
Abstract
This paper investigated the effect of flux activator used in reflow flux formulation on the electrochemical reliability of electronic devices. The focuses were placed on the perspective of surface insulation resistance (SIR), cleanliness, and its morphology transformation and redistribution behavior of flux residue under climatic exposure. Standardized accelerated climatic test on SIR comb-structure pattern was performed to benchmark the humidity interaction of the tested flux formulations used in solder paste. The influence of stand-off height for the surface-mount component on the humidity robustness was analyzed using an in-house designed dummy test rig and electrochemical impedance spectroscopy. Scanning electron microscopy and conductivity measurement was used to understand the hydrolytic degradation of the flux residue and the release of the conductive ionic residues during climatic exposure. Results indicate the spreading area and the hydrolytic degradation behavior of the flux residue were influenced by the type of flux activators used in flux formulation. The climatic reliability was influenced by the combined effect of the aggressiveness of flux activator and the spreading of the flux residue. However, result also shows that the climatic reliability of the surface-mount device can be improved by increasing the stand-off height of the components together with selected flux formulation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Driven by the continuous trend in the miniaturization of electronic devices, surface-mount technology (SMT) was widely implemented in the electronic industry due the compact size with smaller SMT components. SMT market was expected with a compound annual growth rate of 7.46% until 2025 [1], and was estimated to occupy 75% of the electronic production [2]. However, the highly compact system raised the challenge of repair and rework process with high cost due to the difficulty of heat dissipation from smaller area [3]. Moreover, electronic manufacturers may devoted as high as 40% of their time to identify the failures and fixing the problems [4]. In order to save the cost, many companies usually replace printed circuit board assembly (PCBA) instead of repairing of the dysfunctional PCBAs.
Corrosion of electronic became a significant issue along with the growing implementation of the miniaturized electronic devices in a variety of humid service environment. During humidity exposure, the localized corrosion cells are easily formed on miniaturized PCBA due to water condensation between adjacent oppositely biased terminals [5]. Electrochemical migration (ECM) is one of the most severe corrosion related failure mode for electronic device [6]. Due to the dissolution of metal from anode in the corrosion cell, the dissolved metal ions transport to cathode and deposited at cathode to form the filament with dendritic structure, grow back to anode, which could cause short-circuit [10], and the failure rate of ECM in electronic devices can be as high as 1–4% [11]. No-clean flux has been occupied 70–80% of electronic industry [12] for which no extra cleaning procedure is involved after the soldering process. Numerous investigations have reported that the soldering condition is not sufficient to completely evaporate or decompose the flux substances [14] and significant level of no-clean flux residue was observed on the PCBA surface [16]. Particularly, the flux activator (linear dicarboxylic acids) in the flux residue was reported as the most aggressive process-related contamination, which accelerates the moisture sorption and corrosion related issues [20]. The hygroscopic nature of flux activators reduce the relative humidity (RH) level for water condensation, and the ionization behavior increased the conductivity of the electrolyte layer [23]. In consequence, the process-related flux residue plays a vital role on the corrosion of electronics, which could lead to the intermittent failures such as ECM dendrite formation and the reduction of surface insulation resistance (SIR) [21]. SIR test is a standardized electrochemical reliability evaluation method for electronic design by applying DC bias voltage on a comb structured copper tracks with defined pitch distances to measure leakage current [24]. Most of these previous investigations were conducted using no-clean wave solder flux for through-hole technology, however, limited investigations was reported based on the reflow solder flux transformation for SMT assemblies after electrochemical reliability test, although the ECM failure was reported on SMT component due to no-clean flux residue [15].
The no-clean reflow flux residue was reported spreading around or trapping beneath the low stand-off height component on the SMT PCBAs after the reflow soldering process [25]. This residue mainly contains a base resin/rosin and solder flux activators. The base resin/rosin functions as a carrier and binder for the flux activators on the metal surface [26]. Flux activators used in reflow solder paste include 4 categories, which are organic acids, organic amines, organic halogen compounds, and organic halide salts [27]. During the reflow soldering process, the activator part removes the oxide film on the metal contacts to ensure the solderability of melted solder alloy. After soldering process, the corrosive activator residue can be encapsulated by the film of resin/rosin part and hence to achieve the purpose of “no-clean” from the process related contamination point of view. Nowadays, synthetic resin is widely used in the reflow flux formulation to replace natural rosin due to lower residue attack [27]. Urethane resin, acrylic resin, and styrene-maleic acid resin etc. are the types of the commercial used resin base material for synthetic resin in the reflow flux formulation [26], which can be modified with weak organic acid (WOA) such as abietic acid [27] to obtain the function of the conventional natural rosin. It has been reported that the hydrolytic degradation of the abietic acid modified urethane based polymers occurred at glass transition temperature of 60–90 °C [28], which is incidentally close to the service conditions of electronics in automotive industry [29] and many other standardized testing methods [31]. Therefore, the fact is that the encapsulation film of flux residue may degrade and lead to the release of the flux activators due to humidity interaction [32]. As a result, the released flux activator from the encapsulation film triggers the corrosion of solder joints and the reduction of SIR under prolonged high temperature and humid exposure [32]. Since the SMT will dominate the miniaturized electronic manufacturing in future, it is important to understand effect of reflow soldering process related flux residue on the humidity robustness of electronics.
This paper systematically investigated the influence of four types of reflow paste flux residues with different flux activators on the climatic reliability of PCBA after SMT processing. Test vehicles used in this work are reflow soldered SIR pattern and an in-house designed dummy test rig imitating an SMT component. The conductivity of reflow flux residues as a function of humidity exposure was measured along with the surface morphology evolution acquired by scanning electron microscopy (SEM). Kinetics of humidity interaction with reflow flux residue was analyzed using electrochemical impedance spectroscopy (EIS). The ECM susceptibility of reflow flux residue was analyzed using chronoamperometry under accelerated climate condition. Effect of stand-off height for the dummy component on PCBA surface was investigated to understand the effect of humidity when the flux residue was trapped imitating the actual condition of an SMT component with different stand-off height.
2 Materials and experimental methods
2.1 Solder pastes used for the investigation
Table 1 shows the formulation of the solder pastes used in the present investigation. The same amount and type of resin, solvent, surfactant, and solder alloy were used in the solder paste formulation. Ester and alcohol were used as solvent and SAC 305 alloy was used as solder alloy. For SP1, 2 types of WOAs were used as activator package in the flux formulation. Only 1 type of WOA was used in SP2. 1 type of WOA, 1 type of amine, and 1type of halide were used as activator package in SP3. Two types of WOAs and 1 type of halogen were used as activator package in SP4.
2.2 Preparation of test vehicles
Figure 1 shows the test vehicles used in the investigation. Before stencil printing, all the test vehicles was cleaned using isopropanol in ultrasonic bath for 5 min and dried in compressed air. Figure 1a shows the SIR comb-structure pattern with pitch size and line width of 300 μm. The SIR pattern contains the adjacent pitch lines of 10.8 mm × 41 sets in a testing area of 13 mm × 25 mm. The surface finishing of the SIR substrate is 1 μm chemical vapor deposited Sn on 35 μm Cu conductive track. Before going through the reflow soldering process, the stencil with thickness of 200 μm was used for the solder paste printing on SIR pattern. Figure 1b shows the open surface of SMT substrate used for flux residue characterization, which contains 9 solder points with an area of 2 mm × 2 mm. The solder area of SMT substrate was printed with 250 μm thick solder paste using stencil. Figure 1c shows the in-house test rig imitating dummy SMT component design and the electrical connection of two adjacent solder joints and the structure of the test rig was interpreted in Fig. 1d. The X part in Fig. 1d is the dummy SMT component, and the square part imitates the PCB board. Test rigs with 0.5 and 1 mm stand-off heights were manufactured for the investigation of stand-off height effect on the humidity robustness. To achieve the stand-off height, gasket of 0.5 and 1 mm was placed between the dummy SMT component and PCB board during reflow soldering process. The overlapping area of 2 cm × 2 cm for upper and bottom parts of SMT substrates was used for the testing. Same amount of solder paste was applied on the solder points for test rigs with both 0.5 mm stand-off height and 1 mm stand-off height using 1 mm stencil. The tested solder joints was on the adjacent position with distance of 2 mm, which were electrically connected from the back side of upper and bottom FR-4 substrates as shown in Fig. 1d.
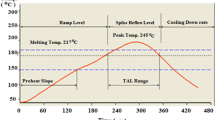
After stencil printing of solder paste, all the test vehicles were subjected to the reflow soldering process in a Techno HA-06 furnace under air-static condition. During the soldering process, surface temperature of the test vehicles increased from 25 to 170 °C within 125 s, then increased to peak temperature of 248 °C within 60 s, and cooled in the oven for 60 s.
2.3 Climatic exposure for electrochemical testing
In order to analyze the corrosion reliability of four solder pastes, accelerated climatic tests were carried out in an “Espec PL-3KPH” climatic chamber with the tolerance of ± 0.3 °C and ± 2.5% RH. The accelerated testing condition was adapted from International Electrotechnical Commission 60068-2-30 environmental testing standard. The testing was conducted under a cycling temperature between 25 and 55 °C under 98% RH for 168 h (42 cycles). One cycle of temperature at high RH during the test acts as a duration of a water condensation and evaporation process. Due to the thermal delay, the surface temperature of SIR board was lower than ambient temperature during 1 h ramping step from 25 to 55 °C, which induced transient water condensation on the surface of SIR pattern.
The dummy SMT components with 2 stand-off heights were exposed in an “Espec PL-3KPH” climatic chamber under constant climatic conditions of 60 °C, 98% RH for the study of water interaction kinetics with flux residue.

Test vehicles used in the investigation: a SIR pattern with comb-structure electrodes used for printing the paste and testing, b an open pad imitating SMT land pattern for printing paste and subsequent residue characterization, c test rig imitating a dummy SMT component for stand-off height investigation after soldering, d schematic of the dummy SMT component in (c) showing bottom and upper part and schematic of the cross-sectional view with electrical connection made for testing
2.4 Electrochemical testing methods
Under climatic exposure, chronoamperometric technique was used to investigate the leakage current induced by the flux residue. A 10 V DC bias was applied to the SIR pattern using a multi-channel potentiostat (Biologic VSP, France) during accelerated climatic testing. The condensed water layer formed between oppositely biased electrodes acted as a media for ion transportation, which resulted in leakage current and ECM due to electrochemical process. The leakage current was recorded using EC-lab software. After accelerated climatic testing, flux residue and ECM dendrite formation on SIR patterns were inspected using light optical microscopy (LOM) (Keyence VHX, Japan).
To understand the water interaction kinetic with reflow flux residue, EIS experiment was conducted using a “Biologic VSP” potentiostat on the two-electrode system to investigate effect of humidity exposure on the impedance between adjacent solder joints with different stand-off height. Scanning range of frequency was set from 100 kHz to 100 mHz with the sinusoidal amplitude of 10 mV over the base potential of 0 V vs. reference (counter) electrode. EIS scan was recorded every 24 h by EC-lab and the total duration of the experiment was 15 days. The spreading of flux residue on tested samples was inspected using LOM.
2.5 Flux residue morphology changes and activator release during humidity exposure
In order to evaluate the opening up of the flux residue and the release of the flux activator component from the residue during humidity exposure, 3 sets of SMT substrates (test vehicle shown in Fig. 1b) reflow soldered with four solder pastes were used. Samples were exposed in an “Espec PL-3KPH” climatic chamber under 60 °C, 98% RH for 5, 10, 15 days, respectively. To study the thermal effect during humidity exposure, a set of the reflow soldered SMT substrates was exposed under 60 °C, 30% RH. A set of samples without climatic exposure was used as reference. To extract the released conductive substances from the flux residue, 200 µL Millipore water ((Synergy UV, Germany) was applied on one solder joint for 3 min. 3 extraction tests were conducted on one reflow soldered SMT substrate for good statistics. The conductivity of the extracted solution was measured using a SevenCompact S230 conductivity meter (Mettler Toledo, USA).
The surface morphology of the flux residue on the soldered SMT substrate was inspected using a SEM (FEI Quanta 200 FEG, USA) under secondary electron mode at 3 kV. The spreading of the flux residue was visualized using LOM before and after climatic exposure.
3 Results
3.1 Corrosion reliability of reflow soldered sir pattern under accelerated climatic condition
Figure 2a shows representative leakage current resulting from the SIR comb-structure pattern during exposure to cyclic humidity conditions for first 6 cycles in 24 h, while Fig. 2b shows the total charge transfer between the SIR electrodes after 7 days in 3 repetition for easy comparison. For each climatic cycle, the water condensation took place at the 1st hour and remained on surface of PCBA at the 2nd hour. Then the condensed water evaporated at the 3rd hour and remained at low water level at the 4th hour. In response, the increase of the peak of the leakage current (Fig. 2a) during one climatic cycle refer to the water condensation during the stage of increasing temperature from 25 to 55 °C and the valley of the leakage current curve refer to the water release stage when the testing temperature ramped from 55 °C to 25 °C. The difference of leakage current level of SP2 and SP3 was minimal under water evaporation stage. While under water condensation stage during climatic test, the leakage current level of SP2 reflow soldered SIR pattern is much higher than SP1 reflow soldered SIR pattern, which exceeded the 1 µA. The highest leakage current (LC) value was observed for SP4 soldered SIR pattern from the beginning of the testing as shown in Fig. 2a. The SP2 soldered SIR pattern showed second highest LC value, which exceeded 10 µA at the first cycle. For SP1 and SP3 soldered SIR patterns, the maximum LC value was below 1 µA. The charge transfer values shown in Fig. 2b match with the exhibited trends in Fig. 2a. Overall, the ranking from the charge transfer curves over 120 h for various solder pastes was: SP4 > SP2 > SP1 > SP3.

Results of accelerated climatic testing using the reflowed SIR comb-structure pattern: a Reprehensive leakage current under 10 V over first 24 h, b Total charge transfer after 7 days
Figure 3 shows the optical micrographs of the SIR test PCB surface after accelerated climatic testing. The variation in the distribution of the flux residue depending of the type of solder activators. More flux residues free area was observed in SP1 soldered SIR pattern, as shown in Fig. 3a. For SP2 and SP4, the distribution of flux residue was not uniform on the PCBA, which was denoted as “low flux region” and “high flux region” as shown in Fig. 3b, d. The flux residue from SP3 uniformly distributed on SIR comb-structure region after soldering process, as shown in Fig. 3c. ECM dendrite formation was observed on SP4 reflow soldered SIR test board, particularly in the high flux region as shown in Fig. 3d, whereas no significant ECM was found for SP1, SP2, and SP3.

Surface morphology of the SIR interdigitated pattern after cyclic humidity testing: a SP1, b SP2, c SP3, d SP4
3.2 Evolution of flux residue under constant humidity exposure
Figure 4 shows the conductivity of the ionic substance released from flux residue after exposing the humidity for different exposure time. After reflow soldering process, conductivity values for the solution extracted from the pads was approximately 5 µs/cm for all four pastes. The conductivity value of the extract for SP4 flux residue increased to 75 µs/cm after 15 days exposure at 60 °C, 98% RH. While the conductivity value of SP2 flux residue was at 45 µs/cm, which was the lowest among all 4 types of flux residues. Significant increase of the conductivity value for SP2 was found after first 5 days humidity exposure and maintained similar conductivity level until 15 days. The conductivity values of SP1 and SP3 are in similar level at 60 µs/cm. In comparison, no significant change of the conductivity values for all 4 types of flux residue was found after 15 days exposure under 60 °C, however using lower level of humidity exposure at 30% RH.
Figure 5 shows the spreading effect of the flux residue of reference sample (without climatic exposure) and the sample after climatic exposure at 60 °C, 98% RH for 15 days after conductivity measurement. After reflow soldering process, the spreading area of the flux residue on SP2 and SP3 substrates was larger than SP1 and SP4 substrates, as shown in Fig. 5b1, c1. After climatic exposure, the spreading area of SP3 substrates significantly increased, as shown in Fig. 5b3. Whereas for SP1 and SP4 substrate shown in Fig. 5a2, d2, the spreading area remained in the same level as before climatic exposure.

Conductivity measurement of water extracted ionic substance from flux residue after humidity exposure

LOM inspection of the flux residue spreading on reflow soldered SMT substrates using 4 types of solder pastes: a SP1, b SP2, c SP3, d SP4; (1) non-climatic exposure, (2) exposed at 60 °C, 98% RH for 15 days
Figure 6 shows the surface morphology evolution of 4 types of flux residue during climatic exposure under 60 °C, 98% RH. After 5 days exposure, blisters were observed on the flux residue of SP1, SP2, and SP4 as shown in Fig. 6a2, b2, c2. Surface of the SP2 residue did not show significant change between 5 and 15 days climatic exposure. After 10 days climatic exposure, openings were observed on the flux residue of SP1 and SP4, as shown in Fig. 6a3, d3. Figure 6a4 and d4 show the size of the blisters in the flux residue of SP1 and SP4 increased during the climatic exposure; however, Fig. 6b2, b3, b4 show that the change of the surface morphology for the SP2 flux residue was minimal when extending climatic exposure period until 15 days. SP4 showed significantly different morphology after 15 days of exposure compared to SP1 and SP2 with a flowery type of surface morphology different from lower exposure time, while SP3 did not show significant change.

SEM images of the surface morphology evolution for the four types of flux residues: a SP1, b SP2, c SP3, d SP4; (1) non-climatic exposure, (2) exposed at 60 °C, 98% RH for 5 days, (3) exposed at 60 °C, 98% RH for 10 days, (4) exposed at 60 °C, 98% RH for 15 days
3.3 Evaluation of reflow soldered dummy SMT component using EIS
The dummy SMT component shown in Fig. 1c after the soldering process was subjected to humidity exposure to investigate the evolution of the residue in the gap. Change in electrical characteristics due to residue changes (similar to the effect shown in Figs. 5 and 6) and the release of flux activator components was monitored using EIS. Figure 7 shows the full impedance spectra at various exposure times for 4 solder pastes with 2 different stand-off heights exposed at constant 60 °C, 98% RH. In general, the component with the stand-off height of 1 mm obtained higher impedance value at frequency from 10−1 to 103 Hz, as shown in Fig. 7a. Compared to the non-exposed EIS results, significant reduction of the impedance values for SP1, SP2, and SP4 were observed on the dummy components with 0.5 mm stand-off height after 7 days climatic exposure (Fig. 7b). For SP2 and SP3, significant reduction of the impedance was also observed on the dummy components with 1 mm stand-off height. The reduction of the impedance value for dummy component with 1 mm stand-off height shown in Fig. 7b was pronounced in the frequency range from 10−1 to 104 Hz, which is broader than the dummy components with 0.5 mm stand-off height. After 14 days climatic exposure (Fig. 7c), an increased impedance value was observed in the SP3 reflowed soldered dummy component with 1 mm stand-off height, whereas the change of impedance values for other dummy components were minimal compared to the impedance values collected after 7 days exposure.

Impedance value of reflow soldered dummy SMT component with different stand-off height during climatic exposure at 60 °C, 98% RH: a non-exposure, b 7 days exposure, c 14 days exposure
The dummy components were mechanically dismantled after humidity exposure for the analysis of nature of residue. Figure 8 shows the flux residue distribution between the gap after humidity exposure with 2 different stand-off heights after 14 days exposure under 60 °C, 98% RH. For the 0.5 mm stand-off height dummy components, the adjacent solder joints were connected by all four types of reflow-process related flux residue, as shown in Fig. 8a1, b1, c1, and d1. For the 1 mm stand-off height components, the adjacent solder joints were connected by the flux residue of SP2, SP3, as shown in Fig. 8b2, c2. However, the flux residue of SP1 and SP4 beneath the 1 mm stand-off height component did not spread after climatic exposure, which resulted the flux free region demonstrated between solder joints as shown in Fig. 8a2, d2.

LOM image of flux residue distribution under the mechanically dismantled dummy components after 14 days climatic exposure at 60 °C, 98% RH: a SP1, b SP2, c SP3, d SP4; (1) 0.5 mm stand-off height. (2) 1 mm stand-off height
4 Discussion
The present investigation focused on understanding the effect of flux activator in the same reflow solder paste matrix on the climatic reliability. The concealed nature of reflow flux residue from the soldering process has been reported earlier [32]. It showed that the reflow residue consists of the hardened resin part in which the residues of the activator components are embedded. It has also been reported that the concealed residue open up under humidity exposure possibly due to the hydrolysis of the resin components leaving hygroscopic flux activators exposed to the humidity to form water film and hence triggering reliability issues. However, the morphological changes to the concealed flux residue can be not only due to the interaction of the resin with humidity, but also the hygroscopic nature of the flux activator component can change the behavior. Therefore, same resin system was used in this work in order to understand the relative effects of flux activator components on the morphological changes during humidity exposure. Overall, the result shows that the morphological change to the concealed residue depends on the flux activator package used in the flux system. The humidity interaction with flux residues triggered the failure of the resin encapsulation and the spreading of the flux residue on the surface of PCBAs, which could affect reliability on a PCBA surface. Effect was found to be a function of the stand-off height of the component.
4.1 Effect of humidity on paste residues and effect of activator chemistry
The morphology changes to the flux residue was affected by humidity interaction with flux activators during the climatic exposure at 60 °C, 98% RH as shown in Fig. 6. Opening and blisters observed on the flux residue of SP4 and SP1 could be accelerated by hygroscopic flux activators in flux residue. The deliquescence relative humidity (DRH) of halogen used in solder flux formulation usually show much lower deliquescent point, which could be in a range of 65–78% RH [34]. As result, significant amount of blisters and opening with largest size formed on the flux residue of SP4 after climatic exposure (Fig. 6d2–d4). In comparison, the WOA activators possessed higher DRH than halogens at room temperature [5], which is in a range between 84% RH (glutaric acid) to 99% RH (adipic acid) [19]. Hence, limited blister formation and opening was obtained when flux contains single WOA as for SP2 and SP3 (Fig. 6b4, c4). Practically, the binary blended WOA activators used in flux formulation is aiming at balancing the solderability during soldering process and maintain humidity robustness under harsh climatic exposure [35]. However, the binary blended WOAs activators resulted reduction of the DRH level than any of the individual WOA in the mixture [20]. Therefore, numerous blisters and openings were found on the binary blended WOA flux residue of SP1 after humidity exposure (Fig. 6a2–a4).
The opening effect of flux residue during climatic exposure resulted in the release of conductive substances such as flux activators. As a result, the conductivity of the extracted solution for flux residue increased during climatic exposure period as shown in Fig. 4. The evolution of the measured conductivity of SP1, SP2, and SP4 agreed with the opening and blister formed on the flux residue surface during climatic exposure as in Fig. 6. The conductivity value of extracted solution for SP1 and SP4 value significantly increased during exposure period at 60 °C, 98% RH, which is due to the opening and blister formation as shown Fig. 6a2–a4, d2–d4. The highest conductivity obtained for SP4 was attributed to the dissolution of halogen content [36], which released by forming big blisters. For SP2 shown in Fig. 6b2–b4, similar surface morphology of flux residue was observed after 5 days, 10 days, and 15 days climatic exposure resulted in the similar conductivity value for extracted solution as shown Fig. 4. The conductivity value of extracted solution for SP3 was in the same level as SP1; however, no significant change of surface morphology has been observed on SP3 flux residue. The increased conductivity level of SP3 flux residue could be due to the spreading of flux residue after climatic exposure as shown in Fig. 5c2, which resulted a much larger contact area for the exposure of conductive substances.
4.2 Impact of residues from pastes on the leak current during SIR testing
Humidity interaction with reflow-process related flux residue significantly influenced the leakage current of the reflow soldered SIR pattern as shown in Fig. 2. The presence of the free halogen ions is extremely detrimental on the corrosion of metals or metal oxides in the electronics [5]. For SP4 soldered SIR pattern, halogen dissolution caused strong ionization behavior under water condensation stage during climatic accelerating test. As a result, the leakage current value of SP4 exceeded the critical value of 10 µA [23] due to the halogen ions induced ECM dendrites formation [37] exhibited in Fig. 3d, which lead to the highest charge transfer as shown in Fig. 2b.
Figure 2 shows the leakage current value of SP2 is much higher than SP1, which did not agree with the result of the higher conductivity level of SP1 shown in Fig. 4. However, Fig. 3(b) and Fig. 8b1 show that higher spreading area was obtained by SP2 flux residue after soldering process. The flux residue took up moisture during water condensation stage, which could triggered the ionization of the carboxyl group in WOA flux activator and acted as a conductive media between oppositely biased electrodes. Therefore, the charge transfer value of SP2 reflow solder SIR pattern is higher than SP1 reflow soldered SIR pattern (Fig. 2b) due to larger coverage area over oppositely biased electrodes.
Compared to SP2 reflow soldered SIR pattern, although the spreading area of SP3 is larger after soldering process (Fig. 3c) and climatic exposure (Fig. 5c2), the SP3 reflow soldered SIR pattern obtained a much lower leakage current value. Xu et al. [38] reported the wettability of the flux activators can be improved by organic amine, which agree to the larger spreading area of the flux residue in the present study. Meanwhile, the organic amine content in the flux formulation provided a robust anti-corrosion performance due to the neutralized Brønsted-Lowry acid base reaction [40] between the amino group in organic amine and carboxyl group WOA. However, the dissolution rate of the halide is high. As result, even though the ionization of the carboxyl group in WOA is diminished during water condensation stage, SP3 flux residue still resulted a high conductivity in the extracted solution as shown in Fig. 3. While the high conductivity from SP3 extracted solution did not result in higher corrosion, which is due to the blended WOA-amine provide high corrosion resistance [42]. Moreover, the inhibition of the ECM dendrite formation also could be due to the formation of stable complexes with the dissolved ions from anode, the N/O mixed donor ligand and diamine ligand from the amine additive used in the flux formulation [43]. Therefore, the flux residue of SP3 behaved as a poor corrosive media for charge transfer as shown in Fig. 2b.
4.3 Impact of the stand-off height of component on the climatic reliability of SMT device
The same amount of the solder pastes used in the production of dummy SMT component with different stand-off height. Results from the stand-off height testing shows that the effect of reflow flux residue under humid conditions changes due to the hygroscopicity of the flux activator and the spreading area of flux residue. The impedance value between adjacent solder joints of the dummy SMT component was affected by reflow-process related flux residue under climatic exposure at 60 °C, 98% RH, as shown in Fig. 7. The spreading of the flux residue is more pronounced beneath the SMT dummy components with 0.5 mm stand-off height (Fig. 8a1, b1, c1, and d1), which resulted the hygroscopic and ionic media between solder joints in SP1, SP2, and SP4 samples. In consequence, the reduction of the impedance value was observed for SP1, SP2, and SP4 samples with 0.5 mm stand-off height after 7 days and 14 days climatic exposure (Fig. 7b, c). Since the blended WOA-amine activator contained flux residue in SP3 samples is less corrosive, therefore the impedance value of SP3 sample with 0.5 mm stand-off height maintained at a higher level.
Generally, the impedance value of the SMT component increased when increasing the stand-off height from 0.5 to 1 mm. The larger space induced the more heat transfer through air, which might activated more flux activator for the oxides removal during soldering process. On the other hand, the increased stand-off height of SMT component eliminated of capillary force at the component-PCB interface, which affected the distribution area of the flux residue with the nature of less spreading such as SP1 and SP4. As result, the absence of the hygroscopic flux residue was found between solder joints of SP1 and SP4 samples (Fig. 8a2, d2), which leads to high impedance of SP1 and SP4 soldered dummy SMT components compared to SP2 and SP3 soldered dummy SMT components with larger spreading area (Fig. 8b2, c2).
Moreover, the component with higher stand-off height obtained more space for the humidity interaction with flux residue. Therefore, the reduction of the impedance for the reflow flux residue in the component with 1 mm stand-off height is more pronounced than the component with 0.5 mm stand-off height under same climatic exposure, as shown in Fig. 7b, c. Consequently, the EIS characteristic of SP2 and SP3 soldered SMT components shifted from capacitive to resistive behavior in the shaded region as shown in Fig. 7b, which indicates the water absorption of flux residue and dissociation of the WOA activator [18]. Figure 7c shows a decrease of impedance value of SP2 samples by extending the climatic exposure to 14 days, which could be either due to the release of acidic activators or the corrosion of solder alloys on SIR pattern induced by the WOA in flux residue. Under humidity exposure, the decreased impedance result of SP2 agreed to the failure by exceeding critical leakage current level (Fig. 2a). Similarly, the relatively higher impedance value obtained for SP3 sample indicates that good humidity robustness, which agreed with the lowest leakage current from DC testing as shown in Fig. 2a.
5 Conclusion
-
Conductive ionic residues were released from the process-related flux residue after climatic exposure under at 60 °C, 98% RH. The increased conductivity value for extracted solutions were due to the release of different activators due to the opening up of the residue film. The binary blended WOAs in SP1 flux residue and halogen activators in SP4 flux residue accelerated hydrolytic degradation of the resin due to their lower DRH.
-
Flux activator used in flux formulation resulted different spreading effect of flux residue after soldering process. With WOA flux activator, the larger spreading area of flux residue on SP2 reflow soldered SIR pattern induced higher charge transfer compared to SP1 reflow soldered SIR pattern, even though SP2 flux residue obtained the lower conductivity value.
-
Type of flux activator used in flux formulation significantly influenced the leakage current value during accelerated climatic test. The lowest leakage current level obtained by SP3 flux residue could be due to Brönsted-Lowry acid base neutralization of WOA-amine activators and the complexes formation between dissolved anodic ions and ligand from amine additives, whereas the ECM failure of SP4 reflow soldered SIR pattern was attributed to the low DRH and ionization of the corrosive halogen under humid condition.
-
Due to capillary effect in the dummy SMT component with lower stand-off height, flux residue between solder joints provided a hydrophilic media for charge transfer under humid conditions. However, increasing the stand-off height of component resulted in a flux free region between solder joints if the spreading area of the flux residue is small.
-
Result suggested electrochemical reliability of reflow solder paste can be improved by functional organic amine as additive in the flux formulation.
Data availability
Can be provided when required.
Code availability
None.
References
T.R.E.N.D.S. Mordor Intelligence, Surface mount technology market-growth, and forecasts (2020–2025), 2019. https://www.mordorintelligence.com/industry-reports/surface-mount-technology-market
E.H. Amalu, Y.T. Lui, N.N. Ekere, R.S. Bhatti, G. Takyi, Investigation of the effects of reflow profile parameters on lead-free solder bump volumes and joint integrity, in: AIP conference proceedings. 2011. doi: https://doi.org/10.1063/1.3552519
G.R. Blackwell, Experiences with the transition to surface mount technology in ECET labs, in: ASEE 2004 Annu. Conf. Expo. “Engineering Res. New Height., American Society for Engineering Education, 2004: pp. 5569–5573
M.C. Li, A. Al-Refaie, C. Yang, DMAIC approach to improve the capability of SMT solder printing process. IEEE Trans. Electron. Packag. Manuf. 31, 126–133 (2008). https://doi.org/10.1109/TEPM.2008.919342
R. Ambat, H. Conseil-Gudla, V. Verdingovas, Corrosion in electronics, in Reference module in chemistry molecular sciences and chemical engineering. ed. by J. Reedijk (Elsevier, Amsterdam, 2018). https://doi.org/10.1016/B978-0-12-409547-2.13437-7
S. Lee, M. Jung, H. Lee, T. Kang, Y. Joo, Effect of bias voltage on the electrochemical migration behaviors of Sn and Pb. IEEE Trans. Device Mater. Reliab. 9, 483–488 (2009). https://doi.org/10.1109/TDMR.2009.2026737
T. Takemoto, R.M. Latanision, T.W. Eagar, A. Matsunawa, Electrochemical migration tests of solder alloys in pure water. Corros. Sci. 39, 1415–1430 (1997). https://doi.org/10.1016/S0010-938X(97)00038-3
X. Zhong, G. Zhang, X. Guo, The effect of electrolyte layer thickness on electrochemical migration of tin. Corros. Sci. 96, 1–5 (2015). https://doi.org/10.1016/j.corsci.2015.04.014
B. Medgyes, B. Horváth, B. Illés, T. Shinohara, A. Tahara, G. Harsányi, O. Krammer, Microstructure and elemental composition of electrochemically formed dendrites on lead-free micro-alloyed low ag solder alloys used in electronics. Corros. Sci. 92, 43–47 (2015). https://doi.org/10.1016/J.CORSCI.2014.11.004
B. Medgyes, A. Gharaibeh, G. Harsányi, B. Pécz, I. Felhősi, Electrochemical corrosion and electrochemical migration characteristics of SAC-1Bi-xMn solder alloys in NaCl solution. Corros. Sci. 213, 110965 (2023). https://doi.org/10.1016/j.corsci.2023.110965
P. Isaacs, T. Munson, C. Requirements, A. Moving Target, in: 2019 Pan Pacific Microelectron. Symp. (Pan Pacific), 2019: pp. 1–10. doi:https://doi.org/10.23919/PanPacific.2019.8696733
E. Bastow, The effect of reflow profiling on the electrical reliability of no-clean solder paste flux residues, in: IPC APEX EXPO Proc., Las Vegas, 2014
H. Conseil, M.S. Jellesen, R. Ambat, Contamination profile on typical printed circuit board assemblies vs soldering process. Solder Surf. Mt. Technol. 26, 194–202 (2014). https://doi.org/10.1108/SSMT-03-2014-0007
K. Piotrowska, M.S. Jellesen, R. Ambat, Thermal decomposition of solder flux activators under simulated wave soldering conditions. Solder Surf. Mt. Technol. 29, 133–143 (2017). https://doi.org/10.1108/SSMT-01-2017-0003
K.S. Hansen, M.S. Jellesen, P. Moller, P.J.S. Westermann, R. Ambat, Effect of solder flux residues on corrosion of electronics, in: 2009 Annu. Reliab. Maintainab. Symp., 2009: pp. 502–508. doi:https://doi.org/10.1109/RAMS.2009.4914727
P. Isaacs, T. Munson, What makes no-clean flux residue benign?, in: 2016 Pan Pacific Microelectron. Symp. (Pan Pacific), 2016: pp. 1–7. doi:https://doi.org/10.1109/PanPacific.2016.7428404
K. Piotrowska, R. Ambat, Residue-assisted water layer build-up under transient climatic conditions and failure occurrence in electronics. IEEE Trans. Compon. Packag. Manuf. Technol. (2020). https://doi.org/10.1109/TCPMT.2020.3005933
V. Verdingovas, M.S. Jellesen, R. Ambat, Solder flux residues and humidity-related failures in electronics: relative effects of weak organic acids used in no-clean flux systems. J. Electron. Mater. 44, 1116–1127 (2015). https://doi.org/10.1007/s11664-014-3609-0
K. Piotrowska, R. Ud Din, F.B. Grumsen, M.S. Jellesen, R. Ambat, Parametric study of solder flux hygroscopicity: impact of weak organic acids on water layer formation and corrosion of electronics. J. Electron. Mater. 47, 4190–4207 (2018). https://doi.org/10.1007/s11664-018-6311-9
K. Piotrowska, V. Verdingovas, R. Ambat, Humidity-related failures in electronics: effect of binary mixtures of weak organic acid activators. J. Mater. Sci. Mater. Electron. 29, 17834–17852 (2018). https://doi.org/10.1007/s10854-018-9896-0
X. He, M.H. Azarian, M.G. Pecht, Evaluation of electrochemical migration on printed circuit boards with lead-free and tin-lead solder. J. Electron. Mater. 40, 1921–1936 (2011). https://doi.org/10.1007/s11664-011-1672-3
M.S. Jellesen, D. Minzari, U. Rathinavelu, P. Møller, R. Ambat, Corrosion failure due to flux residues in an electronic add-on device. Eng. Fail. Anal. 17, 1263–1272 (2010). https://doi.org/10.1016/j.engfailanal.2010.02.010
V. Verdingovas, M.S. Jellesen, R. Ambat, Relative effect of solder flux chemistry on the humidity related failures in electronics. Solder Surf. Mt. Technol. 27, 146–156 (2015). https://doi.org/10.1108/SSMT-11-2014-0022
P. Kinner, The principle of surface insulation resistance (SIR) testing and its role in establishing the electrochemical reliability of a printed circuit board, in: Proc. 2004 Int. Conf. Bus. Electron. Prod. Reliab. Liabil. (IEEE Cat. No.04EX809), 2004: pp. 3–8. doi: https://doi.org/10.1109/BEPRL.2004.1308141
P. Veselý, D. Bušek, O. Krammer, K. Dušek, Analysis of no-clean flux spatter during the soldering process. J. Mater. Process. Technol. 275, 116289 (2020). https://doi.org/10.1016/j.jmatprotec.2019.116289
M. Yamamoto, T. Shiomi, K. Nakanishi, M. Watanabe, M. Aihara, Soldering flux and solder paste composition, EP1897652A1, 2008
N.-C. Lee, 3 - Solder Paste Technology, in: N.-C.B.T.-R.S.P. Lee (Ed.), Reflow Solder. Process., Newnes, Burlington, 2001: pp. 37–55. doi:https://doi.org/10.1016/B978-075067218-4/50003-8
P. Gnanasekar, J. Chen, R. Goswami, H. Chen, Sustainable shape-memory polyurethane from abietic acid: superior mechanical properties and shape recovery with tunable transition temperatures. ChemSusChem 13, 5749–5761 (2020). https://doi.org/10.1002/cssc.202001983
A. Sharma, Y.-J. Jang, J.B. Kim, J.P. Jung, Thermal cycling, shear and insulating characteristics of epoxy embedded Sn-3.0Ag-0.5Cu (SAC305) solder paste for automotive applications. J. Alloys Compd. 704, 795–803 (2017). https://doi.org/10.1016/j.jallcom.2017.02.036
R.P. Frankenthal, J.D. Sinclair, Electronic materials and devices, corrosion of. Encycl. Mater. Sci. Technol. (2001). https://doi.org/10.1016/B0-08-043152-6/00473-3
S. Zhan, M.H. Azarian, M.G. Pecht, Surface insulation resistance of conformally coated printed circuit boards processed with no-clean flux. IEEE Trans. Electron. Packag. Manuf. 29, 217–223 (2006). https://doi.org/10.1109/TEPM.2006.882496
K. Piotrowska, S. Lagana, M. Jellesen, R. Ambat, Impact of Process-related flux contamination on the electronics reliability issues under detrimental climatic condtions, in: 2019 Pan Pacific Microelectron. Symp. (Pan Pacific), IEEE, Kauai, HI, USA, USA, 2019. doi: https://doi.org/10.23919/PanPacific.2019.8696890
L. Lindau, B. Goldschmidt, Low temperature corrosion in bark fuelled, small boilers, Stockholm, 2008. https://www.osti.gov/etdeweb/servlets/purl/932355
D. Hu, J. Chen, X. Ye, L. Li, X. Yang, Hygroscopicity and evaporation of ammonium chloride and ammonium nitrate: relative humidity and size effects on the growth factor. Atmos. Environ. 45, 2349–2355 (2011). https://doi.org/10.1016/j.atmosenv.2011.02.024
K. Piotrowska, F. Li, R. Ambat, Thermal decomposition of binary mixtures of organic activators used in no-clean fluxes and impact on PCBA corrosion reliability. Solder Surf. Mt. Technol. 32, 93–103 (2019). https://doi.org/10.1108/SSMT-05-2019-0020
V. Verdingovas, M.S. Jellesen, R. Ambat, Influence of sodium chloride and weak organic acids (flux residues) on electrochemical migration of tin on surface mount chip components. Corros. Eng. Sci. Technol. 48, 426–435 (2013). https://doi.org/10.1179/1743278213Y.0000000078
K. Piotrowska, M.S. Jellesen, R. Ambat, Water film formation on the PCBA surface and failure occurrence in electronics, in: 2018 IMAPS Nord. Conf. Microelectron. Packag., 2018: pp. 72–76. doi: https://doi.org/10.23919/NORDPAC.2018.8423854
D. Xu, X. Li, C. Wang, B. Xu, Study on wettability and corrosivity of a new no-clean flux for lead-free solder paste in electronic packaging technology. 2011 Second Int. Conf. Mech. Autom. Control Eng. 1706–1708 (2011). https://doi.org/10.1109/MACE.2011.5987285
Y. Shi, X. Wei, B. Tolla, The Role of organic amines in soldering materials, in: IPC APEX EXPO Conf. Proc., Circuit Insight, San Diego, USA, 2015
F. Li, K. Piotrowska, M.S. Jellesen, R. Ambat, Alkanolamines as activators in no-clean flux systems: investigation of humidity robustness and solderability. J. Mater. Sci. Mater. Electron. (2021). https://doi.org/10.1007/s10854-020-05235-0
M. Bixenman, D. Lober, A. Ailworth, K. Corporation, B. Tolla, D. Ph, J. Allen, D. Jean, K. Loomis, Electrochemical methods to measure the corrosion potential of flux residues (in: IPC APEX EXPO, SMTNET, San Diego, USA, 2017)
F. Li, M.S. Jellesen, R. Ambat, Comparative study of tripropylamine and naphthylamine as additives in wave solder flux: investigation of solderability and corrosion effects. J. Mater. Sci. Mater. Electron. (2022). https://doi.org/10.1007/s10854-022-08012-3
B. Tolla, D. Jean, H. Bhavsar, Y. Shi, X. Wei, Reactivity of no-clean flux residues in electronic assemblies: a systematic study (in: SMTA Int., Rosemont, IL, USA, 2015)
Acknowledgements
The present research work was carried out as a part of work in CELCORR/CreCon consortium (www.celcorr.com). The authors would like to acknowledge the CELCORR/CreCon consortium for the funding support. The authors also would like to acknowledge Anne-Marie Laügt, Emmanuelle Guéné, Mélanie Mathon and Mathilde Buret from Inventec Performance Chemicals for their contribution to the development and fabrication of the solder pastes used in this work.
Funding
Open access funding provided by Technical University of Denmark. The project is funded by CELCORR/CreCon consortium (www.celcorr.com).
Author information
Authors and Affiliations
Contributions
FL: Manuscript writing, analysis, investigation and validation; ARL: investigation; MSJ: conceptualization, resources, project administration and supervision; RA: conceptualization, funding acquisition, project administration and supervision.
Corresponding author
Ethics declarations
Conflict of interest
All authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Li, F., Lakkaraju, A.R., Jellesen, M.S. et al. Effect of flux activator in reflow process related flux residue on the climatic reliability of surface-mount electronic devices. J Mater Sci: Mater Electron 34, 1315 (2023). https://doi.org/10.1007/s10854-023-10708-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10854-023-10708-z