
Abstract
Paper-based electronics is an emerging concept with the prospect of developing recyclable, low cost, flexible, and green products such as paper displays, smart labels, RFID tags, smart packages, electronic magazines, biological and medical devices. Compared to conventional printed circuit board (PCB) materials, utilizing paper as an electronics substrate has both physical and chemical challenges. Nowadays, the integration of components on papers are mainly conducted using adhesives [such as anisotropic conductive paste (ACP), isotropic conductive paste (ICP), and non-conductive pastes (NCP)] or low-temperature solders. The application of adhesives and solders in a roll-to-roll fabrication line of papers requires an additional dispensing or printing unit, which has its own drawbacks. Therefore, alternative approaches such as pre-applied adhesive films either on bare dies or papers can gain significant attention. In this study, by exploiting the unique properties of a paper coating material (i.e., polypropylene) as a non-conductive adhesive, it was shown that direct flip-chip bonding of the bare dies and devices could be successfully performed on paper without using any additional adhesives or solders. The electrical and mechanical performance of the flip chip-bonded dies on the polypropylene-coated paper substrate were assessed utilizing daisy-chain contact resistance measurement and die-shear analysis, respectively. Moreover, for an RFID tag application, RFID chips were flip chip bonded to the coated papers and functional tests via NFC communication were also successfully exerted. It was concluded that the polypropylene film on the paper can be considered as an intrinsic NCP layer for flip-chip integration of bare dies.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The electronics industry has grown and changed at an unforeseen pace over the last decades. Beyond the traditional fabrication techniques, new electronic packaging, mounting, and assembling methods have been studied in recent years, with the intent to address issues such as sustainability, cost reduction, and mechanical conformity. New materials, processes, and treatments are constantly investigated to optimize features for the application of interest [1,2,3,4,5]. One of these innovative technologies that have received much attention in the last decade is flexible printed electronics, which enables the fabrication of electronic circuitry and interconnection of electronic components on mechanically flexible substrates, such as plastic, paper, and textiles, utilizing printed electronics and low-cost fabrication processes [6, 7].
Among the above-mentioned options for flexible printed electronics substrates, paper is the most interesting material for the next generation of electronics due to its low cost and weight, high mechanical flexibility, and specially biodegradability. Mechanical flexibility is an advantage when developing foldable and bendable devices, as much as biodegradability assists the recycling process for disposable devices and sensors [8,9,10,11]. Nonetheless, to be able to carry the conductive patterns and serve as flexible printed electronics substrates, most normal paper materials need to go through some processes, such as coating with polymers to enhance adhesion, reduce surface roughness, and optimize wettability. That is the case for many already consolidated applications, such as photovoltaic cells, electronic paper displays, organic thin-film transistors, wearable devices, sensors, and others. The materials used to coat the paper substrate can widely vary depending on the application requirements [12,13,14,15,16,17]. For instance, polypropylene (PP)-coated paper is a special food packaging material used for the production of bags and envelopes suitable for food packaging. It is fabricated through a hot extrusion process using a low-density PP film. These bags can be heat sealed and allow foods to be stored for a short time. The PP-coated paper has an excellent heat resistance and superior toughness perfect for various types of printing and advertising [18].
The challenge of structuring conductive paths on flexible substrates is just the first step to enabling flexible printed electronics devices. The reliable interconnection of electronics components, such as bare dies or surface mount devices (SMD), presents the next milestone to be overcome. Nowadays, flip-chip bonding is a well-suited method for hybrid integration of dies on paper substrates [19,20,21]. Usually, at this stage, some specific material needs to be applied at the bonding interface between the flexible paper substrate and the component to be bonded, to assist the mechanical and electrical performance reliability. For this purpose, a wide range of options are available, between isotropic or anisotropic conductive (ACP) and non-conductive adhesives (NCP), as either paste or film [22,23,24,25]. The issue with the use of this complementary bonding technique and assistive materials is the need to add an extra step and extra material in the roll-to-roll (R2R) or sheet-to-sheet (S2S) assembling process line, possibly increasing cost and reducing throughput. It is noteworthy to mention that ACP is usually used for the integration of unbumped dies on flexible substrates, while snap curing NCP is the material of choice for bumped dies due to its lower cost [26].
In this study, a novel direct bonding approach is proposed for the bonding of bare chip dies to a PP-coated paper substrate, avoiding the use of any additional solder alloys or NCP/ACP adhesives. To the best of our knowledge, no similar reports have been published on direct flip-chip bonding on paper substrates, yet.
2 Materials
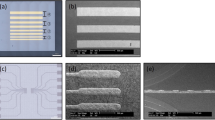
The first test vehicle used for this study was a silicon bare die (Fig. 1a) with a size of 8 × 9 mm. The test dies contained 8 parallel metallic lines of 4 mm length, having different pitch sizes from 150 μm up to 300 μm, in 50 μm steps. These lines were deposited on the die via Cr (10 nm) and Au (100 nm) sputtering. Two different die thicknesses were used in this study, i.e., 40 and 730 μm. The second test vehicle (Fig. 1b) to validate the proposed concept of this work via functional application was an NFC-enabled RFID 4 × 4 array chip with 130 μm thickness. The chip area was 2.50 mm × 2.74 mm, containing 16 independent processing units, each with a pair of electroplated Au-coated Cu bumps. The bumps had a height of 20 μm. Using this test vehicle, it was possible to perform NFC reading via smartphone, if the electrical connection was established correctly.

Flip chip-bonded silicon bare dies on polypropylene-coated paper; the daisy chain-structured test vehicle (a) and the RFID array (tag) test vehicle (b)
Papers from the IMPETUS pilot line [27] coated with a 18-μm PP layer (Felix Schoeller Holding GmbH & Co. KG) were used as substrates. The PP was primarily applied to the paper to enhance its printability. The coating process took place by extrusion lamination through heating of PP to 270 °C and pressing the film to the paper, against a chill roll at a temperature of 18 °C. The pressed film had a mass-to-area distribution of 17 g per square meter. The surface of the chill roll was a specific matter that gives a defined 60° gloss on the 4% PP layer surface. The differential scanning calorimetry curve of the PP sheet is shown in Fig. 2 indicating the melting range (ISO 3146) of 162–165 °C. The Vicat softening temperature of PP (ISO 306) was 153 °C.

Differential scanning calorimetry (DSC) of polypropylene (PP) sheets

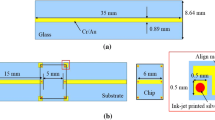
The layout of the daisy-chain test vehicle (a) and the roll-to-roll (R2R) flexo-printing unit (b)
Silver (Ag) tracks were printed on the PP-coated papers using a laboratory R2R printing press (LaborMAN, Manroland) as shown in Fig. 3. The substrate was pretreated in-line using a corona unit (Arcotec GmbH) with 0.7 kW immediately before printing to enhance the adhesion. Loctite ECI 1011 Ag ink was printed in a flexographic printing process at a speed of 0.2 m/s, corresponding to a printing cylinder speed of 17.4 rpm. The anilox roller, applying the ink onto the printing form, had a theoretical transfer volume of 10 ml/m2. The pressure between the printing cylinder and the substrate was kept low (“kiss-print”) to avoid the unintentional squeezing of the ink. The printed structures were dried in-line in a hot air drying unit at 150 °C and subsequently in a box oven for 10 min.
3 Methods
The thermocompression flip-chip bonding of the dies to the presented substrate was performed using a semi-automatic die bonder (Finetech GmbH). The bonder has a pivot arm for pick and placement of the dies, with heating and compressing force capabilities. The bonding process is illustrated in Fig. 4.

Schematic illustration of the bonding mechanism
Preliminary assessment trials were performed to define the optimal parameter range for investigations, considering the established operational temperature and pressure limits for the chip and the substrate. The criteria for this initial assessment were electrical conductivity for the whole daisy chain and an acceptable mechanical resistance to a manual shearing attempt. These requirements were successfully fulfilled with the temperature range of 150 °C to 210 °C and pressures of 1, 2, and 4 MPa, respectively, for the first test vehicle type. In the case of the RFID test vehicle, the optimal bonding force and temperature were defined to be 50 N and 170 °C, respectively.
The shear strength resistance of the prepared samples was tested using a die-shear tester (Nordson Dage 4000). The shearing height from the paper's surface, and shearing speed were set to 50 µm, and 300 μm/s, respectively. The paper substrates were attached to a flat, rigid surface employing adhesive tape, to guarantee its immobility during the shearing. After the completion of the test, the samples were classified by the shearing type, with “paper” for cohesive fracture between paper layers, “coating” for coating layer shearing from paper substrate, and “superficial” for chip detachment from the surface polymer coating, with no apparent fracture. To have a better understanding of the joining mechanisms, microscopic structural analysis was performed using optical and scanning electron microscopy (SEM, Helios, Thermo Fisher Scientific, USA).
For the reliability analysis, a dynamic bending test of 1000 cycles was exerted. Here a convex bending mode (die-top) was applied. A 2 × flexible bend tester (KG Science, Korea) was utilized for this investigation. The bending cycles were kept at 60 rpm (1 Hz). The final distance of the bent samples was 16 mm which corresponds to an ideal bending radius of 6 mm. In situ electrical measurements during bending tests were done by connecting wires and using a two-point multimeter.
4 Results and discussion
4.1 Daisy-chain chips
The equivalent daisy-chain electrical resistance for each parameter set is shown in Fig. 5. Each point on the chart is the average value of 3 samples per parameter set and the error bars represent the standard deviation for these samples’ measurements. For the 3 samples bonded with 1 MPa at 150 °C, two of them presented open-circuit daisy chains, increasing the average resistance to an unacceptable range. With the increase of temperature and pressure, a slight tendency for resistance decrease started, with the lowest average resistance value obtained for the samples bonded with the highest parameters values used, 4 MPa at the 210 °C temperature, respectively.

Average daisy-chain resistance of the PP-bonded samples at different bonding temperatures and pressures

Average die-shear strength of the PP-bonded samples at different bonding temperatures and pressures
These results revealed that direct bonding using PP can lead to low-resistance contacts between the Au pads on the chip and printed Ag tracks on the paper. In fact, above 150 °C, PP softens followed by melting at 160 °C. As shown in Fig. 4, the mechanical contact between the Au/Ag can be secured by the overflow of PP, similar to the classical snap curing NCP [19, 26, 28]. It was further verified that applying an additional layer of ACP or NCP adhesives to further improve the bonding of PP-coated papers was not only redundant but also increased the total contact resistances since another interface was introduced to the system. In a previous study, the same chips were bonded to an uncoated paper. Without the PP layer, no direct bonding was plausible; therefore, ACP and NCP adhesives were applied to provide interconnections [29].
The die-shear strength results are also presented in Fig. 6. As inferred from the chart, there is an overall trend of increasing die-shear strength by increasing bonding temperatures and pressures. In the low-temperature section of the chart (≤ 170 °C), the advantage of using higher bonding pressures in terms of enhanced shear strength is evident. In the high-temperature section of the chart, we see an inversion between the pressure curves, with 2 MPa and 4 MPa curves dropping at 190 °C and increasing again at 210 °C, but not surpassing the final values for the 1 MPa pressure curve. This observation was attributed to the operation of excessive heat and pressure, which potentially over-degraded the PP coating and resulted in the decrease of shear strength.
It is worth mentioning that, for all the sheared samples that were bonded with 150 °C, the “superficial” fracture occurred, not affecting the PP layers, leaving only a bright imprint on the substrate coating on the area previously occupied by the bonded chip. For the samples bonded with 170 °C and 190 °C temperature, there were mixed mechanisms or interfaces of rupture, with an apparent shift from “superficial” detachment between chip and substrate coating toward “coating” delamination from the paper substrate and finally cohesive fractures in the internal layers of the paper substrate. Finally, in the 210 °C temperature-bonded samples, the cohesive “paper” fracture mechanism was predominant, with the sheared chip exhibiting fibers of paper on its sheared interface. This information and analysis corroborate the previously cited overall trend for an increase in shear strength resistance together with bonding temperature and pressure. The three different failure mechanisms can be observed in Fig. 7.

Different sheared interfaces upon die-shear test analysis
The cross-sectional SEM images of the daisy-chain samples are shown in Fig. 8. This figure presents the bonding interface for a sample bonded with 1 MPa pressure and 210 °C. As shown, even with the lowest bonding pressure used, the coating adhesion mechanism that holds chip and substrate still is recognized here. In the zoomed area is also possible to see that the printed Ag track comes in close contact with the Si chip, which facilitated an electrical interconnection in the area with the Au electrode.

Cross-sectional SEM image of test vehicle A; silicon die with planar Cr/Au electrodes bonded to PP-coated paper
4.2 RFID NFC chip
Figure 9 presents the cross-sectional images of the RFID chip bonded to PP-coated paper at 170 °C. Here the Si chips had Au-coated Cu bumps with a height of 20 μm. As inferred from this figure, the bump compressed the porous Ag track against the paper substrate and made physical contact. Concurrent to thermocompression bonding, the PP layer also softened at high temperature and locally reflowed covering the contact (bump/Ag) area. It is noteworthy to mention that the bonding mechanism is the mixed adhesive (by PP) and physical (mechanical interlocking between the bump/Ag pads). Here PP provides mechanical support to the electrical connection. It is speculated that the PP upon reflow and solidification faced shrinkage inducing compressive stress on the bump/Ag interface which can reinforce the bond line. The shrinkage of PP upon reflow and solidification was reported to be in the range of 1.6% [30]. The sheared interfaces of the bumped chips were all defined to be the cohesive “paper” type, implying a strong bond. The bonded samples were successfully tested and verified via the reading of the NFC chip data by a smartphone through the antenna as shown in Fig. 10.

Cross-sectional SEM image of test vehicle B; NFC-enabled silicon die with Au bump bonded to PP-coated paper

Illustration of successful NFC communication of bonded RFID chip
4.3 Bending test results
According to the JESD22-B133 standard [31], a 20% increase in inertial resistance was defined as the failure cycle. 3 samples per kind were tested here. The bending test results revealed that the bonding pressure is the determining factor for the reliability of the bonded samples. The samples bonded at 4 MPa endured the highest bending cycles, whereas the samples bonded at lower pressures failed at significantly lower bending cycles (< 100 cycles for 1 MPa and < 500 cycles for 2 MPa). All the samples bonded at 4 MPa (except the ones bonded at 210 °C) passed the 1000 cycles without any failures. The samples bonded at 4 MPa and 210 °C failed below 1000 cycles, though. The early failure of samples bonded with 4 MPa/210 °C was attributed to the extreme bonding conditions which adversely affected and degraded the interfaces among Ag/PP/paper. Conclusively and by considering the results of the shear test, electrical measurements, and bending, the optimized bonding condition on PP-coated papers was defined at 4 MPa and 170 °C.
4.4 Paper-to-paper bonding
Since in paper-based electronics, printed papers can be also bonded together (for instance to integrate different substrates or to generate paper-based interposers [32]), paper-to-paper bonding was also investigated. Here, two PP-coated papers with printed Ag tracks were bonded together using 170 °C and 50 N of bonding force. The electrical interconnection was verified via a multimeter continuity check touching the exposed pads of each paper device. The cross-sectional SEM image is shown in Fig. 11. Here, the PP layers from both top and bottom papers reflowed into each other and created an adhesive bonding at the interface of the two papers. The mechanical interlock at the interface of Ag/Ag provided electrical contact, while the compressive stress upon shrinkage of the PP facilitated the stable and reliable bonds. Figure 11 presents an area with Ag/Ag interfaces; therefore the bond line of the two papers is still discernible. In the areas without Ag pads (not shown in Fig. 11), the bond line disappeared due to the coalescence of PP layers into a uniform layer.

Cross-sectional SEM images of two PP-coated papers bonded and electrically connected to each other
5 Conclusion
In this study, by exploiting the properties of polypropylene (PP), it was shown that direct bonding of bare dies to PP-coated paper can be performed without using any adhesives or solders. The PP layer which was primarily applied to the paper sheets to improve their printability softened at 150 °C and reflowed locally in the range of 162–165 °C during die bonding. As a result, the PP acted as a pre-applied adhesive, supporting the electrical contacts between the chips and printed pads. Here, two test chips with deposited Au planar electrodes and Au bumps were successfully bonded to PP-coated papers. The electrical, mechanical, and functional characterization of the test chips were performed and optimized parameters for die bonding on PP were obtained. Based on SEM analysis, it was postulated that the physical contact and mechanical interlock between the Au pads and Ag tracks provided the electrical contacts. The PP layer reflowed and upon solidification circumpassed the contacts acting as an adhesive that generates a compressive force. Therefore, the contact was stabilized and reinforced via adhesive bonding. The reliability of the bonded samples was also verified via dynamic bending tests. Conclusively, the optimized bonding condition of chips on PP-coated papers was defined at 4 MPa and 170 °C. Using the paper coating as die attach, no additional dispensing units or materials are required which can be advantageous for increasing the production throughput of R2R pilot lines. Owing to these promising results, further investigations on other polymers coatings of the paper substrates will be sought in the future.
Data availability
All data that support the findings of this study are included within the article (and any supplementary files).
References
D. Etiemble, 45-year CPU evolution: one law and two equations. p. 7
M. Hiroshi, Evolution of devices supporting power electronics and expansion of technologies for mounting, circuits, and application to products. Toshiba Rev. 69(4), 6 (2014)
A. Hassan, Y. Savaria, M. Sawan, Electronics and packaging intended for emerging harsh environment applications: a review. IEEE Trans. Very Large Scale Integr. (VLSI) Syst. 26(10), 2085–2098 (2018). https://doi.org/10.1109/TVLSI.2018.2834499
K. Hollstein, K. Weide-Zaage, Advances in packaging for emerging technologies. in 2020 Pan Pacific Microelectronics Symposium (Pan Pacific), (2020), pp. 1–11. https://doi.org/10.23919/PanPacific48324.2020.9059539
H. Lee, V. Smet, R. Tummala, A review of SiC power module packaging technologies: challenges, advances, and emerging issues. IEEE J. Emerg. Sel. Top. Power Electron. 8(1), 239–255 (2020). https://doi.org/10.1109/JESTPE.2019.2951801
Y. Bonnassieux et al., The 2021 flexible and printed electronics roadmap. Flex. Print. Electron. 6(2), 023001 (2022). https://doi.org/10.1088/2058-8585/abf986
Y. Khan, A. Thielens, S. Muin, J. Ting, C. Baumbauer, A.C. Arias, A new frontier of printed electronics: flexible hybrid electronics. Adv. Mater. 32(15), 1905279 (2020). https://doi.org/10.1002/adma.201905279
J.-H. He, P.-K. Yang, D.-H. Lien, C.-H. Lin, Flexible, foldable and multi-functional paper-based electronics. Meet. Abstr. 2(8), 531 (2015). https://doi.org/10.1149/MA2015-02/8/531
T.H. Yang, H. Hida, D. Ichige, J. Mizuno, C. Robert Kao, J. Shintake, Foldable Kirigami paper electronics. Phys. Status Solidi A 217(9), 1900891 (2020). https://doi.org/10.1002/pssa.201900891
H. Ba et al., Foldable flexible electronics based on few-layer graphene coated on paper composites. Carbon 167, 169–180 (2020). https://doi.org/10.1016/j.carbon.2020.05.012
W.J. Hyun, O.O. Park, B.D. Chin, Foldable graphene electronic circuits based on paper substrates. Adv. Mater. 25(34), 4729–4734 (2013). https://doi.org/10.1002/adma.201302063
K. Khwaldia, A.H. Basta, H. Aloui, H. El-Saied, Chitosan–caseinate bilayer coatings for paper packaging materials. Carbohydr. Polym. 99, 508–516 (2014). https://doi.org/10.1016/j.carbpol.2013.08.086
S. Sängerlaub, M. Brüggemann, N. Rodler, V. Jost, K.D. Bauer, Extrusion coating of paper with poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV)—packaging related functional properties. Coatings 9(7), 457 (2019). https://doi.org/10.3390/coatings9070457
Z. Gozutok, O. Kinj, I. Torun, A.T. Ozdemir, M.S. Onses, One-step deposition of hydrophobic coatings on paper for printed-electronics applications. Cellulose 26(5), 3503–3512 (2019). https://doi.org/10.1007/s10570-019-02326-y
P. Ihalainen, A. Määttänen, J. Järnström, D. Tobjörk, R. Österbacka, J. Peltonen, Influence of surface properties of coated papers on printed electronics. Ind. Eng. Chem. Res. 51(17), 6025–6036 (2012). https://doi.org/10.1021/ie202807v
R. Bollström et al., Printability of functional inks on multilayer curtain coated paper. Chem. Eng. Process. 68, 13–20 (2013). https://doi.org/10.1016/j.cep.2012.07.007
K. Putkisto, J. Maijala, J. Gron, M. Rigdahl, Polymer coating of paper using dry surface treatment: coating structure and performance. Tappi J. 3, 16–23 (2004)
S.p.A. Eurocartex, - PP coated paper (polypropylene). https://www.eurocartex.com/coated-paper-polypropylene.php. Accessed 18 2021
Y.-H. Ko, M.-S. Kim, J. Bang, T.-S. Kim, C.-W. Lee, Properties and reliability of solder microbump joints between Si chips and a flexible substrate. J. Electr. Mater. 44(7), 2458–2466 (2015). https://doi.org/10.1007/s11664-015-3781-x
S. Baba, Low cost flip chip technology for organic substrates. in 1997 Proceedings 47th Electronic Components and Technology Conference, San Jose, CA, USA, (1997), pp. 268–273. https://doi.org/10.1109/ECTC.1997.606180
M. Mulla, K. Bonde, M. Sabale, S. Thakur, S. Tonapi, Reliability of flip chip on flexible substrates under drop impact. in Fourteenth Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, May 2014, pp. 924–929. https://doi.org/10.1109/ITHERM.2014.6892380
A. Roshanghias, A.D. Rodrigues, D. Holzmann, Thermosonic fine-pitch flipchip bonding of silicon chips on screen printed paper and PET substrates. Microelectr. Eng. 228, 111330 (2020). https://doi.org/10.1016/j.mee.2020.111330
S.C. Kim, Y.H. Kim, Flip chip bonding with anisotropic conductive film (ACF) and nonconductive adhesive (NCA). Curr. Appl. Phys. 13, S14–S25 (2013)
C. Chuang, Q. Liao, H. Li, S. Liao, G. Huang, Increasing the bonding strength of chips on flex, substrates using thermosonic flip-chip bonding process with nonconductive paste. Microelectron. Eng. 87, 624–630 (2010)
Y.-C. Hu, K.-N. Chen, Development and electrical performance of low temperature Cu–Sn/In bonding for 3D flexible substrate integration. in 2016 IEEE Silicon Nanoelectronics Workshop (SNW), Honolulu, HI, USA, pp. 164–165 (2016). https://doi.org/10.1109/SNW.2016.7578033
A. Roshanghias, A. Rodrigues, Low-temperature fine-pitch flip–chip bonding by using snap cure adhesives and Au stud bumps. in 2019 22nd European Microelectronics and Packaging Conference & Exhibition (EMPC), (IEEE, 2019)
L. Frisk, A. Seppala, E. Ristolainen, Effect of bonding pressure on reliability of flip chip joints on flexible and rigid substrates. Microelectron. Reliab. 44, 1310 (2004). https://doi.org/10.1016/j.microrel.2004.07.014
M.H. Malik, G. Grosso, H. Zangl, A. Binder, A. Roshanghias, Flip chip integration of ultra-thinned dies in low-cost flexible printed electronics; the effects of die thickness, encapsulation and conductive adhesives. Microelectr. Reliab. 123, 114204 (2021). https://doi.org/10.1016/j.microrel.2021.114204
Y. Ryu, J.S. Sohn, B.C. Kweon, S.W. Cha, Shrinkage optimization in talc-and glass-fiber-reinforced polypropylene composites. Materials 12(5), 764 (2019)
IPC and JEDEC, “IPC/JEDEC-9702, IPC association connecting electronics industries®, Northbrook, IL, monotonic bend characterization of board-level interconnects
D.J. Yoon, M.H. Malik, P. Yan, K.W. Paik, A. Roshanghias, ACF bonding technology for paper-and PET-based disposable flexible hybrid electronics. J. Mater. Sci. 32(2), 22 (2021)
Acknowledgements
IMPETUS is a collaborative project, which has received funding from the European Union’s Horizon 2020 research and innovation program (topic H2020 PILOTS05 2017 Paper-based electronics) under Grant Agreement No. 761167. The project has been launched in January 2018 and brings together fourteen leading partners with a strong focus on industrialization.
Funding
Funding was provided by the European Union’s Horizon 2020 research and innovation program (Grant No. 761167).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and material preparation. All authors read and approved the final manuscript. ADR and AR contributed to the formal analysis, methodology, visualization, and writing of the original draft.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rodrigues, A.D., Weissbach, T., Malik, M.H. et al. Direct flip-chip bonding of bare dies to polypropylene-coated paper substrates without adhesives or solders. J Mater Sci: Mater Electron 33, 19252–19262 (2022). https://doi.org/10.1007/s10854-022-08763-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-022-08763-z