
Abstract
Wheat bran (WB) was investigated as potential filler for controlling the plasticizer migration in poly(lactic acid) (PLA)/poly(butylene succinate adipate) (PBSA) binary blends (with 60 wt.% of PLA and 40 wt.% of PBSA). The migration process of three different biobased and biodegradable plasticizers [Triacetin (TA), acetyl tri-n-butyl citrate (ATBC) and oligomeric lactic acid (OLA)] was investigated adding them at a fixed amount of 10 wt.%. TA revealed the greater mass loss over the time as confirmed from the calculation of the diffusion coefficients. The addition of WB in different amount (from 10 to 30 wt.%) revealed its tendency to influence the diffusion process in a manner strictly dependent on its content. The great dimensions of the WB, however, weaken the material suggesting to adopt a preliminary dimensional reduction of the filler to mitigate the negative effect observed on the mechanical properties. From this study emerged the WB potential to be used as filler for controlling the plasticizer migration, thus suggesting a possible valorization of this waste byproduct in biobased and biodegradable materials.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
A gradual replacement of fossil oil-based materials with bioplastics is expected over the coming few decades. Many research activities, in various disciplines, have been carried out on bio-based materials [1, 2]. The substitution of bio-based plastics products could help to overcome the main sustainability challenge related to the disposal of conventional plastics. The societal demand of “green” and sustainable materials has pushed-up not only the researchers, but also the industry, to develop bio-based and/or biodegradable polymers [3,4,5].
However, the large scale production and the complete replacement of conventional plastic materials still remains challenging as a consequence of various factors such as: poor performance, high-production cost, lack of infrastructure and high variability of properties feedstock associated with location and time of harvest [6,7,8]. Furthermore, the production of bioplastics is relatively low if compared to the volume production of the common plastic industries. European Bioplastics reported the global production of bioplastics in 2020 at around 2 Mt versus 368 Mt of the global plastics production. Nevertheless, a crescent grow of the global bioplastics marked is expected by around 40% in the next years [9].
The main challenge to be faced is the development of new biobased and/or biodegradable materials having properties able to respond to the market needs especially in sectors where the plastic consume is very high (for example the single-use packaging or horticulture). The drawbacks to be overcome are inherent to: poor processability, brittleness, hydrophilicity, poor moisture and gas barrier, low thermo-mechanical properties [10].
Among the commercial available biodegradable polymers, poly(lactic acid) (PLA) is the bioplastics front runner thanks to its affordable cost (if compared to other bioplastics on the market), biodegradability, renewability and good starting mechanical properties [11, 12]. Nevertheless, the excessive brittleness and low thermal properties (due to the slow crystallization rate) must be overcome [13, 14]. PLA brittleness is one of the main limiting property and to improve it different strategies can be adopted such as: plasticization, copolymerization and melt blending. In particular, melt blending was widely adopted because of its versatility [15,16,17,18].
At this purpose, among the possible biopolymeric rubbers to be melt blended with PLA, poly(butylene succinate-co-adipate) (PBSA) is noteworthy thanks to its high availability, excellent impact strength, good chemical and thermal resistance; moreover, depending on end-of-life (EOL) options, it has very good eco-efficiency [19, 20]. PLA/PBSA blends have been extensively researched demonstrating the good toughness increment of the binary blends combined with easy processability [18, 20,21,22,23,24,25,26].
To further improve the mechanical flexibility and processability, the addition of plasticizers into biopolymers and their blends is a common adopted technique. Especially for those applications in which low-toxicity and biodegradation is required, the choice of suitable plasticizers is fundamental. Positive results were achieved adding to PLA and its blends citrate derivatives [such as acetyl tributyl citrate (ATBC), tributyl citrate (TBC) and acetyl triethyl citrate (TEC)], glycerol, poly (ethylene glycol) (PEG), oligomeric lactic acid (OLA) and triacetin [6, 27,28,29,30,31,32,33,34].
However, it must be kept in mind that the addition of plasticizers, although positive from the point of view of processability and mechanical properties, often involves problems related to the plasticizer release during the plastic’s life via migration of liquids or volatilization [35, 36]. The plasticizer migration can affect the human health and can contaminate soils and water [37, 38]. There are special cases in which the migration is desired and controlled like for the release of beneficial substances in biomedical and cosmetics sectors [39, 40].
Since the plasticizers addition leads to a decrement of the glass transition temperature, the storage conditions of plasticized polymeric materials must be carefully evaluated. The plasticizers loss during service and storage leads to an abrupt decay of the mechanical properties (embrittlement) [41]. The plasticizer migration however is also affected by the plasticizer molecular weight; in fact, higher is the plasticizer molecular weight, higher will be the plasticizer retention in the polymer matrix [42]. Also the polymers aging must be considered, in fact, the crystallinity increment during time can contribute to plasticizer migration since the plasticizer is located in the polymer amorphous region and during this crystallinity increase the amorphous fraction is progressively lowered [29].
The plasticizer migration study is thus fundamental and different strategies (internal plasticization, material surface modification, addition of ionic liquid or fillers) have been investigated to prevent and/or mitigate this phenomenon [6, 35, 43,44,45,46,47,48,49]. In particular, the role of the filler addition in controlling the plasticizer release is an interesting technological aspect to be investigated.
Recently, micrometric calcium carbonate was found an interesting and cheap additive to control migration, thus overcoming the development of surface oiliness observed in PLA/PBSA films (Aliotta et al. 2020). The effect was explained considering the capacity of the filler surface, bearing polar chemical groups, to interact with the plasticizer molecules. Cellulose based particles, largely available from biomass as waste, having hydroxyl groups on their surface because of the high polysaccharides content, could be other potential agents to limit plasticizer migration. Up to date, the most available agriculture waste is constituted by bran coming from the cereal agriculture stream, in fact the wheat bran by-product stream has been attested at about 150 million tons per year [50, 51]. Consequently, different research activities have been carried out mainly correlated to the bran valorization for the biocomposites production and good results were achieved in the use of wheat bran as reinforcing filler [52,53,54,55,56,57]. However, despite of its composition rich in polysaccharides (cellulose, hemi-cellulose and starch), the WB filler ability to control the plasticizer migration has not been yet investigated.
In this study, the addition of different wheat bran (WB) amounts was investigated to control the plasticizer migration of PLA/PBSA plasticized binary blends. The blend containing 60 wt.% of PLA and 40 wt.% of PBSA was chosen due to its mechanical properties typical of a resistant and tough material [20]. Furthermore, the choice of using a PLA/PBSA with higher ductility compared to pure PLA allows to adopt a minor quantity of plasticizer reducing the amount of plasticizer that can migrate from the matrix.
Preliminarily, the addition of three different biobased and biodegradable plasticizers [oligomeric lactic acid (OLA), acetyl tributyl citrate (ATBC) and Triacetin (TA)], added at 10 wt.%, was investigated considering both the effect on mechanical performances and the plasticizer release mechanism over time. Then, wheat bran was added in different amount (from 10 to 30 wt.%) to the plasticized blend which showed the highest migration effect to investigate its effect onto migration yield in a significant system.
Analytical correlations, based on the Fick’s second law, were in addition carried out for the calculation of the diffusion coefficient and good correspondence between the experimental migration data and the analytical prediction was found.
Theoretical analysis
The analytical prediction of the plasticizer migration can be made by applying the second Fick’s law that, for a 3D system, is reported in Eq. (1):
If the diffusion occurs with a concentration gradient in one dimension (for example only in x direction), Eq. (1) can be simplified and it assumes the form reported in Eq. (2):
Generally, the plasticizer migration through a polymeric matrix that is above its glass transition temperature can be described with accuracy, by Eq. (2) considering one directional mass transfer [41, 58]. With the addition of the suitable boundary conditions, the resolution of Eq. (2) is very simple especially if the diffusion coefficient is considered constant. Although the diffusivity is dependent on the concentration [making not linear Eq. (2) resolution], it has been observed that in most cases (in not highly plasticized systems) the diffusion coefficient (D) can be considered concentration independent [45]. Crank and Vergnaud [59, 60] found different solutions for different geometries. Considering the simple geometry adopted for the migration experiments (thins rectangular films), the solution proposed by Crank of the Kick’s second law, reported in Eq. (3), has been successfully applied for plasticized polymeric systems [41, 61, 62]:
where Cx (mg/cm3) is the concentration of the chemical species that diffuses at a distance x from the center of the sample at the time t; C0 (mg/cm3) is the starting concentration of the chemical species that diffuses at t = 0 (thus, it will be the initial plasticizer concentration in the sample); D is the diffusion coefficient (cm2/s); h (mm) is the sample thickness and erf is the error function (where \(\mathrm{erf}z=\frac{2}{\pi }{\int }_{0}^{z}\mathrm{exp}\left(-{\eta }^{2}\right)\mathrm{d}\eta \)). Equation (3) expresses a symmetrical function with respect x = 0 consequently the system to analyze can be cut in half by a plane at x = 0 without affecting the concentration distribution.
It must be pointed out that Eq. (3) can be adopted only if the diffusion mechanisms dominates the plasticizer lost. In fact, the plasticizer migration is the coupling of two coexistent phenomena: diffusion and evaporation. For diffusion-controlled system, the evaporation is very fast respect to the diffusion rate; on the contrary, in the evaporation-controlled system, the evaporation rate will be slower that diffusion rate [63]. According to the shape of the plasticizer mass loss as function of the square root of the time, it can be determined if a system is evaporation or diffusion controlled [64]. Equation (3) can be applied only for diffusion controlled systems, in this work, analogously to a previous study [41], the migration tests were carried out in order to make diffusion the kinetically controlling mechanism (due to the presence of paper sheets that absorbs continuously the plasticizer loss by capillarity preventing the formation of a thin film of plasticizer that cannot easily evaporate). In this way, it is possible to apply Eq. (3) and to evaluate the effect of WB addition on the plasticizer diffusion coefficient.
Materials and methods
Materials
The materials used in this work are:
-
Commercial general-purpose extrusion grade Poly(lactic) acid (PLA), trade name Luminy LX175 produced by Total Corbion PLA. It is a biodegradable PLA derived from naturals resources containing about 4% of D-lactic acid units [density: 1.24 g/cm3; melt flow index (MFI) (210 °C/2.16 kg): 6 g/10 min].
-
Commercial Poly(butylene succinate-co-adipate) (PBSA), trade name BioPBS FD92PM, purchased from Mitsubishi Chemical Corporation; it is a copolymer of succinic acid, adipic acid and butanediol suitable for both blown and cast film extrusion [density: 1.24 g/cm3; MFI (190 °C, 2.16 kg): 4 g/10 min].
-
Acetyl tri-n-butyl citrate (ATBC) commercialized by Tecnosintesi S.p.A. (Bergamo, Italy), is a colorless and odorless biobased and biodegradable plasticizer [density: 1.05 g/cm3; molecular weight: 402.5 g/mol].
-
Lactic acid oligomer, trade name Glyplast OLA 2, provided by Condensia Quimica. It is a renewable and biodegradable plasticizer [ester content: > 99%; density: 1.10 g/cm3; molecular weight: 500 g/mol].
-
Triacetin (TA), or glycerol triacetate, purchased from Sigma-Aldrich. It is a transparent and odorous liquid plasticizer both biobased and biodegradable [CAS number:102-76-1; density:1.16 g/cm3; Mw = 218.20 g/mol].
-
Wheat bran (WB) powder, provided by WeAreBio organic food. It is a light brown powder with a content of protein (crude) of 13.84% (p/p), dietary fiber soluble of 0.93% (p/p), and dietary fiber insoluble of 19.70% (p/p) [CAS number: 130498-22-5; density: 0.51 g/cm3].
Blends and samples preparation
Plasticized PLA/PBSA binary blends, with a PLA/PBSA weight ratio of 60/40, were prepared adding a fixed amount of different plasticizers typology. The ratio between the plasticizer and the PLA/PBSA blend was fixed equal to 0.11. The formulation that showed the major plasticizer loss was used as base for the preparation of PLA/PBSA plasticized composites in which different amount of wheat bran (from 10 up to 30 wt.%) was added. The blends preparation was carried out with a Haake Minilab II (Thermo Scientific Haake GmbH, Karlsruhe, Germany) co‐rotating conical twin‐screw extruder. Prior to process the materials were dried in air circulated oven at 60 °C for 24 h. For each extrusion cycle, about 6 g of PLA/PBSA pellets were manually mixed with the other additives, according to the compositions reported in Table 1, and then were fed through a little hopper into the mini‐extruder. The extrusion was carried out at 190 °C with a screw rotating speed of 110 rpm. The molten materials were recovered in filaments for the subsequent tests.
The strands coming out from the microextruder were then cooled, pelletized and dried in a ventilated oven at 60 °C for 24 h. Then the produced pellets were molded in a NOSELAB ATS (Milano, Italy) compression moulding machine, to obtain films with a thickness of 250 μm for the migration tests. The parameters adopted for the compression molding were: plates temperature of 180 °C, pressure of 3 metric tons, and pressing time of 1 min.
Thermal and mechanical characterization
All formulations were mechanically characterized by tensile tests carried out at room temperature. The specimens for mechanical characterization were obtained from the compression molded film cut with a manual cutting press EP 08 (Elastocon, Brahmult, Sweden) to get ISO 527-2 type-A dumbbell specimens [65].
Mechanical tests were carried out at the beginning and at the end of the migration tests in order to evaluate the mechanical properties variation due to the plasticizer migration. Tensile tests were carried out on an INSTRON 5500R universal tensile testing machine (Canton, MA, USA) equipped with a 100 N load cell and at a crosshead speed of 50 mm/min. The machine was configured with compressed air grips with an initial grip separation of 25 mm. Tests were performed at room temperature on at least five specimens and the main mechanical properties (stress at break and elongation at break) were calculated, so that the main values are reported.
To evaluate the samples thermal properties, especially to evaluate the variation of sample crystallinity at the beginning and after the migration tests, differential scanning calorimetry (DSC) measurements were performed with a DSC TA Instruments Q200 (TA Instruments, New Castle, UK), equipped with a RSC cooling system. For the instrument calibration, Indium was used as the standard for calibration with aluminum hermetic pans. About 10–12 mg of material was analyzed for each formulation and Nitrogen was used as purge gas at a rate of 50 mL/min. To take into account the samples history only the first run was considered and the following heating program was adopted: heating at 10 °C/min from 0 to 200 °C. The thermal properties were determined by using the TA Universal Analysis software. In particular, the enthalpies of melting (ΔHm) and cold crystallization (ΔHcc) were determined from the corresponding peak areas in the heating thermograms; while the melting temperature (Tm) and the cold crystallization temperature (Tcc) were recorded at the maximum of the melting peak and at the minimum of the cold crystallization peak, respectively. The crystallinity percentage (Xcc) of PLA in the blends was calculated according the following equation [20]:
where Xcc is the crystallinity fraction of PLA or PBSA, ∆Hm and ∆Hcc are the melting and cold crystallization enthalpies, respectively, while \(\Delta H_{{\text{m}}}^{^\circ }\) is the theoretical melting heat of 100% crystalline polymer. The \(\Delta H_{{\text{m}}}^{^\circ }\) taken for PLA [66] and PBSA were, respectively, 93 J/g and 142 J/g [67].
Migration test
Films prepared by compression molding were used for the migration tests. To evaluate the weight loss of films due to the plasticizers migration, three pieces of film for each formulation (32 × 44 × 0.25 mm) were put between two paper sheets. In this way, thanks to the capillarity forces related to the plasticizer absorption from the paper sheets, the plasticizer is removed from the surface of the film ensuring a migration kinetics controlled by diffusion [41]. To accelerate the migration process and make severe the migration tests, the samples were kept in a ventilated oven at 60 °C (above Tg). Periodically the films were weighed to estimate the plasticizer weight loss over the time. The migration tests were stopped after 1500 h. For each formulation, the percentage weight loss of the film as a function of time was determined with the following relationship:
where wt,film is the film weight at the time t and wt0,film is the film weight at the beginning of the test.
(t = 0). Mol View AGPL free software, available as on-line application [68] was used to study the plasticizers structure.
Scanning electron microscopy (SEM)
To evaluate the WB dispersion in the polymeric matrix, scanning electron microscopy analysis (SEM) was carried out with a FEI Quanta 450 FEG instrument (Thermo Fisher Scientific, Waltham, MA, USA). The micrographs of samples fractured with liquid nitrogen were prior sputtered (with a LEICA EM ACE 600 High Vacuum Sputter Coater, Wetzlar, Germany) with a thin layer of Platinum to avoid charge build up.
Results and discussion
The migration data collected at various time intervals are shown in Fig. 1. Interesting to observe is the mass loss that differs from one plasticizer to another (Fig. 1a). As it can be expected, by changing the plasticizer structure, the plasticizer with the lowest molecular weight (Triacetin) is the one that migrates most easily. The order from the plasticizer that migrates more easily to the one that migrates less is as follows: Triacetin, ATBC and OLA. The trend is coherent to what is reported in literature where it was found an inverse correlation between plasticizer molecular weight and its mobility; smaller is the plasticizer molecule, quickest will be the exude through the polymeric matrix [69]. Consequently, on the basis of the migration results, wheat bran was added on PLA/PBSA blends containing Triacetin. The WB addition at small amount (10 wt.%) does not alter significantly the TA weight loss but, increasing the WB amount (at 20 and 30 wt.%) a significant decrement of the TA was registered. The quantitative results of the weight loss percentage and of the diffusion coefficient, calculated according to Eq. (3), are summarized in Table 2; the results obtained confirm the experimental trends reported in Fig. 1. The three plasticizers have a diffusion coefficient that differs greatly even changing one or two orders of magnitude; for TA a value of 4.61 × 10−9 cm2/s was calculated while 1.36 × 10−10 cm2/s for ATBC and 9.52 × 10−11 cm2/s for OLA.

Weight loss percentage as function of the time for a PLA/PBSA blends with different plasticizers and b PLA/PBSA plasticized blend with different wheat bran content
The WB addition, especially at the maximum content, significantly slowed the plasticizer kinetic release. This can be ascribed at an increased tortuosity in the diffusion path; in fact, due to the major WB amount, the TA molecules have to follow a longer path (because tortuous) to exude from the polymeric matrix [41, 70].
In Fig. 2, the trend of the diffusion coefficient, calculated applying Eq. (3) over the time, is reported. It can be observed an exponential decay of the diffusion coefficient with the time similarly to what was observed in a previous work [41]. The most significant variations of the diffusion coefficient occur within the first 200 h then the D values are almost equal to zero and the curves are flattened versus the x axis. When the curves reach the plateau near to zero, the diffusion process is finished. More flattened is the curve, the lowest the diffusion coefficient over the time will be and the plasticizer will have a lower tendency to migrate from the polymeric matrix. The diffusion trends reported in Fig. 2 confirms what was observed experimentally: TA shows the major tendency to migrate from the polymeric matrix, OLA has a better efficiency and the lower migration tendency while ATBC is intermediate between the two mentioned plasticizers. Adding WB to the plasticized PLA/PBSA blends with TA, it can be observed that only when the bran content reaches 30 wt.% a marked difference in the diffusion trend is registered confirming what was observed experimentally. This also confirming that the diffusion coefficient is one order of magnitude inferior if compared with the plasticized matrix and the formulations containing 10 and 20 wt.% of WB.

Trend of the diffusion coefficient over the time for a plasticized PLA/PBSA blends and b PLA/PBSA blend plasticized with TA with different WB amount
The obstacle to the plasticizer migration reached for PLA_PBSA_TA_30 can be ascribed to major quantity of bran added, as confirmed by the SEM analysis shown in Fig. 3. The plasticized PLA/PBSA blend morphology (Fig. 3a) shows a co-continuous structure with the presence of some randomly distributed rounded PBSA particles in accordance to what can be found in literature [20, 71, 72]. The Bran addition leads effectively to an increment of the plasticizer tortuosity path; in fact, most of the bran consist of flakes having a very large dimension distributions with the presence of small and very large dimension fractions with a tendency to form agglomerates in the range of 250 μm [57, 73]. Consequently, the higher is the wheat bran content, the greater will be the probability of finding large agglomerates that more effectively prevent the plasticizer migration. Moreover, their surface –OH groups, can interact with C=O groups present on the plasticizers molecules. Comparing the main size of the large WB agglomerates, it can be observed that increasing the WB content the probability to find large lamellar bran increases effectively; in particular, in Fig. 3d it can be observed a WB lamella showing a length of more than 200 μm.

SEM micrographs of a PLA_PBSA_TA, b PLA_PBSA_TA_10, c PLA_PBSA_TA_20 and d PLA_PBSA_TA_30
Consequently, the diffusion process is clearly influenced by the WB quantity. However, another aspect must to be considered. The experimental investigation over the time was made keeping the films at 60 °C, above their glass transition temperature (Tg) that is further reduced by the plasticizer presence. The plasticizer addition, enhances the chains free volume, induces the molecular mobility and favors the crystallization process [74]. Therefore, as the plasticizer is located in the polymer amorphous regions, if these regions decrease due to the crystallinity increment the plasticizer will have less space to allocate and it will tend to migrate out of the polymer matrix [29, 41]. On the basis of these observations also the crystallization phenomenon must to be considered because can influence the diffusion process.
The results of DSC analysis, made in order to take into account the thermal history of the samples, are summarized in Table 3. PBSA, according to literature [20, 75, 76], melts in the range 80–88 °C with a peak value that depends on the processing conditions. Due to the PBSA melting temperature, the PBSA melting peak is partially overlapped by the PLA cold crystallization enthalpy peak making not possible to measure with accuracy the \(\Delta H^\circ_{{{\text{cc}}}}\) and \(\Delta H^\circ_{{\text{m}}}\) values of PLA and PBSA, respectively. For all formulations, the PLA Tg was registered at around 43 °C, confirming the well-known Tg reduction caused by the plasticizer addition [77]. It is interesting to observe a slight shift towards higher Tg values of the blends measured at the end of the migration test. This shift, although minimal, can be ascribed at the plasticizer migration.
The PLA and PBSA enthalpies allowed the variation of crystallinity over the time to be evaluated confirming that samples crystallization influences the diffusion process similarly to what was observed in other similar systems [41]. By increasing the crystallinity content, for all formulations, a slight increment of the PLA and PBSA melting temperatures can be registered at the end of the migration test.
In Fig. 4, it is reported the total crystallinity of the different formulations at the beginning and at the end of the migration test. The total crystallinity content was estimated according to the following equation (Eq. 6) on the basis of the PLA and PBSA weight fraction content in each formulation:

Total crystallinity of the samples at the beginning and at the end of the migration test
Thanks to Fig. 4, it is more clear to observe how the crystallinity increases over the time, thus influencing the diffusion process. Comparing the three plasticizers, it can be noticed that TA is the one that reaches the highest crystallinity value. The higher TA mass loss is therefore due to a synergistic effect given by the low molecular weight of the plasticizer but also by its higher efficiency in crystallizing the PLA/PBSA blend.
For the formulations containing WB, also in this case a crystallinity increment over the time was registered; however, compared to the neat plasticized matrix, lower crystallinity values were obtained. The addition of WB in fact causes an increase in the disorder of the system making the crystallization process more difficult. The lowering of the diffusion coefficient recorded for PLA_PBSA_TA_30, having the highest bran content, is therefore ascribable to the synergistic effect given by the presence of a large WB quantity (that makes the plasticizer path more tortuous) and by the crystallinity decrement (that leads to a major quantity of amorphous zones where the plasticizer is located).
From the mechanical point of view, a general lowering of the mechanical properties (reported in Table 4) was registered at the end of the migration test. As it can be expected, the plasticizer migration leads to an embrittlement (increase of the yielding stress and decrease of the stress and elongation at break). The ductility drops down occurs consistently with the mass loss recorded. PLA_PBSA_TA showing the highest value at elongation at break before the migration test, reaches at the end of such test the lowest elongation at break value, indicating the most significant loss of ductility. However, it must be considered that also the crystallinity increment over the time is responsible of the ductility decrement of the plasticized PLA/PBSA blends.
The WB addition, as it can be expected, leads to a stiffening of the material with an abrupt decay of the elongation at break and with the disappearance of the yielding point. Impressive is the negative effect on the tensile strength already at the beginning of the migration test. The great particle size distribution of the WB and the presence of agglomerates of dimensions even in the order of 200 μm (as observed in SEM analysis), act as stress intensity factors on the sample films (having a thickness of 250 μm). The WB agglomerates go to reduce the bearing section of the material and the higher the bran content is, the greater the weakening effect is. The formulation with WB, at the end of the migration tests, results thus significantly affected by a mechanical properties decay.
Discussion
The present paper considers a series of measurements that allow to compare different plasticizers in their tendency to migrate from a polymeric PLA based blend. Interestingly, from mass loss data collected during time, the diffusion coefficient D for each plasticizer (TA, ATBC and OLA) was determined. Moreover, the crystallinity as well as mechanical properties were determined before and after the migration, so that a percentual increase in crystallinity and a percentual decrease in ductility can be determined. The latter is determined by the difference in elongation at break before and after the treatment. The values reported in Table 5 were thus obtained.
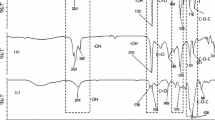
The D values indicate that TA most easily migrates, whereas ATBC and OLA show a significantly lower tendency to migrate. To better compare the three plasticizers in terms of their structure, the different structural features of these three molecules are reported in Fig. 5. ATBC and OLA have a molecular weight almost doubled than TA. Then the higher hindering effect of the ATBC and OLA can certainly explain the different values of D. On the other hand, ATBC and OLA show a similar molecular weight, but OLA has a linear structure, and it is also very compatible with the PLA matrix in terms of chemical structure. The structure is less flexible than ATBC because the OLA chain contains one planar sp2 carbon in each repeating unit. Thus, the crystallinity at the beginning and end of the migration test is higher for OLA plasticized blend (Fig. 4), because OLA creates less disorder in the biopolyesters matrix than the branched ATBC. On the other hand, being the D values similar, the difference in crystallinity at the beginning and end of migration test is similar (Table 5) for these plasticizers.

Molecular features of TA, ATBC and OLA plasticizers
Interestingly the decrease in ductility is different considering the different plasticizers. In particular, OLA resulted the plasticizer leading to the best preservation of this property after the migration has occurred. Its difficulty in migrating because of its higher molecular weight and linear structure, requiring more complex deformations of the long and less flexible molecule, is certainly responsible of a higher concentration in the material than TA and ATBC after the test. On the other hand, its molecular weight is much lower than the critical molecular weight for entanglement in PLLA, Mc, that was found to be near 9000 g/mol while the molecular weight between entanglements, Me, is near 4000 g/mol [78]. Thus, this plasticizer can be dispersed very well in melt polymers being a liquid and at the same time it does not decrease the good deformability of the material because it does not promote the formation of physical constrains.
The addition of bran was found effective for decreasing the migration of TA from the material, as can be noticed in Fig. 6, where the trend as a function of bran content is reported for D, suggesting that a high amount of bran (for instance 30%) is necessary to decrease of one order of magnitude the D value. Interestingly the data obtained for ATBC and OLA plasticized blends are also reported in Fig. 6. Thus, this study indicates that plasticizer structure as well as filler content can be both significant for modulating the migration issues of a biobased material.

Effect of bran content and plasticizer structure on diffusion coefficient (reported in log scale) of a PLA/PBSA 60/40 blend
Conclusions
Thanks to its wide availability and the large amount of waste produced, the exploitation of wheat bran (WB) as filler to be used for the production of biobased and biodegradable biocomposites is a green option, considering also end of life issues. In this study, the potential effect of WB as filler to control the plasticizer migration at 60 °C was investigated in PLA/PBSA binary blends containing 60 wt.% of PLA and 40 wt.% of PBSA. Three different types of biobased and biodegradable plasticizers [Triacetin (TA), acetyl tributyl citrate (ATBC) and oligomeric lactic acid (OLA)], added at 10 wt.% were studied. It was observed that OLA showed the lowest diffusion coefficient and it allowed a better preservation of blend ductility after the migration test. On the contrary, Triacetin showed the major migration tendency due to its lower molecular weight and also to the more effective crystallization occurred over the time in the blend. Consequently, on the plasticized blend with TA, WB was added in different amounts (from 10 wt.% up to 30 wt.%).
It was observed that the WB addition, especially in large amount (30 wt.%), impacted the diffusion coefficient value reducing it by one order of magnitude. The presence of WB increases the plasticizer path tortuosity and this effect is proportional to the WB amount added. However, from a mechanical point of view, a marked decrement was observed. The great WB dimensions, especially of the agglomerates, almost equal to the film thickness, make the films very fragile. Nevertheless, this issue could be solved in the future by pre-treating (for instance grinding) the WB fibers in order to use a finer grain size.
The evaluation of the crystallinity at the beginning and at the end of the migration test, showed an increment of the final samples crystallinity thus affecting the plasticizer migration due to the decreasing portion of the amorphous region in which the plasticizer is located.
This study evidenced, also considering the analysis of the diffusion coefficients, that wheat bran (preferentially reduced into finer particles) addition to biobased plasticized blends could be adopted as a strategy to better valorize this byproduct. Furthermore, the addition of wheat bran can contribute to decrease the cost of the final material, boosting the market access of biobased and biodegradable products as they are generally more expensive than fossil-based counterparts.
References
Shen L, Worrell E, Patel M (2010) Present and future development in plastics from biomass. Biofuels, Bioprod Biorefining Innov Sustain Econ 4:25–40
Rao GM, Bharathi P, Akila R (2014) A comprehensive review on biopolymers. Sci Rev Chem Commun 4:61–68
Lambert S, Wagner M (2017) Environmental performance of bio-based and biodegradable plastics: the road ahead. Chem Soc Rev 46:6855–6871. https://doi.org/10.1039/c7cs00149e
La Mantia FP, Morreale M, Botta L et al (2017) Degradation of polymer blends: A brief review. Polym Degrad Stab 145:79–92. https://doi.org/10.1016/j.polymdegradstab.2017.07.011
Song JH, Murphy RJ, Narayan R, Davies GBH (2009) Biodegradable and compostable alternatives to conventional plastics. Philos Trans R Soc B Biol Sci 364:2127–2139. https://doi.org/10.1098/rstb.2008.0289
Mekonnen T, Mussone P, Khalil H, Bressler D (2013) Progress in bio-based plastics and plasticizing modifications. J Mater Chem A 1:13379–13398. https://doi.org/10.1039/c3ta12555f
Escobar N, Haddad S, Börner J, Britz W (2018) Land use mediated GHG emissions and spillovers from increased bioplastic consumption. Environ Res Lett 13(12):125005
Di Bartolo A, Infurna G, Dintcheva NT (2021) A review of bioplastics and their adoption in the circular economy. Polymers (Basel). https://doi.org/10.3390/polym13081229
Garrison TF, Murawski A, Quirino RL (2016) Bio-based polymers with potential for biodegradability. Polymers (Basel) 8:262
Imre B, Pukánszky B (2013) Compatibilization in bio-based and biodegradable polymer blends. Eur Polym J 49:1215–1233. https://doi.org/10.1016/j.eurpolymj.2013.01.019
Sonchaeng U, Iniguez-Franco F, Auras R et al (2018) Poly (lactic acid) mass transfer properties. Prog Polym Sci 86:85–121
Anderson KS, Schreck KM, Hillmyer MA (2008) Toughening polylactide. Polym Rev 48:85–108. https://doi.org/10.1080/15583720701834216
Aliotta L, Cinelli P, Coltelli MB et al (2017) Effect of nucleating agents on crystallinity and properties of poly(lactic acid) (PLA). Eur Polym J 93:822–832. https://doi.org/10.1016/j.eurpolymj.2017.04.041
Raquez JM, Habibi Y, Murariu M, Dubois P (2013) Polylactide (PLA)-based nanocomposites. Prog Polym Sci 38:1504–1542. https://doi.org/10.1016/j.progpolymsci.2013.05.014
Liu H, Zhang J (2011) Research progress in toughening modification of poly(lactic acid). J Polym Sci Part B Polym Phys 49:1051–1083. https://doi.org/10.1002/polb.22283
Krishnan S, Pandey P, Mohanty S, Nayak SK (2016) Toughening of polylactic acid: an overview of research progress. Polym Plast Technol Eng 55:1623–1652. https://doi.org/10.1080/03602559.2015.1098698
Zhang K, Nagarajan V, Misra M, Mohanty AK (2014) Supertoughened renewable PLA reactive multiphase blends system: phase morphology and performance. ACS Appl Mater Interfaces 6:12436–12448
Aliotta L, Gigante V, Coltelli M, Lazzeri A (2021) Volume change during creep and micromechanical deformation processes in PLA—PBSA binary blends. Polymers (Basel) 13:1–18. https://doi.org/10.3390/polym13142379
Changwichan K, Silalertruksa T, Gheewala SH (2018) Eco-efficiency assessment of bioplastics production systems and end-of-life options. Sustainability 10:952
Aliotta L, Vannozzi A, Canesi I et al (2021) Poly(lactic acid) (PLA)/poly(butylene succinate-co-adipate) (PBSA) compatibilized binary biobased blends: melt fluidity, morphological, thermo-mechanical and micromechanical analysis. Polymers (Basel) 13:1–22. https://doi.org/10.3390/polym13020218
Nofar M, Maani A, Sojoudi H et al (2015) Interfacial and rheological properties of PLA/PBAT and PLA/PBSA blends and their morphological stability under shear flow. J Rheol (N Y N Y) 59:317–333
Oguz H, Dogan C, Kara D, et al (2019) Development of PLA-PBAT and PLA-PBSA bio-blends: effects of processing type and PLA crystallinity on morphology and mechanical properties. In: AIP Conference Proceedings 2055. https://doi.org/10.1063/1.5084813
Nofar M, Salehiyan R, Ciftci U et al (2020) Ductility improvements of PLA-based binary and ternary blends with controlled morphology using PBAT, PBSA, and nanoclay. Compos Part B Eng. https://doi.org/10.1016/j.compositesb.2019.107661
Hamad K, Kaseem M, Ayyoob M et al (2018) Polylactic acid blends: the future of green, light and tough. Prog Polym Sci 85:83–127. https://doi.org/10.1016/j.progpolymsci.2018.07.001
Meng L, Yu L, Khalid S et al (2019) Preparation, microstructure and performance of poly (lactic acid)-poly(butylene succinate-co-butyleneadipate)-starch hybrid composites. Compos Part B Eng 177:107384. https://doi.org/10.1016/j.compositesb.2019.107384
Kfoury G, Raquez J-M, Hassouna F et al (2013) Recent advances in high performance poly(lactide): from “green” plasticization to super-tough materials via (reactive) compounding. Front Chem 1:32
Labrecque LV, Kumar RA, Davé V et al (1997) Citrate esters as plasticizers for poly(lactic acid). J Appl Polym Sci 66:1507–1513. https://doi.org/10.1002/(SICI)1097-4628(19971121)66:8%3c1507::AID-APP11%3e3.0.CO;2-0
Maiza M, Benaniba MT, Massardier-Nageotte V (2016) Plasticizing effects of citrate esters on properties of poly(lactic acid). J Polym Eng 36:371–380. https://doi.org/10.1515/polyeng-2015-0140
Aliotta L, Canesi I, Lazzeri A (2021) Study on the preferential distribution of acetyl tributyl citrate in poly(lactic) acid-poly(butylene adipate-co-terephthalate) blends. Polym Test 98:1–14. https://doi.org/10.1016/j.polymertesting.2021.107163
Ljungberg N, Wesslen B (2003) Tributyl citrate oligomers as plasticizers for poly(lactic acid): thermo-mechanical film properties and aging. Polymer (Guildf) 44:7679–7688
Boyacioglu S, Kodal M, Ozkoc G (2020) A comprehensive study on shape memory behavior of PEG plasticized PLA/TPU bio-blends. Eur Polym J 122:109372
Abdelwahab MA, Flynn A, Sen CB et al (2012) Thermal, mechanical and morphological characterization of plasticized PLA-PHB blends. Polym Degrad Stab 97:1822–1828. https://doi.org/10.1016/j.polymdegradstab.2012.05.036
Avolio R, Castaldo R, Gentile G et al (2015) Plasticization of poly(lactic acid) through blending with oligomers of lactic acid: effect of the physical aging on properties. Eur Polym J 66:533–542
Coltelli M-B, Della Maggiore I, Bertoldo M et al (2008) Poly(lcatic acid) properties as a consequnce of poly(butylene adipate-co-terephtalate) blending and acetyl trybutyl citrate plasticization. J Appl Polym Sci 110:1250–1262. https://doi.org/10.1002/app.28512
Czogała J, Pankalla E, Turczyn R (2021) Recent attempts in the design of efficient PVC plasticizers with reduced migration. Materials (Basel) 14:844
Scarfato P, Di Maio L, Incarnato L (2015) Recent advances and migration issues in biodegradable polymers from renewable sources for food packaging. J Appl Polym Sci. https://doi.org/10.1002/app.42597
Jamarani R, Erythropel HC, Nicell JA et al (2018) How green is your plasticizer? Polymers (Basel) 10:834
Arvanitoyannis IS, Bosnea L (2004) Migration of substances from food packaging materials to foods. Crit Rev Food Sci Nutr 44:63–76
Coltelli MB, Danti S, Trombi L et al (2018) Preparation of innovative skin compatible films to release polysaccharides for biobased beauty masks. Cosmetics. https://doi.org/10.3390/cosmetics5040070
Hiremath C, Heggannavar GB, Mitchell GR, Kariduraganavar MY (2015) Biopolymers in drug delivery. In: Green polymer composites technology
Aliotta L, Vannozzi A, Panariello L et al (2020) Sustainable micro and nano additives for controlling the migration of a biobased plasticizer from PLA-based flexible films. Polymers (Basel) 12:1–25. https://doi.org/10.3390/polym12061366
Stark TD, Choi H, Diebel PW (2005) Influence of plasticizer molecular weight on plasticizer retention in PVC geomembranes. Geosynth Int 12:99–110. https://doi.org/10.1680/gein.2005.12.2.99
Ojijo V, Sinha Ray S, Sadiku R (2012) Role of specific interfacial area in controlling properties of immiscible blends of biodegradable polylactide and poly[(butylene succinate)-co-adipate]. ACS Appl Mater Interfaces 4:6690–6701
Arrieta MP, Fortunati E, Dominici F et al (2015) Bionanocomposite films based on plasticized PLA–PHB/cellulose nanocrystal blends. Carbohydr Polym 121:265–275. https://doi.org/10.1016/j.carbpol.2014.12.056
Lundsgaard R (2010) Migration of plasticisers from PVC and other polymers. PHD thesis—technical University of Denmark
Lee S, Lee JW (2005) Characterization and processing of Biodegradable polymer blends of poly(lactic acid) with poly(butylene succinate adipate). Korea Aust Rheol J 17:71–77
Ma Y, Liao S, Li Q et al (2020) Physical and chemical modifications of poly(vinyl chloride) materials to prevent plasticizer migration—still on the run. React Funct Polym 147:104458. https://doi.org/10.1016/j.reactfunctpolym.2019.104458
Li X, He Y, Huang C et al (2016) Inhibition of plasticizer migration from packaging to foods during microwave heating by controlling the esterified starch film structure. Food Control 66:130–136. https://doi.org/10.1016/j.foodcont.2016.01.046
Földes E (1998) Study of the effects influencing additive migration in polymers. Angew Makromol Chemie 261–262:65–76. https://doi.org/10.1002/(sici)1522-9505(19981201)261-262:1%3c65::aid-apmc65%3e3.3.co;2-j
Tiwari A, Khawas R (2021) Food waste and agro by-products: a step towards food sustainability. In: Innovation in the food sector through the valorization of food and agro-food by-products. https://doi.org/10.5772/intechopen.96177
Prueckler M, Siebenhandl-Ehn S, Apprich S et al (2014) Wheat bran-based biorefinery 1: composition of wheat bran and strategies of functionalization. LWT Food Sci Technol 56:211–221
Rahman A, Ulven CA, Johnson MA et al (2017) Pretreatment of wheat bran for suitable reinforcement in biocomposites. J Renew Mater 5:62
Rahman A, Ulven CA, Durant C et al (2017) Selection, pretreatment, and use of wheat bran for making thermoplastic composite. In: 2017 ASABE annual international meeting. American Society of Agricultural and Biological Engineers
Coltelli M, Bertolini A, Aliotta L et al (2021) Chain extension of poly(lactic acid) (PLA )-based blends and composites containing bran with biobased compounds for controlling their processability and recyclability. Polymers (Basel) 13:1–26. https://doi.org/10.3390/polym13183050
Formela K, Hejna A, Piszczyk Ł et al (2016) Processing and structure–property relationships of natural rubber/wheat bran biocomposites. Cellulose 23:3157–3175. https://doi.org/10.1007/s10570-016-1020-0
Shankar RS, Srinivasan SA, Shankar S et al (2014) Review article on wheat flour/wheat bran/wheat husk based bio composites. Int J Sci Res Publ 4:1–9
Gigante V, Cinelli P, Righetti MC et al (2020) On the use of biobased waxes to tune thermal and mechanical properties of polyhydroxyalkanoates—bran biocomposites. Polymers (Basel) 12:1–18. https://doi.org/10.3390/polym12112615
Hamdani M, Feigenbaum A, Vergnaud JM (1997) Prediction of worst case migration from packaging to food using mathematical models. Food Addit Contam 14:499–506. https://doi.org/10.1080/02652039709374557
Crank J (1975) The mathematics of diffusion, 2nd edn. Oxford, Oxford University Press
Vergnaud JM (1995) General survey on the mass transfers taking place between a polymer and a liquid. J Polym Eng 15:57–78
Mercer A, Castle L, Comyn J, Gilbert J (1990) Evaluation of a predictive mathematical model of di-(2-ethylhexyl) adipate plasticizer migration from PVC film into foods. Food Addit Contam 7:497–507. https://doi.org/10.1080/02652039009373911
Lundsgaard R, Kontogeorgis GM, Kristiansen JK, Jensen TF (2009) Modeling of the migration of glycerol monoester plasticizers in highly plasticized poly(vinyl chloride). J Vinyl Addit Technol 15:147–158. https://doi.org/10.1002/vnl.20193
Smith GS, Skidmore CB, Howe PM, Majewski J (2004) Diffusion, evaporation, and surface enrichment of a plasticizing additive in an annealed polymer thin film. J Polym Sci Part B Polym Phys 42:3258–3266
Wei X-F, Linde E, Hedenqvist MS (2019) Plasticiser loss from plastic or rubber products through diffusion and evaporation. Mater Degrad 3:18. https://doi.org/10.1038/s41529-019-0080-7
ISO (2012) ISO 527, plastics, determination of tensile properties. Part 2: test conditions for moulding and extrusion plastics
Fischer EW, Sterzel HJ, Wegner G (1973) Investigation of the structure of solution grown crystals of lactide copolymers by means of chemical reactions. Kolloid-Zeitschrift Zeitschrift für Polym 251:980–990. https://doi.org/10.1007/BF01498927
Bureepukdee C, Suttireungwong S, Seadan M (2015) A study on reactive blending of (poly lactic acid) and poly (butylene succinate co adipate). In: IOP conference series: materials science and engineering. https://doi.org/10.1088/1757-899X/87/1/012070
AGPL free software Mol View. https://molview.org/. Accessed 13 Dec 2021
Provatas A (2003) Energetic plasticizer migration studies. J Energ Mater 21:237–245. https://doi.org/10.1080/713770435
Scaffaro R, Maio A, Gulino EF et al (2020) The effects of nanoclay on the mechanical properties, carvacrol release and degradation of a PLA/PBAT blend. Mater (Basel, Switzerland). https://doi.org/10.3390/ma13040983
Dhibar AK, Kim JK, Khatua BB (2011) Cocontinuous phase morphology of asymmetric compositions of polypropylene/high-density polyethylene blend by the addition of clay. J Appl Polym Sci 119:3080–3092
Wu D, Yuan L, Laredo E et al (2012) Interfacial properties, viscoelasticity, and thermal behaviors of poly(butylene succinate)/polylactide blend. Ind Eng Chem Res 51:2290–2298. https://doi.org/10.1021/ie2022288
Babu CR, Ketanapalli H, Beebi SK, Kolluru VC (2018) Wheat bran-composition and nutritional quality: a review. Adv Biotechnol Microbiol 9:1–7
Muller J, Jiménez A, González-Martínez C, Chiralt A (2016) Influence of plasticizers on thermal properties and crystallization behaviour of poly(lactic acid) films obtained by compression moulding. Polym Int 65:970–978. https://doi.org/10.1002/pi.5142
Ray SS, Bandyopadhyay J, Bousmina M (2007) Thermal and thermomechanical properties of poly[(butylene succinate)-co-adipate] nanocomposite. Polym Degrad Stab 92:802–812. https://doi.org/10.1016/j.polymdegradstab.2007.02.002
Ray SS, Bousmina M (2005) Poly (butylene sucinate-co-adipate)/montmorillonite nanocomposites: effect of organic modifier miscibility on structure, properties, and viscoelasticity. Polymer (Guildf) 46:12430–12439
Maiza M, Benaniba MT, Quintard G, Massardier-Nageotte V (2015) Biobased additive plasticizing polylactic acid (PLA). Polimeros 25:581–590. https://doi.org/10.1590/0104-1428.1986
Dorgan JR, Janzen J, Clayton MP et al (2005) Melt rheology of variable L-content poly (lactic acid). J Rheol (N Y N Y) 49:607–619
Acknowledgements
WEAREBIO and Total Corbion are thanked for providing wheat bran and PLA respectively in the framework of BIONTOP project collaboration.
Funding
Open access funding provided by Università di Pisa within the CRUI-CARE Agreement. This research was partly funded by the Bio-Based Industries Joint Undertaking under the European Union Horizon 2020 Research Program (BBI-H2020), BIONTOP project, Grant Number G.A. 837761.
Author information
Authors and Affiliations
Contributions
LA: Conceptualization, Investigation, Data curation, Formal analysis, Methodology, Writing-original draft. AV: Investigation, Data curation, Writing—original draft. PC: Writing—review, supervision. SF: writing—review; MBC: Conceptualization, Formal analysis, Methodology, Writing—review and editing, Funding acquisition. AL: Writing—review, supervision.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Handling Editor: Dale Huber.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Aliotta, L., Vannozzi, A., Cinelli, P. et al. Wheat bran addition as potential alternative to control the plasticizer migration into PLA/PBSA blends. J Mater Sci 57, 14511–14527 (2022). https://doi.org/10.1007/s10853-022-07534-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-07534-9