
Abstract
A new strategy to produce lead-free K0.5Na0.5NbO3 (KNN) piezoceramics with reliable and improved piezoelectric performance is presented for the first time. KNN powders were synthesized using two distinct synthesis routes: a mechanochemical activation-assisted solid-state route (KNNSSR) and a sol–gel modified Pechini method (KNNchem). KNNchem powders were mixed with KNNSSR at different weight ratios (0, 3, 5, 10 and 20 wt%), and the mixtures were conventionally consolidated and sintered at 1130 °C for 2 h. It was found that KNNchem powders influence crystal phase, microstructure and piezoelectric properties of the sintered pellets. Gradually increasing KNNchem content promotes the conversion of the undesired phase present in KNNSSR into the stoichiometric one. It is also proved that the addition of KNNchem between 5 and 10 wt% improves piezoelectric properties, eventually leading to a d33 piezoelectric charge constant value of 113–115 pC/N. These values are among the highest reported for undoped KNN ceramics obtained by conventional sintering.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Potassium Sodium Niobate (K1−xNaxNbO3, KNN henceforth) is a piezoelectric ceramic material thoroughly studied in the last two decades owing to its promising properties as a possible lead-free alternative to well-known, high-performing lead-based piezoceramic systems such as PZT and PMN [1]. KNN-based piezoceramics show, in fact, interesting characteristics such as high TC, good temperature stability of their piezoelectric properties, good mechanical quality factor and fatigue resistance, low density, and biocompatibility [2]. However, pure KNN and KNN-based materials still suffer from reproducibility issues such as volatilization of low-melting Na2O and K2O species during calcination or sintering steps, which can detrimentally affect their final stoichiometry [3], chemical inhomogeneities in the calcined powders and sintered samples [4], a very narrow sintering temperature range, immediately below its solidus temperature [5], and abnormal grain growth phenomena reported to occur during sintering [6] or even during calcination [7]. Moreover, it was demonstrated in previous works [8, 9] that in undoped K0.5Na0.5NbO3, the final piezoelectric properties are strongly affected by each step of the production process; among these, insufficient milling treatment of the starting powders can lead to chemical composition inhomogeneities in the ceramics, resulting in poor piezoelectric properties.
Nevertheless, the growing need of producing KNN with piezoelectric properties comparable to those of Pb-based materials has motivated the scientific community to pursue two main research lines, both with and without the use of doping elements. On the one hand, the addition of doping elements (e.g., Li, Ta and Sb [10]) and/or the formation of solid solutions with other perovskite compounds (e.g., Bi0.5Na0.5ZrO3, LiSbO3, BaZrO3 etc. [11]) were studied as tools for phase boundaries tuning purposes, or even creating new ones with the aim of increasing the piezoelectric performance [12]. Even though the introduction of dopants generated many novel KNN-based compositions with improved piezoelectric performance [13, 14], issues related to reproducibility and process scalability of such complex compositions still hinder their widespread use in commercial applications.
On the other hand, piezoelectric properties of pure KxNa1−xNbO3 were improved by using two different approaches: (I) synthesis of starting powders by different methods such as sol–gel precipitation [15,16,17], hydrothermal [18,19,20], spray-drying [21] and spray pyrolysis [22], and (II) by exploiting process strategies (i.e., texturing [23,24,25,26]) and more effective sintering methods such as spark plasma sintering [20, 27,28,29,30], hot pressing [31,32,33], microwave sintering [34, 35] and liquid-phase sintering [36, 37].
The above-mentioned approach based on alternative synthesis methods can be useful for lowering processing temperatures and thus avoid deviations from the ideal stoichiometry due to alkali evaporation [38] yielding higher piezoelectric performance, as shown by d33 values about 150 pC/N [16]. Even though the use of alternative processing or sintering methods provides more effective ways to produce dense KNN ceramics [20, 31], limitations related to longer production times, higher costs and difficult scalability hinder their widespread exploitation.
Therefore, conventional processing and sintering of KxNa1−xNbO3 having simple compositions remain appealing from an industrial point of view in spite of the lower achievable piezoelectric performance (best d33 values about 102–120 pC/N were recently reported [39, 40]).
The aim of this work is to demonstrate for the first time a novel and simple strategy for improving the piezoelectric performance of K0.5Na0.5NbO3 ceramics by means of standard sintering and easy scalable methods, thus avoiding unconventional processes such as texturing, SPS or hot pressing. The concept is based on adding chemically synthesized KNN powder to the one produced via the solid-state reaction route. The use of finer and more reactive nanometre-sized starting powders produced by a sol–gel synthesis route can in fact enhance the driving force of the sintering step [41, 42]. The effect of adding nanosized KNN powder on phase composition, microstructure and piezoelectric properties is thoroughly investigated. This new strategy could be easily transferred to the preparation of a wide range of KNN-based ceramics featuring improved and reliable performances.
2 Material and methods
2.1 KNN powders synthesized via solid-state reaction (KNNSSR)
A mechanochemical activation-assisted solid-state reaction was used to synthesize powders with nominal K0.5Na0.5NbO3 composition. Na2CO3 (Merck, purity 99.5%), K2CO3 (Merck, purity 99%) and Nb2O5 (Aldrich, purity 99.99%, Orthorhombic phase) powders were used as raw materials. All powders were dried at 80 °C for 24 h, weighed, and planetary milled in a 250 cm3 volume zirconia jar using a Fritsch Planetary Mill (PULVERISETTE 6), using distilled water as dispersing medium at 2:1 water/powder weight ratio, and 2 mm-diameter yttria-stabilized zirconia balls at 6:1 w/w balls-to-powder ratio. The milling step was set to last 100 min at a rotation speed of 600 rpm. The as-milled slurry was freeze-dried, and the resulting powder sieved and calcined at 700 °C for 9 h. The as-calcined powder was planetary-milled at 400 rpm for 120 min and finally freeze-dried and sieved. Despite the longer procedure, the use of water as the dispersing medium instead of ethanol allows to obtain softer powders after the freeze drying process, which are both easy to mill and free of stoichiometric of reproducibility issues [8, 9].
2.2 Chemically synthesized KNN powder (KNNchem)
A modified Pechini method was used for the synthesis of the KNN powder [15]. Commercially available reactants: potassium acetate (C2H3O2K, 99.0%, Aldrich), sodium acetate (C2H3O2Na, 99.0%, Aldrich), ammonium niobate oxalate tri-hydrate (C4H4NNbO9⋅3H2O, 99.99%, Aldrich), citric acid (C6H8O7, 99.5%, Aldrich), acetone (C3H6O, 99.9%, Aldrich), and double-distilled water were used as raw materials without further purification. A 1 M solution of citric acid was prepared by dissolving 100 mmol of citric acid in 100 mL of distilled water under stirring. 50 mmol of ammonium niobium oxalate tri-hydrate (ANOT) were then added to the as-prepared citric acid solution, and mixed under reflux and continuous stirring conditions at 60 °C for 30 min. The alkali acetates (25 mmol), with a molar ratio 1:1, were dissolved in 50 ml of water and subsequently added dropwise to the ANOT and citric acid solution previously prepared. The obtained solution was then mixed under reflux and continuous stirring at 60 °C for 30 min. Acetone was then added at room temperature to the clear solution and mixed for 45 min under stirring. The transparent gel was obtained by heating the solution at 100 °C for 3 h. The final gel was further thermally treated in air at 350 °C for 5 h in an alumina crucible. The resulting ashes were ball-milled for 1 h in ethanol (99.9%, Aldrich), dried at 80 °C for 12 h, and calcined at different temperatures (500, 600, 650 and 700 °C) for 5 h in an alumina crucible, and then sieved.
2.3 Sintering
For the preparation of KNN ceramics, 3, 5, 10 and 20% w/w amounts of KNNchem powders were added to the KNNSSR ones. Each KNNSSR + KNNchem powder mixture (KNNmix) was homogenized by ball-milling in ethanol for 1.5 h, dried at 80 °C for 12 h, and then sieved at 250 μm. The so-obtained mixtures were named according to the amounts of KNNchem added to KNNSSR, i.e., as 03KNNmix, 05KNNmix, 10KNNmix and 20KNNmix.
The KNNSSR and KNNmix powders were cold consolidated into discs (Ø = 12 and 20 mm) by die pressing at 200 MPa, followed by cold isostatic pressing at 240 MPa. Finally, the green bodies were sintered in a sealed alumina crucible in the presence of pack powder (KNN with 2 wt% alkali excess, ref. [9]), at 1130 °C for 2 h and 2.5 °C/min heating rate. The sintered discs were then shaped and lapped to a 10:1 diameter-to-thickness ratio. Electrodes were then screen printed onto the samples circular faces using a conductive Ag paste fired at 750 °C for 15 min. The discs were finally poled in silicone oil at 120 °C for 40 min under an applied DC field of 4.5 kV/mm.
2.4 Characterizations
The thermal behaviour of KNNchem precursors and of the corresponding calcined powder at 500 °C was investigated using a simultaneous thermal analyser (STA 449C, Netzsch, Selb, Germany) under air flux, over the 25–1050 °C temperature range at 5 °C/min heating rate. Dilatometric measurements were performed on KNNchem powders uniaxially (200 MPa) and isostatically (240 MPa) pressed into pellets. Dilatometric measurements were performed in air with a 402 CD horizontal dilatometer (Netzsch, Selb, Germany), at 5 K/min heating rate between 20 and 1150 °C.
The crystalline phase of both powders and sintered pellets was analysed by XRD diffractometry (Bruker D8 Advance, Karlsruhe, Germany), using Cu Kα radiation. Patterns were recorded over the 15° ≤ 2θ ≤ 80° range at 2.4°/min scanning rate. For XRD analysis, sintered pellets were ground to a fine powder, which was then sieved and annealed at 700 °C for 30 min to eliminate any lattice strain contributions, and then sieved a second time. Rietveld refinements [43,44,45] of the diffraction patterns were carried out using GSAS-II© (General Structure Analysis System) software [46]. Hot-stage XRD analysis was also performed in the temperature range between 30 and 800 °C at 10 °C/min to verify the phase evolution of the KNNmix powder during the sintering treatment.
Calculations to determine the K0.5Na0.5NbO3 phase amount in all spectra were carried out using a structure file (COD DB #2300499 [47]) with noncentrosymmetric A-centred orthorhombic space group (Amm2), while for the K6Nb10.8O30 phase a structure file (COD DB #8101301 [48]) with centrosymmetric primitive tetragonal space group was used (P4/mm).
The particle size distributions of the powders were measured using a Malvern Morphologi 4 optical granulometer (Malvern PANalytical, Malvern, UK).
The specific surface area of the KNN powders was measured by the BET method (Sorpty 1750, Carlo Erba).
The green and sintered density values were obtained both by averaging values of the mass-to-geometric volume ratio and by Archimedes’ method. The relative density is given as the per cent ratio of the experimental to the theoretical value (4.517 g/cm3).
The morphology and microstructure of the powders and sintered samples were investigated by scanning electron microscopy (SEM-FEG, Carl Zeiss Sigma NTS GmbH, Oberkochen, Germany). For microstructural analysis, sintered samples’ polished cross sections were thermally etched at 980 °C for 15 min in air. The grain size distribution of the sintered samples was calculated via image analysis of the SEM micrographs using the ImageJ software (Java, ORACLE, Redwood City, US-CA).
Piezoelectric, dielectric, and mechanical parameters of the samples were determined at least 24 h after poling, by acquiring their room-temperature piezoresonance spectra with an HP 4194A (Hewlett Packard, USA) impedance analyser, detecting resonance and antiresonance frequencies over the 100 Hz–40 MHz range. Room-temperature capacitance and loss tangent were measured at 1 kHz using the same instrument. Dielectric, piezoelectric, and mechanical parameters were calculated according to the 1986 ASTM Standard on Piezoelectricity. The d33 piezoelectric coefficient values were separately measured using a Sinocera S 5865 d33-meter calibrated with a 360 pC/N standard sample provided by the manufacturer.
3 Results and discussion
3.1 Optimization of KNNchem calcination
The thermal behaviour of the KNNchem precursor ashes was studied by TG-DSC analysis to optimize their calcination temperature. The thermogravimetric curve (Fig. 1a) shows a first weight loss at 80 °C due to water evaporation, and a larger weight loss (28.1 wt%) at 505 °C, with an onset temperature of 497 °C. This behaviour is related to the combustion reaction of the organic fraction of the gel ashes, and it is confirmed by the sharp exothermic peak registered at the same temperature. Further thermogravimetric events occur at higher temperatures up to about 700 °C, as a consequence of the complete decomposition of the residual carbonaceous species, leading to a total weight loss of 38.6 wt%. After calcining the precursor ashes at 500 °C for 5 h, an experimental weight loss of 33.8 ± 0.4 wt% was registered, confirming an effective combustion of organic compounds.

a TG-DSC analysis of precursor ashes of KNNchem. b XRD spectra of the KNNchem powders calcined at different temperatures for 5 h, and c their corresponding granulometric cumulative curves
The XRD patterns in Fig. 1b show that the pure KNN crystal phase is formed already after calcination at 500 °C for 5 h (COD DB #2300499 [47]). Further temperature increase leads to a more crystalline phase in which the splitting of the peaks located at 22° < 2θ < 24° and at 45° < 2θ < 47° becomes detectable, confirming the expected orthorhombic phase at room temperature for calcination temperatures above 600 °C [49,50,51]. The granulometric curves in Fig. 1c show that the very fine KNNchem particles produced by calcination at 500 °C grow upon calcination at 600 °C and 650 °C, displaying larger particles size than those obtained at 700 °C (see also percentile values displayed in Table 1). The slightly finer mean agglomerate size after calcination at 700 °C can be due to the complete combustion of residual carbonaceous species that occurs at this temperature, as already shown by the TG-DSC analysis (Fig. 1a).
The effect of the calcination temperature on the KNNchem powder’s morphology is reported in Fig. 2. The SEM micrographs show that the particles have a cuboidal shape typical of KNN powder [2]; their average size gets larger with increasing calcination temperature, consistently with data shown in Table 1.

SEM micrographs of KNNchem powders calcined at different temperatures
Since the aim of this work was that of exploiting the high reactivity of chemically synthesized nanosized KNN powders when mixed with KNNSSR, those obtained at the lowest temperature (500 °C) were selected. Although this type of powder may still contain unreacted carbonaceous species, their potential higher reactivity in terms of smaller size [42] and their demonstrated ability to fully transform into the orthorhombic phase during the thermal treatments makes this powder a promising candidate material for enhancing the microstructure evolution during the subsequent thermal treatment.
3.2 Morphological and microstructural characterization of the KNNSSR-KNNchem mixed powders and their sintering behaviour
Granulometric analysis (Fig. 3a) shows that KNNSSR and KNNchem powders have d50 values of 0.98 and 0.21 µm, and d90 values of 6.82 and 3.54 µm, respectively. Therefore, most of KNNchem particles size is in the nanosized range and thus very fine, as expected with powders obtained via a chemical synthesis route [41]. Moreover, a specific surface area of 21 m2/g and 17 m2/g was measured for KNNchem and KNNSSR, respectively.

a Cumulative granulometric curves of KNNSSR and KNNchem. SEM micrographs of b KNNSSR and c KNNchem calcined at 500 °C for 5 h
The SEM micrographs shown in Fig. 3b and c compare the different powder morphologies obtained via the two synthesis routes. Homogeneously sized cuboidal particles with mean particle size in the sub-micrometre range were obtained for the KNNchem powders calcined at 500 °C, while spheroidal particles with less uniform size were produced by the solid-state reaction. The resulting morphological characteristics confirm the higher potential reactivity of KNNchem powders with respect to the KNNSSR ones.
The XRD spectra of the powders are shown in Fig. 4a. As previously mentioned, KNNchem powders show a pure phase spectrum, without undesired additional phases, in which the peaks match the pattern of the desired stoichiometric perovskite. On the other hand, KNNSSR displays the typical KNN perovskite pattern (COD DB #2300499 [47]), with the presence of an undesired phase indexed as K6Nb10.8O30 (COD DB #8101301 [48]). In addition, the two reflections peaking at 29.25° and 30.17° may also be attributed to the compound Na2Nb4O11 (COD DB #7212163 [52]). However, due to the higher amount of K6Nb10.88O30 and the overlapping of the peaks, a precise quantification of the latter is challenging. According to Malic et al. [53], both compounds are in fact formed during the solid-state reaction of the KNN perovskite.

XRD spectra of KNNSSR and KNNchem powders before (a) and after (b) mixing according to different weight ratios
The formation of K6Nb10.88O30 takes place at the interface between the two reactants Nb2O5 and K2CO3, while Na2Nb4O11 formation occurs at the interface between Nb2O5 and Na2CO3. When both alkaline species react with Nb2O5, a third species defined as (K,Na)2Nb4O11, isostructural to Na2Nb4O11, can be formed in which its stoichiometric K/Na ratio may vary over the reaction volume. On a theoretical basis, these three species should gradually disappear while the solid-state reaction evolves towards the formation of the pure stoichiometric perovskite. In this specific case, the presence of these undesired phases can be attributed to a too mild planetary milling treatment [9] during the scaling up of the KNN synthesis process. The mechanical energy budget was too low to promote the suitable activation of all reactants and the production of the desired stoichiometric perovskite after the calcination step. In fact, as recently demonstrated by Thong et al. [4], chemical inhomogeneity may arise during solid-state reaction due to less-than-optimal particle size distribution of the precursors and competition among the reactants.
Figure 4b shows the XRD spectra of the powders after mixing (KNNmix) in the 3, 5, 10 and 20 wt% ratios. For all the reported diffractograms, it is possible to recognize a pattern similar to that of unmixed KNNSSR. This demonstrates that the mixing step, performed by a weak ball-milling process, does not lead to a change in crystal structure in which the biggest contribution is ascribed to KNNSSR.
3.3 Crystallographic, microstructural and piezoelectric characterization of the sintered pellets
The density of the green bodies and of the sintered samples are summarized in Table 2. In the case of 3 and 5 wt%, the addition of KNNchem does not significantly affect the sintered density while density drops for 10KNNmix samples. It is also worth noting that the green density in the case of KNNchem is about 5% lower than that of KNNSSR. In fact, green densities slightly decrease upon addition of KNNchem as a consequence of the different particle size distribution and morphology of the two powders, decreasing the packing ratio.
The XRD spectra of the sintered pellets shown in Fig. 5a) evidence that the undesired K6Nb10.8O30 phase disappears at increasing the KNNchem content, becoming undetectable in the 10KNNmix and 20KNNmix samples.

XRD spectra of the sintered pellets with different KNNchem weight ratios. Rietveld refinement plots of the X-ray powder diffraction patterns collected at RT for b KNNSSR and c 10KNNmix
The results of Rietveld refinements performed on the sintered samples are reported in Table 3, while Rietveld refinement plots for KNNSSR and 10KNNmix are shown in Fig. 5b and c.
Good fitting of the results provides supporting evidence of a negligible difference in the unit cell volumes of the five samples main phase while the presence of the K6Nb10.8O30 phase decreases from 8.5 wt% in KNNSSR to 3.9 wt% in 05KNNmix. The quantitative phases analysis also confirms that no secondary phase can be detected in the 10KNNmix and 20KNNmix samples. In addition, although Rietveld refinements results indicate the presence of KNN stoichiometric phase in all samples, it is worth stressing here that this main phase might feature chemical inhomogeneities, i.e., K/Na stoichiometric ratio different from 50/50 across the whole microstructure. It cannot be excluded, in fact, that such stoichiometric main phase results from statistic overlapping of reflections of phases having a general formula of KxNa1−xNbO3 but maintaining an overall alkali K/Na ratio of 50/50. Furthermore, as already explained in the previous section, a certain quantity of Na2Nb4O11 is expected here, though undetected, as a result of the segregation of sodium and potassium during the solid-state reaction.
In order to understand the phase evolution in 10KNNmix samples, the corresponding powders were analysed by hot-stage XRD measurements over the 25–800 °C temperature range. As reported in Fig. 6a), the intensity of K6Nb10.8O30 reflections (25–30° range) decreases appreciably at temperatures higher than 400 °C, eventually disappearing at 800 °C. The phase evolution in such samples may be explained by taking into consideration the thermal behaviour of pure KNNchem powders. The high reactivity of pure KNNchem samples during the thermal treatment leads to preponderant coarsening processes hindering proper densification under the same sintering conditions. It is in fact well known that evaporation/condensation together with surface diffusion, the latter of which is crucial for nanocrystalline powders [54], are material transport mechanisms generally referred as non-densifying mechanisms [2]. In addition, Haugen et al. [22] already reported the difficulty of sintering submicrometric KNN powders. They suggested that small amounts of alkaline hydroxides/carbonates species may form on the surface of particles at room temperature by reacting with the atmosphere and humidity, resulting in a liquid phase that enhances coarsening and particle growth. On this note, Fig. 6b) shows a pellet consisting of 100 wt% KNNchem powder that was thermally treated at 1130 °C for 2 h. Large crystallites and pores are, in fact, visible on such sample and are likely due to the mentioned coarsening mechanisms. The presence of alkaline carbonates/bicarbonates is confirmed by the thermogravimetric and dilatometric analyses registered onto a 100 wt% KNNchem green pellet. The TG-DSC analysis (Fig. 6c) shows an initial weight loss, along with three endothermic peaks (89 °C, 134 °C and 183 °C) that can likely be attributed to the following reactions: (a) evaporation of adsorbed moisture and dehydration of monohydrates/sesquihydrates carbonates, (b) decomposition of alkaline bicarbonates into carbonates with H2O/CO2 release, and (c) further dehydration of hydrated carbonates [55,56,57]. Due to the complex composition of those species on the surface of KNNchem and the associated thermal reaction events that strongly depend on environmental moisture and local CO2 concentration, it is impossible to assign such peaks with greater accuracy. A subsequent weight loss occurs in the 750–900 °C range with a correlated endothermic peak, which is likely compatible with a decarbonation reaction of alkaline carbonates, which furthermore confirms the presence of the species on the surface of KNNchem particles [58, 59]. On the other hand, alkaline hydroxides could not be detected by TG-DSC, even though their presence is expected, since such compounds are involved in the formation of bicarbonates/carbonates by reacting with moisture and CO2. In addition, since the phase evolution of KNNSSR has been verified to be re-activated from 400 °C on, this temperature matches the melting points of potassium (360 °C) and sodium hydroxides (318 °C) [55,56,57,58,59].

a Hot-stage XRD spectra and relative temperature of acquisition of 10KNNmix powders. b Photograph of a KNNchem pellet after thermal treatment at 1130 °C for 2 h and its optical micrograph of the surface showing large crystals. c TG-DSC and d dilatometric analyses performed on a green pellet of KNNchem calcined at 500 °C × 5 h
Figure 6d shows KNNchem’s dilatometric curve. A multi-step shrinkage pattern starts at the onset temperature of ca. 595 °C. A second shrinkage occurs between 650 and 850 °C. Finally, the dilatometric curve shows the onset of sintering at 935 °C, with a total shrinkage of 45% at about 1060 °C. However, the curve does not reach a plateau due to an instrumental signal loss caused by incipient melting of the sample, as confirmed by the endothermic peak at about 1000 °C in the DSC curve (Fig. 6c, red circle).
A possible explanation of the KNNchem contribution on the phase evolution mechanism of KNNmix samples is sketched in Fig. 7.

Depiction of the hypothesized mechanism of KNNchem powder’s contribution on phase evolution in KNNmix samples
As previously described, KNNSSR powders are characterized by particles containing several phases while maintaining an overall stoichiometric 50/50 ratio of the two alkaline elements. Potassium and sodium have different diffusion rates, determining a segregation of each alkaline element in the microstructure, especially in the present case, in which optimal grain size distribution of each reactant is not reached after milling. Thus, the formation of the expected stoichiometric K0.5Na0.5NbO3 perovskite is accompanied by the formation of K6Nb10.8O30 that may result from a preferential reaction between K2CO3 and Nb2O5. Subsequently, formation of Na2Nb4O11 and KxNa1-xNbO3 potassium-deficient phases is expected, but their presence is difficult to detect in this case. The highly reactive KNNchem powders added to KNNSSR generate a transient liquid phase at 400 °C, originating from alkaline carbonates and hydroxides at the surface of KNNchem grains, which enhances the diffusion of alkaline species across the microstructure. Potassium and sodium species diffuse towards and inside every surrounding grain, resulting in reactions among the non-stoichiometric phases and the free-species generated in situ by KNNchem.
The overall result of such event is the compensation of the stoichiometry and further conversion of the undesired phase to stoichiometric perovskite. This phase conversion occurs at temperatures ranging between 400 and 800 °C, thus over a lower and wider temperature range than that of frequently reported calcination temperatures for KNN [2], in which the perovskite phase is expected to form by solid-state reaction processes. It can be assessed that KNNchem powder’s role is the re-activation of the solid-state reaction leading to the formation of the stoichiometric perovskite. KNNchem’s grains are not fully consumed as the reaction goes on and contribute to the grain growth process as well as the evolution of the microstructure during sintering. Grains consisting of stoichiometric phase are thought to interact with the KNNchem liquid phase as well, but such interaction only results in grain growth and changes in grain shape and morphology, leaving the same starting stoichiometry unaffected.
In case of less than 10 wt % addition of KNNchem, the amount of the same is not sufficient to promote full phase conversion. Similarly, without addition of KNNchem,, phase conversion is not re-activated in the KNNSSR powder.
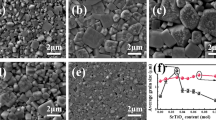
SEM micrographs of the thermally etched cross sections are shown in Fig. 8. Microstructural analysis highlights that even though the grain size is mostly in the sub-micrometric range, featuring few large grains surrounded by a large number of smaller ones, no substantial microstructural difference is detectable for the KNNSSR, 03KNNmix and 05KNNmix samples. Small globular-shaped grains are present in the KNNSSR and 03KNNmix samples (red circles in Fig. 8), which can likely be attributed to the K6Nb10.8O30 phase. These grains become smaller and more uniformly distributed with increasing KNNchem content. In addition, density values measured after sintering at 1130 °C (Table 2) are comparable, suggesting that small amounts of KNNchem powder (3 and 5 wt%) do not significantly affect the densification and sintering behaviour of KNNSSR.

SEM micrographs of polished and thermally etched cross-sectional surfaces of sintered KNN samples. On the left bottom side, plot of normalized grain size cumulative frequency curves
In the case of the 10KNNmix sample, it is possible to notice the formation of a residual micro-porosity, evenly distributed across the section. This agrees with the low sintered density value reported in Table 2 and could be explained by the larger amount of KNNchem. The use of two KNN powders with different surface reactivity and morphological characteristics may lead to heterogeneous shrinkage [60] and, therefore, lower density values due to different densification and shrinkage mechanisms. On the other hand, the use of 20 wt% of KNNchem powder exacerbates this phenomenon, leading to a heterogeneous microstructure consisting of well-densified regions alternating with highly porous ones, with an overall density value slightly higher than the 10KNNmix sample. Such microstructural inhomogeneity may be the result of preferential segregation of KNNchem and KNNSSR powders in the starting green body. Furthermore, rounded-edges grains can be observed in well-densified regions of 20KNNmix microstructure that may result from a liquid-phase sintering process, thus confirming the hypothesized mechanism. In the case of less densified regions, such mechanism may have hindered proper densification. These results are also confirmed by the cumulative normalized frequencies of grain size of the sintered samples plotted in Fig. 8. The average grain size initially decreases from 0.40 µm in KNNSSR to 0.33 µm and 0.35 µm in 05KNNmix and 10KNNmix, respectively, then increases to 0.65 µm in 20KNNmix. Moreover, the presence of larger amounts of KNNchem powder not only changes the average grain size, but also its distribution. For example, in KNNSSR, the grain size is mostly distributed within the 0.15–0.42 µm range. Increasing the KNNchem content results in an increase in the population of smaller grains around the mean value. In 10KNNmix, the grain size is evenly distributed over the 0.10–0.46 µm range with a very small number of larger grains. However, the highest KNNchem content leads to a segregation of KNNSSR and KNNchem in different areas of the green body and, as a consequence, of the sintered ceramic, leading to inhomogeneous regions with larger average grain size due to the coarsening of KNNchem nanopowders promoted by the surface diffusion mechanism.
These results suggest that the use of a too high amount of KNNchem powder negatively affects the final KNN ceramic microstructure, even though KNNchem promotes a chemical homogenization and yields a pure stoichiometric KNN perovskite.
The piezoelectric and dielectric characterization (Table 4) highlights that the addition of chemically synthesized KNNchem has considerable effect on the piezoelectric and dielectric properties of the sintered samples. The main noticeable effect is the increased d33 coefficient, which progressively increases from 76 pC/N at 0 wt% KNNchem to 115 pC/N at 10 wt% KNNchem. Such d33 value is comparable to the highest d33 values reported in the literature for conventional processing and sintering of undoped stoichiometric KNN [39]. d33 values between 65 and 117 pC/N were in fact reported for pure KNN system [8, 61,62,63,64] synthesized starting from planetary milled precursors and finally sintered in air at temperatures ranging between 1100 and 1140 °C. It is worth noting that d33 values seem to be independent on density, which is an interesting peculiarity of the materials studied in the present work.
The same trend was observed for the electromechanical thickness and planar coupling factor kt and kp, respectively. The increase in d33 and k values seems to be concurrent with the progressive disappearance of the secondary phase with increasing content of KNNchem, as previously demonstrated by the Rietveld’s refinements studies. Nonetheless, the drop of d33 and k values in 20KNNmix samples must be attributed to their inhomogeneous microstructure, even though these samples present pure KNN stoichiometric phase.
The trend of the dielectric parameters \({\varepsilon }_{33}^{T}\) and tan(δ) is similar, characterized by slightly lower values up to 5 wt% of KNNchem content, followed by an increase in both \({\varepsilon }_{33}^{T}\) and tan(δ) values that can be explained with augmented porosity in sintered samples containing more than 10 wt% KNNchem. Other dielectric measurements at different frequencies are reported in Figure S1 of the Supplementary Information. With the only exception of sample 10KNNmix, dielectric constant’s magnitude values fall into the 100 ≤ εR ≤ 2000 range for 1 kHz ≤ f ≤ 1 MHz, in reasonable agreement with room-temperature values given in the literature. Dielectric loss tangent values generally indicate poor dielectric performance of all samples over said range, with the possible exception of sample 5KNNmix whose loss tangent has values close to zero. Sample 10KNNmix’s dielectric performance is very poor, with a value of the dielectric loss tangent about 2.7 at 100 Hz. The influence of the addition of KNNchem on P–E loops of the corresponding ceramics was also investigated (Figure S2). The shown P–E loops are standard ferroelectric hysteresis loops, featuring polarization values about 15 µC/cm2 at 30 kV/cm electric field, with remnant polarization of 3.25 and 3.44 µC/cm2, for KNNSSR and 5KNNmix, respectively, and coercive field values about 4.5 kV/cm. Similar values have been presented in the literature.
As previously explained, the main reason for the poor piezoelectric performance of KNNSSR is mainly attributed to insufficiently energetic milling treatment and thus to the presence of a secondary detrimental phase in addition to the pure KNN perovskite one.
According to piezoelectric and dielectric measurements, an increase in piezoelectric properties can be observed with increasing content of KNNchem. Samples 05KNNmix and 10KNNmix should be considered as the best performing piezoceramics in this work. However, 10KNNmix shows high tan(δ) and poor sintered density values, in spite of being constituted of pure KNN perovskite phase, with uniform and well-distributed grains. On the other hand, 05KNNmix shows improved d33 and kt values along with acceptable density value and grain size distribution whose average value is not so different to that of KNNSSR. The presence of the small amount of undesired phase (about 3.9 wt%) in 05KNNmix seems to slightly affect the piezoelectric performance with respect to 10KNNmix.
Therefore, a balanced addition of KNNchem can reduce the content of the undesired phase, resulting in better piezoelectric performances. The further addition of KNNchem up to 10 wt% can effectively yield better piezoelectric response as well as decreased densities.
The addition of 20 wt% of KNNchem was demonstrated to be beneficial for stoichiometry homogenization (phase purity), but it is detrimental for the microstructure (increased average grain size and heterogeneity), and therefore for the piezoelectric response.
Results as a whole suggest that the best KNN piezoelectric performance can be obtained with the right combination of all these parameters (purity of crystallographic phase, average grain size and grain size distribution, density, characteristics of the starting powders etc.) and that it can be improved by the addition of chemically synthesized pure-phase KNN powders combining right stoichiometry and high reactivity.
4 Conclusions
This work investigates the possibility of exploiting the high reactivity of a chemically synthesized KNN powder, to provide a simple, effective, and easily scalable strategy to eliminate secondary phases and improve the final piezoelectric performance without using complex, expensive, and unconventional production technologies.
Two powders with stoichiometric formula K0.5Na0.5NbO3 were produced through two different methods: mechanochemically activated solid-state synthesis (KNNSSR) and chemical synthesis (KNNchem). 500 °C for 5 h has been selected as optimal calcination condition to obtain fine and highly reactive KNNchem powders. KNNSSR powders were mixed with KNNchem according to different weight percentages (3, 5, 10 and 20%) and then sintered. The highly reactive KNNchem particles play an active role in reducing the amount of undesired crystal phases, further converting them into orthorhombic stoichiometric KNN perovskite. A possible mechanism has been proposed to explain such chemical homogenization: alkaline hydroxides/carbonates/bicarbonates formed on the surface of highly reactive KNNchem particles promote a liquid-phase formation at temperature higher than 400 °C. The liquid phase enhances the diffusion of alkaline species across the whole microstructure, leading to a re-activation of perovskite formation. During sintering, the residual highly reactive fine powders contribute to grain growth and interdiffusion. Piezoelectric constants d33 and kt improve with increasing KNNchem content up to 10 wt%, and then decrease in 20KNNmix sample. In particular, the d33 piezoelectric charge constant increases from 76 to 115 pC/N at 10 wt% of KNNchem fraction. Sintered density values do not increase with further addition of KNNchem; therefore, 05KNNmix samples are considered the best compromise between piezoelectric (d33 = 113 pC/N, kt = 0.44) and dielectric properties (\({\varepsilon }_{33}^{T}\) = 492, tan(δ) = 60 × 10–3) and sintered density (91.9%), even though an amount of 3.9 wt% of undesired phase is still present. The presence of such undesired phase is not beneficial for the piezoelectric performance, but it is demonstrated here that its content can be decreased with the addition of KNNchem, thus enhancing the piezoelectric properties.
The results of this work confirm that it is possible to improve the stoichiometric homogenization and piezoelectric properties of KNN sintered pellets obtained from poorly activated starting powders by adding chemically synthesized KNN powders with the same stoichiometry. This approach could be successfully applied to more complex compositions to promote the industrial scale production of reliable and performing lead-free ceramics by conventional synthesis and sintering routes.
Data availability
All data generated or analysed during this study are included in this published article.
References
H.C. Thong, C. Zhao, Z. Zhou, C.F. Wu, Y.X. Liu, Z.Z. Du, J.F. Li, W. Gong, K. Wang, Mater. Today 29, 37–48 (2019). https://doi.org/10.1016/j.mattod.2019.04.016
B. Malič, J. Koruza, J. Hreščak, J. Bernard, K. Wang, J.G. Fisher, A. Benčan, Materials 8, 8117–8146 (2015). https://doi.org/10.3390/ma8125449
A. Popovič, L. Bencze, J. Koruza, B. Malič, RSC Adv. 5, 76249–76256 (2015). https://doi.org/10.1039/C5RA11874C
H.-C. Thong, A. Payne, J.-W. Li, Y.-Y.-S. Cheng, J.L. Jones, K. Wang, Acta Mater. 211, 116833 (2021). https://doi.org/10.1016/j.actamat.2021.116833
J. Hreščak, A. Bencan, T. Rojac, B. Malič, J. Eur. Ceram. Soc. 33, 3065–3075 (2013). https://doi.org/10.1016/j.jeurceramsoc.2013.07.006
Y. Zhen, J.F. Li, J. Am. Ceram. Soc. 90, 3496–3502 (2007). https://doi.org/10.1111/j.1551-2916.2007.01977.x
H.C. Thong, Z. Xu, C. Zhao, L.Y. Lou, S. Chen, S.Q. Zuo, J.F. Li, K. Wang, J. Am. Ceram. Soc. 102, 836–844 (2019). https://doi.org/10.1111/jace.16070
B. Chen, P. Liang, D. Wu, X. Zhao, X. Qiao, Z. Peng, L. Wei, X. Chao, Z. Yang, Powder Technol. 346, 248–255 (2019). https://doi.org/10.1016/j.powtec.2019.01.039
R. Beltrami, E. Mercadelli, C. Baldisserri, C. Galassi, F. Braghin, N. Lecis, Powder Technol. 375, 101–108 (2020). https://doi.org/10.1016/j.powtec.2020.07.098
J.F. Li, K. Wang, F.Y. Zhu, L.Q. Cheng, F.Z. Yao, J. Am. Ceram. Soc. 96, 3677–3696 (2013). https://doi.org/10.1111/jace.12715
J. Xing, T. Zheng, J. Wu, D. Xiao, J. Zhu, J. Adv. Dielectr. 8, 1830003 (2018). https://doi.org/10.1142/S2010135X18300037
X. Lv, J. Zhu, D. Xiao, X.X. Zhang, J. Wu, Chem. Soc. Rev. 49, 671–707 (2020). https://doi.org/10.1039/C9CS00432G
K. Chen, J. Ma, C. Shi, W. Wu, B. Wu, J. Alloys Compd. 852, 156865 (2021). https://doi.org/10.1016/j.jallcom.2020.156865
T. Zheng, J. Wu, D. Xiao, J. Zhu, Scripta Mater. 94, 25–27 (2015). https://doi.org/10.1016/j.scriptamat.2014.09.008
N. Senes, A. Iacomini, N. Domingo, S. Enzo, G. Mulas, S. Cuesta-Lopez, S. Garroni, Phys. Status Solidi (A) 215, 1700921 (2018). https://doi.org/10.1002/pssa.201700921
K.I. Kakimoto, Y. Hayakawa, I. Kagomiya, J. Am. Ceram. Soc. 93, 2423–2426 (2010). https://doi.org/10.1111/j.1551-2916.2010.03748.x
S. Kumar, M. Shandilya, S. Thakur, N. Thakur, G.A. Kaur, J. Sol-Gel Sci. Technol. 92, 215–223 (2019). https://doi.org/10.1007/s10971-019-05077-1
L.A. Ramajo, F. Rubio-Marcos, A. Del Campo, J.F. Fernández, M.S. Castro, R. Parra, Ceram. Int. 40, 14701–14712 (2014). https://doi.org/10.1016/j.ceramint.2014.06.059
Y. Zhao, R. Huang, R. Liu, H. Zhou, W. Zhao, Curr. Appl. Phys. 13, 2082–2086 (2013). https://doi.org/10.1016/j.cap.2013.08.015
N. Liu, K. Wang, J.F. Li, Z. Liu, J. Am. Ceram. Soc. 92, 1884–1887 (2009). https://doi.org/10.1111/j.1551-2916.2009.03126.x
R. López, F. González, M.P. Cruz, M.E. Villafuerte-Castrejon, Mater. Res. Bull. 46, 70–74 (2011). https://doi.org/10.1016/j.materresbull.2010.09.034
A.B. Haugen, F. Madaro, L.P. Bjørkeng, T. Grande, M.A. Einarsrud, J. Eur. Ceram. Soc. 35, 1449–1457 (2015). https://doi.org/10.1016/j.jeurceramsoc.2014.11.011
Y. Chang, S.F. Poterala, Z. Yang, S. Trolier-McKinstry, G.L. Messing, J. Mater. Res. 25, 687–694 (2010). https://doi.org/10.1557/JMR.2010.0084
Y. Li, C. Hui, M. Wu, Y. Li, Y. Wang, Ceram. Int. 38, S283–S286 (2012). https://doi.org/10.1016/j.ceramint.2011.04.102
A.B. Haugen, G.H. Olsen, F. Madaro, M.I. Morozov, G. Tutuncu, J.L. Jones, T. Grande, M.A. Einarsrud, J. Am. Ceram. Soc. 97, 3818–3825 (2014). https://doi.org/10.1111/jace.13223
L. Li, W. Bai, Y. Zhang, B. Shen, J. Zhai, J. Alloys Compd. 622, 137–142 (2015). https://doi.org/10.1016/j.jallcom.2014.10.014
B.P. Zhang, J.F. Li, K. Wang, H. Zhang, J. Am. Ceram. Soc. 89, 1605–1609 (2006). https://doi.org/10.1111/j.1551-2916.2006.00960.x
J.F. Li, K. Wang, B.P. Zhang, L.M. Zhang, J. Am. Ceram. Soc. 89, 706–709 (2006). https://doi.org/10.1111/j.1551-2916.2005.00743.x
M. Bah, F. Giovannelli, F. Schoenstein, G. Feuillard, E. Le Clezio, I. Monot-Laffez, Ceram. Int. 40, 7473–7480 (2014). https://doi.org/10.1016/j.ceramint.2013.12.097
T. Morshed, E.U. Haq, C. Silien, S.A.M. Tofail, M.A. Zubair, M.F. Islam, IEEE Trans. Dielectr. Insul. 27, 1428–1432 (2020). https://doi.org/10.1109/TDEI.2020.008820
R.E. Jaeger, L. Egerton, J. Am. Ceram. Soc. 45, 209–213 (1962). https://doi.org/10.1111/j.1151-2916.1962.tb11127.x
Z. Yu, X. Chen, Y. Su, H. Lian, J. Lu, J. Zhou, P. Liu, J. Mater. Sci. 54, 13457–13466 (2019). https://doi.org/10.1007/s10853-019-03850-9
Z. Li, H. Sun, X. Liu, H. Sui, H. Guo, Ceram. Int. 46, 11617–11621 (2020). https://doi.org/10.1016/j.ceramint.2020.01.191
M. Feizpour, H.B. Bafrooei, R. Hayati, T. Ebadzadeh, Ceram. Int. 40, 871–877 (2014). https://doi.org/10.1016/j.ceramint.2013.06.081
H.S. Devi, M. Maisnam, Integr. Ferroelectr. 202, 204–209 (2019). https://doi.org/10.1080/10584587.2019.1674838
J. Bernard, A. Benčan, T. Rojac, J. Holc, B. Malič, M. Kosec, J. Am. Ceram. Soc. 91, 2409–2411 (2008). https://doi.org/10.1111/j.1551-2916.2008.02447.x
K. Chen, F. Zhang, J. Zhou, X. Zhang, C. Li, L. An, Ceram. Int. 41, 10232–10236 (2015). https://doi.org/10.1016/j.ceramint.2015.04.131
N.M. Hagh, B. Jadidian, A. Safari, J. Electroceram. 18, 339–346 (2007). https://doi.org/10.1007/s10832-007-9171-x
H.C. Thong, C. Zhao, Z.X. Zhu, X. Chen, J.F. Li, K. Wang, Acta Mater. 166, 551–559 (2019). https://doi.org/10.1016/j.actamat.2019.01.012
H. Du, Z. Li, F. Tang, S. Qu, Z. Pei, W. Zhou, Mater. Sci. Eng. B 131, 83–87 (2006). https://doi.org/10.1016/j.mseb.2006.03.039
T. Ring, Fundamentals of Ceramic Powder Processing and Synthesis, 1st edn. (Academic Press Inc., San Diego, 1996)
W.D. Kingery, H.K. Bowen, D.R. Uhlmann, Introduction to Ceramics, 1st edn. (Wiley, New York, 1976)
H.M. Rietveld, Acta Crystallogr. 22, 151–152 (1967). https://doi.org/10.1107/S0365110X67000234
G. Malmros, J.O. Thomas, J. Appl. Crystallogr. 10, 7–11 (1977). https://doi.org/10.1107/S0021889877012680
L.B. McCusker, R.B. Von Dreele, D.E. Cox, D. Louër, P. Scardi, J. Appl. Crystallogr. 32, 36–50 (1999). https://doi.org/10.1107/S0021889898009856
B.H. Toby, R.B. Von Dreele, J. Appl. Crystallogr. 46, 544–549 (2013). https://doi.org/10.1107/S0021889813003531
B. Orayech, A. Faik, G.A. López, O. Fabelo, J.M. Igartua, J. Appl. Crystallogr. 48, 318–333 (2015). https://doi.org/10.1107/S1600576715000941
P. Becker, P. Held, Z. Kristallogr, NCS 215, 319–320 (2000). https://doi.org/10.1515/ncrs-2000-0306
D.W. Baker, P.A. Thomas, N. Zhang, A.M. Glazer, Appl. Phys. Lett. 95, 091903 (2009). https://doi.org/10.1063/1.3212861
J. Tellier, B. Malič, B. Dkhil, D. Jenko, J. Cilensek, M. Kosec, Solid State Sci. 11, 320–324 (2009). https://doi.org/10.1016/j.solidstatesciences.2008.07.011
P. Kumar, M. Pattanaik, Ceram. Int. 39, 65–69 (2013). https://doi.org/10.1016/j.ceramint.2012.05.093
N. Masó, A.R. Westa, J. Mater. Chem. 20, 2082–2084 (2010). https://doi.org/10.1039/B921115B
B. Malic, D. Jenko, J. Holc, M. Hrovat, M. Kosec, J. Am. Ceram. Soc. 91, 1916–1922 (2008). https://doi.org/10.1111/j.1551-2916.2008.02376.x
R. Chaim, M. Levin, A. Shlayer, C. Estournès, Adv. Appl. Ceram. 107, 159–169 (2008). https://doi.org/10.1179/174367508X297812
M. Hartman, O. Trnka, V. Vesely, K. Svoboda, Chem. Eng. Commun. 185, 1–16 (2001). https://doi.org/10.1080/00986440108912851
Y. Duan, D.R. Luebke, H.W. Pennline, B. Li, M.J. Janik, J. Woods Halley, J. Phys. Chem. C 116, 14461–14470 (2012). https://doi.org/10.1021/jp303844t
K. Kuang, W.K. Chow, X. Ni, D. Yang, W. Zeng, G. Liao, Fire Mater. 35, 353–366 (2011). https://doi.org/10.1002/fam.1058
R.L. Lehman, J.S. Gentry, N.G. Glumac, Thermochim. Acta 316, 1–9 (1998). https://doi.org/10.1016/S0040-6031(98)00289-5
A.E. Newkirk, I. Aliferis, Anal. Chem. 30, 982–984 (1958). https://doi.org/10.1021/ac60137a031
G.L. Messing, G.Y. Onoda Jr., J. Am. Ceram. Soc. 64, 468–472 (1981). https://doi.org/10.1111/j.1151-2916.1981.tb09899.x
C. Jiten, M. Rawat, A. Bhattacharya, K.C. Singh, Mater. Res. Bull. 90, 162–169 (2017). https://doi.org/10.1016/j.materresbull.2017.02.031
R. Singh, P.K. Patro, A.R. Kulkarni, C.S. Harendranath, Ceram. Int. 40, 10641–10647 (2014). https://doi.org/10.1016/j.ceramint.2014.03.047
J. Pavlič, B. Malič, T. Rojac, J. Eur. Ceram. Soc. 34, 285–295 (2014). https://doi.org/10.1016/j.jeurceramsoc.2013.09.001
R. Zuo, J. Rödel, R. Chen, L. Li, J. Am. Ceram. Soc. 89, 2010–2015 (2006). https://doi.org/10.1111/j.1551-2916.2006.00991.x
Acknowledgements
This research was carried out in the framework of the Joint Research Laboratory between Politecnico di Milano and STMicroelectronics with the aim at developing innovative MEMS devices and technological processes. Authors would like to acknowledge the “Functional Sintered Materials (Funtasma)” Interdepartmental Laboratory of Politecnico di Milano, where this research activity was partially developed. Support by the Italian Ministry for Education, University and Research through the project Department of Excellence LIS4.0 (Integrated Laboratory for Lightweight e Smart Structures) is also acknowledged. EM acknowledges the support from the project DIGIMAN funded by POR FESR 2014-2020. AZIONE 1.2.2. Regione Emilia Romagna. Authors would also like to thank Mr. Claudio Capiani (ISTEC-CNR) for his valuable technical assistance and Dr. Sonia Conte (ISTEC-CNR) for fruitful discussion on XRD analysis and related refinements.
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
EM contributed to writing—original draft, methodology, and investigation. EM contributed to investigation, validation, conceptualization, and writing—review and editing. RB contributed to methodology and investigation. MM contributed to methodology investigation, and review and editing. CB contributed to investigation, validation, and writing—review and editing. CG contributed to writing—review and editing and supervision. NL contributed to conceptualization, supervision, and project administration.
Corresponding author
Ethics declarations
Competing interests
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Migliori, E., Mercadelli, E., Beltrami, R. et al. Influence of chemically synthesized powder addition on K0.5Na0.5NbO3 ceramic’s properties. J Mater Sci: Mater Electron 33, 21270–21286 (2022). https://doi.org/10.1007/s10854-022-08854-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-022-08854-x