
Abstract
The goal of this study is to see how different chemically modified nanoparticles affect the performance and characteristics of commercial cross-linked polyethylene (XLPE) as a polymeric insulator used in insulating power cables and to compare their properties in order to figure out what factors are most important in improving the XLPE properties. Silicon dioxide or silica, titanium dioxide, and zinc oxide nanoparticle are used in this study. Nanoparticles (NPs) amino silane surface modification was carried out to decrease nanoparticle aggregation and improve compatibility with the polymer matrix. The melt blending process was used to synthesize and develop XLPE nano-composites on an industrial scale with varying nanoparticle loading ratios (0.5, 2.0, 3.5, and 5.0 wt%). The morphology and size of all functionalized nanoparticles were explained. The morphology of the produced nano-composites and particle dispersion in the XLPE polymer matrix were studied using X-ray diffraction and field emission scanning electron microscopy. All samples' thermal, electrical, and mechanical properties are evaluated. The result shows the optimum values of melting temperature for functionalized XLPE nano-composites and it is seen that the functionalized XLPE/TiO2 samples have the highest value that increased by 6.85 °C over XLPE, but the smallest tensile strength and elongation values were observed. Also, the use of silica NPs gives maximum enhancement dielectric properties.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Polymers are used in a wide range in a lot of electrical applications due to their superior dielectric properties. Polyethylene (PE), polyimide (PI), and polypropylene (PP) are examples of these polymer materials. However, despite their good insulation properties, practically, there is still an urgent need to develop them to match the power system requirements. Previously, many researchers have worked on the objective of utilizing the concept of using nanomaterial composites [1]. With the emergence of nanoparticles (NPs) in previous few decades, particulate composites have gotten a lot of interest. NPs have an important role in increasing the electrical, mechanical, and thermal properties of nano-composites at low concentrations while maintaining other features [2]. In recent years, many authors presented in their studies the development of polymer materials using the composite concept to improve the all properties and increase the lifetime and reliability of the insulators [3,4,5,6,7,8,9,10,11,12].
The lack of compatibility among the organic polymer, like PE and PI, and the inorganic nanofiller, like silica, is a significant problem. As a result, an obvious tendency for NPs aggregation can happen. The solution of this problem lies in NPs surface treatment in two ways: firstly, removing the NPs surface free energy and, secondly, boosting compatibility between inorganic nanofillers and the organic polymer matrix [13]. Nano-composites are found to have advantages over micron-filled polymers in terms of increased degradation resistance and improved thermo-mechanical properties without a drop in dielectric strength when compared to micron-filled polymers [14]. The internal surfaces of nano-filled materials are crucial in determining their properties. NPs have a high surface-area-to-volume ratio, especially, for NPs having size less than 100 nm, which is resulting in nano-composites that have a larger interfacial area (interaction zone) than micro-composites. This zone causes a considerable mass of polymer to surround the particle which is affected by the particle surface state and has properties that differ from neat polymer [14].
In this study, authors investigated the effect of incorporating different types of functionalized silicon dioxide (SiO2), titanium dioxide (TiO2), and zinc oxide (ZnO) with 0.5, 2.0, 3.5, and 5.0 wt% into cross-linked polyethylene (XLPE) polymer used in high-voltage underground cable, a single-conductor 2500 mm2 AL-sheathed XLPE cable with the insulation thickness of 27 mm, shown in Fig. 1 [15]. The authors used an industrial method represented in the melt blending method in nano-composites sample preparation and show the nanofillers effect on the statistical characteristics of XLPE. The size of the NPs was carefully measured using transmission electron microscopy (TEM). X-ray diffraction (XRD) and field emission scanning electron microscopy (FE-SEM) were used to characterize the samples of fabricated nano-composited XLPE. Moreover, the dielectric properties such as relative permittivity and loss tangent have been measured. A test cell was also used to determine the dielectric strength in accordance with ASTM D149-09 “Standard Test Method for Dielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power Frequencies” [16]. Mechanical properties, such as elongation and tensile strength, were also assessed. The results for various types of nano-composites were then compared in a systematic manner.

Cable configurations
2 Methodology
2.1 Materials
CLNA 8141 EHV is a low-density XLPE compound that is used to insulate extra-high-voltage AC and DC power cables. El- Sewedy Electric Co. furnished it. The SiO2 NPs were made by charging silica gel into a muffle furnace at (900 °C) for (5) h under atmospheric conditions. The Titanium (IV) oxide (CAS 13463-67-7) NPs with a molecular weight of (79.870 mg/mol) with a nano-powder purity of 99.5%, TiO2 NPs were purchased from Sigma-Aldrich. Practically, to produce ZnO NPs, 1314 mg of zinc acetate and 480 mg of NaOH were dissolved in 330 ml ethanol and refluxed at 60 °C for about 60 min. After the reaction was completed, adding deionized water, the white solid products were centrifuged at 7000 rpm for 5 min to separate them from the dispersion supernatant, followed by drying in a laboratory electrical oven at 60 °C [17]. For surface activation, LOBA Chemie's 98% pure methane-sulfonic acid used. The coupling agent used here is gamma-amino propyltriethoxy silane "amino silane" which has a purity of 99% and was acquired from Momentive Inc.
2.2 Nanoparticle functionalization
The major roles of surface functionalization are as follows: I. To stabilize the nanoparticles within a polymer matrix (obtain a good dispersion of the nanoparticles) via chemical bonding, II. To obtain chemical compatibility and thermodynamical between the polymer and incorporated filler and keep the particles separated from each other; and III. To improve the adherence at the interfaces between matrix and particles [17].
Two steps are involved in the surface modification process. The NPs were etched with hydroxyl groups using acid. In step No. 1, "surface activation", at 110 °C for 4 h, 10 g of a certain type of NPs was mixed with 100 ml of 10% methane-sulfonic acid. The powder was then collected in a Hitachi centrifuge for 5 min at 1500 rpm, cleaned multiple times with deionized water, and dried for 24 h at 120 °C in a vacuum oven.
The activation of NPs was done by using amino silane in step no. 2, "surface modification", where 3000 mg of activated NPs was dispersed in 60 ml of toluene in a round flask for sonication in an Elmasonic S-60H water bath sonicator for 30 min at 70 °C. Then, at 70 °C, the mixture is agitated for about 2 h at 500 rpm. Dropwise, a 10% (wt/wt) amino silane solution in toluene was added, and the stirring procedure lasted for 8 h. Finally, the produced functionalized NPs were collected and washed with isopropanol and then dried for 24 h in a vacuum oven at 120 °C [17,18,19].
2.3 XLPE/nano-composite preparation
The melt blending approach was adopted to prepare all samples of XLPE/nano-composites in this work. In the El-Sewedy Egy-tech laboratory, this procedure is known as the master batch method. 170,000 mg of XLPE pellets with various weights of functionalized NPs (SiO2, TiO2, and ZnO) make up each nano-composite formulation (0.5, 2, 3.5 and 5 wt%). The sample dimensions are of 20 × 20 cm with 0.105 to 0.23 cm thicknesses, the process of these sheets’ modification is as follows:
After mixing XLPE pellets with NPs at 150 °C for 10 min at 75 rpm, the mixture was annealed at 60 °C for 24 h. Then, it was then blended at 140 °C for 15 min at 30 rpm in a double rolls mixer (Battaggion, MCC 150*300/R-o). The samples were pressed for 20 min at 150 °C under 200 bars with a GDB Laboratory hot/cold press (Gibitre instruments Co.). Finally, the samples were boiled for 3–4 h in water and allowed to cool slowly.
2.4 Characterization of nano-composites
High-resolution TEM (JEOL.JEM.2100) was used to describe the form and size of SiO2, TiO2, and ZnO NPs. At 120 kV acceleration voltage, the images were collected. FE-SEM (Quanta FEG-250, FEI Inc.) was used to examine the surface morphology of nano-composites. The energy dispersive X-ray analysis (EDX) equipment was connected to the microscope. The accelerating voltage was set in between 10 and 15 kV to capture the images. The XRD patterns of nano-composites were studied using a Diano XRD with a CoK radiation source powered at 45 kV and a Philips XRD (PW 1930 generator, PW 1820 goniometer) with a CuK radiation source (λ = 0.15418 nm) in reflection mode, with a diffraction angle range of 2θ from 10° to 80°. The thermal stability of XLPE nano-composites was investigated using a STA 6000 Perkin Elmer Analyzer and a thermogravimetric analysis (TGA, Shimadzu DTG-60, Japan) from 25 to 900 °C at a heating rate of 10 °C/min under argon. The dielectric strength, relative permittivity, and loss tangent were all used to describe dielectric qualities. The dielectric parameters of the produced samples, such as loss tangent and permittivity, were measured using a Hioki 3532-50 LCR Hi Tester with a frequency range of (1–1 × 106 Hz). The dielectric strength is also tested using an ASTM D149-09 test cell, which consists of a sphere-to-sphere setup powered by a 400 V/250 kV test transformer. The measure of mechanical characteristics was done by using ASTM D1708-18 (standard test method for tensile characteristics of plastics by micro-tensile specimens) [20, 21] to define the elongation and tensile strength, which were studied at room temperature.
3 Morphological analyses
3.1 Specification of nanoparticles
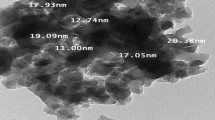
The NPs size was accurately measured using TEM. As shown in Fig. 2a–c, the average sizes of SiO2, TiO2, and ZnO nanoparticles were about 15 nm, 60–160 nm, and 6–12 nm, respectively.

TEM micrographs of functionalized nanoparticles a SiO2, b TiO2, and c ZnO
3.2 XLPE nano-composites micrographs
The FESEM micrographs of the XLPE surface without nanoparticles are presented in Fig. 3a. Comparing the FE-SEM micrographs for the surface of XLPE nano-composites in Fig. 3b–d with neat XLPE in Fig. 3a shows the effects of amino silane surface treatments on the dispersion of the nanoparticles inside the XLPE chains. When amino-functionalized nanoparticles are used, a useful and homogeneous distribution of nanoparticles inside the polymer matrix is seen.

XLPE and functionalized XLPE nano-composites surface FE-SEM micrographs: a XLPE, b XLPE/SiO2, c XLPE/TiO2, and d XLPE/ZnO
3.3 Crystallinity of XLPE nano-composites, XRD
Figure 4 shows the XLPE diffraction pattern in X-rays. An amorphous hallo may be detected, as well as two prominent crystalline peaks at 2θ = 21.40° (d = 4.15112 Å) and 2θ = 24.06° (d = 3.777 Å), where d is the interplanar distance. Table 1 summarizes the other secondary peaks.

X-ray diffraction patterns of neat XLPE and functionalized XLPE nano-composites
The addition of different NPs forms to XLPE had no effect on the main crystalline peaks at 2θ = 21.40 and 24.06°. Small variations in interplanar spacing were observed at a value of (6 × 10–3–1 × 10–2 Å), with an additional peak at 2θ = 38.1199° (d = 2.36080 Å) in case of XLPE/SiO2 functionalized nano-composites, which represents crystallization of SiO2 NPs inside the polymer matrix, and two additional peaks at 2θ = 27.3837° (d = 3.25702 Å) and 2θ = 68.9254° (d = 1.36127 Å) or XLPE/TiO2 functionalized nano-composites, respectively, which represents the crystallization of TiO2 NPs. There were no additional peaks found in XLPE/ZnO nano-composites.
4 Results and discussion
4.1 Comparison based on thermal characteristics
Figure 5 shows the optimum breakdown temperatures for XLPE and functionalized XLPE nano-composites. The functionalized XLPE/ZnO clearly had the greatest value, increasing by 8.03 °C above the neat XLPE. This indicates greater thermal stability, as functionalized XLPE/TiO2 increased by 7.66 °C, followed by XLPE/SiO2 by 4.32 °C. It was discovered that including the functionalized NPs into the XLPE matrix increased the XLPE thermal stability. The raise in the thermal resistance of the inorganic filler is responsible for this outcome [22,23,24]. Figure 6 illustrates the optimum glass transition temperatures (Tg) for XLPE and XLPE-functionalized nano-composites, with the functionalized XLPE/ZnO having the highest value, increasing by 4.9 °C over XLPE, followed by functionalized XLPE/TiO2 increasing by 2.65 °C, and XLPE/SiO2 increasing by 1.44 °C. Figure 7 shows the optimum values of melting temperature (Tm) and it is seen that the functionalized XLPE/TiO2 has the highest value that increased by 6.85 °C over neat XLPE followed by functionalized XLPE/ZnO which increased by 6.46 °C then XLPE/SiO2 by 4.97 °C.

Decomposition temperatures of XLPE and functionalized XLPE nano-composites

Glass transition temperature of XLPE and functionalized XLPE nano-composites

Melting temperature of XLPE and functionalized XLPE nano-composites
4.2 Comparison based on mechanical characteristics
The mechanical properties for XLPE and functionalized XLPE nano-composites include tensile strength and elongation that were studied. The mechanical properties were enhanced by incorporating functionalized NPs within the XLPE polymer matrix which decreased the elongation and increased the tensile strength in most samples. This is due to the presence of nano-sized inorganic particles within the XLPE polymer matrix, which enhances the particular surface area accessible for the matrix's interactions. In addition, the restriction of chain mobility caused by the interaction between NPs and the polymer matrix may result in elongation reduction with the addition of filler [24].
Figure 8 shows the XLPE and XLPE-functionalized nano-composites tensile strength. It is shown that the smallest tensile strength was observed on XLPE/TiO2 curve and the highest value was observed at (5.0 wt%) XLPE/SiO2 which increased by 46.0% over that of neat XLPE followed by (3.5 wt%) functionalized XLPE/ZnO which increased by 43.0% and then (3.5 wt%) functionalized XLPE/SiO2 samples which increased by 41.0%. Figure 9 shows the elongation values of XLPE and functionalized XLPE nano-composites.

XLPE and functionalized XLPE nano-composites tensile strength

XLPE and functionalized XLPE nano-composites elongation
It is clear that the smallest elongation values were observed on functionalized XLPE/TiO2 curve and the lowest value was at (0.5 wt%) functionalized XLPE/TiO2 which decreased by 45.2% than neat XLPE, followed by (0.5 wt%) functionalized XLPE/ZnO samples which decreased by 40.1%, and then (5 wt%) functionalized XLPE/ZnO samples which decreased by 34.4%.
4.3 Comparison based on dielectric characteristics
Figures 10 and 11 demonstrate the dielectric loss and relative permittivity for XLPE and produced XLPE nano-composite samples at 0.050 kHz for varied SiO2, TiO2, and ZnO loadings. Figure 10 shows that the XLPE/ZnO (0.5 wt%) sample had the greatest increase in relative permittivity, increasing by 8.9% when compared to neat XLPE. The smallest reduction in relative permittivity was recorded at XLPE/SiO2 (2 wt%) and XLPE/ZnO (2.0 wt%), both of which were reduced by 4.1%. It can be remarked that silica NPs provide the greatest increase enhancement in relative permittivity values.

Relative permittivity of functionalized XLPE nano-composites at power frequency at different loading of SiO2, TiO2, and ZnO

Dielectric losses of functionalized XLPE nano-composites at power frequency at different loading of SiO2, TiO2, and ZnO
For dielectric loss and in case of XLPE/SiO2 and XLPE/TiO2 nano-composites, all samples recorded losses less than neat XLPE, and the maximum enhancement has been observed at XLPE/TiO2 (5 wt%) sample that reduced by 91.6% compared with neat XLPE as shown in Fig. 11. It is seen that the maximum enhancement in dielectric losses values takes place with using titanium dioxide NPs.
The mean values of the measured AC breakdown voltage (AC BDV) of XLPE and prepared XLPE-functionalized nano-composite samples at varying SiO2, TiO2, and ZnO loadings are shown in Fig. 12. When comparing neat XLPE to XLPE/amino functionalized NPs samples under sphere-sphere field, it can be seen that the AC BDV is higher in the case of XLPE/amino functionalized NPs samples. This is owing to the functionalized samples' substantial interfacial area between NPs and polymer chains. Furthermore, there is effective NPs dispersion inside the matrix. The AC BDV of the XLPE/SiO2 (2 wt%) sample increased by 29.6%, whereas the AC BDV of the XLPE/SiO2 (0.5 wt%) sample increased by 25.08%. It can be shown that using silica NPs results in the greatest enhancement and highest AC BDV values.

Average AC breakdown voltage of functionalized XLPE nano-composites at different loading of SiO2, TiO2, and ZnO
5 Conclusions
The industrial scale of XLPE/nano-composites with different loading ratios of SiO2, TiO2, and ZnO NPs was synthesized and developed based on melt blending method. Surface functionalization of NPs is also discussed as a method for increasing NPs compatibility with the host polymer matrix. The AC BDV, relative permittivity and dielectric losses of the nano-composites were measured, as well as their thermal, mechanical, and dielectric properties. The incorporation of NPs into the XLPE matrix improved various electrical, thermal, and mechanical properties of the XLPE polymer, particularly silica NPs, and the functionalization NPs resulted in excellent dispersion within the polymer matrix, according to the findings. For relative permittivity, it might be increased or decreased depending on the type, weight fraction, and the size of the filled NPs. On the other hand, in most cases, the dielectric dissipation factor decreased with incorporation of NPs due to the constraint of the charge carrier’s movement in nano-composites. The size, type, and weight fraction of NPs all contributed to an improvement in the measured AC BDV of XLPE polymer nano-composites.
Data availability
All data available.
References
A.N. Ramani et al., The effects of nano fillers on space charge distribution in cross-linked polyethylene. Int. J. Electr. Comput. Eng. 7(6), 3147–3152 (2017)
A. Thabet, Effect of nanoparticles on water treeing characteristics in XLPE industrial insulating materials. J. Eng. Sci. 40(1), 191–208 (2012)
N.M.K. Abdel-Gawad et al., Enhancement of dielectric and mechanical properties of polyvinyl chloride nanocomposites using functionalized TiO2 nanoparticles. IEEE Trans. Dielectr. Electr. Insul. 24(6), 3490–3499 (2017)
N.M.K. Abdel-Gawad et al., Development of industrial scale PVC nanocomposites with comprehensive enhancement in dielectric properties. IET Sci. Meas. Technol. 13(1), 90–96 (2019)
Q. Yu et al., Properties of water tree growing in XLPE and composites, in Proceedings of the 2nd international conference on electrical materials and power equipment (ICEMPE). (IEEE, Piscataway, 2019), pp. 409–412
S.H. Salh, D.A. Raswl, Thermal stability of polymer composite films based on polyvinyl alcohol doped with different fillers. J. Phys. 2, 5–10 (2018)
A.H. Awad et al., A study of some thermal and mechanical properties of HDPE blend with marble and granite dust. Ain Shams Eng. J. 10(2), 353–358 (2019)
M. Giżyński, B. Romelczyk-Baishya, Investigation of carbon fiber–reinforced thermoplastic polymers using thermogravimetric analysis. J. Thermoplast. Compos. Mater. 34(1), 126–140 (2021)
C. Zhang et al., Improved direct current electrical properties of crosslinked polyethylene modified with the polar group compound. Polymers 11(10), 1624 (2019)
S.H. Liu et al., Improving thermal stability of polyurethane through the addition of hyperbranched polysiloxane. Polymers 11(4), 697 (2019)
Z. Liu et al., High thermal conductivity of flake graphite reinforced polyethylene composites fabricated by the powder mixing method and the melt-extruding process. Polymers 10(7), 693 (2018)
X. Chi et al., Characterization of polypropylene modified by blending elastomer and nano-silica. Materials 11(8), 1321 (2018)
J.P. Jose, S. Thomas, Alumina-clay nanoscale hybrid filler assembling in cross-linked polyethylene based nanocomposites: mechanics and thermal properties. Phys. Chem. Chem. Phys. 16(28), 14730–14740 (2014)
M. Roy et al., Polymer nanocomposite dielectrics-the role of the interface. IEEE Trans. Dielectr. Electr. Insul. 12(4), 629–643 (2005)
A. Said, Z. Anane, Corona lightning overvoltage analysis for a 500 kV hybrid line. IET Gener. Transm. Distrib. 14(4), 532–541 (2019)
ASTM D149–09, Standard test method for dielectric breakdown voltage and dielectric strength of solid electrical insulating materials at commercial power frequencies (ASTM, West Conshohocken, 2009)
A.R. Said et al., Enhancing electrical, thermal, and mechanical properties of HV cross-linked polyethylene insulation using silica nanofillers. J. Mater. Eng. Perform. 30(3), 1796–1807 (2021)
A.E. Elsayed et al., High voltage cross-linked polyethylene insulator characteristics improvement using functionalized ZnO nanoparticles. Egypt. J. Chem. 63(12), 4929–4939 (2020)
A. Said et al., Enhancing the high voltage XLPE cable insulation characteristics using functionalized TiO2 nanoparticles. Am. J. Polym. Sci. Technol. 6(3), 21–31 (2020)
A. Hedir, M. Moudoud, O. Lamrous, S. Rondot, O. Jbara, P. Dony, Ultraviolet radiation aging impact on physicochemical properties of crosslinked polyethylene cable insulation. J. Appl. Polym. Sci. 137, 48575 (2020)
C. Huang, X. Qian, R. Yang, Thermal conductivity of polymers and polymer nanocomposites. Mater. Sci. Eng. R 132, 1–22 (2018)
C.E. Corcione, M. Frigione, Characterization of nanocomposites by thermal analysis. Materials 5, 2960–2980 (2012)
O. Nabinejad, D. Sujan, M.E. Rahman, I.J. Davies, Determination of filler content for natural filler polymer composite by thermogravimetric analysis. J. Therm. Anal. Calorim. 122, 227–233 (2015)
Q. Yu, A.P.S. Selvadurai, Mechanical behaviour of a plasticized PVC subjected to ethanol exposure. Polym. Degrad. Stab. 89(1), 109–124 (2005)
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
All authors have helped in experiments and improving the overall quality of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Said, A., Abd-Allah, M.A., Nawar, A.G. et al. Enhancing the electrical and physical nature of high-voltage XLPE cable dielectric using different nanoparticles. J Mater Sci: Mater Electron 33, 7435–7443 (2022). https://doi.org/10.1007/s10854-022-07868-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-022-07868-9