol with the bio-polyol allowed preparation of polyurethane foams with improved thermal insulating properties. The introduction of 20% of the bio-polyol resulted in an increase of the compressive strength in a parallel direction compared to the reference material. The dimensional stability of bio-foams was very high since none of the dimensions differed by more than 0.5% upon treatment with an elevated temperature (70 °C).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In recent years, the use of polyurethane (PUR) materials has been attracting increasing attention, especially in such industry branches as: construction, refrigeration, automotive, aviation, mining and medicine [1,2,3,4,5]. In 2017, almost 17 million tons of PUR were produced and it is estimated that in 2021 the consumption of PUR will exceed 21 Mt. The interest in PUR is a result of their versatile properties that can be tailored by rational selection of substrates, fillers and processing methods, which leads to obtaining solids, porous materials, adhesives, fibers, varnishes and coatings [6, 7]. The highest share in the PUR materials market is related to PUR foams, which are divided into flexible, semi-rigid and rigid. Rigid foams are mainly used to fill empty spaces in building constructions, doors and window frames, for the production of insulating construction panels, the insulation of pipelines, cold stores, tanks, for the reinforcement of floor and ceiling constructions as well as for heat and sound insulation systems [7, 8]. Rigid foams with a closed-cell structure are mainly used as insulation materials due to the low thermal conductivity coefficient (lower than that of foamed polystyrene or mineral wool), high dimensional stability, good mechanical properties and low apparent density [9].
The high demand for PUR materials results in an ongoing search for new solutions related to the acquisition of raw materials for the PUR production in accordance with the policy of sustainable development [10]. The substitution of petrochemical derivatives with renewable resources has become more and more significant over the last decade. This is related to the current trend for the development of environmentally-friendly materials as well as to the high prices of petrochemical derivatives resulting from the continuous reduction of fossil fuel reserves [11,12,13,14,15]. The dependence on fossil resources and their derivatives causes a lot of socio-economic and environmental problems, such as: global warming, accumulation of non-biodegradable products, reduction of forest areas, pollution of natural resources and international controversy [16]. Therefore, vegetable oils are a great alternative to petrochemical products in the production of bio-polyols [17, 18].
Recently, scientists have been making substantial efforts to partially or completely replace polyols of petrochemical origin with vegetable polyols. There have been many publications on synthesizing PUR foams using bio-based polyols from vegetable oils such as soy, palm, linseed, sunflower, rapeseed, tung and castor oil [19,20,21,22,23,24]. Currently, the synthesis of polyols from waste is of great interest to many researchers. The waste materials used for the synthesis of polyols are of different origins such as polylactide waste, used cooking oil, polycarbonate and polyethylene terephthalate waste, lignin and cashew nut shell liquid [25,26,27,28,29,30].
The methods for obtaining bio-polyols from vegetable oils include: epoxidation and opening oxirane rings, hydroformylation and reduction of aldehyde groups, transesterification, addition of halogens and reaction with hydroxyl-containing amines, ozonolysis and hydrogenation as well as microbiological conversion [23, 31, 32].
The aim of this work is to obtain rigid PUR foams using bio-polyols from waste cooking oil in various weight proportions and evaluation of the influence of such a bio-based component on the foaming process as well as on the cell structure an thermal and physical-mechanical properties of the modified materials.
Materials and Methods
Raw Materials for Preparation of Foams
Bio-polyol (PWCO) from waste cooking oil was synthesized at Cracow University of Technology using a two-step method of double bond epoxidation and oxirane ring opening with diethylene glycol [25]. The characteristics of the PWCO and petrochemical polyol with the trade name Rokopol RF-551 used in the experiment are shown in Table 1.
Polymeric diphenylmethane 4,4′-diisocyanate (PMDI) was purchased from Minova Ekochem SA, Poland. The content of free isocyanate groups of PMDI was 31 wt%. and the average functionality was 2.7. As a catalyst, Polycat 9 (1,3-propanodiamina) was used, purchased from Evonik Industries, Germany. Niax Silicone L6633, purchased from Momentive Performance Materials Inc., Germany, was used as a silicone surfactant. Distilled water played the role of a chemical blowing agent.
Preparation of Rigid Polyurethane Foams
The synthesis of rigid PUR foams was performed using a single-step method by mixing the polyol premix with the isocyanate component. The polyol premix consisted of the petrochemical polyol (Rokopol® RF551) and/or the bio-polyol from waste cooking oil as well as the catalyst (Polycat 9), the surfactant (Niax Silicone L6633) and the chemical blowing agent (water). The isocyanate component and the polyol premix were mechanically stirred and the mixture was poured into an open vertical mold. The isocyanate index for all the formulations was 1.1. A schematic representation of the composite synthesis process was shown in our earlier publication [27]. Next, the foams were seasoned for 24 h at room temperature. The recipes of these rigid PUR foams are presented in Table 2.
Characterization of Foaming Process and Foam Properties
The foaming process was analyzed using the foam qualification system FOAMAT which allows determining on line characteristic parameters during the process such as dielectric polarization, temperature, height, velocity and pressure. The morphology of cells was analyzed using optical microscopes and the software Aphelion. The thermal conductivity coefficients were determined using a Laser Comp Heat Flow Instrument Fox 200. The measurements were made at an average temperature of 10 °C (temperature of cold plate 0 °C and warm plate 20 °C).
The following properties of the foams were measured in accordance with ISO Standard tests: ISO 845—the apparent density (kg/m3); ISO 844—the compressive strength at 10% deformation (kPa) (the mechanical properties of the foams were evaluated in two directions, parallel and perpendicular to the foam rise direction); ISO 4590—the closed cells content (%).
The thermogravimetric analysis (TGA) was performed with a Q500 analyzer (TA Instruments) using 10 ± 1 mg samples which were heated from 25 to 1000 °C at the rate of 10 °/min. The results were processed using the Universal Analysis 2000 software (4.7A version, TA Instruments). The measurements were performed in an air atmosphere.
The dimensional stability was calculated using the formula according to the PN-92/C-89083 standard. The dimensional stability of the RPU foams was measured after 24 h of keeping the samples at + 70 °C.
Results
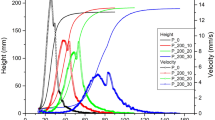
The foaming process is an important stage during the preparation of porous PUR materials. At this stage, the porous structure is formed and has an influence on the physical-mechanical properties, such as thermal conductivity [33, 34]. A modification of a reference system with bio-polyols based on fresh natural oil or fillers has an influence on the foaming process as we reported in our earlier work [35,36,37]. In the experiment described in this paper, the introduction of the waste cooking oil-based polyol into the PUR composition resulted in a change in the foaming process and an increase of the mixture reactivity. The influence of the bio-polyol on the dielectric polarization, temperature, velocity, rise height and pressure of the PUR reaction mixture is presented in Fig. 1.

Changes in dielectric polarization (a), temperature (b), velocity (c), height (d) and pressure (e) vs. time, for reference system and formulations modified with bio-polyol PWCO
Dielectric polarization is one of the parameters characteristic for the reactivity of a PUR system. The value of this parameter decreases with the reaction progress. Figure 1a shows the change in the dielectric polarization of the PUR reaction mixtures analyzed in this work. This behaviour is evidence for slightly higher reactivity of the modified systems comparing to PU_0_PWCO. The introduction of PWCO causes that the foaming and gelation reactions proceed faster than in the reference material. Interestingly, this effect is in contrast to the previously reported data concerning an introduction of a rapeseed oil-based polyol [34], which led to a decrease of the mixture reactivity. The effect observed here might be related with the higher viscosity of the bio-polyol used.
The bio-polyol from our earlier work was characterized by lower viscosity (4890 mPa s) than the bio-polyol used now (15306 mPa s). The effect of higher viscosity is also reflected by a lower value of the rise height of the foam during the foaming process. The higher the viscosity of the PUR system, the less weight of the PUR system is poured into the cup in a fixed time. The pouring time was the same for each composition. It was also observed that in the case of PU_60_PWCO and PU_100_PWCO the velocity of the foaming system growth was higher comparing to the reference system and the system modified with 20% of PWCO. The maximum velocity of PU_60_PWCO and PU_100_PWCO was achieved almost after a 50% shorter time than for the reference system and the one modified with 20% of PWCO. This result correlates with the time when the maximum temperature was recorded. Due to the higher viscosity of the bio-polyol, a greater temperature increase is observed during the component mixing process (after 30 s the temperature of PU_60_PWCO and PU_100_PWCO was much higher than for system PU_0_PWCO and PU_20_PWCO) and as a consequence the maximum temperature of the reaction mixture was reached in a shorter time than for the reference system (Table 3).
The introduction of the waste cooking oil-based polyol into the PUR composition did not significantly affect the maximum temperature of the foaming process (Fig. 1b), which is also different compared to the previous reports in this area, indicating that the vegetable polyol additive lowered the maximum foaming temperature [34].
Moreover, the introduction of the bio-polyol had an impact on the internal pressure during the foaming process (Fig. 1e). As observed, the addition of up to 60% of the bio-polyol caused an increase of the maximum pressure during the foaming process, which agrees with previous studies [34]. However, using 100% of the bio-polyol resulted in lowered maximum foaming pressure and this effect might be related to the foam cell opening during the foaming process (Table 4).
The most important properties of rigid PUR foams, i.e. thermal conductivity and dimensional stability, depend on their cellular structures. Table 4 shows the anisotropy coefficients of the cells in the foams prepared in this experiment as well as their cell density and cell average cross-section area determined in directions both parallel and perpendicular to the foam growth direction.
The shape of the observed cells depends on the direction of the cross-section (Fig. 2).

Microscope images of rigid polyurethane foams containing PWCO, perpendicular (a), parallel (b)
The parallel cross-sections (b) corresponded to more isotropic shapes compared to the ones observed in the direction perpendicular (a) to the foam growth, which were elongated in the foam growth direction. The data presented in the Table 4 indicate that the anisotropy coefficient in the parallel direction increases with the content of the bio-polyol, which is a result of higher initial viscosity and the enhanced reactivity of the reaction mixture. Replacing the petrochemical polyol with 60% of the bio-polyol resulted in the formation of an increased number of small-area cells, which is similar to the effect observed previously in the literature [38]. The cause of this effect might be the PWCO polyol acting as a surfactant with the ability to lower the surface tension due to the presence of ester groups, ether DEG chains and hydroxyl groups as hydrophilic parts as well as hydrocarbon chains and fatty acids as hydrophobic parts [38]. The total replacement of the petrochemical polyol with the bio-polyol PWCO resulted in a low number of large-area cells observed in the material PU_100_PWCO.
As far as thermal insulation is concerned, the key property of the rigid polyurethane foams is their heat conductivity, which is related to the apparent density and content of closed cells. These parameters have been analyzed for the samples containing the bio-polyol and the results are presented in Fig. 3.

Effect of bio-polyol content on apparent density, thermal conductivity coefficient and content of closed cells for foams with PWCO
The results in Fig. 3 indicate that a relatively small 20% addition of PWCO leads to a slight improvement in the thermal insulation properties of the resulting PUR foam, however, these values are within the standard deviation. The thermal conductivity coefficient of PU_20_PWCO is lower (24.78 mW/m K) compared to that of the reference material (25.29 mW/m K). Further introduction of PWCO into the polyurethane composition resulted in an increase of the thermal conductivity coefficient, which was minor for PU_60_PWCO, but significant for PU_100_PWCO. The reference material as well as the foams containing 20% and 60% of the PWCO had similar apparent densities and closed-cell contents. However, the closed-cell content of the PU_100_PWCO material is very low (Table 3) and this fact explains why the thermal conductivity properties of this material are poor. Moreover, the PU_100_PWCO foam has a high apparent density and this is probably related to cells opening in the synthesis process triggering a partial collapse of the foam during growth.
Given the anisotropic character of the PUR foams, the investigation of the compressive strength properties was carried out in both parallel and perpendicular directions to the foam growth direction (Fig. 4).

Influence of bio-polyol additive on compressive strength of PUR foams
The introduction of 20% of the bio-polyol resulted in an increase of the compressive strength in a parallel direction. The material prepared using 60% of PWCO had a similar compressive strength in a direction parallel to the reference material, while its compressive strength in a perpendicular direction was lower by ca. 20%. Increasing the content of the bio-polyol characterized by a lower hydroxyl number compared to RF551 caused a decrease in the share of rigid segments in the PUR material. This was a result of a reduced content of the isocyanate component (while maintaining the same level of the isocyanate index). The lower share of the rigid segments and the plasticizing effect of the dangling chains of PWCO led to lower compressive strength (PU_60_PWCO compared to PU_0_PWCO). In the case of PU_20_PWCO and PU_100_PWCO, this effect is balanced by a higher apparent density. The highest apparent density of PU100 is a result of a higher initial viscosity of the system and a higher initial temperature of the PUR system, which results in a shorter gel time of the mixture and limits its expansion.
The complete replacement of the petrochemical polyol with PWCO resulted in an increase in the compressive strength of the material, which is related to the increase of its apparent density.
Table 5 shows the results of our study of the dimensional stability of the PUR foams. No evident impact of the bio-polyol on the foam properties was observed since both the reference material and all of the PWCO-including samples exhibited excellent dimensional stability at an elevated temperature (70 oC).
Materials for applications in the construction industry have to meet specific thermal requirements. TGA is a useful technique to analyze the thermal degradation of polymers. For all the PUR foams analyzed in this work, the temperatures corresponding to the loss of 2%, 5% and 50% of mass (T2%, T5%, T50%) as well as the temperatures of the maximum degradation rate (Tmax1, Tmax2, Tmax3) were determined (Table 6; Fig. 5).

TGA thermograms of PUR foams
The results of the analysis, summarized in Table 6, indicate clearly that the introduction of PWCO resulted in significant changes in the thermal degradation process. Both the T2% and T5% values decreased upon the introduction of the bio-polyol into the PUR composition. Moreover, the introduction of PWCO caused an increase of the temperature corresponding to the 50% mass loss, which is related to a higher temperature of the maximum degradation rate of PWCO compared to the Rokpol®RF551 polyol [38]. The course of the degradation curve results from the differences in the structures of the polyols used. The ether bonds in the structures of petrochemical polyols are less thermally stable than the ester bonds present in a bio-polyol molecule. The material PU_0_PWCO exhibited two degradation steps: the first was observed in the temperature range 150–430 °C with a maximum degradation rate at 352 °C (Tmax2), and the second was observed in the temperature range 430–550 °C with a maximum at 488 °C (Tmax3). The first degradation step is a result of the thermal decomposition of the rigid segments of the PUR in the temperature range 150–300 °C and the thermal degradation of the flexible segments in the temperature range 300–430 °C. The second step of the thermal degradation observed in the DTG curve is attributed to the thermolysis of the organic residues. The number of maxima on the DTG curve increases with a growing content of PWCO in the PUR composition and the flexible phase decomposition is shifted towards higher temperatures, which is related to the PWCO decomposition in the temperature range 320–480 °C. During the thermal degradation of the PU_100_PWCO material, a significant amount of this phase is decomposed in the second degradation step with a maximum rate at 461 °C (Tmax3) (Fig. 5).
Conclusion
In conclusion, waste cooking oil, being common municipal waste, can be successfully applied as a raw material for the synthesis of polyol components used for the preparation of rigid polyurethane foams.
In our experiment, an introduction of a polyol from waste cooking oil into a polyurethane recipe resulted in increased reactivity of the modified mixtures. A replacement of 20 wt% of petrochemical polyol with the bio-polyol allowed preparation of polyurethane foams with improved thermal insulating and mechanical properties compared to the reference material.
An introduction of 60% of the bio-polyol favors the formation of a small-cell structure in the modified material. Moreover, the materials with a total replacement of the petrochemical polyol by the waste cooking oil-based polyol exhibited an open-cell structure in contrast to the other foams. The cell-opening tendency in the case of the foams obtained with 100% bio-polyol share led to an increase of the apparent density and thermal conductivity. The dimensional stability of all the materials was very high since none of the dimensions differed by more than 0.5% upon treatment with an elevated temperature (70 °C).
References
Mizera K, Ryszkowska J (2016) Polyurethane elastomers from polyols based on soybean oil with a different molar ratio. Polym Degrad Stab 132:21–31. https://doi.org/10.1016/j.polymdegradstab.2016.05.004
Xie F, Zhang T, Bryant P, Kurusingal V, Colwell JM, Laycock B (2019) Degradation and stabilization of polyurethane elastomers. Prog Polym Sci 90:211–268. https://doi.org/10.1016/j.progpolymsci.2018.12.003
Narasimha B, Sastry PU, Jana T (2019) Structure-property relationships of ferrocene functionalized segmented polyurethane. Eur Polym J 115:201–211. https://doi.org/10.1016/j.eurpolymj.2019.03.039
Solanki A, Das M, Thakore S (2017) A review on carbohydrate embedded polyurethanes: An emerging area in the scope of biomedical applications. Carbohydr Polym. https://doi.org/10.1016/j.carbpol.2017.11.049
Członka S, Strąkowska A, Strzelec K, Kairyte A, Vaitkus S (2019) Composites of rigid polyurethane foams and silica powder filler enhanced with ionic liquid. Polym Testing 75:12–25. https://doi.org/10.1016/j.polymertesting.2019.01.021
Członka S, Sienkiewicz N, Strakowska A, Strzelec K (2018) Keratin feathers as a fi ller for rigid polyurethane foams on the basis of soybean oil polyol. Polymer Testing 72:32–45. https://doi.org/10.1016/j.polymertesting.2018.09.032
Somarathna HMCC, Raman SN, Mohotti D, Mutalib AA, Badri KH (2018) The use of polyurethane for structural and infrastructural engineering applications: a state-of-the-art review. Constr Build Mater 190:995–1014. https://doi.org/10.1016/j.conbuildmat.2018.09.166
Członka S, Bertino MF, Strzelec K (2018) Rigid polyurethane foams reinforced with industrial potato protein. Polym Testing 68:135–145. https://doi.org/10.1016/j.polymertesting.2018.04.006
He Y, Wu J, Qiu D, Yu Z (2019) Experimental and numerical analyses of thermal failure of rigid polyurethane foam. Mater Chem Phys 233:378–389. https://doi.org/10.1016/j.matchemphys.2019.05.078
Paciorek-Sadowska J, Borowicz M, Czupryński B, Liszkowska J (2021) Kompozyty sztywnych pianek poliuretanowo-poliizocyjanurowych z korą dębu szypułkowego. Polimery 62:666–672
Sarno M, Iuliano M, Cirillo C (2018) Optimized procedure for the preparation of an enzymatic nanocatalyst to produce a bio-lubricant from waste cooking oil. Chem Eng J 377:120273. https://doi.org/10.1016/j.cej.2018.10.210
Paciorek-Sadowska J, Borowicz M, Isbrandt M, Czupryński B, Apiecionek Ł (2019) The use of waste from the production of rapeseed oil for obtaining of new polyurethane composites. Polymers 11:1–21. https://doi.org/10.3390/polym11091431
Borowicz M, Paciorek-Sadowska J, Lubczak J, Czupryński B (2019) Biodegradable, flame-retardant, and bio-based rigid polyurethane/polyisocyanurate foams for thermal insulation application. Polymers 11:1–24. https://doi.org/10.3390/polym11111816
Formela K, Hejna A, Zedler Ł, Przybysz M, Ryl J, Saeb M, Piszczyk Ł (2017) Structural, thermal and physico-mechanical properties of polyurethane/brewers ’ spent grain composite foams modified with ground tire rubber. Ind Crop Prod 108:844–852. https://doi.org/10.1016/j.indcrop.2017.07.047
Kosmela P, Hejna A, Formela K, Haponiuk J, Piszczyk Ł (2018) The study on application of biopolyols obtained by cellulose biomass liquefaction performed with crude glycerol for the synthesis of rigid polyurethane foams. J Polym Environ 26:2546–2554. https://doi.org/10.1007/s10924-017-1145-8
Uprety BK, Reddy JV, Dalli SS, Rakshit SK (2017) Utilization of microbial oil obtained from crude glycerol for the production of polyol and its subsequent conversion to polyurethane foams. Bioresour Technol 235:309–315. https://doi.org/10.1016/j.biortech.2017.03.126
Guzatto R, de Martini TL, Samios D (2011) The use of a modified TDSP for biodiesel production from soybean, linseed and waste cooking oil. Fuel Process Technol 92:2083–2088. https://doi.org/10.1016/j.fuproc.2011.06.013
Liszkowska J, Moraczewski K, Borowicz M, Paciorek-Sadowska J, Czupryński B, Isbrandt (2019) The effect of accelerated aging conditions on the properties of rigid polyurethane-polyisocyanurate foams modified by cinnamon extract. Appl Sci 9:1–23. https://doi.org/10.3390/app9132663
Tanaka R (2008) Preparation and characterization of polyurethane foams using a palm oil-based polyol. Bioresour Technol 99:3810–3816. https://doi.org/10.1016/j.biortech.2007.07.007
Prociak A, Kurańska M, Cabulis U, Kirpluks M (2017) Rapeseed oil as main component in synthesis of bio-polyurethane-polyisocyanurate porous materials modified with carbon fibers. Polym Test 59:478–486. https://doi.org/10.1016/j.polymertesting.2017.03.006
Gama N, Silva R, Carvalho PO, Ferreira A, Barros-Timmons A (2017) Sound absorption properties of polyurethane foams derived from crude glycerol and liquefied coffee grounds polyol. Polym Testing 62:13–22. https://doi.org/10.1016/j.polymertesting.2017.05.042
Carriço CS, Fraga T, Pasa VMD (2016) Production and characterization of polyurethane foams from a simple mixture of castor oil, crude glycerol and untreated lignin as bio-based polyols. Eur Polym J 85:53–61. https://doi.org/10.1016/j.eurpolymj.2016.10.012
Agrawal A, Kaur R, Walia RS (2017) PU foam derived from renewable sources: perspective on properties enhancement : an overview. Eur Polym J 95:255–274. https://doi.org/10.1016/j.eurpolymj.2017.08.022
Ribeiro V, Mosiewicki MA, Yoshida MI et al (2013) Polyurethane foams based on modified tung oil and reinforced with rice husk ash I: synthesis and physical chemical characterization. Polym Test 32:438–445. https://doi.org/10.1016/j.polymertesting.2013.01.002
Kurańska M, Benes H, Prociak A, Trhlíkova O, Walterov Z, Stochlińska (2019) Investigation of epoxidation of used cooking oils with homogeneous and heterogeneous catalysts. J Clean Prod 236:117615. https://doi.org/10.1016/j.jclepro.2019.117615
Kurańska M, Benes H, Polaczek K, Trhlikova O, Walterova Z, Prociak A (2019) Effect of homogeneous catalysts on ring opening reactions of epoxidized cooking oils. J Clean Prod 230:162–169. https://doi.org/10.1016/j.jclepro.2019.05.096
Kurańska M, Pinto JA, Salach K et al (2020) Industrial crops & products synthesis of thermal insulating polyurethane foams from lignin and rapeseed based polyols: a comparative study. Ind Crop Prod 143:111882. https://doi.org/10.1016/j.indcrop.2019.111882
Gaidukova G, Ivdre A, Fridrihsone A, Verovkins A, Cabulis U, Gaidukovs S (2017) Polyurethane rigid foams obtained from polyols containing bio-based and recycled components and functional additives. Ind Crop Prod 102:133–143. https://doi.org/10.1016/j.indcrop.2017.03.024
Paciorek-Sadowska J, Borowicz M, Isbrandt M (2019) New poly(lactide-urethane-isocyanurate) foams based on bio-polylactide waste. Polym. https://doi.org/10.3390/polym11030481
Beneš H, Paruzel A, Hodan J, Trhlíkova O (2018) Impact of natural oil-based recycled polyols on properties of cast polyurethanes. J Renew Mater 6:697–706. https://doi.org/10.32604/JRM.2018.00011
Prociak A, Kuranska M, Malewska E (2017) Porous polyurethane plastics synthetized using bio-polyols from renewable raw materials. Polimery 62:353–363. https://doi.org/10.14314/polimery.2017.353
Kirpluks M, Vanags E, Abolins A, Fridrihsone A, Cabulis U (2019) Chemo-enzymatic oxidation of tall oil fatty acids as a precursor for further polyol production. J Clean Prod 215:390–398. https://doi.org/10.1016/j.jclepro.2018.12.323
Kurańska M, Prociak A, Michałowski S, Zawadzińska K (2018) The influence of blowing agents type on foaming process and properties of rigid polyurethane foams. Polimery 63:672–678. https://doi.org/10.14314/polimery.2018.10.2
Kuranska M, Prociak A (2016) The influence of rapeseed oil-based polyols on the foaming process of rigid polyurethane foams. Ind Crops Prod 89:182–187. https://doi.org/10.1016/j.indcrop.2016.05.016
Kurańska M, Prociak A, Michałowski S, Cabulis U, Kirpluks M (2016) Microcellulose as a natural filler in polyurethane foams based on the biopolyol from rapeseed oil. Polimery 61:625–631. https://doi.org/10.14314/polimery.2016.625
Kurańska M, Barczewski M, Uram K, Lewandowski K, Prociak A, Michałowski S (2019) Basalt waste management in the production of highly effective porous polyurethane composites for thermal insulating applications. Polym Test 76:90–100. https://doi.org/10.1016/j.polymertesting.2019.02.008
Prociak A, Kurańska M, Cabulis U, Ryszkowska J, Leszczyńska M, Uram K (2018) Effect of bio-polyols with different chemical structures on foaming of polyurethane systems and foam properties. Ind Crops Prod 120:262–270. https://doi.org/10.1016/j.indcrop.2018.04.046
Rojek P, Prociak A (2012) Effect of different rapeseed-oil-based polyols on mechanical properties of flexible polyurethane foams. J Appl Polym Sci 125:2936–2945. https://doi.org/10.1002/app.36500
Acknowledgements
This research was funded by National Centre for Research and Development in Poland within the Lider Program, Grant Number LIDER/28/0167/L-8/16/NCBR/2017. The authors are grateful to BorsodChem Zrt. company, the member of Wanhua Chemical Group, for supplying isocyanates.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kurańska, M., Leszczyńska, M., Kubacka, J. et al. Effects of Modified Used Cooking Oil on Structure and Properties of Closed-Cell Polyurethane foams. J Polym Environ 28, 2780–2788 (2020). https://doi.org/10.1007/s10924-020-01792-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-020-01792-x