
Abstract
The study aims to evaluate the influence of surface modification of Fe powder on the magnetic behavior of soft magnetic compacts and composites that can possibly enhance their properties. The smoothing of ferromagnetic particle surfaces led to a decrease in the total energy loss as the most evident positive impact in all investigated classes (max. by 11% for small, 63–125 μm particle-based annealed Fe compacts, at max. induction 0.5 T and frequency 100 Hz) and to a partial increase in specific electrical resistivity (max. by 47% for small particle-based Fe@SiO2 composites) and resonant frequency (max. by 48% for large, 200–400 μm particle-based Fe@SiO2 composites) as well as partial decrease in coercivity (max. by 14% for small particle-based annealed Fe compacts). Removing surface irregularities negatively affected the maximum total permeability (max. drop by 28% for large particle-based Fe@SiO2 composites) due to increased inner demagnetizing fields. Applying the Bertotti theory for loss separation, we obtained parameters of loss components and assumed the domain structure using simultaneously active magnetic objects as predictors. The total loss decrease observed after the smoothing process originates from the significantly increased numbers of active magnetic objects, facilitating AC magnetization reversal so that domain wall displacements are accompanied by lower energy loss, manifested as a decrease in the excess loss component (max. by 61% for small particle-based Fe@SiO2 composites).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Soft Magnetic Composites (SMCs) are composed of ferromagnetic particles held together in an insulating matrix prepared into final components by powder metallurgy methods [1, 2]. Thanks to randomly arranged insulated particles while comparing SMCs with commonly used soft magnetic steels they are characterized by magnetic and thermal isotropy and low energy loss at medium to higher frequencies but at the expense of relatively low magnetic permeability [3,4,5].
Owing to those properties, recent decades of research have brought significant advances in miniaturization and development toward more economical and environmentally friendly energy usage of electrical devices. Today, they occur everywhere around us, in passive elements such as transformers, inductors, and coolers or wherever mechanical-magnetic energy conversion occurs, such as motors of various topographies or electric current generators in solar panels and wind turbines [5,6,7].
To improve magnetic properties, high packing density is required [8,9,10], as it facilitates magnetic interactions between particles and so the domain wall (DW) movability within the magnetic component of the composite [11,12,13]. While the relationship between high density and formation pressure applied is evident, it is of similar significance to consider the initial preparation of magnetic particles. One criterion may be the particle’s surface roughness. By comparing different studies with different powder preparation methods affecting the surfaces of a single particle, we can say that SMCs made with smooth surfaces have different physical and magnetic properties than those made with rough surfaces [14,15,16,17,18,19]. SMCs based on irregular Fe particles have shown that a smaller fraction of powders, despite a drop in initial values, is characterized by a more stable behavior of magnetic permeability relative to the measuring frequency [14,15,16]. Comparing studies on FeSiCrB/FeSiBCrC-based SMCs, the effect of using spherical particles on the magnetic loss is apparent, and one sees a decrease [17,18,19]. However, the significance of the preparation of powders is evident, and the employment of permeability and magnetic loss as further comparison factors seems to be a natural course of action.
We suggest the two-step powder preparation method combining powders’ milling and surface smoothing using the same planetary ball mill to enhance resulting magnetic properties. This paper contributes to the research group’s investigations into the impact of such particle surface smoothing on powder compacted and composite materials with confirmed positive effects [20,21,22,23,24] and directly follows previous studies on the non-annealed Fe compacts [20], in which the loss decreases for samples composed of small powder particles. The real part of complex permeability oppositely increased in the case of larger ones, and the relaxation frequency decreased while the coercivity dropped in both cases. The behavior of initial magnetization curves confirmed that surface smoothing facilitates the displacement of DWs. The investigation of inner demagnetizing fields suggested that removing surface roughness could create free spaces between particles, generating local magnetic poles and a growth of the inner demagnetization factor. However, excluding this factor and focusing on the permeability as a function of the internal magnetic field provided further confirmation of the effectiveness of the process in removing obstacles that hinder the displacement of DWs [21].
In this work, we focus on investigating the effects of particle surface smoothing on the coercivity, magnetic permeability, energy loss, and loss components in the annealed Fe compacts and Fe@SiO2 SMCs.
Preparation of the SiO2-isolated composite may shed new light on the effectiveness of the smoothing process on the magnetic parameters studied here. Until now, the removal of surface roughness has resulted in forming a better-quality coating [23]. Due to its properties, such as high electrical resistivity or thermal and mechanical resistance, SiO2 is a perfect candidate for SMC fabrication. Using sol–gel methods to deposit the coating on the particles provide more uniform coverage of the material’s surface, having better effectiveness in eddy current area flow reduction than other methods, such as mixing with wax or dry coating [25].
The authors are not aware of other ongoing research in this domain.
Experimental
We have prepared eight samples, four compacts, and four SMCs with initial powder preparation consisting of four steps: milling, annealing, surface smoothing, and coating.
The as-received material (1–2 mm Fe granulate, 99.98% pure, Thermo Scientific, no. 039708) was milled continuously in a Retsch PM100 planetary ball mill with a ball-to-powder weight ratio 3:1, an operation time of 20 min and a rotation speed of 500 rpm. To ensure even processing and cooling of particles, the device performed a 10 s pause every minute. To quantify the degree of dependence between size and process efficiency, we chose two fractions of particles to study: 63–125 μm and 200–400 μm, separated in an Analysette Vibratory Sieve Shaker (Fritsch GmbH, Germany).
Annealing was performed in an AY-VBF-888-17 muffle furnace (Henan Andy High Temperature Products Co., Ltd.; China) in an argon atmosphere at 400 °C for 90 min. The residual moisture was reduced by gas exchange (at 350 °C and 400 °C).
Particle surface smoothing set-up consisted of covering the walls of the milling jar of PM100 with SiC abrasive paper of P1000 grade (Carborundum Electrite a.s., Czech Republic) using Pattex Chemoprene Extrem (Henkel AG & Co. KGaA, Germany) [22]. Next, to a such-prepared, we added the powder and set the parameters: no balls added, an operation time of 70 min, and a rotation speed of 500 rpm. Similar to the milling, the device performed a 10 s pause every minute for even processing and cooling of particles. Afterward, the material was rinsed in isopropanol and sieved once again.
We used SiO2 coating employing the Stöber method [23], as it allows uniform particle coverage. Iron powder was placed in a mixture of isopropyl alcohol, distilled water, tetraethyl orthosilicate, and ammonia and stirred under an agitator at 400 rpm for 7 h. After completion, as in previous steps, the material was rinsed with isopropyl and sieved.
Compacting into ring-shape samples with a rectangular cross section of approximately 3 mm height, with an inner diameter of 18 mm and an outer diameter of 24 mm, was performed in a vacuum hot pressing furnace at 400 °C under 700 MPa pressure, applied for 3 min at the temperature peak. Afterward, the samples without SiO2 coating on particles underwent annealing in a tube furnace with a hydrogen flow at 650 °C for 60 min.
We determined the particle size distribution in the range of 0.02–2000 µm of each powder employing Mastersizer 2000M (Malvern Panalytical Ltd) and observed it using a scanning electron microscope (SEM) Vega 3 (Tescan). Employing light optical microscope (LOM) Nikon LVDia equipped with motorized XY movement and Z-focus with an automatic enhanced depth focus method (Nikon EDF), we obtained roughness (with standard deviation ± 0.03 μm) by acquisition of approx. 80–100 Z-slices after combining them into one focused image calibrated in the XY and Z axes, enabling measurement in the image. LOM was performed on about 100 particles of each powder, of which the most typical results were selected. Using Koerzimat 1.097 HCJ (Foerster) at a magnetic field amplitude of 200 kA m−1, we investigate the coercivity of the powders and the compacted samples at every preparation stage with a 2% standard deviation. We measured mass magnetization of powders (compacted into 4.5 mm diameter, 1 mm height tablets) using a self-developed Vibrating Sample Magnetometer (VSM) with a vibration frequency of 10 Hz and amplitude ± 4 mm with 0.6 T Weiss type electromagnet and a measurement sensitivity of 10–5 Am2 (5% standard deviation) at room temperature in a magnetic field of ± 400 kA m−1. For high-resolution X-ray photoelectron spectroscopy (XPS), Al anode operating at 200 W and the SPECS PHOIBOS 100 analyzer were used, with a base pressure of 10–8 mbar. The samples were attached to a molybdenum sample holder using conductive carbon tape. The chemical composition of the composite sample surface was received by Laser Induced Breakdown Spectroscopy (LIBS) using Keyence VHX 970F with LIBS analyzer EA300. The complex relative permeability within the frequency range of 100 Hz–40 MHz was measured employing a 4194A Impedance/Gain-Phase Analyzer (Hewlett-Packard) with a 2% standard deviation. The AC/DC Hysteresisgraph AMH-1K-S (Laboratorio Elletrofisico Walker LDJ Scientific) with a precision set to 2% for magnetic field and induction measuring (Fig. S7) was used to examine the initial magnetization curves, which we transformed into the relative magnetic permeability versus induction curve. Using the same device, we measured the hysteresis loops in the frequency range from DC to 950 Hz at sinusoidal induction with a maximum of 0.5 T to obtain the total energy loss with 3% precision. The specific electrical resistivity was determined utilizing the contactless method at 1 kHz with a measuring coil, according to [26].
Results and discussion
Characterization of powders
The list of prepared powders with their parameters is in Table 1. The coercivity Hc (Fig. 1a) dropped after the annealing, as expected, due to the relief of internal stresses and the structure recovery from lattice defects induced by milling, for powders of size 63–125 μm by more than 40% and for those of 200–400 μm by more than 60%. The slight increases in Hc after smoothing reflect the growing amount of stresses and structural changes caused by the change in surface morphology. These values vary depending on the powder group and particle size. For M2 relative to M1, Hc is 8% higher, while for M4 relative to M3, it is only 0.6%. Group A’s results show similar outcomes, with Hc increasing by 12.5% A2 to A1 and 11% A4 to A3. In the case of the C group, it rises by 9% in both fractions.

a Comparison of the coercivity of prepared powders (lines are guide for the sight), and b–d mass magnetization versus applied magnetic field of powder group a M, b A, and c C.
Figure 1b–d depicts VSM measurement results. The values of saturation mass magnetization σm follow the expected tendencies in majority of powders—they are lower for powders before the annealing, after the particle surface smoothing, and after the coating process. The decreasing tendencies of σm reflect the increasing amounts of non-ferromagnetic contents (namely, the SiO2 layer manifested in measurements of C1, C3, and C4, the presence of contamination phases due to the milling before annealing manifested in M2, M3, and M4, as well as due to the smoothing process manifested in M2, A2, C2, and M4).
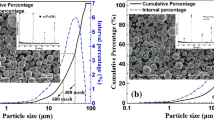
Figure 2 graphically depicts the particle size distributions. Laser diffraction and sieving can provide similar results in characterizing spherical or hemispherical particles. However, it is not unusual to see significant differences for non-spherical particles because each technique measures different particle properties (sieving—weight distribution; laser diffraction—volume distribution). The measurements suggest the expected size reduction after the particle surface smoothing process. In the M group, this is most evident in powder M2, whose distribution d0.1, d0.5, and d0.9 lowers by 4%, 8.4%, and 11.7%, respectively, relative to M1. In M4 to M3, the changes in distribution are lower, about 2% for all parameters. The annealing caused recrystallization of the crystallographic structure of the particles. It reduced the vulnerability of the smaller fraction powders to size reduction after smoothing and for the larger fraction, the opposite stimulated the effectiveness. d0.1 and d0.5 increase slightly in A2 to A1 by 1.2% and 0.7%, and d0.9 decreases by 0.8%. d0.1 performs similarly for A4 to A3, growing by 1.3%, while the other two parameters reduce by 2.1% and 4.1%. The coating caused gains in all three distribution parameters, in C1 to A1 by 2.4%, 2.7%, and 2.3%, but in C2 to A2, there is virtually no change, leading to a decrease in d0.1 by 1.1%, d0.5 by 2.1%, and d0.9 by 3.2% in C2 compared to C1. In the case of C3 and C4, we see two similarities to the other groups. First, relative to A’s, the particles are smaller after applying the surface smoothing, but the differences in distribution parameters are more significant in C4 relative to C3 (than A4 relative to A3), d0.1 decreases by 2.6%, d0.5 by 6.6% and d0.9 by 10.1%. This happens due to the second similarity to C1 and C2; these parameters grow in particles with irregular surfaces during coating and fall in those smoothed. Thus, in C3 to A3, they rose by 1.7%, 2.5%, and 3%, and in C4 to A4, drop by 2.3%, 2.2%, and 3.4%, respectively.

Particle size distributions of a, b as-milled, c, d annealed, and e, f coated powders.
Figure 3 provides a comparison of A3 and A4 powders. We can see the impact of the process used. After the application of smoothing, the particles seem to have more rounded edges, though we also see deformations in the form of bends of some of the edges.

SEM images of a, b A3 and c, d A4 particles morphology at magnifications of a, c 100× and b, d 500×.
Figure 4 presents surface Z profiles measured on randomly selected particles. Comparison of powders M1 and M2 reveals that smoothing led to a decrease in the frequency of occurrence of local convex and concave surface irregularities. Differences in the surface roughness of M1 and M2 powder particles led to partial changes in the coating mechanism. In the case of milled powder without smoothing, SiO2 was preferentially deposited in the convex parts of the surface. After filling the convex cavities, the coating continued on successively higher projections on the particle. We observed the roughness reduction on the surface of the smoothed particles M2 with fewer convex cavities, of lower frequency of occurrence, and reduced difference between the bottoms of convex cavities and the peaks of protrusions compared to unsmoothed particles. The consequence is that the cavities fill almost immediately, and a relatively more uniform coating of the Fe particle. The result is a SiO2 coating that covers the surface more evenly and has a more uniform thickness. Figs. S1 and S2 contain the particle surface morphology images and 3D height maps obtained by LOM, provided in order to facilitate the interpretation of Fig. 4. The roughness measurements (Fig. S3, Fig. S4, and Table S1) obtained with a confocal microscope confirmed the above observations.

a M1, b M2, c C1 and d C2 particles’ surface roughness measured at magnification 200×.
X-ray powder diffraction (Fig. S5) revealed no free or bound Si and no Fe oxides, even for a sample C2, which due to the particles’ size and shape (smoothed surfaces) should contain the highest amount of SiO2 coating synthesized with the Stöber method [23]. Presumably, it is because their amount lies beneath the measurement sensitivity. For this reason, we conducted an XPS measurement to prove the presence of an insulating layer. Figure 5a–d shows the measured Fe 2p spectra of powders M4, A4, C3, and C4. For the M4 powder, both the Fe 2p3/2 (right) and the Fe 2p1/2 (left) peaks were fitted with 3 components corresponding to the Fe0, Fe2+, and Fe3+ oxidation states of iron. They indicate the presence of Fe(metal), FeO, and Fe2O3 constituents, respectively. The estimated binding energies of the Fe0, Fe2+ and Fe3+ oxidation states in the Fe 2p3/2 peak are 707.19 eV, 710.29 eV, and 711.78 eV, respectively. The binding energies of the Fe 2p1/2 peak components are shifted by 13.1 eV for Fe0 and by 13.6 eV for Fe2+ and Fe3+ oxidation states. This shift corresponds to the spin–orbit splitting. The satellite peaks are present at 719.57 eV and 733.05 eV. We have fitted the Fe 2p spectra for the annealed A4, C3, and C4 powders with the same number of components and the same spin–orbit splitting. The area ratio between the p3/2 and p1/2 spin–split peaks is 2:1. Compared to the pristine M4 powder, the corresponding binding energies are higher, and the Fe2+ components are substantially enhanced. The energy shift may indicate deterioration of electronic properties caused by faster powder oxidation after the annealing process. Similarly to the work of Zhao et al. [28], the resulting oxide layer may serve as insulation on its own, further stimulating the coating efficiency and reducing the eddy current flow area. We compared the intensity of the Fe 2p3/2 peak with the background intensity below 705 eV. In the case of powders M4 and A4, this ratio is greater than 2. For the SiO2-coated C3 and C4 powders, this ratio drops to ca. 1.4. Such an intense signal suppression confirms successful silica coating.

The a–d high resolution Fe 2p XPS spectrum of powders a M4, b A4, c C3, and d C4 and e, f the high resolution Si 2p XPS spectrum of powders a C3 and b C4.
Figure 5e, f shows Si 2p spectra for powders C3 and C4 coated with SiO2. Since the spin–orbit splitting of the Si 2p peak is negligible, we fitted it with one component corresponding to SiO2. The obtained binding energies are 103.4 eV for powder C3 and 103.3 eV for powder C4. The XPS survey of M4, A4, C3, and C4 powders over a broad range of energies is presented in Fig. S6.
Density and electrical resistivity of samples
Apparent density, flowability, and compressibility are all characteristics of powder mixtures influenced by two key factors: (1) the shape of the particles and their surface morphology and (2) the particle size distribution. These parameters influence the porosity and pore size distribution of the consolidated material. Smaller particles result in a higher number of smaller pores evenly distributed throughout the compact volume. Conversely, larger particles lead to a smaller number of larger pores that are unevenly distributed within the sample [29]. Rojek’s work provides a starting point for evaluating the influence of particle size on densification mechanisms during uniaxial pressing [30]. The expected level of the forces and indentation of the particles in the pressing process is possible to evaluate based on the elastic Hertz model modified by Rojek et al.:
where F is the contact force, R denotes the particle’s radii, E is the Young modulus, ν is the Poisson ratio, and h means the particle overlapping.
For Fe particle size from 10 to 400 µm, with the elastic module of 200 GPa, a Poisson ratio of 0.291, the contact forces between two particles at the constant indentation of the particle of 1 µm were calculated as shown in Fig. 6. In an actual pressing process, the overlapping of the particles depends on external pressure. The parameter F∙(4R2)−1 gives exactly an external pressure for a regular cubic arrangement of equal spheres [30]. Based on calculations, pressing pressure of 800 MPa creates a theoretical overlapping of 1 µm between particles with the size of 10 µm, 9.88 µm between 100 µm size particles, and 39.5 µm in the case of 400 µm size particles.

The relationship between contact forces and particle size at a constant indentation, calculated based on Eq. (1).
In die pressing of the multiparticle system, the particle size can indirectly influence contact forces because smaller particles can pack more densely leading to an increased number of contacts and potentially higher overall contact forces within the powder. Larger particles may leave larger voids resulting in fewer contact points and possibly lower overall contact forces. In addition, particle size distribution and surface roughness can influence the number and distribution of contact points indirectly affecting the average contact force experienced by individual particles. The higher surface roughness of particles increases overall contact forces in the powder system. In connection with the given facts, it is clear that when evaluating the density of powder systems based on smoothed/unsmoothed and coated/uncoated particles, it is necessary to take into account the mutual influence of the densification mechanism by changes in the size of the particles and at the same time by changes in the surface roughness of the particles.
Table 2 lists the samples and their parameters—the density (determined from size and weight measurements), porosity, and filler factor. The particle surface smoothing process evidently impacts the density and associated parameters of powder compacts and SMCs. In the case of powder compacts (COM), it causes a growth in density and a drop in porosity while in composites (SMC) conversely, there is a decrease and an increase, respectively. This effect arises from the different packing behavior of each powder type at the compaction, as explained above.
The measured specific resistivity results show no significant impact of smoothing in compacts and a positive effect manifested in the increase in SMCs. It confirms the above explanations and the experimental observations [22] stating that a more uniform surface facilitates SiO2 coating deposition.
A hot-pressed SMC-3 sample (natural surface without grinding and polishing) was analyzed using the LIBS multi-drilling method (Fig. 7). The obtained results confirm the SiO2 layer on the surface of Fe. As the depth of the analyzed spot increases, both Si and Fe appear. As shown by XPS, small amounts of iron oxides appeared in the powder preparation processes, accompanying SiO2.

Surface chemical composition analysis of SMC-3 sample.
Coercivity and permeability
Table 3 contains the coercivity, specific electrical resistivity, and parameters excluded from the complex relative permeability and total relative permeability. After the smoothing process, reduced coercivity values manifest that the surface pinning obstacles, which hinder DW motion, were partially removed [31]. The reduction in Hc is the most noticeable for powder compacts and smaller particles. Although the additional process may have caused an increase in internal stresses, in the case of compacts, they were relieved by 650 °C annealing, and for small powder-based SMCs, their impact is lower than that of surface roughness. The exception is the SMC-4 sample, indicating that the amount of induced internal stresses in the case of larger particles was higher. Hence, their influence, combined with the packing predisposition of larger particles leading to larger pores, caused an increase in Hc [32].
A peak of the total relative permeability curve (µtot = BC−1µ0−1H−1, Fig. 8), as a function of the increasing induction, is referred to as maximum total relative permeability µmaxtot. The overall values of magnetic permeability throughout the course on the diagram are close to each other if we consider the particle size used for the sample preparation. DWs tend to be pinned to particle surfaces in small powder-based samples more often, resulting in lower values. However, they are almost the same for COM-1 and COM-2 compacts. At the same time, in the other cases, we can see a reduction for smoothed powder-based samples, which is related to larger pores, and for SMCs, also to the more uniform insulating coating, all creating inner demagnetizing fields lowering the permeability [11, 15], hence covering any facilitating effect of surface smoothing on DW movability. The falls are most significant for composites—21% for SMC-2 compared to SMC-1 and 28% for SMC-4 to SMC-3.

Total relative permeability of a small powder-based and b large powder-based compacts (COM) and composites (SMC) plotted against magnetic induction.
The corresponding induction Bµmax is associated with a change in the predominant magnetization process, thereby introducing a dividing line at the primary magnetization curve. Below this line, the dominant process is the domain wall displacement; above it, the magnetization vector rotation and DW nucleation and annihilation play the primary role [31]. Bµmax values are lower for powder compacts, revealing that smaller numbers of movable DWs perform the magnetization process, as the rotations of magnetization vector occur earlier than SMCs.
In the case of complex relative magnetic permeability (µcomplex = µr′ − i µi″, µr′—real and µi″—imaginary part, Fig. 9), the relaxation type dispersion, revealing the eddy current damping of DWs as a primary relaxation mechanism, is observed. As a result of the particle surface smoothing, the most significant difference in µr′ versus frequency curve is between COM-1 and COM-2 compacts up to 1 kHz, while for COM-3 and COM-4, the curves are the most similar. In the case of composites, the differences are relatively small as well. This is due to the predominance of different types of magnetic anisotropies determining the easiness of magnetization reversal at different inductions [33]—at the elevated ones (the case of µmaxtot), where irreversible DWs displacements take place, the internal stress-induced anisotropy in ferromagnetic particles as well as the demagnetizing effects of their surrounding medium are crucial. In contrast, at very low inductions (the case of µr′), the influence of these factors weakens, and the magneto-crystalline anisotropy plays a dominant role. The effect of structural defects acting as pinning sites for DWs is important at every induction level, which is why the partial removal of surface obstacles by smoothing (more effective for small particles) manifests itself in a higher maximum value of µr′ (measured at the lowest frequency) for COM-2 compared to COM-1. The tendency of the influence of particle size and insulation coating on the maximum value of µr′ follows approximately that of µmaxtot. The addition of SiO2 manifests itself further in maintaining the real part values stable to higher frequencies until the relaxation one fr, where its trend suggests a difference in the behavior of compacts and composites; thus, we see low values of fr for the COM samples and a couple of kilohertz for the SMCs. The relaxation frequency is directly proportional to specific electrical resistivity according to the relation fr ~ ρRbulk [34].

Complex relative permeability of samples: a COM-1 and COM-2, b COM-3 and COM-4, c SMC-1 and SMC-2, and d SMC-3 and SMC-4.
Magnetic loss
Magnetic loss of ferromagnetic material is associated with energy dissipation in the form of heat resulting from the eddy currents induced when magnetization processes occur during the magnetization cycle as well as those occurring in any conductive material. According to the Bertotti theory [35], this energy loss Wt comprises three contributions: the hysteresis loss Wh, the eddy current loss We, and the excess loss Wexc. Hysteresis loss is frequency-independent defined as the area of a quasi-static hysteresis loop and depends on the number of structural defects in ferromagnetic material creating barriers for the moving DWs.
Eddy current loss originates from the eddy currents induced in a conductive material by the changing magnetic field during magnetization with the alternate current and exhibits linear dependence on the frequency. For heterogeneous materials, Barrière et al. [36] differentiate the macroscopic (at the scale of sample cross section) and the microscopic (at the scale of the individual conductive particle) We. He proved the negligibility of the first ones for small samples up to 5 mm × 5 mm cross section, and for the latter, he derived the relation:
where \({\rho }_{R}^{\text{ferro}}\) is the specific resistivity of ferromagnetic material, C is the filling factor, and Bm is the maximum induction of magnetizing reversal in the sample. The coefficient 0.552 arises from applying the approximation of the same equivalent squares of side dimension a (identified with the particles or their clusters), where the function K(R) is ~ 0.0345 for the aspect ratio R = 1 (equivalent rectangle height/width), together with considering average magnetic induction rate \(\left(\text{d}B/\text{d}t\right)\)=4 Bm f.
Since both hysteresis and eddy current loss do not describe all magnetic loss mechanisms accurately, the excess loss is necessary to provide a complete view, representing the eddy currents induced around moving DWs, which are also branching and bowing during AC magnetization cycles [3, 37]. Wexc can thus serve as a source of information on the domain structure of ferromagnetic material linking it to the excess field present within it [38, 39] as \({H}_{\text{exc}}={W}_{\text{exc}} 0.25 C {B}_{m}^{-1}\). The tendency of the number n of the so-called simultaneously active magnetic objects (AMOs), i.e. DWs moving simultaneously during magnetization owing to the action of an alternating magnetic field is conventionally expressed as a function of \({H}_{\text{exc}}\). Number n can be determined from the relation:
where G = 0.1356 denotes the dimensionless damping coefficient (calculated for DW geometry with spaces between DWs larger than magnetic material thickness exactly fulfilled for thin sheets but acceptably applicable also for other geometries), and S represents the cross-section of the sample perpendicular to magnetic flux.
Wt can thus be written as [24, 35]
where Kh, Ke, and Kexc denote the hysteresis, the eddy current, and the excess loss coefficient, respectively, and p is the parameter related to the material’s magnetic domain structure and the magnetic interaction of insulated particles in the case of SMC. Empirical studies have shown that the p-parameter can take on values of 0.5 for laminated steels or other bulk ferromagnets and of 1 [38] in case of lowered magnetic interaction between isolation-separated particles in SMCs due to significant inner demagnetizing fields [11, 37]. p = 0.5 corresponds to the linear dependence of n versus Hexc, while p = 1 means constant n.
Hysteresis loops measured in the frequency range from DC to 950 Hz are shown in Fig. S8 (compacts) and Fig. S9 (composites). Figure 10 represents the dependences of total energy loss Wt versus frequency. Smoothing of the particle surfaces has a positive effect, which is evident in the reduction in their values across the measurement frequencies, and the addition of an insulating coating in the case of SMCs strengthens it further. We also see much lower Wt for the large powder-based samples than the small powder-based ones. To fully understand the related phenomena, we have separated the total loss into the components according to (4) using p = 0.5. Since SMCs manifest a linear-like dependence of Wt (f) even from relatively low frequencies, we densified the measurement points up to 250 Hz. Based on the obtained results, we calculated the equivalent square dimension a of eddy current flow according to (2), and to identify the effect of smoothing on the domain structure, we determined the number of AMOs at 100 Hz, 200 Hz, and 950 Hz according to (3) Fig. 10 graphically presents the separation results, and Table 4 consists of the calculated parameters.

Comparison of measured total energy loss (at maximum induction 0.5 T) with individual loss components acquired by fitting according to the Bertotti theory for the samples: a COM-1 and COM-2, b COM-3 and COM-4, c SMC-1 and SMC-2, and d SMC-3 and SMC-4.
Hysteresis loss depends on various structural defects (including surface roughness) and internal stresses in ferromagnetic material [31] acting as obstacles to DW displacements and magnetic interaction between particles in SMC. Therefore, we can see an increase in Wh with the reduction in powder size and the introduction of an insulating coating (which also disabled heat treatment of SMC samples) [3]. The tendencies are roughly similar to those of Hc; the positive effect of smoothing by means of the partial removal of surface obstacles for DWs is mainly exhibited for powder compacts with smaller particles.
The eddy current loss coefficient increases when they are made based on particles with a smoothed surface, in compacts by 14% (COM-2) and by 6% (COM-4), and in composites by 6% (SMC-2) and by 8% (SMC-4). The slightly more conductive paths probably indroduced near particle surfaces by partial removal of structural obstacles are assumed to be the reason with the denser packing manifested in higher density in the case of compacts. Considering that the primary purpose of adding insulation coatings is to reduce eddy currents, such loss is lower for composites than powder compacts due to the closing of eddy current paths into particles’ interiors reflected by the equivalent square dimension a. The enlargement of a compared to the powder particle mean size d0.5 characterizes the decreasing quality of insulation coating in the case of SMC, or generally the decreasing amount of any other obstacles for electrical conductivity carriers creating a higher-resistivity layer at particle surfaces (for perfectly insulated particles the area Sk would equal to the cross-sectional area of the particle). We can see the much lower values of a for the insulated particles (SMCs) compared to the non-insulated ones (compacts), and the tendency of a with the application of smoothing is similar to that of Ke. It might be due to the increase in the size of pores in the smoothed particle-based compacts and composites, which may serve as the area of intense deformation during pressing, resulting in the cracking of the insulation coating.
Both particle surface smoothing and insulation coating resulted in a significant drop in the excess loss coefficient no matter the powder size used. The decreases are respectively 22% for COM-2 relative to COM-1, 16% for COM-4 relative to COM-3, 61% for SMC-2 relative to SMC-1, and 57% for SMC-4 relative to SMC-3. The AMOs calculated on their basis at 100 Hz, 200 Hz, and 950 Hz show an increase compared to samples prepared based on powders with an irregular surface stimulated even much more by the addition of an insulating coating. As stated before, surface imperfections may cause obstacles hindering the DWs displacement during the magnetization cycle. Therefore, their smoothing leads to a higher number of AMOs, and adding a non-magnetic layer weakens the magnetic interactions between particles. Hence, DWs do not move simultaneously, and the number of AMOs increases [20, 21], which manifests mostly for small powder-based samples. Thus, both these factors have beneficial effects on excess loss minimization.
The goal of this work fits well within the frame of similar world research on methods of obtaining smooth and round/spherical particles for powder metallurgy applications as compared to the work of Zhao et al. [18], where the powder compacted cores prepared from smooth and spherical particles as a result of the gas–water combined atomization method, exhibited similar percentage magnitudes of the total and dynamic loss decrease as well as the permeability decrease (due to particle smoothness and roundness, excluding other factors) when compared to other different atomization methods.
Conclusions
Using two fractions of Fe powders (63–125 μm and 200–400 μm), we conducted a study on the effect of smoothing of ferromagnetic particle surfaces on the magnetic properties and magnetization process of soft magnetic Fe compacts and Fe@SiO2 composites. The positive impact of the smoothing process manifested itself in a decrease in total energy loss regardless of the sample type or particle size, partly in a decrease in coercivity and an increase in specific electrical resistivity and resonance frequency. At the same time, the negative effect was a decrease in total magnetic permeability.
The separation of total loss into components, as a function of frequency, revealed the main effect observed after the removal of surface irregularities—a significant decrease in the excess loss component and an associated increase in the number of active magnetic objects, i.e., simultaneously movable domain walls participating in the process of AC magnetization, which is favorable for its facilitation. However, the removal of surface roughness probably results in the poorer filling of micropores in the interior of the samples and increased damage to the insulating coating during pressing. To avoid this, we plan to investigate the mixing of different fractions of powders with smoothed surfaces in our future work.
The outcome manifested in the reduction in total energy loss is promising for application in the drive motors of electric devices enhancing the possibility of efficient use of energy stored in batteries. This could result in increased electric vehicle ranges or extended operation times of domestic appliances with less frequent recharging needed. Since the smoothing method proposed in this work is much cheaper and less energy-consuming than atomization with much less liquid waste, it may represent its environmentally friendly and economically effective alternative in appropriate cases. A possible route may be to seek a way of implementing the process at the factory level.
Data availability
The measurement raw data are available at the following Data repository: Maciaszek R, Kollár P, Bircakova Z, et al. (2024). Data for: Effects of Particle Surface Modification on Magnetic Behavior of Soft Magnetic Fe@SiO2 Composites and Fe Compacts. J Mater Sci. https://doi.org/10.5281/zenodo.11074551
References
Shokrollahi H, Janghorban K (2007) Soft magnetic composite materials (SMCs). J Mater Process Technol 189:1–12. https://doi.org/10.1016/j.jmatprotec.2007.02.034
Sunday KJ, Taheri ML (2017) Soft magnetic composites: recent advancements in the technology. Met Powder Rep 72:425–429. https://doi.org/10.1016/j.mprp.2016.08.003
Moses AJ (2007) Advanced soft magnetic materials for power applications. In: Kronmüller H, Parkin S (eds) Handbook of magnetism and advanced magnetic materials, 1st ed. Wiley, New York
Sun H, Zhou G, Guo Z et al (2022) Efficient synthesis of TiO2-coated layer for Fe-based soft magnetic composites and their regulation mechanism analysis on magnetic properties. J Mater Sci Mater Electron 33:13956–13967. https://doi.org/10.1007/s10854-022-08326-2
Ahmed N, Atkinson GJ (2022) A review of soft magnetic composite materials and applications. Int Conf Electr Mach ICEM 2022:551–557. https://doi.org/10.1109/ICEM51905.2022.9910712
Hultman LO, Jack AG (2003) Soft magnetic composites-materials and applications. In: Electric machines and drives conference, 2003. IEMDC’03. IEEE International, vol 1. p 516–522. https://doi.org/10.1109/IEMDC.2003.1211312
Krings A, Boglietti A, Cavagnino A, Sprague S (2017) Soft magnetic material status and trends in electric machines. IEEE Trans Ind Electron 64:2405–2414. https://doi.org/10.1109/TIE.2016.2613844
Gai G, Yang Y, Jin L et al (2008) Particle shape modification and related property improvements. Powder Technol 183:115–121. https://doi.org/10.1016/j.powtec.2007.11.026
Zegzulka J, Gelnar D, Jezerska L et al (2020) Characterization and flowability methods for metal powders. Sci Rep 10:21004. https://doi.org/10.1038/s41598-020-77974-3
Peng K, Zheng Z, Pan H et al (2022) Quasi-static and dynamic compaction of granular materials: a strain-activated statistical compaction model and its evaluation. Mech Mater 167:104250. https://doi.org/10.1016/j.mechmat.2022.104250
Périgo EA, Weidenfeller B, Kollár P, Füzer J (2018) Past, present, and future of soft magnetic composites. Appl Phys Rev 5:031301. https://doi.org/10.1063/1.5027045
Choi M, Kim M, Lee K et al (2019) The effects of Fe nano-powders on compaction behaviors and magnetic properties of SMCs. J Magn Magn Mater 480:33–39. https://doi.org/10.1016/j.jmmm.2019.02.034
Bures R, Faberova M, Bircakova Z et al (2023) High pressure compaction of soft magnetic iron powder. Powder Technol 421:118434. https://doi.org/10.1016/j.powtec.2023.118434
Shokrollahi H, Janghorban K (2006) The effect of compaction parameters and particle size on magnetic properties of iron-based alloys used in soft magnetic composites. Mater Sci Eng B 134:41–43. https://doi.org/10.1016/j.mseb.2006.07.015
Anhalt M (2008) Systematic investigation of particle size dependence of magnetic properties in soft magnetic composites. J Magn Magn Mater 320:e366–e369. https://doi.org/10.1016/j.jmmm.2008.02.072
Ding W, Jiang L, Liao Y et al (2015) Effect of iron particle size and volume fraction on the magnetic properties of Fe/silicate glass soft magnetic composites. J Magn Magn Mater 378:232–238. https://doi.org/10.1016/j.jmmm.2014.09.019
Błyskun P, Kowalczyk M, Łukaszewicz G et al (2021) Influence of particles size fraction on magnetic properties of soft magnetic composites prepared from a soft magnetic nanocrystalline powder with no synthetic oxide layer. Mater Sci Eng B 272:115357. https://doi.org/10.1016/j.mseb.2021.115357
Zhao T, Chen C, Wu X et al (2021) FeSiBCrC amorphous magnetic powder fabricated by gas-water combined atomization. J Alloys Compd 857:157991. https://doi.org/10.1016/j.jallcom.2020.157991
Woo HJ, Ahn JH, Kim CP et al (2022) Effect of the particle size classification of FeSiCrB amorphous soft magnetic composites to improve magnetic properties of power inductors. J Non-Cryst Solids 577:121309. https://doi.org/10.1016/j.jnoncrysol.2021.121309
Maciaszek R, Kollár P, Tkáč M et al (2023) Improved soft magnetic properties of iron powder compacts prepared by mechanical treatment of powder particles. AIP Conf Proc 2778:040017. https://doi.org/10.1063/5.0135813
Kollár P, Olekšáková D, Maciaszek R et al (2023) Influence of inner demagnetizing field on permeability of iron compacted powder. AIP Conf Proc 2778:040014. https://doi.org/10.1063/5.0137067
Kollár P, Slovenský P, Olekšáková D et al (2020) Preparation and magnetic properties of NiFeMo powdered compacts of powder elements with smoothed surfaces. J Magn Magn Mater 494:165770. https://doi.org/10.1016/j.jmmm.2019.165770
Slovenský P, Kollár P, Mei N et al (2020) Mechanical surface smoothing of micron-sized iron powder for improved silica coating performance as soft magnetic composites. Appl Surf Sci 531:147340. https://doi.org/10.1016/j.apsusc.2020.147340
Olekšáková D, Kollár P, Jakubčin M et al (2021) Energy loss separation in NiFeMo compacts with smoothed powders according to Landgraf’s and Bertotti’s theories. J Mater Sci 56:12835–12844. https://doi.org/10.1007/s10853-021-06090-y
Jang M-S, Park J-M, Kang J et al (2022) Soft magnetic composites with improved heat resistance and mechanical strength realized using Fe@SiO2 powders with a variable thickness insulation layer. J Mater Sci 57:18118–18130. https://doi.org/10.1007/s10853-022-07517-w
Cyr C, Viarouge P, Cros J, Clénet S (2007) Resistivity measurement on soft magnetic composite materials. Prz Elektrotech 83(4):103–104
Jenike AW (1964) Storage and flow of solids. Bulletin of the Utah Engineering Experiment Station No. 123; 53(26):10–31
Zhao G, Wu C, Yan M (2016) Enhanced magnetic properties of Fe soft magnetic composites by surface oxidation. J Magn Magn Mater 399:51–57. https://doi.org/10.1016/j.jmmm.2015.09.054
Sánchez F, Bolarín AM, Molera P et al (2003) Relationship between particle size and manufacturing processing and sintered characteristics of iron powders. Rev Latinoam Metal Mater 23:35–40
Rojek J, Nosewicz S, Jurczak K et al (2016) Discrete element simulation of powder compaction in cold uniaxial pressing with low pressure. Comput Part Mech 3:513–524. https://doi.org/10.1007/s40571-015-0093-0
Kneller E, Seeger A, Kronmüller H (1962) Ferromagnetismus. In: Ferromagnetismus. Springer, Heidelberg, p 30–37
Dijkstra LJ, Wert C (1950) Effect of inclusions on coercive force of iron. Phys Rev 79:979–985. https://doi.org/10.1103/PhysRev.79.979
Herzer G (2005) Anisotropies in soft magnetic nanocrystalline alloys. J Magn Magn Mater 294:99–106. https://doi.org/10.1016/j.jmmm.2005.03.020
Dobák S, Füzer J, Kollár P et al (2017) A comprehensive complex permeability approach to soft magnetic bulk cores from pure or resin coated Fe and pulverized alloys at elevated temperatures. J Alloys Compd 695:1998–2007. https://doi.org/10.1016/j.jallcom.2016.11.036
Bertotti G (1998) Hysteresis in magnetism: for physicists, materials scientists, and engineers. Academic Press, San Diego, pp 391–430
De La Barriere O, LoBue M, Appino C et al (2013) Characterization and prediction of magnetic losses in soft magnetic composites under distorted induction waveform. IEEE Trans Magn 49:1318–1326. https://doi.org/10.1109/TMAG.2012.2218614
Li W, Zhou X, Kang Y et al (2023) Microstructure and magnetic properties of the FeSiAl soft magnetic composite with a NiFe2O4-doped phosphate insulation coating. J Alloys Compd 960:171010. https://doi.org/10.1016/j.jallcom.2023.171010
Bertotti G (1988) General properties of power losses in soft ferromagnetic materials. IEEE Trans Magn 24:621–630. https://doi.org/10.1109/20.43994
Weidenfeller B, Rieheman W (1996) Domain refinement and domain wall activation of surface treated Fe Si sheets. J Magn Magn Mater 160:136–138. https://doi.org/10.1016/0304-8853(96)00142-4
Acknowledgements
We would like to express our gratitude to František Lofaj and Petra Hviščová from the Institute of Materials Research, Slovak Academy of Sciences, for their help with experiments performed on confocal microscopy and evaluation of the results. This work was realized within the frame of the project “FUCO” financed by the Slovak Research and Development Agency under the contract APVV-20-0072; the Scientific Grant Agency of Ministry of Education of Slovak Republic and Slovak Academy of Sciences (projects VEGA 1/0016/24 and 1/0132/24) and the Internal Scientific Grant of the Faculty of Science, P.J. Šafárik University in Košice (project VVGS-2023-2528).
Funding
Open access funding provided by The Ministry of Education, Science, Research and Sport of the Slovak Republic in cooperation with Centre for Scientific and Technical Information of the Slovak Republic.
Author information
Authors and Affiliations
Contributions
Robert Maciaszek was contributed to conceptualization, methodology, investigation, visualization, formal analysis, writing—original draft, project administration. Peter Kollár was contributed to conceptualization, methodology, validation, investigation, resources, writing—review and editing, supervision, project administration, funding acquisition. Zuzana Birčáková was contributed to conceptualization, methodology, investigation, visualization, formal analysis, validation, writing—original draft, project administration. Martin Tkáč was contributed to investigation, formal analysis. Ján Füzer was contributed to methodology, investigation, validation, resources, writing—review and editing, supervision, project administration, funding acquisition. Denisa Olekšáková was contributed to investigation, validation, writing—review and editing. Dominik Volavka was contributed to investigation, validation, writing—original draft. Tomáš Samuely was contributed to investigation, validation, writing—review and editing. Jozef Kováč was contributed to Investigation, Formal analysis, Project administration. Radovan Bureš was contributed to methodology, investigation, visualization, writing—original draft, resources, supervision, project administration, funding acquisition. Mária Fáberová was contributed to methodology, investigation, visualization, resources, project administration.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval
Not applicable.
Additional information
Handling Editor: Pedro Camargo.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Maciaszek, R., Kollár, P., Birčáková, Z. et al. Effects of particle surface modification on magnetic behavior of soft magnetic Fe@SiO2 composites and Fe compacts. J Mater Sci 59, 11781–11798 (2024). https://doi.org/10.1007/s10853-024-09881-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-024-09881-1