
Abstract
Polyurethanes powder lacquers were obtained in a reaction hydroxy terminated polyester resin RUCOTE 102 and blocked polyisocyanate crosslinkers. The polyisocyanates were synthesized using alicyclic diisocyanates (IPDI and H12MDI) and monohydric aliphatic alcohols as well as dibutyltin dilaurate and triethylamine as a catalysts. The biodegradation experiments were realized in solution consisted of lipase (Novozym 735, Novozym 51,032, Lipolase 100L or Palatase 20,000) and phosphate buffer during 42 days at 37 °C. The biodegradation progress was controlled by using optical microscopy method, thermal analysis TG/DTA, DSC method, surface free energy parameters, total organic carbon measurements and sample weight loss. The three-dimensional surface topography of the powder lacquers by means of confocal microscope was investigated. The values of surface roughness parameters were calculated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
For many years, the idea of synthetic polymer production came down to creating permanent compounds, that are resistant to environmental conditions. Plastic waste is one of the greatest ecological problems in the world. It results from a wide variety of plastics used in virtually all sectors of the economy. Introduction of biodegradable and environmentally friendly plastics, i.e. the ones that would decompose under the influence of microorganisms and enzymes they produce, is a solution to the waste issue and, at the same time, it constitutes an alternative to recycling. The main aim of the examination of the polymer biodegradation process is to find out the time of their use and to determine the time after which they undergo biological degradation.
Creating the opportunity for the biodegradation process involves exerting impact on a given material by placing it, for a specific period of time, in an appropriate environment, such as: soil, compost, water from natural bodies of water, active sediment or by using pure enzymes or microorganisms, e.g. bacteria or fungi. Environmental conditions also play an important role, i.e. the surroundings enabling the appropriate development of microorganisms: the presence of an appropriate nutrient medium and compounds which accelerate decomposition (metals, salt), appropriate temperature, pH, moisture, presence of oxygen and light. The kind of microorganisms, i.e. bacteria, fungi, yeasts and macroorganisms, i.e. rodents, insects and crustaceans occurring in the environment, has a significant influence on the polymer material decomposition. Macroorganisms are responsible for fragmenting the material and weakening its cohesion, mostly as a result of mechanical activity. The impact of microorganisms is mostly connected with the secretion of enzymes having a specific influence on given chemical groups occurring in the polymer [1]. The currently used techniques of assessing the progress of the biodegradation process do not allow for making an explicit distinction of both processes occurring under the influences of environmental degrading factors (heat, UV radiation, mechanical forces, biological and chemical factors, oxygen and ozone) and processes caused only by microorganisms.
In the presence of enzymes produced by microorganisms (bacteria, fungi), e.g. lipases, proteases, esterases, phosphorases, chemical bonds undergo enzymatic hydrolysis [2–6]. The enzyme plays the role of a biocatalyst here. Polymers are generally degraded through two steps of primary degradation and ultimate biodegradation [7]. Primary degradation is the main chain cleavage forming low-molecular weight fragments (oligomers) that can be assimilated by the microbes. Molecular weight reduction is mainly caused by hydrolysis or oxidative chain scission. Hydrolysis occurs using environmental water with the aid of enzyme or under non-enzymatic conditions (abiotic). In this case, autocatalysis, heat, or catalytic metals are often responsible for the hydrolysis. Finally, mineralisation occurs, as a result of which the polymer is transformed into biomass, minerals, salts, water or gases, such as carbon dioxide, methane and nitrogen [8]. An evaluation of the environmental impact of the mineralization products and determination of the possibility of their inclusion in the circulation of elements in the environment are important issues.
At present, polyurethane powder coatings currently manufactured are characterised not only by high UV-radiation resistance and by resistance to inclement weather and erosion conditions occurring at various places, but also by good resistance to a large number of chemical substances. Due to urethane and ester bonds which are present in polyurethane powder coatings there is the possibility of their biodegradation by means of hydrolysis with the participation of proteases, esterases, lipases and cutinases [3, 9–11]. The rate of progress in polyurethane degradation depends, among other things, on the chemical structure of the chain, molecular weight, the degree of crystallinity, the content of amorphous areas, the type of enzyme, conditions of the degradation process and the physical form of the polymer [12, 13]. The biodegradation process will eventually lead to failure of the protective function of the coatings or loss of coating durability [14].
Recently, I have presented a new method of polyisocyanate synthesis, which I used to obtain powder lacquers [15]. The principal purpose of this work was to examine the susceptibility of these lacqueres to the action of selected enzymes from the lipase group isolated from various microorganisms. The progress of the degradation process was assessed visually with the determination of the sample mass loss and total organic carbon (TOC). Microscopic techniques such as polarized optical microscopy (POM) and confocal microscopy (CM) as well as contact angle measurements were used in order to characterize the coating surface. The analysis results of the obtained polyurethane powder coating were investigated and compared.
Experimental
Raw Materials and Reagents
Isophorone diisocyanate (IPDI)—Desmodur I, 4,4′-dicyclohexylmethane diisocyanate (H12MDI)—Desmodur W from Bayer A.G. (Leverkusen, Germany). Methanol (ME), 1-butanol (BU) and 1-hexanol (HE) from POCH (Gliwice, Poland). Imidazol (I) and Triton X-100, t-octylphenoxypolyethoxyethanol from Aldrich (Buchs, Switzerland). Rucote 102—polyester resin based on isophthalic acid and neopentyl glycol, acid value: 11–14 mg KOH/g, hydroxyl value: 35–45 mg KOH/g, Tg: 59 °C, from Bayer A.G. (Leverkusen, Germany). WorleeAdd 902 and WorléeAdd ST-70 from Worlée—Chemie G.m.b.H (Lauenburg, Germany). Byk 361N from BYK-Chemie G.m.b.H. (Wesel, Germany). Buffer solution di-sodium hydrogen phosphate/potassium dihydrogen phosphate pH = 7.00 from Merck (Darmstadt, Germany). Enzymes from the lipase groups: Novozym 735 (activity ≥ 6,000 U/g), Palatase 20,000 (activity ≥ 20,000 U/g), Novozym 51,032 (activity ≥ 15,000 U/g) and Lipolase 100L (activity ≥ 100,000 U/g) from Novozymes A/S (Bagsvaerd, Denmark).
Preparing Lacquer Compositions and Coatings
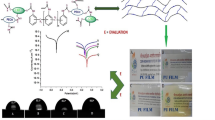
Blocked polyisocyanates were used for the preparation of powder coatings. Their synthesis was described in the previous study [15]. Cycloaliphatic diisocyanates, monohydric alcohols and imidazole (blocking agent) were used for polyisocyanate synthesis. The synthesis covered three stages: synthesis of urethaneisocyanate, synthesis of allophanate, and blocking reaction. The molecular structure of the obtained blocked polyisocyanates were presented in Fig. 1.

The molecular structure of the blocked polyisocyanates
The blocked polyisocyanate was mixed with polyester resin RUCOTE 102 (NCO:OH molar ratio = 1:1) as well as catalyst WorleeAdd ST-70 (stannous octoate (II) (0.5 wt%), flow control agent Resiflow PH-240 (3 wt%) and degasing agents: WorleeAdd 902 (1.5 wt%) and benzoin (1 wt%). The mixture was grinded, melted and pulverized to the average particle size of 60 μm. The final powder coating was applied manually to glass panels and cured at 150 °C for 30 min. The obtained lacquer compositions were marked with symbols: e.g. H12MDI/ME/RU, where individual segments stand for the names of the feeds used.
Degradation Test
Coating samples were placed in closed bottles, into which 10 ml of a phosphate buffer (pH = 7) and an appropriate amount of enzyme to keep its activity at the level of 600U per 1 ml of the buffer (1 g Novozym 735 or 0.3 g Palatase 20,000 or 0.06 g Lipolase 100 L or 0.4 g Novozym 51,032 per 10 ml of the buffer) were introduced. In order to prevent the growth of microorganisms, the bottles as well as the entire equipment were rinsed with isopropanol, while the buffer was supplemented with sodium azide amounting to 0.2 % per 1 cm2 of the sample surface. The samples were treated at 37 °C for 42 days by lipases to generate enzymatic degradation. Enzyme was kindly donated by Novozymes. After the treatment samples were removed, cleaned by sonication in 1 % Triton X100 (Aldrich) during 15 s and rinsed thoroughly tree times in deionised water. Samples were than dried in 40 °C until getting the constant mass.
Measurements
Mass Lost
The extent of degradation was determined by calculating the percentage of weight loss ΔW
where W0 is the dry weight before experiment and Wt is the dry weight after enzymatic treatment. Measurement uncertainty was 0.05 mg.
Efficiency of Biodegradation
Enzymatic degradation of polyurethane films was specified by the rate of their solubilization which was determined by measuring the water-soluble total organic carbon (TOC) concentrations. Those values were measured by Total Organic Carbon Analyzer (Shimadzu Scientific Instruments, Inc., TOC-VCPN). Maximum permissible error (MPE) declared in user manual was, after 1 year calibration cycle, ±3 % of reading.
Polarized Optical Microscopy (POM)
The surface of the powder lacquers were observed with the use of a Nikon ECLIPSE LV100 POL polarizing light optical microscope equipped with a polarizing filters. Images were recorded an DS5Mc-L1 camera linked to computer via NIS—Elements Basic Research software.
Surface Topography Measurements
The surface topography of the powder lacquers were investigated with the use of a NanoFocus Confocal Microscope (CM) μsurf explorer with capability an accurate three-dimensional measurement and sub-micron imaging, with outstanding 2 nm resolution. The 505 nm diode combined with optics specifically enable resolution in z-direction 2-20 nm as well as in x, y-direction 500–3,100 nm.
The values of Ra, Rz, Rt, Rq, Rmax, Rms S. and Rpc were used to characterise the coating roughness parameter. These symbols mean as follow:
Ra—arithmetic mean deviation of the assessed profile,
Rz—max. height of the profile within a sampling length,
Rt—total height of the profile on the evaluation length,
Rq—root mean square deviation of the assessed profile,
Rmax—max. profile peak height within a sampling length,
Rms S.—root-mean-square slope of the profile within a sampling length. The result is expressed in degrees,
Rpc—peak count, number of peaks per centrimetres. Each peak being higher that the upper threshold, and falling under the lower threshold. The threshold is defined by a band, symmetrically separated (Sep) around the mean line (if Sep = 0.5 μm, than the size of side of the mean is ±0.25 μm). The result is expressed in peaks/cm.
The values specific for the coatings roughness were collected in Table 1.
Determination of Surface Free Energy (SFE)
Surface free energy (γS), is quantified using a contact angle goniometer made by Cobrabid-Optic. As immersed liquids diiodomethane, formamide and water were chosen. Measurements were realized at 22 ± 1 °C.
Contact angles those three liquids with known values of γL, \( \gamma_{\text{L}}^{\text{LW}} \), \( \gamma_{\text{L}}^{ + } \) and \( \gamma_{\text{L}}^{ - } \) were put into the following equation (acid–base model by van Oss) [16]:
where γ refers to surface free energy, the subscripts Li and S refer to liquid and solid, and the superscripts LW, + and − refers to dispersive, acid and base components. The total surface free energy of the solid is then given by:
Calculations based on these measurements produce a parameter (critical surface tension or surface free energy), which quantifies the characteristics of the solid and mediates the properties of the solid substrate. The standard deviation of the surface free energy values and their components were calculated.
Differential Scanning Calorimetry (DSC)
A Mettler Toledo type 822e differential calorimeter (DSC) with the Stare System software was employed to analyse thermal properties of powder lacquers. The instrument was calibrated with the use of Zn and In standards. The samples (0.010 g) were placed in aluminium crucibles. These were weighed to the nearest 0.00001 g and placed in the measuring chamber. The measurements were taken in the temperature range of from 25 to 250 °C, in the environment of nitrogen which was passed at the rate of 30 cm3/min. The progressive heating was initiated at the rate of 10 deg/min.
Thermogravimetric Analysis (TGA)
The thermal performance of the crosslinking agents was investigated with the use of a Mettler Toledo TGA/DSC1 differential calorimeter, with the Stare System software. The instrument was calibrated with the use of In standard. The samples (0.002 g) were placed in alumina crucibles. These were weighed to the nearest 0.000001 g and placed in the measuring chamber. The temperature ramp was activated at 10 deg/min, and the temperature was gradually increased from 25 to 500 °C. The DTA, TG and DTG curves were recorded. The measurements were taken under nitrogen blanketing—the gas was passed at the rate of 50 cm3/min.
Results and Discussion
To examine the resistance of the polyurethane powder coatings to enzymatic degradation, coating samples were applied on glass plates and immersed in a solution containing the phosphate buffer and enzymes from the lipase groups: Novozym 735, Palatase 20,000, Novozym 51,032 oraz Lipolase 100L. The concentration of enzymes in the degradation solution was selected to ensure that the activity per 1 ml of the solution amounted to 600μ/ml. Powder coatings used for the study were obtained as a result of the cross-linking of the commercially available polyester resin, Rucote 102 containing hydroxyl groups by means of polyisocyanate specially synthesised for this purpose (Fig. 1) [15]. The synthesis of polyisocyanate itself involved three stages. Alicyclic diisocyanates (IPDI, H12MDI) were employed in the syntheses since the coatings produced therefrom offer high resistance to yellowing. The first stage was to form the urethane bond. Monohydric alcohols, like: methanol (ME), 1-butanol (BU) and 1-hexanol (HE) were used for that purpose. The use of dihydric alcohols would produce a mixture of urethane oligomers, while trihydric alcohols would yield branched structures, which would make it hard to identify the products. The reactions were conducted in bulk, at the alcohol-to-diisocyanate molar ratio equal to 1:2. Nitrogen blanketing was employed for the whole process in order to prevent side reactions. The second stage, i.e. synthesis of the allophanate bond, required the higher temperature, 130–150 °C. Since the allophanate bond is not a fast-forming one, two catalysts were used simultaneously: dibutyltin dilaurate and triethylamine. The final stage was designed to block the remaining –NCO groups with the use of heterocyclic compound imidazole, which were non-toxic and which could be unblocked at relatively low temperature. The process of lacquer cross-linking consisted in unblocking isocyanate groups and, next, their reaction with hydroxyl groups of the resin. The progress of the biodegradation process is evidenced by changes in both the appearance of the samples and the composition of solutions, in which the samples were immersed.
Visual Evaluation of the Coatings Under Investigation
The samples prepared for the examination were colourless and transparent. After the degradation, a considerable change of the surface of the test samples was observed. In all cases, the surface became matted, unglued from the base and some samples were fragmented into smaller pieces (Fig. 2).

The image of the studied coatings before and after enzymatic treatment
Contact Angle and Parameters of the Surface Free Energy
As a result of the enzymatic action on the tested coatings, the contact angle of liquids—water, formamide and diiodomethane—applied onto their surface was reduced. A lower contact angle results in a higher surface free energy and its components γLW, γ+, γ− determined by means of the van Oss-Good method (Figs. 3, 4, 5, 6). On the basis of an analysis of the individual components of the surface free energy, it can be concluded that a slight increase in the value of the component is connected with the long-range interactions γLW (Fig. 3). Also, the value of the γ+ component corresponding to Lewis acid interactions increased, which is more so in the case of samples exposed to the Palatase 20,000 enzyme (Fig. 4). An increase in the value of the γ− component, corresponding to the Lewis base interaction, is also observed for all the samples. The increase in this value is the highest for samples exposed to Novozym 735 (Fig. 5). As a result of the increase in the values of the individual components of the surface free energy (γLW, γ+, γ−), the total SEP value of lacquers exposed to enzymes rises (Fig. 6). The increase in the surface free energy is probably caused by the breaking of ester and urethane bonds as a result of enzymatic action, which results in the formation of the polar functional groups, –OH, –COOH and –NH2.

Comparison values of the dispersive component of the surface free energy for the studied coatings

Comparison values of the acid component of the surface free energy for the studied coatings

Comparison values of the base component of the surface free energy for the studied coatings

Comparison values of the surface free energy for the studied coatings
Percentage Sample Weight Loss
The weight loss was calculated for samples, which were not crumbled during their immersion in enzymatic solutions for 42 days. The results obtained are presented in Fig. 7. After 42 days of enzymatic action, a slight sample weight loss occurred ranging from 0.4 to 3.7 %. The greatest weight loss was observed in coatings exposed to Lipolase 100L. Previous work by Santerre and colleagues [17] also reports different weight loss of the polyurethane sample depending on the type of the applied enzyme from the lipase groups, which explains a different mode of enzyme action with the surface: chemical hydrolysis and/or dissolution.

Comparison values of weight loss for the studied coatings after enzymatic treatment
Total Organic Carbon (TOC) in Post-Degradation Solutions
The degradation products, probably small-molecule oligomeric compounds containing polar functional groups are dissolved in water, which is why they can easily be transferred into the solution. This process was examined by determining the total organic carbon (TOC) in post-degradation solutions. It was not possible to calculate the theoretical organic carbon content in the examined samples due to the use of the commercially available Rucote 102 polyester resin, which was used for the preparation of varnishing compositions as the manufacturer does not specify its quantitative composition. The TOC values obtained were related to 1 g of the tested sample. The results of the total organic carbon determination are presented in Fig. 8. As enzymes differ in respect of the chemical structure, the TOC values largely depend on the type of enzyme used. In the Novozym 735 solution, the TOC values are correspondingly higher than in the Palatase 20,000 solution. The larger the weight loss is, the higher TOC values for individual varnish samples are. No relationship exists between the TOCs in post-degradation solutions and the chemical composition of the lacquer.

Comparison values of total organic carbon concentration after enzymatic treatment
Evaluation of the Coating Sample Surface Using an Optical Microscope
Observation under an optical microscope made it possible to examine changes in the surface morphology of the samples (Figs. 9a, b, 10a, b). Numerous microfractures and scratches can be observed on the coating surface after exposure to enzymes (Fig. 9a, b). The number and size of crystalline structures, which are visible under polarised light, decrease after immersion in enzymatic solutions (Fig. 10a, b). The decrease in the size of crystalline areas provides evidence that the breaking of bonds occurs also in ordered, less accessible areas of the crystalline phase. The crystalline phase occurs usually as a result of the hard-phase crystallisation composed of urethane bonds, ester bonds and aromatic rings (derived from isophthalic acid). Hydrogen bonds formed between urethane groups and ester groups additionally promote crystallisation. The soft phase composed of aliphatic segments derived from neopentyl glycol and diisocyanate can also undergo crystallisation. Due to the low soft phase content in the varnishes under analysis, the likelihood of the crystallisation of this phase is very low [18].

The optical images of the powder coating H12MDI/BU/RU before and after Lipolase 100L treatment

The optical images of the powder coating IPDI/ME/RU before and after Lipolase 100L treatment observed in the polarised light
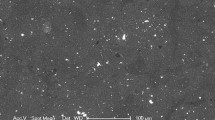
Presentation of Three-Dimensional Surface Topography by Confocal Microscopy
Using this technique, the three-dimensional surface topographies of the powder coatings were obtained. This method is well-suited to the investigation of surface structures. The three-dimensional topographies of powder coatings before and after enzymatic treatment were shown in Fig. 11. The surface after enzymatic treatment exhibits much larger irregularity and roughness (Table 1). The values for surface roughness were calculated on the basis of confocal images. The obtained roughness parameters: Ra, Rz, Rt, Rq, Rmax, Rms S. and Rpc were higher in this case for sample after enzymatic treatment than those before experiment. Growth of the irregularity and roughness after enzymatic treatment were probably caused by rinsing and migration of lower-molecular compounds to the solution; these were formed by the breaking of urethane and ester bonds on the coating surface.

The confocal laser scanning microscope images of powder coating IPDI/ME/RU after buffer without enzyme solution (a) and after Lipolase 100L (b) treatment
Thermal Stability Assessment
To examine whether the 42-day immersion in the solutions has an influence on changing thermal properties of polyurethane varnishes, samples were analysed using the DSC, DTA and TG methods. Changes in the area of hard segment vitrification can be observed in DSC thermograms (Fig. 12). After exposure to Lipolase 100L, the vitrification temperature of hard segments increased, while exposure to Novozym 51,032 contributed to a decrease in Tg compared to the reference sample. The lower Tg value is connected with the decomposition of urethane and ester bonds, which results in lower rigidity of the polymer chains. The observed increase in the Tg value is probably connected with the occurrence of secondary cross-linking reactions, which limits the mobility of macro-molecules and results in the necessity of providing a higher quantity of energy for this transformation to occur [19].

DSC thermograms for sample IPDI-HE-RU before and after enzymatic treatment
The decreased temperature of urethane bond destruction in varnish samples when exposed to enzymatic action within the 240–340 °C range is observed in TG and DTG thermograms (for lacquer exposed to Novozym DTG max. = 323 °C, while for the reference sample, the DTG max. = 337 °C) (Fig. 13). The destruction of ester bonds (360–460 °C) begins at a lower temperature for the sample exposed to Lipolase 100L. The lowered thermal stability of urethane bonds is probably caused by the breaking of more easily accessible bonds on the sample surface as a result of enzymatic action, which facilitates access to bonds situated more deeply under the surface.

TG and DTG thermograms for sample IPDI-HE-RU before and after enzymatic treatment
Conclusions
On the basis of the research, it can be concluded that the polyurethane powder coatings are susceptible to the action of enzymes from the lipase group isolated from various microorganisms. This is evidenced by a weight loss of samples exposed to these enzymes and a proportionate increase in total organic carbon in post-degradation solutions. The progress of the biodegradation process mostly depends on the type of lipase and the presence of urethane and ester bonds susceptible to hydrolysis. On the basis of the observations under the polarisation microscope, it was found that bonds both in the amorphous and crystalline phases are broken during exposure of the lacquer surface to enzymes.
The modern confocal microscopy made the 3-D visualisation of the lacquer surfaces possible, and the increased roughness after enzyme actions was observed. An increase in thermal stability of urethane and ester bonds was visible in TG and DTG thermograms. The observed increase in the thermal stability and the character of changes in the area of rigid segment vitrification registered on the basis of DSC analyses depend on the type of lipase. It should be noted that this methods were sufficiently general to be applicable in studying other polymer materials as well.
Low susceptibility of the investigated coatings to enzymatic action to a certain degree limits the possibility of their application in environments supporting the development of microorganisms, e.g. in moist soil or in water. Powder lacquers intended for external use (polyurethane or polyester) available on the market can also be susceptible to the action of microorganisms due to the presence of urethane and ester bonds in their structure. Protection of the coatings from microorganisms can be achieved to some extend through surface engineering and control of the physical, chemical and biological environments [20].
References
Yamamoto N, Nakayama A, Oshima M, Kawasami N, Aiba S (2007) React Func Polym 67:1338
Shalaby WSW, Park K (1994) Biomedical polymers. Designed-to-degrade system. Hanser Publishers, Munich
Christenson EM, Patel S, Anderson JM, Hiltner A (2006) Biomater 27:3920
Jiang X, Li J, Ding M, Tan H, Ling Q, Zhong Y, Fu Q (2007) Eur Polym J 43:1838
Opera S (2010) Polym Degr Stab 95:2396
Tanga YW, Labow RS, Santerre JP (2003) Biomater 24:2805
Smith R (2005) Biodegradable polymers for industrial applications. Woodhead Publishing Ltd, Cambridge
Schnabel W (1981) Polymer degradation. Akademie, Berlin, Germany
Umare SS, Candure AS (2008) Chem Eng J 142:65
Sarkar D, Lopina ST (2007) Polym Degr Stab 94:1994
Howard GT (2002) Int Biodeter Biodegrad 49:245
Santerre JP, Woodhouse K, Laroche G, Labow RS (2005) Biomater 26:7457
Nair L, Laurencin C (2007) Prog Polym Sci 32:762
Wu YC, Huang C-M, Li Y, Zhang R, Chen H, Mallon PE, Zhang J, Sandreczki TC, Zhu D-M, Jean YC, Suzuki R, Ohdaira T (2001) J Polym Sci Part B Polym Phys 39:2290
Pilch-Pitera B (2010) J Appl Polym Sci 116:3613
Żenkiewicz M (2000) Adhezja i modyfikowanie warstwy wierzchniej tworzyw wielkocząsteczkowych. WNT, Warsaw
Santerr JP, Labow RS, Adams GA (1993) J Biomed Mater Res 27:97
Król P, Pilch-Pitera B (2007) J Appl Polym Sci 104:1464
Karczmarek H, Czajka R, Nowicki M, Ołdak D (2003) Polimery 48:91
Mohan SK, Srivastava T (2010) J Biochem Tech 2:210
Acknowledgments
This work was supported by the Polish Ministry of Science and Higher Education under grant no. N N507 503338. The optical images were performed in the Biophysics Laboratory, Department of Physics, Rzeszow University of Technology. The laboratory has been equipped in the frame of the EU-Polish Integrated Regional Operational Programme (PIROP). The author would like to thank Mr Ireneusz Niemiec, from NanoFocus, Oberhausen Germany, for carrying out confocal micrographs, as well as Bayer A.G., Evonik Degussa G.m.b.H., Novozymes A/S, and Worlée–Chemie G.m.b.H for sending free samples of raw materials.
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Pilch-Pitera, B. Examination of the Enzyme Resistance of Polyurethane Powder Coatings. J Polym Environ 21, 215–223 (2013). https://doi.org/10.1007/s10924-012-0519-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-012-0519-1