
Abstract
Laser powder bed fusion (LPBF) is an emerging additive manufacturing technique that is currently adopted by a number of industries for its ability to directly fabricate complex near-net-shaped components with minimal material wastage. Two major limitations of LPBF, however, are that the process inherently produces components containing some amount of porosity and that fabricated components tend to suffer from poor repeatability. While recent advances have allowed the porosity level to be reduced to a minimum, consistent porosity-free fabrication remains elusive. Therefore, it is important to understand how porosity affects mechanical properties in alloys fabricated this way in order to inform the safe design and application of components. To this aim, this article will review recent literature on the effects of porosity on tensile properties, fatigue life, impact and fracture toughness, creep response, and wear behavior. As the number of alloys that can be fabricated by this technology continues to grow, this overview will mainly focus on four alloys that are commonly fabricated by LPBF—Ti-6Al-4 V, Inconel 718, AISI 316L, and AlSi10Mg.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing (AM) refers to a group of technologies defined by the ability to fabricate near-net-shaped components using 3D model data by joining materials layer by layer [1, 2]. Various AM technologies typically used for metal fabrication are shown in Fig. 1. Laser powder bed fusion (LPBF, also commonly known as selective laser melting and direct metal laser sintering [1]), with a schematic shown in Fig. 2, fabricates components by spreading metal powder across a bed/platform using a re-coater (or rake), layer by layer, such that the region(s) of interest at each powder layer is melted and fused using a high-powered laser.

(Copyright 2020, Springer Nature)
A summary of various types of metal AM technologies based on the material joining mechanism, as reproduced with permission from [2]

(Copyright 2021, Elsevier)
Schematic of a typical laser powder bed fusion system. Reproduced with permission from [44]
Process-induced porosity remains one of the major limitations of LPBF-processed alloys. Gas pores form when gas is trapped in the molten metal as it rapidly solidifies. The gas either originates from within the powder particles (due to powder porosity or introduced from the atomization process) or from the space that surrounds them [3, 4]. When an excessively high energy input is used, the evaporation of the metal can occur which then leads to keyhole formation within the melt pool where the cavity is kept open as a result of the vapor pressure [5]. As the laser beam passes, the keyhole would collapse, and molten metal would flow into the cavity. Since solidification occurs from the bottom of the melt-pool, there is often sufficient time for trapped vapor near the top of the melt-pool to float upwards and escape before the melt-pool solidifies, but this may not be the case for vapor trapped near the bottom of the melt-pool, in which case a large, typically spherical, pore(s) will remain within the solidified melt-pool and such pores are termed keyhole pores.
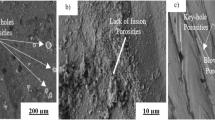
Lack of fusion (LoF) pores occur when the energy input is insufficient to fully melt the current powder layer along with the prior solidified layer(s) to produce an adequate bond between them [3, 6, 7], and therefore, they are often located between scan tracks and deposited layers. While LoF pores may or may not contain unmelted powder, the presence of unmelted powder is clear evidence of LoF. The energy input, in this context, is usually expressed in terms of the volumetric laser energy density Evolumetric = P/(V•h•t) where E is the energy density, P is the laser power, h is the hatch spacing, and t is the layer thickness [8]. Occasionally, the linear laser energy density function Elinear = P/V is used [9]. In general, the three types of porosity can be distinguished by their morphology [10]. Gas pores tend to be small (< 100 µm) and spherical [3, 10]. LoF pores, on the other hand, tend to be much larger and have an irregular shape (large aspect ratio, low sphericity) [3, 10]. Keyhole pores are generally large and spherical [10]. Figure 3 illustrates how LoF and keyhole pores can be distinguishable by pore length and roundness via 2D imaging analysis. Figure 4 shows what these pores typically look like when observed in an LPBF-processed alloy.

Relationship between pore roundness and pore length from a sample set of 2D pore data where the authors investigated various computational methods to accurately identify different types of pores in Ti and Ni alloys from 2D optical micrographs. The regions where pores are typically classified as LoF or keyhole are also illustrated in the diagram. This figure was reproduced in grayscale from [10] which was published under the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/)

Typical morphology of (a) a keyhole pore and (b) an LoF pore found in LPBF Inconel 713C as obtained using µ-CT and scanning electron microscopy (SEM). Reproduced from [10] which was published under the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/). The swirl identified in (a) was caused by turbulent flow during fabrication in [166]
To measure porosity in an LPBF part, there are three common approaches—(i) microscopy imaging (typically optical microscopy, OM), (ii) µ-computed tomography (µ-CT) and (iii) the Archimedes method. The OM approach is the simplest method for providing detailed porosity information, but it is destructive as it involves the cutting and polishing of samples. Additionally, it is fundamentally a 2D technique that is also more prone to selection bias [11]. On the other hand, µ-CT is a complex non-destructive 3D technique, with the main disadvantage being that its accuracy is often a compromise between porosity resolution, the volume to be analyzed and cost, which can lead to an underestimation of the porosity level [11], and noise reduction through filter algorithms often needs to be done at the expense of image clarity [12]. A recent study, however, has shown that for a given sample volume, µ-CT is generally more cost-effective and more accurate than OM for porosity analysis [13]. Lastly, the Archimedes approach is also non-destructive, but its accuracy is more limited for near fully dense parts because the true theoretical density of an AM alloy is often not known and the measurement can be affected by surface quality [11, 12]. Furthermore, this approach does not provide any information on the nature, distribution and size of the pores [14]. Therefore, in acknowledging that there are slight differences in the accuracy of these methods, whenever a porosity level (assumed to be the volume percentage of pores in the context of this review) is reported from a cited work, the measurement method will also be provided.
Even though porosity formation can be greatly minimized by choosing optimal LPBF parameters, it must be emphasized that there is no guarantee that using the same set of processing parameters would always result in the same type(s) and amount of pores since LPBF production is known to suffer from poor repeatability [15] and porosity distribution can also be affected by other factors such as part geometry [16, 17], feedstock powder particle size [18], powder bed temperature [19], heat treatment (which can cause gas pore to enlarge) [20,21,22], and gas flow behavior [23]. In fact, pores may not necessarily be uniformly distributed within a single part [24] and LPBF parameters optimized for part density often involve an undesirable trade-off with production speed [25]. Additionally, post-fabrication pore closure strategies often have limitations. For instance, hot isostatic pressing (HIP) is commonly used to close pores across an entire part, but this approach also alters the material’s microstructure and may not necessarily close all pores due to trapped gases [26]. HIP is also more limited in closing irregular-shaped pores, and spherical pores that fail to close may actually end up being more elongated [27]. While surface treatment methods such as shot-peening can close surface and sub-surface pores (which tend to be more detrimental to mechanical properties as compared to pores within the bulk material) [28], this approach only works on accessible surfaces of a given component.
Considering that porosity is unavoidable in LPBF alloys and mitigation/reduction strategies often have limitations, understanding how pores affect various mechanical properties is particularly important for damage tolerant component design, service life expectations, risk management, and the pursuit of faster LPBF production speeds. To this end, this review provides a concise overview of how process-induced porosity affects the tensile behavior, impact toughness, fracture toughness, creep response, wear, and fatigue of LPBF alloys. While the number of alloys that can be fabricated by LPBF has grown in recent years, this review will focus on the most commonly investigated alloy from four different alloy classes—Ti-6Al-4 V, Inconel 718, AISI 316L, and AlSi10Mg. Thus, this review differs from other similar articles such as [29,30,31]. Additionally, there are also other reviews that cover various aspects of these LPBF alloys such as [32,33,34,35,36,37,38,39,40,41,42,43] for Ti-6Al-4 V, [32, 33, 44,45,46,47] for Inconel 718, [32,33,34,35,36,37, 48, 49] for AISI 316L and [33, 50,51,52,53,54,55,56] for AlSi10Mg.
Alloy overview
Ti-6Al-4 V, herein referred to as Ti64, has received significant attention for LPBF fabrication particularly in the aerospace industry as this alloy accounts for more than half of Ti usage, and AM substantially reduces machining costs and material wastage (Ti is expensive and also costly to machine) [39, 57]. The fast cooling rate of LPBF fabrication will often result in a strong but brittle α’ martensitic structure, as shown in Fig. 5a. Thus, a post-process heat treatment is often required to decompose this phase into the more desirable α + β lamellar or bimodal microstructure, as shown in Fig. 5b–e and 6 [58,59,60].

(Copyright 2018, Elsevier)
SEM images taken on the horizontal plane of LPBF Ti64 samples showing (a) the as-built α′ martensitic structure, and (b–e) the effect of various decomposition heat-treatment parameters on the resulting α + β microstructure. The authors found that a higher heat treatment temperature or a longer treatment time resulted in coarser α grains and an increase in β volume fraction and thus, decreased yield and tensile strengths in exchange for improved ductility. Reproduced with permission from [58]

(Copyright 2019, Elsevier)
SEM images showing the bimodal microstructure of LPBF Ti64 where (a) shows the globularized α and (b) shows the Widmanstätten morphology of the grains between the globularized α. This microstructure was obtained through thermal cycling between 875 °C and 975 °C for 24 h followed by air cooling. Adapted with permission from [60]
Alloy GH4169, or Inconel 718 (herein referred to as IN718), is the most widely used superalloy due to a combination of good strength, good corrosion resistance, weldability and long term stability at moderately high temperatures (~ 650 °C) [61,62,63]. It is often strengthened through intermetallic precipitation—namely, Ni3(Al, Ti, Nb), Ni3Nb (body-centered tetragonal), and Ni3Nb (orthorhombic). These phases are referred to as γ′, γ′′, and δ, respectively [63]. As the amount of solid solution Nb is an important consideration for the formation of the strengthening phases [64], an initial heat treatment step to dissolve any precipitated Laves or \(\delta\) phases is crucial to increase and possibly homogenize the amount of Nb in solution. The homogenization step (if performed) is done at ~ 1080 °C, followed by solution treatment at ~ 980 °C, and finally, two subsequent aging steps at 720 °C and 620 °C are usually performed to precipitate the strengthening phases. Figures 7 and 8 show the typical microstructures of LPBF IN718 in the as-built and solution-treated + double-aged conditions, respectively. Figure 8 also shows forged and cast IN718 for comparison.

(Copyright 2017, Elsevier)
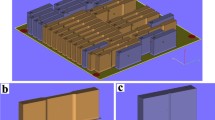
Typical microstructure of as-built LPBF IN718 where (a) and (b) show the melt-pool boundaries from the side and top views, respectively, and (c) and (d) show the grains located at the layer—layer melt-pool boundaries and at the track—track boundaries, respectively. The yellow arrows show the dendrite growth directions and BD is the building direction. Reproduced with permission from [167]

(Copyright 2016, Elsevier)
Microstructure comparison of LPBF-processed, forged, and cast IN718. The ║ and ⊥ symbols represent measurements and images taken on sample planes parallel and perpendicular to the LPBF building direction, respectively. The authors found that LPBF processing resulted in much finer microstructures as compared to conventional manufacturing methods. The LPBF IN718 was solution-treated and double-aged. Reproduced with permission from [168]
AISI 316L is a comparatively simple alloy as it is not strengthened by the presence of hard phases or by the microstructural manipulation of multiple metallic phases. Conventionally, heat treatments are mainly done to homogenize alloying elements in solution, for hot working, for stress relieving, and/or to undo the effects of cold working [65]. Thus, whether a (typical) heat treatment is applied or not, LPBF 316L will generally be a single-phase austenitic alloy [66].
Al alloys are very challenging materials for LPBF production due to their high thermal conductivity, reflectivity and propensity for oxidation [53, 67, 68]. Thus, cast Al alloys have received significant focus as their excellent castability and weldability allow for easier LPBF processing [69], with AlSi10Mg being one of the most common. In the as-built condition, AlSi10Mg has a hierarchical microstructure where large Al grains present a fine cellular—dendritic solidification structure with submicron-sized primary Al-cells and an intercellular Si network. The T6 is very commonly investigated for this alloy, which involves a solution treatment followed by an artificial ageing step [70,71,72,73,74,75,76,77,78,79,80,81,82,83]. This causes the re-organization of the Si phase which goes from being a nano-scale precipitate arranged in a cellular network to coarse Si particles that are several microns large, as shown in Fig. 9a and b. As T6 has often been found to be detrimental to strength, other authors have investigated other heat treatment strategies such as direct-ageing/T5 [84,85,86]. Figure 9c shows the effect of such a treatment where the as-built Si morphology is retained but with additional precipitation of nano-scale Si particles.

(Copyright 2021, Elsevier)
Morphology of the Si phase in LPBF AlSi10Mg where (a) is the as-built condition, (b) is the T6 condition, and (c) is the direct-aged condition. Since the T6 heat treatment involves a solution treatment step, the as-built Si network is completely dissolved into the matrix and subsequent ageing causes Si to precipitate as coarse discrete particles. With direct ageing, the as-built Si morphology is retained. Adapted with permission from [84]
Tensile properties
Figures 10, 11, 12, 13 provide an indication of the expected yield strength and ductility of LPBF Ti64, IN718, 316L, and AlSi10Mg, respectively. For LPBF Ti64, the yield strength generally ranges from 700 to 1300 MPa depending on the heat treatment involved. In general, the as-built α’ microstructure confers high strength but poorer elongation (typically above 1000 MPa and less than 10%, respectively) [38]. Heat treatment substantially increases elongation (up to ~ 22%) though this is often accompanied by a decrease in yield strength. Standard heat treatments for LPBF IN718 can substantially improve yield strength (from ~ 700 MPa to above 1000 MPa) at the expense of elongation (generally 20% or less after heat treatment). LPBF 316L is by far the most ductile of the four alloys, with elongation values exceeding 50% (note that Fig. 12 displays uniform, not total, elongation). The as-built yield strength of this alloy is generally marginally lower than that of as-built IN718, but this alloy cannot be strengthened by heat treatment. Lastly, as-built LPBF AlSi10Mg has the lowest yield strength and elongation of the four alloys at ~ 300 MPa and ~ 5% ductility, respectively. As shown in Fig. 13, solution treatment substantially improves ductility at the expense of strength. As mentioned in the previous section, subsequent ageing (i.e. T6) may nor may not fully restore that strength.

Yield strength and elongation relationship of various AM-fabricated (where EBM stands for electron beam melting and LMD for laser metal deposition) and conventionally processed Ti64 as compiled from several sources by, and reproduced from, [37], which was published under the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/)

(Copyright 2020, John Wiley and Sons)
Effect of various heat treatments on the yield strength and elongation of LPBF IN718, with the result of a wrought alloy also included for comparison as compiled from several sources by, and reproduced with permission from, [150]

Capability of LPBF 316L in breaking the strength/ductility trade-off that is often encountered in conventional processing of 316L, as compiled from several sources by, and reproduced from, [169], which was published under the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/)

Effect of solution treatment temperature on the yield strength, tensile strength, and ductility of LPBF AlSi10Mg. Reproduced from [56] which was published under the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/)
Table 1 summarizes the influence that porosity plays on the tensile properties of LPBF-processed Ti64, IN718, 316L, and AlSi10Mg, respectively, as reported in recent literature. As can be observed, elongation at fracture is generally reported to be far more sensitive to porosity level as compared to strength. The detrimental nature of pores is typically explained through (i) a reduction in the true load-bearing area, (ii) the facilitation of pore coalescence leading to premature failure, (iii) increased stress-concentration points, (iv) acting as initiation sites for micro-cracking, and (iv) providing a preferential path for crack propagation [75, 83, 87,88,89,90,91,92,93,94,95]. These issues are frequently reported to be worse for vertically built samples due to the orientation of LoF pores and/or interlayer pores (i.e., pores that are distributed along layer boundaries) [75, 90, 96,97,98,99,100,101,102].
As can also be observed in the table, a number of studies have confirmed for these LPBF alloys that as porosity is decreased, tensile behavior generally improves, but at low porosity levels, there may be no correlation to porosity. This is because, as porosity approaches zero, microstructure begins to overtake porosity to become the dominant factor that determines tensile behavior [25, 94]. For instance, Kan et al. noted that this transition occurred when the porosity in LPBF Ti64 is reduced below 1% (OM method) [25]. Kaschel, Celikin, and Dowling also highlight this for LPBF Ti64 as shown in Fig. 14, where porosity reduced from ~ 0.27% to ~ 0.02% (CT method) as laser power increased to 250 W (with other LPBF parameters kept constant), and the poor performance of the 100 and 150 W samples was attributed high porosity levels [103]. However, at low porosity levels, their results showed that the amount of porosity did not influence tensile properties, as shown by the results of the 250 W and 400 W samples in the figure where the latter had a higher porosity level than the former (~ 0.05% vs ~ 0.02%, respectively). Yi et al. investigated various line laser energy densities for LPBF IN718, as shown in Fig. 15, and attributed improved strength and elongation performance to the reduction in size and amount of pores present, with the 0.2 J/mm condition being optimal [9].

(Copyright 2020, Elsevier)
Tensile results of a study that investigated the effects of laser energy input on the mechanical properties and microstructure of LPBF Ti64 where the energy input was varied by adjusting laser power while keeping all other LPBF parameters kept constant. The 100 W, 250 W and 400 W samples have approximately 0.27, 0.02 and 0.05% porosity (CT method), respectively. Reproduced with permission from [103]

(Copyright 2019, Elsevier)
Tensile results of a study that investigated the effects of laser energy input, as defined using linear laser energy density calculations, on the mechanical properties and microstructure of as-built LPBF IN718 bars: (a) ultimate tensile strength/MPa and yield strength/MPa; and (b) elongation. Reproduced with permission from [9]
However, the type, rather than amount, of pores may matter more, as LoF pores are frequently reported to be far more detrimental to tensile properties as compared to gas/keyhole pores. Montalbano et al. investigated LPBF Ti64 samples containing up to ~ 8% porosity (CT method) where these samples either contained predominately LoF pores or keyhole pores, with the tensile results shown in Fig. 16 [7]. The authors found that LoF samples with ~ 1% porosity had similar modulus to keyhole samples of comparable porosity levels, but LoF samples with more than 4% porosity performed worse. In terms of strength, LoF samples performed worse than KH samples across all porosity levels. Furthermore, when the authors corrected these results to account for the reduction in load bearing caused by porosity fraction, they found that the modulus and strength of keyhole samples were reduced as expected, but the reduction was worse than expected for LoF samples. The authors attributed this to the increase in stress concentrations caused by the irregular shapes of LoF pores. It should be noted that these samples were printed horizontally, or specifically, along the re-coating direction, which minimizes the detrimental influence of LoF pores. The study by Kantzos et al. also highlights this for LPBF IN718 as shown in Fig. 17 [104]. Despite Parameter Set 5 containing the highest amount and the largest of (keyhole) pores, Parameter Set 2 had the lowest average elongation because it contained LoF pores, though elongation of Parameter Set 5 displayed considerable scatter.

(Copyright 2021, Elsevier)
Results of a study that investigated the effects of increasing keyhole (KH) or LoF (LF) porosity on microstructure and mechanical properties of LPBF Ti64. The relationship between laser energy density and the type of pores formed is shown on the top and their subsequent influence on tensile properties in shown on the bottom. Adapted with permission from [7]

(Copyright 2019, Springer Nature)
Results of a study that investigated the effects of LPBF parameters on the microstructure, porosity and mechanical properties of IN718. All samples were heat-treated (986 °C for 1 h followed by 718 °C for 9 h). The porosity distribution results of the five different processing parameters used, as obtained through synchrotron-based µ-CT analysis, is shown at the top, and their resulting tensile properties are shown at the bottom, as adapted with permission from [104]
Both Figs. 16 and 17 also show the sensitivity of elongation to porosity as compared to strength. In the former, elongation was greatly reduced as porosity increased even for samples that only contained keyhole pores. In the latter, the scatter in strength is far less than the scatter in elongation. Similarly, Mathe et al. show that even with a very small increase in porosity, the elongation of LPBF Ti64 was substantially reduced, as shown in Fig. 18 [105]. The authors noted that the Archimedes measurements were taken on machined samples while the CT measurements were taken with as-built surfaces, which could account for the discrepancy in the data in addition to the limitations of each measurement method. Another example, for LPBF IN718 with porosity levels up to 1.2% (Archimedes method), as shown by the 650 °C tensile tests conducted by Hilaire, Andrieu, and Wu in Fig. 19 [102], only the strain to failure decreased with increasing porosity level (with vertical samples being more sensitive due to LoF pore orientation) while yield and tensile strengths had no relation, at least with the samples containing 1% or less porosity. Likewise, with the results shown in Fig. 20, Laursen et al. found that porosity (both in terms of fracture surface and bulk material porosities) had a much stronger correlation with elongation than with stiffness or strength for LPBF AlSi10Mg for porosity levels of up to 5% (Archimedes method) [92].

(Copyright 2021, Springer Nature)
Ductility results of a study investigating the effects porosity on the ductility of LPBF Ti64 where porosity was measured using two different methods—(a) Archimedes and (b) µ-CT. The authors noted the discrepancies between the two porosity measurement methods which could have also been affected by the fact that the Archimedes samples had machined surfaces, but the µ-CT samples were measured as-built. Reproduced with permission from [105]

(Copyright 2019, Elsevier)
High temperature tensile results (650 °C), as a function of the corresponding sample’s relative density, of a study that investigated the effects of LPBF parameters and building direction on the mechanical properties of LPBF IN718. The relative densities were measured using the Archimedes method. Adapted with permission from [102]

(Copyright 2020, Elsevier)
Effect of fracture surface porosity (a, c, e, g) and bulk porosity (b, d, f, h) on tensile properties of LPBF AlSi10Mg as obtained from a study that aimed to model the effects of porosity on tensile properties for LPBF-processed and cast AlSi10Mg alloys. Fracture surface porosity was measured using SEM imaging after the tensile tests while bulk porosity was measured using the Archimedes method, also after the tensile tests. Reproduced with permission from [92]
LoF pores being particularly detrimental to vertically built samples were explained by Ronneberg, Davies and Hooper, in their study on LPBF 316L, to be due to how the major axis of LoF pores is oriented relative to the tensile axis as illustrated in Fig. 21 [106]. As observed in Fig. 21b, not only is the actual load-bearing cross-sectional area much smaller, the pore is “stretched apart” perpendicularly to its major axis in tension and can lead to crack initiation. This is less of an issue for horizontal samples, since the tensile load will tend to cause the pore to close, as illustrated in Fig. 21c. This is highlighted in greater detail in Fig. 22 by Choo et al. where the evolution of pores during tensile testing of LPBF 316L was investigated [107]. As can be observed, for vertical samples, LoF pores easily grow and cause crack initiation. The cracks quickly link up neighboring pores, and they quickly coalescence and fracture pre-maturely with minimal necking. However, for horizontal samples, the LoF pores rarely interact with neighboring pores and cracks do not propagate, allowing the material to neck considerably more. This inability to neck might also be the reason why pores tend to affect elongation more than strength, and strength is generally only affected if reduction in the true load-bearing area exceeds that which can be compensated for by microstructure.

A schematic illustration of the (a) relationship between LoF pore orientation and the building direction, and the direction of the tensile axis with respect to the pore orientation in (b) vertically built samples and (c) horizontally built samples. Reproduced from [106], which was published under the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/) and where the objective of the study was to determine the effects of microstructure and porosity on the mechanical properties of LPBF 316L

(Copyright 2021, Elsevier)
2D images, obtained using in-situ Synchrotron X-ray Computed µ-Tomography, showing the evolution of the longitudinal cross-section during tensile loading to failure where (a) shows a near-fully dense sample, (b) shows LoF pores perpendicular to the loading direction, and (c) shows LoF pores parallel to the loading direction. Open pores are illustrated in green while closed pores are in red. Reproduced with permission from [107] where the authors investigated the deformation and fracture behavior of LPBF 316L
The aforementioned observation where tensile behavior transitions from being microstructure controlled to a porosity controlled when the porosity level exceeds a certain threshold highlights the fact that tensile properties are generally not significantly influenced by specific microstructure—porosity interactions, and therefore, the detrimental influence of porosity can be deduced purely from a structural perspective. For instance, as porosity is increased and the true load-bearing area is decreased as a result, then a corresponding decrease in strength should follow assuming that the microstructure is relatively unchanged. This was highlighted in the work by Kan et al. for LPBF Ti64 containing up to 14% porosity (OM method) where the decrease in elastic modulus, yield strength, and tensile strength can be more closely correlated with the porosity fraction without a consideration to microstructure effects using the linear rule of mixtures as long as the pores are spherical [25]. The authors noted that for samples containing predominately LoF pores, the rule of mixtures approach will need to be corrected for pore shape irregularities. This result is consistent with those of Montalbano et al., which, as mentioned earlier, found that the reduction in modulus and strength of LPBF Ti64 samples containing keyhole pores is directly correlated with the loss in the load-bearing area that corresponds to a given porosity level [7]. However, for samples containing LoF pores, these properties were found to be lower than expected even after taking the reduced load bearing area into account. It should also be emphasized that both studies investigated horizontally built samples which meant that the detrimental effect of LoF pore orientation could not be fully mitigated even when the tensile axis is aligned parallel with the major axis of the pores.
As pore growth and coalescence typically occur during the necking portion of a tensile test (i.e., after the ultimate tensile strength is reached), yield and tensile strengths can be said to be fundamentally affected by the initial porosity levels, while total elongation will be affected by the way pores grow, coalesce, and initiate and propagate cracks. Since pore fraction increases dramatically once necking occurs [94], elongation at fracture should behave far worse than what the rule of mixtures, where calculations are based on initial porosity levels, would suggest, as was reported by Kan et al. [25]. For example, Fig. 20 shows that for LPBF AlSi10Mg, fracture surface porosity can be ~ 3 × higher than the initial bulk porosity level. Since the ease of pore growth and coalescence, and porosity-assisted crack initiation and propagation involve some interaction with the matrix, the elongation at fracture of a more ductile or tougher microstructure could potentially be less sensitive to the presence of porosity. This was confirmed by Smith et al., where the authors showed that the ductility of LPBF 316L was far less affected by process-induced porosity (as well as artificially built geometric defects) as compared to as-built and heat-treated LPBF AlSi10Mg [108]. Based on Figs. 10, 11, 12, 13, LPBF AlSi10Mg and 316L should be the least and most tolerant to porosity (i.e., as porosity is increased, the corresponding relative decrease in elongation should be lower for the latter), respectively. In the as-built condition, LPBF Ti64 is expected to be more sensitive to porosity than LPBF IN718 while the reverse may be true if these alloys are heat-treated.
As mentioned earlier, HIP is often proposed as a way to close pores after LPBF production. The main issue with HIP is that pore closure is only effective when a high temperature is used, and this approach will remove the as-built microstructure of the alloy which is often known to confer high strength. For Ti64, a post-process heat treatment will decompose the as-built α’ microstructure into a dual-phase lamellar α + β microstructure (if performed below the β transus) which typically trades strength for improved ductility, a process that is further accelerated at higher temperatures. Thus, if a lamellar microstructure is desired, the decomposition treatment is typically done between 700 and 800 °C [58], and strength substantially falls due to significant coarsening of the microstructure if the heat treatment temperature approaches 900 °C [109]. Since HIP is often done above 900 °C for this alloy, the compromise to strength can be a major concern [110, 111]. With regards to 316L, the LPBF process results in a high dislocation density, fine grain size and the segregation of solutes into a cellular structure, all of which contribute to high strength [112]. As high-temperature heat treatments would annihilate dislocations and dissolve its cellular structure, a substantial reduction in strength usually follows [113] and this presents a problem with HIP since it is often performed above 1100 °C [100, 114]. Likewise, the nano-crystalline cellular structure of as-built LPBF AlSi10Mg will go into solution during HIP, and subsequent ageing, which results in the precipitation of coarse Si particles, will typically only restore a portion of its initial strength [75].
Unlike the other three alloys where the drawback of HIP can be quite substantial, LPBF IN718 stands to benefit the most from HIP, at least from a microstructural perspective. As was discussed in the preceding section, the as-built microstructure of LPBF IN718 is generally undesirable and the precipitation of the main strengthening phase(s) of this alloy requires homogenization and/or solution treatment to be conducted before the ageing treatments. Indeed, HIP is typically performed just slightly above the temperature normally used for homogenization treatments (~ 1080 °C). Ideally, HIP followed by rapid cooling is preferred to resemble the homogenized microstructure, which then allows ageing to be performed directly after HIP [115]. Thus, in addition to pore closure, HIP followed by subsequent ageing treatments of LPBF IN718 is often reported to result in better yield and tensile strengths, though at the expense of ductility, as compared to the as-built condition [115, 116]. As for the other three alloys, the main consideration whether to perform HIP, at least purely from a tensile perspective, is perhaps to reduce the scatter in (and potentially improve) ductility results that can be caused by even small amounts of porosity. This may be less of an issue for LPBF 316L because it is a much more ductile material, though pore closure could be beneficial for corrosion resistance. If heat treatments are necessary for LPBF AlSi10Mg, then HIP might have the added benefit of restricting pore growth during heat treatment, a phenomenon commonly reported for this alloy [20,21,22].
Fatigue life
Table 2 summarizes the key findings of how porosity can influence fatigue life in LPBF-processed Ti64, IN718, 316L and AlSi10Mg alloys as reported in or inferred from recent literature. While fatigue behavior can be affected by a multitude of factors such as microstructure, composition, heat treatment, test frequency, surface finish and compressive residual stresses, it should be noted that the purpose of Table 2 is just to summarize key observations of how porosity affects fatigue behavior rather than to summarize the key findings of each reviewed study, and therefore, information such as heat treatment or surface finish is only listed if it is relevant to the influence of porosity. Jian et al. conducted fatigue testing of LPBF AlSi10Mg at different stress ratios and found that the material behaved much better under compression-tension fatigue (R = −1) as opposed to pure tension fatigue (R = 0 or 0.5). The authors noted that this was likely because in the former case, pore closure occurs during the compression phase of each fatigue cycle. For this reason, the stress ratios are also included in Table 2.
Assuming that crack initiation is not caused by surface roughness, the table highlights several key observations regarding how porosity influences the fatigue life of these alloys. Most notably, fatigue life improvements due to machining are often limited because sub-surface pores will simply be exposed as the material between them and the surface is removed [117,118,119,120,121]. Additionally, microstructure/strength is often the dominant factor that determines high-stress (low-cycle) fatigue performance, while surface/sub-surface pores are generally more critical at high-cycle fatigue. However, as the stress loading is further reduced (i.e., very high-cycle fatigue), it appears that there is another transition toward bulk porosity (or other defects) being critical, as was observed in [122,123,124] for Ti64, in [125] for IN718, in [18] for AlSi10Mg and in [126] for 316L. However, it is unclear if this is always true for LPBF 316L as Solberg et al. showed that under higher loads (still in the high-cycle fatigue regime), fatigue cracks initiated from internal LoF pores, but as load decreased, crack initiation occurred from the surface [127]. This can potentially be explained by the fact that their samples contained significant amounts of large LoF pores (~ 5.4% porosity, CT method) [127]. While the authors did not mention the material’s yield strength, they noted an ultimate tensile strength of 437 MPa, which is noticeably lower than the expected yield strength of optimal LPBF 316L samples (refer to Fig. 12). Even though the cycles to failure for all samples were above 104 and were classified as high cycle fatigue by the authors, the samples that failed from internal LoF pores were tested above ~ 280 MPa. It is likely that the high localized stress-concentrations surrounding the irregular LoF pores caused fatigue cracks to initiate from these pores as opposed to from the surface at these higher high loads.
Therefore, when considering post-processing treatments, the intended fatigue application must be considered. For example, if cracks initiate from surface or sub-surface pores, then surface treatment might be more useful than HIP. However, if cracks are initiated from internal pores, then HIP becomes more relevant. This is best illustrated by the studies by Benedetti et al. as shown in Fig. 23 [122, 123] on LPBF Ti64. Below the very high-cycle fatigue regime, introducing surface compressive stresses (i.e., via shot-peening) is much more beneficial to fatigue performance relative to bulk pore closure as surface/sub-surface pores/features are more critical. However, for very high-cycle fatigue performance, porosity closure across the entire cross-section using HIP becomes far more effective since internal porosity becomes more critical. Similarly, for LPBF IN718, Ardi et al. found that despite porosity reduction through HIP (0.39% to 0.08%), room temperature high-cycle fatigue performance worsened due to microstructural changes while shot-peening improved fatigue life [128]. In fact, they found that HIP and shot-peening resulted in far worse fatigue life. The results are shown in Fig. 24.

(Copyright 2017, Elsevier)
Fatigue results of a study that investigated the effects of various surface finishing on LPBF Ti64 for the purposes of biomedical applications. It should be noted that all samples were subjected to a stress-relief heat treatment of 670 °C for 5 h, and electropolishing, shot peening and HIP were all performed after a tribofinish. Reproduced with permission from [122]

(Copyright 2020, Elsevier). The authors investigated HIP after standard heat treatment because a single build plate is often heat-treated after LPBF while containing a mixture of critical and non-critical components, but HIP is only needed to be performed on critical components and can often only be done after removal from the build plate
Peak stress vs cycle-to-failure (S–N) plot for different types of LPBF IN718 specimens with trend lines superimposed. The black arrow indicates run-out, H stands for heat-treated (solution-treatment followed by double ageing) and SP stands for shot-peening. Reproduced with permission from [128]
Furthermore, if it is known that within a particular fatigue regime, surface/sub-surface pores are more critical than internal pores, this can also be used to improve the building speeds of LPBF components. This was highlighted by Andreau et al. where they showed that the fatigue life of LPBF 316L was very tolerant of, or generally unaffected by, the presence of internal porosity levels of up to 10% (CT method) provided the sub-surface region was sufficiently dense (which was achieved through contouring) [119]. In other words, as long as the sub-surface regions are built with highly optimized parameters, the bulk of a component can be built with faster parameters since some of amount of internal porosity can be tolerated if internal pores are not critical.
As with tensile performance, LoF pores have also been found to be far more damaging to fatigue performance, especially for vertical samples, mainly due to their irregular shape and size. This is illustrated in Fig. 25 from the LPBF Ti64 study by Xu, Liu and Wang, which shows how crack propagation is much easily facilitated by the LoF pores in vertically built samples than in diagonally built samples [129]. Similarly, Xu et al. explain that LoF pores are more detrimental to vertically built LPBF AlSi10Mg samples because of their location at melt-pool boundaries which can facilitate crack propagation during fatigue, as shown in Fig. 26 [130]. For horizontal samples, Bao et al., illustrates how LoF pores evolve during a fatigue test at 250 °C for LPBF AlSi10Mg, which is mainly driven by coalescence leading to micro-cracks as shown in Fig. 27 [131].

(Copyright 2019, Elsevier) where the authors investigated the effect of build direction on fatigue crack propagation behavior
Influence of sample orientation on the interlayer porosity distribution in LPBF Ti64 where (a) illustration showing the interlayer pore distribution in a vertically built sample, (b) shows an OM image of such LoF pores in a vertically built sample, (c) illustration showing the interlayer pore distribution in a diagonally built sample, and (d) shows an OM image of such LoF pores in a diagonally built sample. Reproduced with permission from [129]

(Copyright 2020, Elsevier) where the authors investigated the influence of porosity and build directions on the high cycle fatigue performance of stress-relieved (520 °C, 2 h) LPBF AlSi10Mg
Influence of melt-pool boundaries and LoF distribution on the fatigue crack propagation in LPBF AlSi10Mg fabricated (a, b) vertically, (c, d) diagonally, (e, f) horizontally. Reproduced with permission from [130]

(Copyright 2020, Elsevier)
Pore evolution (yellow) in LPBF AlSi10Mg during low cycle fatigue at 250 °C—(a) initial state of the samples, (b) elongation of large pores due to longitudinal strain, (c) coalescence of adjacent pores, (d) cracks initiate at the cross-section, (e) void nucleation and (f) fracture. Reproduced with permission from [131]
While a poor surface finish can often be responsible for fatigue failure, Watring et al. demonstrated that if the porosity level is high enough, sub-surface porosity can still become critical, as is shown in Fig. 28 [132]. With increasing porosity, the fatigue failure transition from being dictated by surface roughness (which is affected by building orientation) to one being driven by sub-surface porosity—namely LoF and keyhole for low and high energy density parameters, respectively.

High-cycle fatigue life (600 MPa, R = 0.1, 20 Hz) versus volumetric laser-energy density for 30 μm layer thickness specimens as reproduced with permission from [132] (2019, Elsevier) where the authors investigated the effects of LPBF parameters and surface roughness on the high cycle fatigue behavior of as-built LPBF IN718. The sample orientations are relative to the re-coater direction. Outside of the optimal energy density range, poor fatigue life is caused by sub-surface defects—namely, LoF pores if the energy density is too low, and keyhole pores and secondary cracking if the energy density is too high
Assuming that pores cannot be closed and are unavoidable, some other strategies can also be used for the design of LPBF components in fatigue applications and to predict fatigue behavior based on the porosity present. Edwards and Ramulu suggested that a coarser LPBF Ti64 microstructure might improve ductility at the expense of strength could suppress crack initiation from the pores [133] and Kumar and Ramamurty proposed incorporating a damage tolerant design approach to LPBF Ti64 components [134]. In trying to solve the mismatch between the real size of a pore and its true effect on fatigue performance, Masuo et al. proposed that the effective area approach of considering an irregular-shaped pore or a cluster of pores for LPBF Ti64, as estimated from a fracture mechanics standpoint, as illustrated in Fig. 29 [135]. Other authors have also shown that fatigue life can be predicted on the basis of pore size, as shown in Fig. 30 by Ngnekou et al. for LPBF AlSi10Mg [136, 137], where process-induced pores were analyzed, but the data were also supplemented with machined defects, and in Fig. 31 by Romano et al., also for LPBF AlSi10Mg [138].

(Copyright 2018, Elsevier) where the authors studied the effects of surface roughness and porosity, as well as the role of HIP, on the fatigue strength of LPBF Ti64
Examples of the effective area estimations for (a) an irregular-shaped pore and (b) a cluster of two pores where the distance between them is smaller than the size of the smaller pore. Reproduced with permission from [135]

(Copyright 2019, Elsevier) where the authors investigated the effect of pore size on the fatigue behavior of stress-relieved (210 °C, 1 h or 300 °C, 2 h), as well as T6-treated, LPBF AlSi10Mg parts
Kitagawa-type diagram showing the relationship between the critical pore size and the fatigue life of LPBF AlSi10Mg. Some of the samples tested had a pore artificially machined into the sample using electric discharge machining. Reproduced with permission from [137]

(Copyright 2018, Elsevier) where the authors developed a defect-based modeling approach to predict the fatigue strength of machined LPBF AlSi10Mg parts
(a) The S–N curve of the fatigue results (R = −1) with the critical pore responsible for failure either from a process-induced pore or a machined pore and, (b) the relative pore sizes of the critical pores. Reproduced with permission from [138]
It should also be stated that for age-hardenable alloys, namely IN718 and AlSi10Mg, hard brittle precipitates may be beneficial or detrimental to fatigue life since they can be considered defects as well as obstacles to dislocations and/or crack propagation. Wan et al. showed that after standard heat treatments of LPBF IN718, micro-crack formation preferentially occurs on the acicular δ phase adjacent to a critical pore [139]. Since the ability for an initiated crack to propagate through the δ phase is dependent on its width, if it is sufficiently fine, formed cracks would be too small to propagate into the matrix and the phase would then be able to resist dislocation movement (in a similar way to the γ and, γ′′ precipitates) and lead to improved fatigue life. A similar finding was also confirmed by Luo et al. [140]. Similarly, the HIP and ageing study on LPBF AlSi10Mg by Schneller et al. [141] noted that while coarsened Si particles can act as crack initiation sites if competing pores are small enough, they can also impede crack propagation. On the other hand, in the as-built condition, because the fine dendritic Si phase confers high strength but easily facilitates crack propagation, the loss of this microstructure through a conventional heat treatment (where the Si phase is dissolved through solution treatment and subsequent ageing causes it to reprecipitate as coarse discrete particles) may improve fatigue life if the improved resistance to crack propagation more than compensates for the corresponding reduction in load bearing capacity due to reduced strength [142]. This dichotomy explains why ageing treatment was found to be beneficial in [142] but detrimental in [86, 143]. An interesting study by Bao et al. shows that the coarsening of the Si phase during a fatigue test at 400 °C can actually result in void formation that leads to fatigue failure, while fatigue life at lower temperatures was driven by existing porosity, as illustrated in Fig. 32 [144].

(Copyright 2021, Elsevier) where the authors investigated high temperature dwelling effects on the fatigue behavior of stress-relieved (300 °C, 2 h) LPBF AlSi10Mg parts
Illustration of how existing process-induced pores in LPBF AlSi10Mg are responsible for fatigue failure in low-temperature tests while at 400 °C, the formation of voids due to Si coarsening become responsible for fatigue failure. Reproduced with permission from [144]
As the interaction between porosity and microstructure is particularly complex for the age-hardenable LPBF alloys with regards to fatigue life, post-heat treatment processes to modify hard precipitates are particularly crucial. In general, it is beneficial for the hard phases to be discontinuous since a dendritic morphology promotes crack propagation (as with the as-built Si morphology in AlSi10Mg as mentioned prior, and also with the Laves phase in as-built IN 718 [139]) while a discrete morphology improves fatigue life by being impediments to dislocation movement and crack propagation. However, the main concern with hard phases appears to be their role in facilitating crack initiation especially when interacting with an existing pore. If the pores in a given alloy are much smaller than sizes of the hard precipitates, crack initiation could simply occur from the precipitate itself. In this case, further reduction in pore size and amount (using HIP for instance) may not yield any improvement in fatigue life. This was demonstrated by Ardi et al. on LPBF IN718 where pore closure via HIP resulted in fatigue cracks originating from Nb-rich precipitates which then limited fatigue improvements [128]. It should be noted, however, that the authors did not perform the ageing treatment after HIP. If the hard phase is much smaller than the pores, then the precipitates located at the vicinity of a pore may be subjected to higher localized stresses and thus, result in micro-cracking. As the degree of cracking is dependent on the precipitate size, further reductions in size would lead to smaller and potentially non-consequential crack initiation [139]. Since, unlike the other three alloys, HIP can be implemented into the typical heat treatment cycles for LPBF IN718 to improve strength, as was noted in the preceding section, it stands to reason that LPBF IN718 can benefit the most from this process in terms of improving fatigue life.
As for LPBF Ti64, assuming that a fatigue crack is initiated due to microstructural features (i.e., not from an existing pore, inclusion or surface roughness), it is likely that the initiation would occur along the α and β phase boundaries, as noted by Yan et al. [145]. Nonetheless, for high cycle fatigue, the authors noted that porosity (or defects) played the dominant role in crack initiation, while variations in microstructure were primarily responsible for the rate at which the fatigue crack grew, with a coarser α and β microstructure attributed to a slower growth rate. Naturally, the reduced strength brought about by the coarser microstructures tends to lead to poorer low cycle fatigue performance.
On the other hand, since LPBF 316L is predominately a single-phase face-centered cubic alloy, if fatigue cracks are initiated due to microstructural features, they are likely to preferentially form along slip bands caused by the gliding of dislocations, as noted by Elangeswaran et al. [146]. The authors then proposed that if the alloy retains its cellular substructure caused by the segregation of solute atoms during LPBF production, this substructure can hinder the flow of dislocations such that the time required for dislocations to glide over a sufficient distance to accrue the required strain energy for crack initiation is increased, thus improving crack initiation life. Additionally, once initiated, the substructure also restricts the crack growth rate by deflecting its path. Most notably, the authors also showed HIP can be detrimental to fatigue life because this process removes the cellular substructure and, due to the high ductility of 316L, this alloy is already highly tolerant of (small) pores which might render pore closure unnecessary. Naturally, this only holds true if the pores are already sufficiently small such that cracks are initiated from microstructural features (indeed, the authors of the study specifically used miniaturized fatigue samples that are essentially free of porosity), and this could explain why, as summarized in Table 2, some LPBF 316L studies reported porosity-driven fatigue failure and others reported microstructure-driven failure. Most notably, Zhang et al. demonstrated a transition from porosity-driven fatigue failure to a microstructure-driven one as the alloy’s density increased from 98.88 to 99.92% [147].
Impact and fracture toughness
Table 3 summarizes the influence of porosity on impact and fracture toughness of the LPBF alloys discussed in this review as reported in recent literature. LoF pores are frequently noted to be particularly detrimental to crack propagation for both impact and fracture toughness, especially in samples where the crack propagation path runs parallel to these pores (typically vertically built notched samples). For example, Wu, Lai and Chen illustrated how LoF pore orientation could result in anisotropic notched Charpy impact energy due to the way the pores interact with the fracture plane as shown in Fig. 33 [148]. The detrimental influence of porosity in Charpy impact tests is frequently attributed to (i) coalescence of porosity during impact [149], (ii) altering of the crack propagation path from one based on microstructure toward one based on porosity distribution [150, 151], (iii) increased stress-concentration effects [75], and (iv) a substantial reduction in the actual cross-sectional area occupied by material that is available to absorb impact energy [148]. Thus, when Wang et al. surveyed existing literature on the impact toughness of LPBF 316L and found a wide scatter in the impact toughness, as shown in Fig. 34, the authors noted that studies reporting absorbed energies of 70 J or less were a result of high levels of porosity (or cracking issues) while studies with better build quality tend to report much higher (more than 130 J) absorption energies. The authors then demonstrated that it was possible to achieve toughness exceeding 200 J and yield strength exceeding 700 MPa at ~ 0.2% porosity.

(Copyright 2016, Elsevier) where the authors investigated the anisotropic impact toughness behavior of LPBF Ti64
Illustration of how sample orientation affects the crack propagation path relative to the orientation of the LoF pores in (a) vertical and (b) horizontal LPBF Ti64 samples. SEM images of the fracture surfaces at different magnifications showing the morphologies of the exposed LoF pores where (c, e, g) are from a vertical sample and (d, f, h) are from a horizontal sample. The white arrows in (c) and (d) indicate the location of the pores. Adapted with permission from [148]

(Copyright 2021, Elsevier) where the authors studied the effect of crystallographic orientation of LPBF 316L parts on Charpy impact tougnness
Relationship between toughness and yield strength of LPBF 316L in literature as surveyed by, and reproduced with permission from, [170]
Once again, as with the tensile results, if porosity is sufficiently low, microstructural effects might dominate the toughness results and the amount of energy absorbed might not correlate with minor variations in porosity, which could explain results reported by Ardila et al. for LPBF IN718 [152]. Likewise, as the Charpy impact study by Girelli et al. on LPBF AlSi10Mg shows, the crack path is affected by the melt-pool contours in the as-built condition but can be affected by porosity after heat treatment due to pore growth [151]. Similarly. Kan et al. showed that for as-built vertical AlSi10Mg Charpy samples where the LoF pores are supposed to be extremely detrimental, the nano-crystalline Si network was able to impede crack propagation more effectively, allowing it to surpass the horizontal samples [75]. Conversely, as shown by Reijonen et al. on LPBF 316L samples without HIP performed better than HIPed samples due to a finer microstructure despite having more porosity [153].
As with impact toughness, the following reasons are often provided to explain the detrimental nature of pores to fracture toughness such as (i) LoF pores promoting crack propagation along melt-pool boundaries [130], and (ii) increased stress concentration points [110]. Again, the negative influence of porosity on fracture toughness can sometimes be compensated with microstructure. For instance, in [154] where Hartunian and Eshraghi found that the vertical LPBF Ti64 samples performed better than horizontal samples despite LoF pores being present because of microstructure variations caused by the LPBF cooling rate on the latter, and in [115] where Seifi et al. found that double-ageing without prior HIP resulted in better fracture toughness despite a higher porosity level and the presence of LoF pores due to microstructural reasons.
While porosity reduction strategies are clearly beneficial for both impact and fracture toughness, microstructural features must also be considered. However, this can be complicated by the fact that heat treatments often involve trade-offs between strength and ductility, but both can be important factors here. Additionally, melt-pool contours obviously play a crucial role in crack propagation. Furthermore, this is unlike in fatigue where specific strategies can be used to improve performance depending on the fatigue regime of interest. Therefore, in this regard, more work needs to be done to understand how the unique LPBF microstructures influence impact and fracture toughness in light of the presence of porosity, and how heat treatment may be able to help mitigate these issues.
Creep response
Creep studies that discuss the influence of porosity on performance are few in literature, with Table 4 summarizing recent studies on the topic. Among the alloys reviewed in this article, IN718, being a superalloy, is intended to be used for high-temperature applications. Thus, creep studies are most relevant for this alloy and typically, large grains and grain boundary strengthening precipitates are generally preferred [155]. As can be observed in the table, growth and coalescence of pores are often responsible for creep failure [155, 156]. Additionally, pores can also act as crack initiation sites that lead to premature creep fracture [155, 157]. For example, Xu et al. investigated the effect of heat treatment (homogenization, solution treatment and single-ageing) and surface finish on creep behavior of LPBF IN718 at 750 MPa and 650 °C, and found that while cracks often originate from the surface (with pre-existing cracks also caused by machining), porosity in the material can grow, coalescence and eventually lead to the fracture of the cross-section as illustrated in Fig. 35 [155]. In a separate study, they captured the evolution of porosity at various stages of creep (650 °C, 747.45 MPa) using µ-CT, as shown in Fig. 36 [156].

(Copyright 2018, Elsevier) where the authors investigated the creep behavior of LPBF IN718 parts at 650 °C after homogenization, solution and double ageing treatments
Schematic showing the development of fractures during creep testing as reproduced with permission from [155]

(Copyright 2017, Elsevier) where the authors studied the effects of porosity on the creep behavior of LPBF IN718 parts using staged thermomechanical testing
Visualizations in porosity evolution at various stages of a creep test where (a–c) are 3D µ-CT models taken after Stages 1–3 of the test, respectively, and (d) is the SEM image of the fracture surface at the end of the fourth stage. Adapted with permission from [156]
In general, there is a lack of understanding of how process-induced pores truly affect the creep performance of these alloys. For instance, it is uncertain how the overall porosity level can affect creep life and whether there is a certain threshold where microstructural features can dominate over the porosity level. One example would be a study like the one on LPBF 316L by Bae et al. as shown in Fig. 37 [157]. The authors found that the creep behavior was closely related to the density of the sample tested. Sample B06, especially, had the largest amount of process-induced pores which resulted in a tear very early in the creep test. As LPBF-processing results in unique microstructures not observed in conventional processing, an understanding of microstructural features that can provide greater tolerance of porosity needs to be developed for these alloys. Furthermore, beyond pores facilitating crack initiation and contributing to coalescence, the influence on load-bearing area is also rarely discussed. The effect of specific pore types—keyhole, LoF and gas pores, is also not very well known. Thus, for the alloys discussed herein, there remains a substantial amount of work that can be done to relate the detrimental nature of LPBF process-induced pores to creep life and performance.

(Copyright 2021, Springer Nature) where the authors investigated the effects of different LPBF parameters on the creep behavior of LPBF 316L parts
Creep test results of LPBF 316L fabricated using different energy densities. Samples B02, B03, B04, B05 and B06 had densities of 7.88, 7.88, 7.85, 7.82 and 7.60 g/cm3, respectively. Reproduced with permission from [157]
Wear behavior
Table 5 summarizes recent wear studies on where the influence of porosity was discussed or mentioned. It is important to state that wear is not an intrinsic material property, but it depends on the entire tribological system involved. In this regard, it is not surprising that studies have reported porosity to be detrimental, negligible or even beneficial. Regarding studies that report a negative influence, porosity is often stated to (i) increase friction [158, 159], (ii) increase contact pressure by reducing the actual contact area across a sliding interface [79, 160], (iii) reduce bulk hardness [161], and/or promote crack initiation and propagation [79, 160, 162, 163]. For instance, Li, Ramezani and Chen proposed that the amount of strain experienced (and therefore, the wear mechanisms involved) during wear loading or hardness testing of LPBF Ti64 can be related to its stress–strain behavior, as illustrated in Fig. 38, and hardness can be significantly affected by porosity [161]. Conversely, Kan et al. illustrated how the orientation of surface LoF pores relative to the sliding direction could alter the actual contact area across the sliding interface, as shown in Fig. 39a and b [79]. Similarly, the degree of crack propagation facilitated by a sub-surface LoF pore can also be affected by its orientation, as illustrated in Fig. 39c and d.

(Copyright 2019, Elsevier) where the authors studied the dry sliding wear behavior of LPBF Ti64 parts against WC–Co
Schematic illustration of (a) force, stress and strain interactions during a sliding wear test which can result in adhesive or abrasive wear of Ti64 in relation to the (b) stress–strain behavior and (c) hardness response of LPBF, electron beam PBF and conventionally processed Ti64. Reproduced with permission from [161]

(Copyright 2021, Elsevier) where the authors studied the effects of T6 treatment on the sliding wear performance of LPBF AlSi10Mg parts sliding against SiC and steel
Influence of LoF pore orientation on sliding wear interactions in LPBF AlSi10Mg where (a) and (b) shows how a surface pore orientation relative to the sliding interface can result in differences in the actual contact area across the sliding interface and therefore, the contact stresses experienced by the alloy, and (c) and (d) shows how the orientation of a sub-surface pore can facilitate sub-surface cracking. Reproduced with permission from [79]
As for the beneficial influence that porosity can play, Huang et al. found that LPBF 316L generally displayed better sliding wear resistance against GCr15 than wrought 316L and they proposed that the presence of pores in the former improved its wear resistance because worn debris could be trapped, compacted and cold welded into the pores [164]. However, it is plausible that the LPBF 316L could have performed well despite containing porosity by virtue of it being harder than the wrought 316L. Nonetheless, other studies have reported the phenomenon [26, 165]. The exact reason for this to occur is not clear, though the fact that it is reported for LPBF 316L rather than the other alloys suggests that ductility could be playing a role. Certainly, more studies can be done to investigate the influence of porosity across a wider range of wear systems and loading conditions so as to identify the situations where wear performance is or is not severely affected by porosity.
Concluding remarks
After a review of the literature on the influence of process-induced porosity on the mechanical properties of four alloys commonly produced by LPBF, broad general observations can be made. LoF pores are more detrimental among various pore types and affect vertically built samples more. Reducing porosity, however, only improves tensile properties up to a point, beyond which microstructural effects dominate. Where porosity compromises tensile properties, elastic modulus and strength are primarily affected by the morphology and amount of the pores rather than specific microstructure–porosity interactions, while total elongation is much more sensitive to the presence of porosity though the degree of sensitivity is dependent on the alloy’s toughness or ductility. In most cases, assuming a good surface finish, fatigue behavior appears to be governed by strength under high-stress loading, but as the loading decreases, surface/sub-surface pores become critical. When the loading is decreased sufficiently, bulk porosity starts to matter. Thus, depending on the intended fatigue application, an appropriate post-processing treatment can be chosen to improve service life. The main microstructural considerations that affect fatigue life in relation to the presence of pores are also different for each alloy—the morphology and size of hard precipitates in IN718 and AlSi10Mg, α and β boundary interactions for Ti64 and dislocation interactions along slip bands for 316L. Impact and fracture toughness are negatively affected by bulk porosity, but care must be taken to close the pores via HIP because these properties are also affected by the combination of strength and ductility. The presence of pores can also affect these properties by altering the crack propagation path from the original microstructure-directed path. As for creep, while porosity is known to be detrimental, studies that specifically relate pore type, size, amount, and orientation to creep life are lacking. Lastly, the majority of wear studies noted the detrimental nature of pores and some noted that porosity (assuming its low enough) can be negligible. A small number of studies noted that porosity can be beneficial, though the conditions for this to be true are unclear.
References
ASTM (2015) ASTM52900-15 standard terminology for additive manufacturing—general principles—terminology. ASTM Int West Conshohocken
Tuncer N, Bose A (2020) Solid-state metal additive manufacturing: a review. JOM 72:3090–3111. https://doi.org/10.1007/s11837-020-04260-y
Zhang B, Li Y, Bai Q (2017) Defect formation mechanisms in selective laser melting: a review. Chin J Mech Eng 30(3):515–527. https://doi.org/10.1007/s10033-017-0121-5
Kok Y, Tan XP, Wang P, Nai MLS, Loh NH, Liu E, Tor SB (2018) Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: a critical review. Mater Des 139:565–586. https://doi.org/10.1016/j.matdes.2017.11.021
Guraya T, Singamneni S, Chen ZW (2019) Microstructure formed during selective laser melting of IN738LC in keyhole mode. J Alloys Compd 792:151–160. https://doi.org/10.1016/j.jallcom.2019.03.419
Cunningham R, Narra SP, Montgomery C, Beuth J, Rollett A (2017) Synchrotron-based X-ray microtomography characterization of the effect of processing variables on porosity formation in laser power-bed additive manufacturing of Ti-6Al-4V. JOM 69(3):479–484. https://doi.org/10.1007/s11837-016-2234-1
Montalbano T, Briggs BN, Waterman JL, Nimer S, Peitsch C, Sopcisak J, Trigg D, Storck S (2021) Uncovering the coupled impact of defect morphology and microstructure on the tensile behavior of Ti-6Al-4V fabricated via laser powder bed fusion. J Mater Process Technol 294:117113. https://doi.org/10.1016/j.jmatprotec.2021.117113
Giovagnoli M, Silvi G, Merlin M, Di Giovanni MT (2021) Optimisation of process parameters for an additively manufactured AlSi10Mg alloy: limitations of the energy density-based approach on porosity and mechanical properties estimation. Mater Sci Eng A 802:140613. https://doi.org/10.1016/j.msea.2020.140613
Yi JH, Kang JW, Wang TJ, Wang X, Hu YY, Feng T, Feng YL, Wu PY (2019) Effect of laser energy density on the microstructure, mechanical properties, and deformation of Inconel 718 samples fabricated by selective laser melting. J Alloys Compd 786:481–488. https://doi.org/10.1016/j.jallcom.2019.01.377
Snell R, Tammas-Williams S, Chechik L, Lyle A, Hernández-Nava E, Boig C, Panoutsos G, Todd I (2020) Methods for rapid pore classification in metal additive manufacturing. JOM 72(1):101–109. https://doi.org/10.1007/s11837-019-03761-9
Wilson-Heid A, Novak T, Beese A (2019) Characterization of the effects of internal pores on tensile properties of additively manufactured austenitic stainless steel 316L. Exp Mech 59(6):793–804. https://doi.org/10.1007/s11340-018-00465-0
Wang P, Tan X, He C, Nai MLS, Huang R, Tor SB, Wei J (2018) Scanning optical microscopy for porosity quantification of additively manufactured components. Addit Manuf 21:350–358. https://doi.org/10.1016/j.addma.2018.03.019
Romano S, Abel A, Gumpinger J, Brandão AD, Beretta S (2019) Quality control of AlSi10Mg produced by SLM: Metallography versus CT scans for critical defect size assessment. Addit Manuf 28:394–405. https://doi.org/10.1016/j.addma.2019.05.017
Suryawanshi J, Prashanth KG, Ramamurty U (2017) Mechanical behavior of selective laser melted 316L stainless steel. Mater Sci Eng A 696:113–121. https://doi.org/10.1016/j.msea.2017.04.058
Tapia G, Elwany AH, Sang H (2016) Prediction of porosity in metal-based additive manufacturing using spatial Gaussian process models. Addit Manuf 12:282–290. https://doi.org/10.1016/j.addma.2016.05.009
Liverani E, Toschi S, Ceschini L, Fortunato A (2017) Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J Mater Process Technol 249:255–263. https://doi.org/10.1016/j.jmatprotec.2017.05.042
Alsalla HH, Smith C, Hao L (2018) Effect of build orientation on the surface quality, microstructure and mechanical properties of selective laser melting 316L stainless steel. Rapid Prototyp J 24(1):9–17. https://doi.org/10.1108/RPJ-04-2016-0068
Jian ZM, Qian GA, Paolino DS, Tridello A, Berto F, Hong YS (2021) Crack initiation behavior and fatigue performance up to very-high-cycle regime of AlSi10Mg fabricated by selective laser melting with two powder sizes. Int J Fatigue 143:106013. https://doi.org/10.1016/j.ijfatigue.2020.106013
Awd M, Siddique S, Johannsen J, Emmelmann C, Walther F (2019) Very high-cycle fatigue properties and microstructural damage mechanisms of selective laser melted AlSi10Mg alloy. Int J Fatigue 124:55–69. https://doi.org/10.1016/j.ijfatigue.2019.02.040
Yang KV, Rometsch P, Jarvis T, Rao J, Cao S, Davies C, Wu X (2018) Porosity formation mechanisms and fatigue response in Al-Si-Mg alloys made by selective laser melting. Mater Sci Eng A 712:166–174. https://doi.org/10.1016/j.msea.2017.11.078
Tonolini P, Montesano L, Tocci M, Pola A, Gelfi M (2021) Wear behavior of alsi10mg alloy produced by laser-based powder bed fusion and gravity casting. Adv Eng Mater 2100147. https://doi.org/10.1002/adem.202100147
Mfusi BJ, Mathe NR, Tshabalala LC, Popoola PA (2019) The effect of stress relief on the mechanical and fatigue properties of additively manufactured AlSi10Mg parts. Metals 9(11):1216. https://doi.org/10.3390/met9111216
Shen H, Rometsch P, Wu X, Huang A (2020) Influence of gas flow speed on laser plume attenuation and powder bed particle pickup in laser powder bed fusion. JOM 72(3):1039–1051. https://doi.org/10.1007/s11837-020-04020-y
Holland S, Wang X, Chen J, Cai W, Yan F, Li L (2019) Multiscale characterization of microstructures and mechanical properties of Inconel 718 fabricated by selective laser melting. J Alloys Compd 784:182–194. https://doi.org/10.1016/j.jallcom.2018.12.380
Kan WH, Gao M, Zhang X, Liang E, Chiu NSL, Lim CVS, Huang A (2022) The influence of porosity on Ti-6Al-4V parts fabricated by laser powder bed fusion in the pursuit of process efficiency. Int J Adv Manuf Technol 1–22. https://doi.org/10.1007/s00170-021-08374-8
Shin W-S, Son B, Song W, Sohn H, Jang H, Kim Y-J, Park C (2021) Heat treatment effect on the microstructure, mechanical properties, and wear behaviors of stainless steel 316L prepared via selective laser melting. Mater Sci Eng A 806:140805. https://doi.org/10.1016/j.msea.2021.140805
Lavery NP, Cherry J, Mehmood S, Davies H, Girling B, Sackett E, Brown SGR, Sienz J (2017) Effects of hot isostatic pressing on the elastic modulus and tensile properties of 316L parts made by powder bed laser fusion. Mater Sci Eng A 693:186–213. https://doi.org/10.1016/j.msea.2017.03.100
Damon J, Dietrich S, Vollert F, Gibmeier J, Schulze V (2018) Process dependent porosity and the influence of shot peening on porosity morphology regarding selective laser melted AlSi10Mg parts. Addit Manuf 20:77–89. https://doi.org/10.1016/j.addma.2018.01.001
Sanaei N, Fatemi A (2021) Defects in additive manufactured metals and their effect on fatigue performance: a state-of-the-art review. Prog Mater Sci 117:100724. https://doi.org/10.1016/j.pmatsci.2020.100724
Al-Maharma AY, Patil SP, Markert B (2020) Effects of porosity on the mechanical properties of additively manufactured components: a critical review. Mater Res Expr 7:122001. https://doi.org/10.1088/2053-1591/abcc5d
du Plessis A, Yadroitsava I, Yadroitsev I (2020) Effects of defects on mechanical properties in metal additive manufacturing: a review focusing on X-ray tomography insights. Mater Des 187:108385. https://doi.org/10.1016/j.matdes.2019.108385
Song B, Zhao X, Li S, Han C, Wei Q, Wen S, Liu J, Shi Y (2015) Differences in microstructure and properties between selective laser melting and traditional manufacturing for fabrication of metal parts: a review. Front Mech Eng 10(2):111–125. https://doi.org/10.1007/s11465-015-0341-2
Lewandowski JJ, Seifi M (2016) Metal additive manufacturing: a review of mechanical properties. Annu Rev Mater Res 46:151–186. https://doi.org/10.1146/annurev-matsci-070115-032024
Harun WSW, Kamariah MSIN, Muhamad N, Ghani SAC, Ahmad F, Mohamed Z (2018) A review of powder additive manufacturing processes for metallic biomaterials. Powder Technol 327:128–151. https://doi.org/10.1016/j.powtec.2017.12.058
Harun WSW, Manam NS, Kamariah MSIN, Sharif S, Zulkifly AH, Ahmad I, Miura H (2018) A review of powdered additive manufacturing techniques for Ti-6al-4v biomedical applications. Powder Technol 331:74–97. https://doi.org/10.1016/j.powtec.2018.03.010
Sing SL, An J, Yeong WY, Wiria FE (2016) Laser and electron-beam powder-bed additive manufacturing of metallic implants: a review on processes, materials and designs. J Orthop Res 34(3):369–385. https://doi.org/10.1002/jor.23075
Gorsse S, Hutchinson C, Gouné M, Banerjee R (2017) Additive manufacturing of metals: a brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci Technol Adv Mater 18(1):584–610. https://doi.org/10.1080/14686996.2017.1361305
Cao S, Zou Y, Lim CVS, Wu X (2021) Review of laser powder bed fusion (LPBF) fabricated Ti-6Al-4V: process, post-process treatment, microstructure, and property. Light Adv Manuf 2(2):1–20. https://doi.org/10.37188/lam.2021.020
Shipley H, McDonnell D, Culleton M, Coull R, Lupoi R, O’Donnell G, Trimble D (2018) Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: a review. Int J Mach Tools Manuf 128:1–20. https://doi.org/10.1016/j.ijmachtools.2018.01.003
Liu S, Shin YC (2019) Additive manufacturing of Ti6Al4V alloy: a review. Mater Des 164:107552. https://doi.org/10.1016/j.matdes.2018.107552
Cao F, Zhang T, Ryder MA, Lados DA (2018) A review of the fatigue properties of additively manufactured Ti-6Al-4V. JOM 70(3):349–357. https://doi.org/10.1007/s11837-017-2728-5
Agius D, Kourousis KI, Wallbrink C (2018) A review of the as-built SLM Ti-6Al-4V mechanical properties towards achieving fatigue resistant designs. Metals 8(1):75. https://doi.org/10.3390/met8010075
Fotovvati B, Namdari N, Dehghanghadikolaei A (2018) Fatigue performance of selective laser melted Ti6Al4V components: state of the art. Mater Res Expr 6(1):012002. https://doi.org/10.1088/2053-1591/aae10e
Sanchez S, Smith P, Xu Z, Gaspard G, Hyde CJ, Wits WW, Ashcroft IA, Chen H, Clare AT (2021) Powder bed fusion of nickel-based superalloys: a review. Int J Mach Tools Manuf 165:103729. https://doi.org/10.1016/j.ijmachtools.2021.103729
Hosseini E, Popovich VA (2019) A review of mechanical properties of additively manufactured Inconel 718. Addit Manuf 30:100877. https://doi.org/10.1016/j.addma.2019.100877
Wang X, Gong X, Chou K (2017) Review on powder-bed laser additive manufacturing of Inconel 718 parts. Proc Inst Mech Eng B J Eng Manuf 231(11):1890–1903. https://doi.org/10.1115/MSEC2015-9322
Karia M, Popat M, Sangani K (2017) Selective laser melting of Inconel super alloy-a review. In: AIP Conference Proceedings, 1. AIP Publishing LLC, 020013. https://doi.org/10.1063/1.4990166
Zitelli C, Folgarait P, Di Schino A (2019) Laser powder bed fusion of stainless steel grades: a review. Metals 9(7):731. https://doi.org/10.3390/met9070731
Ko G, Kim W, Kwon K, Lee T-K (2021) The corrosion of stainless steel made by additive manufacturing: a review. Metals 11(3):516. https://doi.org/10.3390/met11030516
Rao BS, Rao TB (2021) Mechanical and tribological properties of 3D printed Al-Si alloys and composites: a review. Silicon 1–32. https://doi.org/10.1007/s12633-021-01340-9
Fiocchi J, Tuissi A, Biffi CA (2021) Heat treatment of aluminium alloys produced by laser powder bed fusion: a review. Mater Des 204:109651. https://doi.org/10.1016/j.matdes.2021.109651
Michi RA, Plotkowski A, Shyam A, Dehoff RR, Babu SS (2021) Towards high-temperature applications of aluminium alloys enabled by additive manufacturing. Int Mat Rev 1–48. https://doi.org/10.1080/09506608.2021.1951580
Aboulkhair NT, Simonelli M, Parry L, Ashcroft I, Tuck C, Hague R (2019) 3D printing of aluminium alloys: additive manufacturing of aluminium alloys using selective laser melting. Prog Mater Sci 106:100578. https://doi.org/10.1016/j.pmatsci.2019.100578
Altıparmak SC, Yardley VA, Shi Z, Lin J (2021) Challenges in additive manufacturing of high-strength aluminium alloys and current developments in hybrid additive manufacturing. Int J Lightweight Mater Manuf 4(2):246–261. https://doi.org/10.1016/j.ijlmm.2020.12.004
Kotadia HR, Gibbons G, Das A, Howes PD (2021) A review of laser powder bed fusion additive manufacturing of aluminium alloys: microstructure and properties. Addit Manuf 46:102155. https://doi.org/10.1016/j.addma.2021.102155
Trevisan F, Calignano F, Lorusso M, Pakkanen J, Aversa A, Ambrosio EP, Lombardi M, Fino P, Manfredi D (2017) On the selective laser melting (SLM) of the AlSi10Mg alloy: process, microstructure, and mechanical properties. Materials 10(1):76. https://doi.org/10.3390/ma10010076
Najmon JC, Raeisi S, Tovar A (2019) 2 - Review of additive manufacturing technologies and applications in the aerospace industry. In: Froes F, Boyer R (Eds.) Additive manufacturing for the aerospace industry. Elsevier, pp 7–31. doi:https://doi.org/10.1016/B978-0-12-814062-8.00002-9
Cao S, Chu R, Zhou X, Yang K, Jia Q, Lim CVS, Huang A, Wu X (2018) Role of martensite decomposition in tensile properties of selective laser melted Ti-6Al-4V. J Alloys Compd 744:357–363. https://doi.org/10.1016/j.jallcom.2018.02.111
Kusano M, Miyazaki S, Watanabe M, Kishimoto S, Bulgarevich DS, Ono Y, Yumoto A (2020) Tensile properties prediction by multiple linear regression analysis for selective laser melted and post heat-treated Ti-6Al-4V with microstructural quantification. Mater Sci Eng A 787:139549. https://doi.org/10.1016/j.msea.2020.139549
Sabban R, Bahl S, Chatterjee K, Suwas S (2019) Globularization using heat treatment in additively manufactured Ti-6Al-4V for high strength and toughness. Acta Mater 162:239–254. https://doi.org/10.1016/j.actamat.2018.09.064
Yeh A-C, Lu K-W, Kuo C-M, Bor H-Y, Wei C-N (2011) Effect of serrated grain boundaries on the creep property of Inconel 718 superalloy. Mater Sci Eng A 530:525–529. https://doi.org/10.1016/j.msea.2011.10.014
Zhao X, Chen J, Lin X, Huang W (2008) Study on microstructure and mechanical properties of laser rapid forming Inconel 718. Mater Sci Eng A 478(1–2):119–124. https://doi.org/10.1016/j.msea.2007.05.079
Amato KN, Gaytan SM, Murr LE, Martinez E, Shindo PW, Hernandez J, Collins S, Medina F (2012) Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. Acta Mater 60(5):2229–2239. https://doi.org/10.1016/j.actamat.2011.12.032
Zhang D, Niu W, Cao X, Liu Z (2015) Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater Sci Eng A 644:32–40. https://doi.org/10.1016/j.msea.2015.06.021
McGuire MF (2008) Stainless steels for design engineers. Asm International
Salman OO, Gammer C, Chaubey AK, Eckert J, Scudino S (2019) Effect of heat treatment on microstructure and mechanical properties of 316L steel synthesized by selective laser melting. Mater Sci Eng A 748:205–212. https://doi.org/10.1016/j.msea.2019.01.110
Rometsch P, Jia Q, Yang KV, Wu X (2019) Aluminum alloys for selective laser melting–towards improved performance. In: Additive manufacturing for the aerospace industry. Elsevier, pp 301–325. https://doi.org/10.1016/B978-0-12-814062-8.00016-9
Martin JH, Yahata BD, Hundley JM, Mayer JA, Schaedler TA, Pollock TM (2017) 3D printing of high-strength aluminium alloys. Nature 549(7672):365–369. https://doi.org/10.1038/nature23894
Aboulkhair NT, Everitt NM, Maskery I, Ashcroft I, Tuck C (2017) Selective laser melting of aluminum alloys. MRS Bull 42(4):311–319. https://doi.org/10.1557/mrs.2017.63
Aboulkhair NT, Maskery I, Tuck C, Ashcroft I, Everitt NM (2016) The microstructure and mechanical properties of selectively laser melted AlSi10Mg: the effect of a conventional T6-like heat treatment. Mater Sci Eng A 667:139–146. https://doi.org/10.1016/j.msea.2016.04.092
Yu X, Wang L (2018) T6 heat-treated AlSi10Mg alloys additive-manufactured by selective laser melting. Procedia Manuf 15:1701–1707. https://doi.org/10.1016/j.promfg.2018.07.265
Wei P, Chen Z, Zhang S, Fang X, Lu B, Zhang L, Wei Z (2021) Effect of T6 heat treatment on the surface tribological and corrosion properties of AlSi10Mg samples produced by selective laser melting. Mater Charact 171:110769. https://doi.org/10.1016/j.matchar.2020.110769
Girelli L, Tocci M, Conte M, Giovanardi R, Veronesi P, Gelfi M, Pola A (2019) Effect of the T6 heat treatment on corrosion behavior of additive manufactured and gravity cast AlSi10Mg alloy. Mater Corros 70(10):1808–1816. https://doi.org/10.1002/maco.201910890
Majeed A, Zhang Y, Lv J, Peng T, Atta Z, Ahmed A (2020) Investigation of T4 and T6 heat treatment influences on relative density and porosity of AlSi10Mg alloy components manufactured by SLM. Comput Ind Eng 139:106194. https://doi.org/10.1016/j.cie.2019.106194
Kan WH, Nadot Y, Foley M, Ridosz L, Proust G, Cairney JM (2019) Factors that affect the properties of additively-manufactured AlSi10Mg: porosity versus microstructure. Addit Manuf 29:100805. https://doi.org/10.1016/j.addma.2019.100805
Tradowsky U, White J, Ward RM, Read N, Reimers W, Attallah MM (2016) Selective laser melting of AlSi10Mg: influence of post-processing on the microstructural and tensile properties development. Mater Des 105:212–222. https://doi.org/10.1016/j.matdes.2016.05.066
Bagherifard S, Beretta N, Monti S, Riccio M, Bandini M, Guagliano M (2018) On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater Des 145:28–41. https://doi.org/10.1016/j.matdes.2018.02.055
Maskery I, Aboulkhair N, Tuck C, Wildman R, Ashcroft I, Everitt N, Hague R (2015) Fatigue performance enhancement of selectively laser melted aluminium alloy by heat treatment. In: 26th annual international solid freeform fabrication symposium, Austin, Texas, USA pp 1017–1025
Kan WH, Huang S, Man Z, Yang L, Huang A, Chang L, Nadot Y, Cairney JM, Proust G (2021) Effect of T6 treatment on additively-manufactured AlSi10Mg sliding against ceramic and steel. Wear 482–483:203961. https://doi.org/10.1016/j.wear.2021.203961
Li W, Li S, Liu J, Zhang A, Zhou Y, Wei Q, Yan C, Shi Y (2016) Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: microstructure evolution, mechanical properties and fracture mechanism. Mater Sci Eng A 663:116–125. https://doi.org/10.1016/j.msea.2016.03.088
Wang LF, Sun J, Yu XL, Shi Y, Zhu XG, Cheng LY, Liang HH, Yan B, Guo LJ (2018) Enhancement in mechanical properties of selectively laser-melted AlSi10Mg aluminum alloys by T6-like heat treatment. Mater Sci Eng A 734:299–310. https://doi.org/10.1016/j.msea.2018.07.103
Larrosa NO, Wang W, Read N, Loretto MH, Evans C, Carr J, Tradowsky U, Attallah MM, Withers PJ (2018) Linking microstructure and processing defects to mechanical properties of selectively laser melted AlSi10Mg alloy. Theor Appl Fract Mech 98:123–133. https://doi.org/10.1016/j.tafmec.2018.09.011
Girelli L, Tocci M, Gelfi M, Pola A (2019) Study of heat treatment parameters for additively manufactured AlSi10Mg in comparison with corresponding cast alloy. Mater Sci Eng A 739:317–328. https://doi.org/10.1016/j.msea.2018.10.026
Park T-H, Baek M-S, Hyer H, Sohn Y, Lee K-A (2021) Effect of direct aging on the microstructure and tensile properties of AlSi10Mg alloy manufactured by selective laser melting process. Mater Charact 176:111113. https://doi.org/10.1016/j.matchar.2021.111113
Rosenthal I, Shneck R, Stern A (2018) Heat treatment effect on the mechanical properties and fracture mechanism in AlSi10Mg fabricated by additive manufacturing selective laser melting process. Mater Sci Eng A 729:310–322. https://doi.org/10.1016/j.msea.2018.05.074
Baek M-S, Kreethi R, Park T-H, Sohn Y, Lee K-A (2021) Influence of heat treatment on the high-cycle fatigue properties and fatigue damage mechanism of selective laser melted AlSi10Mg alloy. Mater Sci Eng A 819:141486. https://doi.org/10.1016/j.msea.2021.141486
Liu W, Chen C, Shuai S, Zhao R, Liu L, Wang X, Hu T, Xuan W, Li C, Yu J, Wang J, Ren Z (2020) Study of pore defect and mechanical properties in selective laser melted Ti6Al4V alloy based on X-ray computed tomography. Mater Sci Eng A 797:139981. https://doi.org/10.1016/j.msea.2020.139981
Panin AV, Kazachenok MS, Panin SV, Berto F (2020) Scale levels of quasi-static and dynamic fracture behavior of Ti-6Al-4V parts built by various additive manufacturing methods. Theor Appl Fract Mech 110:102781. https://doi.org/10.1016/j.tafmec.2020.102781
Pal S, Gubeljak N, Hudak R, Lojen G, Rajtukova V, Predan J, Kokol V, Drstvensek I (2019) Tensile properties of selective laser melting products affected by building orientation and energy density. Mater Sci Eng A 743:637–647. https://doi.org/10.1016/j.msea.2018.11.130
Stef J, Poulon-Quintin A, Redjaimia A, Ghanbaja J, Ferry O, De Sousa M, Gouné M (2018) Mechanism of porosity formation and influence on mechanical properties in selective laser melting of Ti-6Al-4V parts. Mater Des 156:480–493. https://doi.org/10.1016/j.matdes.2018.06.049
Saeidi K, Neikter M, Olsen J, Shen ZJ, Akhtar F (2017) 316L stainless steel designed to withstand intermediate temperature. Mater Des 135:1–8. https://doi.org/10.1016/j.matdes.2017.08.072
Laursen CM, DeJong SA, Dickens SM, Exil AN, Susan DF, Carroll JD (2020) Relationship between ductility and the porosity of additively manufactured AlSi10Mg. Mater Sci Eng A 795:139922. https://doi.org/10.1016/j.msea.2020.139922
Delahaye J, Tchuindjang JT, Lecomte-Beckers J, Rigo O, Habraken AM, Mertens A (2019) Influence of Si precipitates on fracture mechanisms of AlSi10Mg parts processed by Selective Laser Melting. Acta Mater 175:160–170. https://doi.org/10.1016/j.actamat.2019.06.013
Voisin T, Calta NP, Khairallah SA, Forien J-B, Balogh L, Cunningham RW, Rollett AD, Wang YM (2018) Defects-dictated tensile properties of selective laser melted Ti-6Al-4V. Mater Des 158:113–126. https://doi.org/10.1016/j.matdes.2018.08.004
Ch SR, Raja A, Nadig P, Jayaganthan R, Vasa NJ (2019) Influence of working environment and built orientation on the tensile properties of selective laser melted AlSi10Mg alloy. Mater Sci Eng A 750:141–151. https://doi.org/10.1016/j.msea.2019.01.103
Sun W, Ye Ma, Huang W, Zhang W, Qian X (2020) Effects of build direction on tensile and fatigue performance of selective laser melting Ti6Al4V titanium alloy. Int J Fatigue 130:105260. https://doi.org/10.1016/j.ijfatigue.2019.105260
Ren S, Chen Y, Liu T, Qu X (2019) Effect of build orientation on mechanical properties and microstructure of Ti-6Al-4V manufactured by selective laser melting. Metall Mater Trans A 50(9):4388–4409. https://doi.org/10.1007/s11661-019-05322-w
Cao S, Chen Z, Lim CVS, Yang K, Jia Q, Jarvis T, Tomus D, Wu X (2017) Defect, microstructure, and mechanical property of Ti-6Al-4V alloy fabricated by high-power selective laser melting. JOM 69(12):2684–2692. https://doi.org/10.1007/s11837-017-2581-6
Baghi AD, Nafisi S, Hashemi R, Ebendorff-Heidepriem H, Ghomashchi R (2021) Experimental realisation of build orientation effects on the mechanical properties of truly as-built Ti-6Al-4V SLM parts. J Manuf Process 64:140–152. https://doi.org/10.1016/j.jmapro.2021.01.027
Röttger A, Geenen K, Windmann M, Binner F, Theisen W (2016) Comparison of microstructure and mechanical properties of 316L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater Sci Eng A 678:365–376. https://doi.org/10.1016/j.msea.2016.10.012
Blinn B, Ley M, Buschhorn N, Teutsch R, Beck T (2019) Investigation of the anisotropic fatigue behavior of additively manufactured structures made of AISI 316L with short-time procedures PhyBaLLIT and PhyBaLCHT. Int J Fatigue 124:389–399. https://doi.org/10.1016/j.ijfatigue.2019.03.022
Hilaire A, Andrieu E, Wu X (2019) High-temperature mechanical properties of alloy 718 produced by laser powder bed fusion with different processing parameters. Addit Manuf 26:147–160. https://doi.org/10.1016/j.addma.2019.01.012
Kaschel FR, Celikin M, Dowling DP (2020) Effects of laser power on geometry, microstructure and mechanical properties of printed Ti-6Al-4V parts. J Mater Process Technol 278:116539. https://doi.org/10.1016/j.jmatprotec.2019.116539
Kantzos C, Pauza J, Cunningham R, Narra SP, Beuth J, Rollett A (2019) An investigation of process parameter modifications on additively manufactured inconel 718 parts. J Mater Eng Perform 28(2):620–626. https://doi.org/10.1007/s11665-018-3612-3
Mathe NR, Tshabalala LC, Hoosain S, Motibane L, du Plessis A (2021) The effect of porosity on the mechanical properties of Ti-6Al-4V components manufactured by high-power selective laser melting. Int J Adv Manuf Technol 115:3589–3597. https://doi.org/10.1007/s00170-021-07326-6
Ronneberg T, Davies CM, Hooper PA (2020) Revealing relationships between porosity, microstructure and mechanical properties of laser powder bed fusion 316L stainless steel through heat treatment. Mater Des 189:108481. https://doi.org/10.1016/j.matdes.2020.108481
Choo H, White LP, Xiao X, Sluss CC, Morin D, Garlea E (2021) Deformation and fracture behavior of a laser powder bed fusion processed stainless steel: In situ synchrotron x-ray computed microtomography study. Addit Manuf 40:101914. https://doi.org/10.1016/j.addma.2021.101914
Smith BA, Laursen CM, Bartanus J, Carroll JD, Pataky GJ (2021) The interplay of geometric defects and porosity on the mechanical behavior of additively manufactured components. Exp Mech 61(4):685–698. https://doi.org/10.1007/s11340-021-00696-8
Zhang K, Kan WH, Liu Y, Gao X, Zhu Y, Lim SCV, Peng H, Huang A (2021) Microstructure control by heat treatment for better ductility and toughness of Ti-6Al-4V produced by laser powder bed fusion. Aust J Mech Eng 19(5):680–691. https://doi.org/10.1080/14484846.2004654
Wu M-W, Lai P-H (2016) The positive effect of hot isostatic pressing on improving the anisotropies of bending and impact properties in selective laser melted Ti-6Al-4V alloy. Mater Sci Eng A 658:429–438. https://doi.org/10.1016/j.msea.2016.02.023
Yu H, Li F, Wang Z, Zeng X (2019) Fatigue performances of selective laser melted Ti-6Al-4V alloy: influence of surface finishing, hot isostatic pressing and heat treatments. Int J Fatigue 120:175–183. https://doi.org/10.1016/j.ijfatigue.2018.11.019
Godec M, Zaefferer S, Podgornik B, Šinko M, Tchernychova E (2020) Quantitative multiscale correlative microstructure analysis of additive manufacturing of stainless steel 316L processed by selective laser melting. Mater Charact 160:110074. https://doi.org/10.1016/j.matchar.2019.110074
Chao Q, Thomas S, Birbilis N, Cizek P, Hodgson PD, Fabijanic D (2021) The effect of post-processing heat treatment on the microstructure, residual stress and mechanical properties of selective laser melted 316L stainless steel. Mater Sci Eng A 821:141611. https://doi.org/10.1016/j.msea.2021.141611
Leuders S, Lieneke T, Lammers S, Tröster T, Niendorf T (2014) On the fatigue properties of metals manufactured by selective laser melting — The role of ductility. J Mater Res 29(17):1911–1919. https://doi.org/10.1557/jmr.2014.157
Seifi M, Salem AA, Satko DP, Grylls R, Lewandowski JJ (2018) Effects of post-processing on microstructure and mechanical properties of SLM-processed IN-718. In: Proceedings of the 9th international symposium on superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications. Springer, pp 515–526. https://doi.org/10.1007/978-3-319-89480-5_33
Popovich VA, Borisov EV, Popovich AA, Sufiiarov VS, Masaylo DV, Alzina L (2017) Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater Des 131:12–22. https://doi.org/10.1016/j.matdes.2017.05.065
Bagehorn S, Wehr J, Maier HJ (2017) Application of mechanical surface finishing processes for roughness reduction and fatigue improvement of additively manufactured Ti-6Al-4V parts. Int J Fatigue 102:135–142. https://doi.org/10.1016/j.ijfatigue.2017.05.008
Mower TM, Long MJ (2016) Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater Sci Eng A 651:198–213. https://doi.org/10.1016/j.msea.2015.10.068
Andreau O, Pessard E, Koutiri I, Penot J-D, Dupuy C, Saintier N, Peyre P (2019) A competition between the contour and hatching zones on the high cycle fatigue behaviour of a 316L stainless steel: analyzed using X-ray computed tomography. Mater Sci Eng A 757:146–159. https://doi.org/10.1016/j.msea.2019.04.101
Hamidi Nasab M, Giussani A, Gastaldi D, Tirelli V, Vedani M (2019) Effect of surface and subsurface defects on fatigue behavior of AlSi10Mg alloy processed by laser powder bed fusion (L-PBF). Metals 9(10):1063. https://doi.org/10.3390/met9101063
Aboulkhair NT, Maskery I, Tuck C, Ashcroft I, Everitt NM (2016) Improving the fatigue behaviour of a selectively laser melted aluminium alloy: influence of heat treatment and surface quality. Mater Des 104:174–182. https://doi.org/10.1016/j.matdes.2016.05.041
Benedetti M, Torresani E, Leoni M, Fontanari V, Bandini M, Pederzolli C, Potrich C (2017) The effect of post-sintering treatments on the fatigue and biological behavior of Ti-6Al-4V ELI parts made by selective laser melting. J Mech Behav Biomed Mater 71:295–306. https://doi.org/10.1016/j.jmbbm.2017.03.024
Benedetti M, Fontanari V, Bandini M, Zanini F, Carmignato S (2018) Low- and high-cycle fatigue resistance of Ti-6Al-4V ELI additively manufactured via selective laser melting: Mean stress and defect sensitivity. Int J Fatigue 107:96–109. https://doi.org/10.1016/j.ijfatigue.2017.10.021
Wycisk E, Siddique S, Herzog D, Walther F, Emmelmann C (2015) Fatigue performance of laser additive manufactured Ti–6Al–4V in very high cycle fatigue regime up to 109 cycles. Front Mater 2:72. https://doi.org/10.3389/fmats.2015.00072
Song Z, Gao W, Wang D, Wu Z, Yan M, Huang L, Zhang X (2021) Very-high-cycle fatigue behavior of inconel 718 alloy fabricated by selective laser melting at elevated temperature. Materials 14(4):1001. https://doi.org/10.3390/ma14041001
Voloskov B, Evlashin S, Dagesyan S, Abaimov S, Akhatov I, Sergeichev I (2020) Very high cycle fatigue behavior of additively manufactured 316L stainless steel. Materials 13(15):3293. https://doi.org/10.3390/ma13153293
Solberg K, Guan S, Razavi SMJ, Welo T, Chan KC, Berto F (2019) Fatigue of additively manufactured 316L stainless steel: the influence of porosity and surface roughness. Fatigue Fract Eng Mater Struct 42(9):2043–2052. https://doi.org/10.1111/ffe.13077
Ardi DT, Guowei L, Maharjan N, Mutiargo B, Leng SH, Srinivasan R (2020) Effects of post-processing route on fatigue performance of laser powder bed fusion Inconel 718. Addit Manuf 36:101442. https://doi.org/10.1016/j.addma.2020.101442
Xu ZW, Liu A, Wang XS (2019) The influence of building direction on the fatigue crack propagation behavior of Ti6Al4V alloy produced by selective laser melting. Mater Sci Eng A 767:138409. https://doi.org/10.1016/j.msea.2019.138409
Xu ZW, Wang Q, Wang XS, Tan CH, Guo MH, Gao PB (2020) High cycle fatigue performance of AlSi10mg alloy produced by selective laser melting. Mech Mater 148:103499. https://doi.org/10.1016/j.mechmat.2020.103499
Bao J, Wu S, Withers PJ, Wu Z, Li F, Fu Y, Sun W (2020) Defect evolution during high temperature tension-tension fatigue of SLM AISi10Mg alloy by synchrotron tomography. Mater Sci Eng A 792:139809. https://doi.org/10.1016/j.msea.2020.139809
Watring DS, Carter KC, Crouse D, Raeymaekers B, Spear AD (2019) Mechanisms driving high-cycle fatigue life of as-built Inconel 718 processed by laser powder bed fusion. Mater Sci Eng A 761:137993. https://doi.org/10.1016/j.msea.2019.06.003
Edwards P, Ramulu M (2014) Fatigue performance evaluation of selective laser melted Ti–6Al–4V. Mater Sci Eng A 598:327–337. https://doi.org/10.1016/j.msea.2014.01.041
Kumar P, Ramamurty U (2019) Microstructural optimization through heat treatment for enhancing the fracture toughness and fatigue crack growth resistance of selective laser melted Ti6Al4V alloy. Acta Mater 169:45–59. https://doi.org/10.1016/j.actamat.2019.03.003
Masuo H, Tanaka Y, Morokoshi S, Yagura H, Uchida T, Yamamoto Y, Murakami Y (2018) Influence of defects, surface roughness and HIP on the fatigue strength of Ti-6Al-4V manufactured by additive manufacturing. Int J Fatigue 117:163–179. https://doi.org/10.1016/j.ijfatigue.2018.07.020
Ngnekou JND, Nadot Y, Henaff G, Nicolai J, Ridosz L (2017) Influence of defect size on the fatigue resistance of AlSi10Mg alloy elaborated by selective laser melting (SLM). Procedia Struct Integr 7:75–83. https://doi.org/10.1016/j.prostr.2017.11.063
Ngnekou JND, Nadot Y, Henaff G, Nicolai J, Kan WH, Cairney JM, Ridosz L (2019) Fatigue properties of AlSi10Mg produced by additive layer manufacturing. Int J Fatigue 119:160–172. https://doi.org/10.1016/j.ijfatigue.2018.09.029
Romano S, Brückner-Foit A, Brandão A, Gumpinger J, Ghidini T, Beretta S (2018) Fatigue properties of AlSi10Mg obtained by additive manufacturing: defect-based modelling and prediction of fatigue strength. Eng Fract Mech 187:165–189. https://doi.org/10.1016/j.engfracmech.2017.11.002
Wan HY, Zhou ZJ, Li CP, Chen GF, Zhang GP (2018) Enhancing fatigue strength of selective laser melting-fabricated inconel 718 by tailoring heat treatment route. Adv Eng Mater 20(10):1800307. https://doi.org/10.1002/adem.201800307
Luo YW, Zhang B, Li CP, Chen GF, Zhang GP (2019) Detecting void-induced scatter of fatigue life of selective laser melting-fabricated inconel 718 using miniature specimens. Mater Res Express 6(4):046549. https://doi.org/10.1088/2053-1591/aafdcd
Schneller W, Leitner M, Springer S, Grün F, Taschauer M (2019) Effect of HIP treatment on microstructure and fatigue strength of selectively laser melted AlSi10Mg. J Manuf Mater Process 3(1):16. https://doi.org/10.3390/jmmp3010016
Di Giovanni MT, de Menezes JTO, Bolelli G, Cerri E, Castrodeza EM (2019) Fatigue crack growth behavior of a selective laser melted AlSi10Mg. Eng Fract Mech 217:106564. https://doi.org/10.1016/j.engfracmech.2019.106564
Zhang C, Zhu H, Liao H, Cheng Y, Hu Z, Zeng X (2018) Effect of heat treatments on fatigue property of selective laser melting AlSi10Mg. Int J Fatigue 116:513–522. https://doi.org/10.1016/j.ijfatigue.2018.07.016
Bao J, Wu Z, Wu S, Withers PJ, Li F, Ahmed S, Benaarbia A, Sun W (2021) Hot dwell-fatigue behaviour of additively manufactured AlSi10Mg alloy: Relaxation, cyclic softening and fracture mechanisms. Int J Fatigue 151:106408. https://doi.org/10.1016/j.ijfatigue.2021.106408
Yan X, Yin S, Chen C, Huang C, Bolot R, Lupoi R, Kuang M, Ma W, Coddet C, Liao H, Liu M (2018) Effect of heat treatment on the phase transformation and mechanical properties of Ti6Al4V fabricated by selective laser melting. J Alloys Compd 764:1056–1071. https://doi.org/10.1016/j.jallcom.2018.06.076
Elangeswaran C, Cutolo A, Muralidharan GK, Vanmeensel K, Van Hooreweder B (2020) Microstructural analysis and fatigue crack initiation modelling of additively manufactured 316L after different heat treatments. Mater Des 194:108962. https://doi.org/10.1016/j.matdes.2020.108962
Zhang M, Sun C-N, Zhang X, Goh PC, Wei J, Li H, Hardacre D (2017) Competing influence of porosity and microstructure on the fatigue property of laser powder bed fusion stainless steel 316l. In: Solid freeform fabrication symposium. University of Texas Austin USA, pp 365–376
Wu M-W, Lai P-H, Chen J-K (2016) Anisotropy in the impact toughness of selective laser melted Ti–6Al–4V alloy. Mater Sci Eng A 650:295–299. https://doi.org/10.1016/j.msea.2015.10.045
Vilardell AM, Fredriksson G, Yadroitsev I, Krakhmalev P (2019) Fracture mechanisms in the as-built and stress-relieved laser powder bed fusion Ti6Al4V ELI alloy. Opt Laser Technol 109:608–615. https://doi.org/10.1016/j.optlastec.2018.08.042
Park SY, Kim KS, Kim MC, Kassner ME, Lee KA (2020) Effect of post-heat treatment on the tensile and cryogenic impact toughness properties of inconel 718 manufactured by selective laser melting. Adv Eng Mater 23(3):2001005. https://doi.org/10.1002/adem.202001005
Girelli L, Giovagnoli M, Tocci M, Pola A, Fortini A, Merlin M, La Vecchia GM (2019) Evaluation of the impact behaviour of AlSi10Mg alloy produced using laser additive manufacturing. Mater Sci Eng A 748:38–51. https://doi.org/10.1016/j.msea.2019.01.078
Ardila LC, Garciandia F, González-Díaz JB, Álvarez P, Echeverria A, Petite MM, Deffley R, Ochoa J (2014) Effect of IN718 recycled powder reuse on properties of parts manufactured by means of selective laser melting. Phys Procedia 56:99–107. https://doi.org/10.1016/j.phpro.2014.08.152
Reijonen J, Björkstrand R, Riipinen T, Que Z, Metsä-Kortelainen S, Salmi M (2021) Cross-testing laser powder bed fusion production machines and powders: variability in mechanical properties of heat-treated 316L stainless steel. Mater Des 204:109684. https://doi.org/10.1016/j.matdes.2021.109684
Hartunian P, Eshraghi M (2018) Effect of build orientation on the microstructure and mechanical properties of selective laser-melted Ti-6Al-4V alloy. J Manuf Mater Process 2(4):69. https://doi.org/10.3390/jmmp2040069
Xu Z, Hyde CJ, Tuck C, Clare AT (2018) Creep behaviour of inconel 718 processed by laser powder bed fusion. J Mater Process Technol 256:13–24. https://doi.org/10.1016/j.jmatprotec.2018.01.040
Xu Z, Hyde CJ, Thompson A, Leach RK, Maskery I, Tuck C, Clare AT (2017) Staged thermomechanical testing of nickel superalloys produced by selective laser melting. Mater Des 133:520–527. https://doi.org/10.1016/j.matdes.2017.08.009
Bae JH, Yu JM, Lok V, Yoon KB (2021) Effects of processing parameters on creep behavior of 316L stainless steel produced using selective laser melting. J Mech Sci Technol 35:3803–3812. https://doi.org/10.1007/s12206-021-2103-x
Amanov A (2021) Advancement of tribological properties of Ti–6Al–4V alloy fabricated by selective laser melting. Tribol Int 155:106806. https://doi.org/10.1016/j.triboint.2020.106806
Upadhyay RK, Kumar A (2020) Scratch and wear resistance of additive manufactured 316L stainless steel sample fabricated by laser powder bed fusion technique. Wear 458–459:203437. https://doi.org/10.1016/j.wear.2020.203437
Kumar V, Joshi MD, Pruncu C, Singh I, Hosmani SS (2021) Microstructure and tribological response of selective laser melted AISI 316L stainless steel: the role of severe surface deformation. J Mater Eng Perform 30:5170–5183. https://doi.org/10.1007/s11665-021-05730-3
Li H, Ramezani M, Chen ZW (2019) Dry sliding wear performance and behaviour of powder bed fusion processed Ti–6Al–4V alloy. Wear 440–441:203103. https://doi.org/10.1016/j.wear.2019.203103
Wang Z, Xiao Z, Huang C, Wen L, Zhang W (2017) Influence of ultrasonic surface rolling on microstructure and wear behavior of selective laser melted Ti-6Al-4V alloy. Materials 10(10):1203. https://doi.org/10.3390/ma10101203
Sun Y, Moroz A, Alrbaey K (2014) Sliding wear characteristics and corrosion behaviour of selective laser melted 316L stainless steel. J Mater Eng Perform 23(2):518–526. https://doi.org/10.1007/s11665-013-0784-8
Huang Y, Yang S, Gu J, Xiong Q, Duan C, Meng X, Fang Y (2020) Microstructure and wear properties of selective laser melting 316L. Mater Chem Phys 254:123487. https://doi.org/10.1016/j.matchemphys.2020.123487
Li H, Ramezani M, Li M, Ma C, Wang J (2018) Tribological performance of selective laser melted 316L stainless steel. Tribol Int 128:121–129. https://doi.org/10.1016/j.triboint.2018.07.021
Boig CA (2018) The application of additive manufacturing to nickel-base superalloys for turbocharger applications. Ph.D. thesis, University of Sheffield
Kuo Y-L, Horikawa S, Kakehi K (2017) The effect of interdendritic δ phase on the mechanical properties of Alloy 718 built up by additive manufacturing. Mater Des 116:411–418. https://doi.org/10.1016/j.matdes.2016.12.026
Trosch T, Strößner J, Völkl R, Glatzel U (2016) Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater Lett 164:428–431. https://doi.org/10.1016/j.matlet.2015.10.136
Wang YM, Voisin T, McKeown JT, Ye J, Calta NP, Li Z, Zeng Z, Zhang Y, Chen W, Roehling TT (2018) Additively manufactured hierarchical stainless steels with high strength and ductility. Nat Mater 17(1):63–71. https://doi.org/10.1038/nmat5021
Wang X, Sanchez-Mata O, Atabay SE, Muñiz-Lerma JA, Attarian Shandiz M, Brochu M (2021) Crystallographic orientation dependence of Charpy impact behaviours in stainless steel 316L fabricated by laser powder bed fusion. Addit Manuf 46:102104. https://doi.org/10.1016/j.addma.2021.102104
Yang T, Liu T, Liao W, MacDonald E, Wei H, Zhang C, Chen X, Zhang K (2020) Laser powder bed fusion of AlSi10Mg: Influence of energy intensities on spatter and porosity evolution, microstructure and mechanical properties. J Alloys Compd 849:156300. https://doi.org/10.1016/j.jallcom.2020.156300
Wei P, Wei Z, Chen Z, Du J, He Y, Li J, Zhou Y (2017) The AlSi10Mg samples produced by selective laser melting: single track, densification, microstructure and mechanical behavior. Appl Surf Sci 408:38–50. https://doi.org/10.1016/j.apsusc.2017.02.215
Finfrock CB, Exil A, Carroll JD, Deibler L (2018) Effect of hot isostatic pressing and powder feedstock on porosity, microstructure, and mechanical properties of selective laser melted AlSi10Mg. Metallogr Microstruct Anal 7(4):443–456. https://doi.org/10.1007/s13632-018-0456-z
Ertuğrul O, Öter ZÇ, Yılmaz MS, Şahin E, Coşkun M, Tarakçı G, Koç E (2020) Effect of HIP process and subsequent heat treatment on microstructure and mechanical properties of direct metal laser sintered AlSi10Mg alloy. Rapid Prototyp J 24(1):9–17. https://doi.org/10.1108/RPJ-04-2016-0068
Ali H, Ghadbeigi H, Mumtaz K (2018) Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V. Mater Sci Eng A 712:175–187. https://doi.org/10.1016/j.msea.2017.11.103
Zhang M, Sun C-N, Zhang X, Goh PC, Wei J, Hardacre D, Li H (2017) Fatigue and fracture behaviour of laser powder bed fusion stainless steel 316L: Influence of processing parameters. Mater Sci Eng A 703:251–261. https://doi.org/10.1016/j.msea.2017.07.071
Leicht A, Rashidi M, Klement U, Hryha E (2020) Effect of process parameters on the microstructure, tensile strength and productivity of 316L parts produced by laser powder bed fusion. Mater Charact 159:110016. https://doi.org/10.1016/j.matchar.2019.110016
Hirata T, Kimura T, Nakamoto T (2020) Effects of hot isostatic pressing and internal porosity on the performance of selective laser melted AlSi10Mg alloys. Mater Sci Eng A 772:138713. https://doi.org/10.1016/j.msea.2019.138713
Ferro P, Meneghello R, Razavi SMJ, Berto F, Savio G (2020) Porosity inducing process parameters in selective laser melted AlSi10Mg aluminium alloy. Phys Mesomech 23(3):256–262. https://doi.org/10.1134/S1029959920030108
Zhao L, Santos Macías JG, Ding L, Idrissi H, Simar A (2019) Damage mechanisms in selective laser melted AlSi10Mg under as built and different post-treatment conditions. Mater Sci Eng A 764:138210. https://doi.org/10.1016/j.msea.2019.138210
Hacısalihoğlu I, Yıldiz F, Çelik A (2021) The effects of build orientation and hatch spacing on mechanical properties of medical Ti–6Al–4V alloy manufactured by selective laser melting. Mater Sci Eng A 802:140649. https://doi.org/10.1016/j.msea.2020.140649
Röttger A, Boes J, Theisen W, Thiele M, Esen C, Edelmann A, Hellmann R (2020) Microstructure and mechanical properties of 316L austenitic stainless steel processed by different SLM devices. Int J Adv Manuf Technol 108:769–783. https://doi.org/10.1007/s00170-020-05371-1
Chen J, Hou W, Wang X, Chu S, Yang Z (2020) Microstructure, porosity and mechanical properties of selective laser melted AlSi10Mg. Chin J Aeronaut 33(7):2043–2054. https://doi.org/10.1016/j.cja.2019.08.017
Pei C, Shi D, Yuan H, Li H (2019) Assessment of mechanical properties and fatigue performance of a selective laser melted nickel-base superalloy Inconel 718. Mater Sci Eng A 759:278–287. https://doi.org/10.1016/j.msea.2019.05.007
Lee J, Lee M, Jung ID, Choe J, Yu JH, Kim S, Sung H (2020) Correlation between microstructure and tensile properties of STS 316L and Inconel 718 fabricated by selective laser melting (SLM). J Nanosci Nanotechnol 20(11):6807–6814. https://doi.org/10.1166/jnn.2020.18792
Schröder J, Mishurova T, Fritsch T, Serrano-Munoz I, Evans A, Sprengel M, Klaus M, Genzel C, Schneider J, Bruno G (2021) On the influence of heat treatment on microstructure and mechanical behavior of laser powder bed fused Inconel 718. Mater Sci Eng A 805:140555. https://doi.org/10.1016/j.msea.2020.140555
Tang M, Pistorius PC (2017) Anisotropic mechanical behavior of AlSi10Mg parts produced by selective laser melting. JOM 69(3):516–522. https://doi.org/10.1007/s11837-016-2230-5
Wood P, Libura T, Kowalewski ZL, Williams G, Serjouei A (2019) Influences of horizontal and vertical build orientations and Post-Fabrication processes on the fatigue behavior of stainless steel 316L produced by selective laser melting. Materials 12(24):4203. https://doi.org/10.3390/ma12244203
Carlton HD, Haboub A, Gallegos GF, Parkinson DY, MacDowell AA (2016) Damage evolution and failure mechanisms in additively manufactured stainless steel. Mater Sci Eng A 651:406–414. https://doi.org/10.1016/j.msea.2015.10.073
Zhao X, Li S, Zhang M, Liu Y, Sercombe TB, Wang S, Hao Y, Yang R, Murr LE (2016) Comparison of the microstructures and mechanical properties of Ti–6Al–4V fabricated by selective laser melting and electron beam melting. Mater Des 95:21–31. https://doi.org/10.1016/j.matdes.2015.12.135
Greitemeier D, Palm F, Syassen F, Melz T (2017) Fatigue performance of additive manufactured TiAl6V4 using electron and laser beam melting. Int J Fatigue 94:211–217. https://doi.org/10.1016/j.ijfatigue.2016.05.001
Günther J, Leuders S, Koppa P, Tröster T, Henkel S, Biermann H, Niendorf T (2018) On the effect of internal channels and surface roughness on the high-cycle fatigue performance of Ti-6Al-4V processed by SLM. Mater Des 143:1–11. https://doi.org/10.1016/j.matdes.2018.01.042
de Jesus J, Martins Ferreira JA, Borrego L, Costa JD, Capela C (2021) Fatigue failure from inner surfaces of additive manufactured Ti-6Al-4V components. Materials 14(4):737. https://doi.org/10.3390/ma14040737
Kasperovich G, Hausmann J (2015) Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J Mater Process Technol 220:202–214. https://doi.org/10.1016/j.jmatprotec.2015.01.025
Chastand V, Quaegebeur P, Maia W, Charkaluk E (2018) Comparative study of fatigue properties of Ti-6Al-4V specimens built by electron beam melting (EBM) and selective laser melting (SLM). Mater Charact 143:76–81. https://doi.org/10.1016/j.matchar.2018.03.028
Walker KF, Liu Q, Brandt M (2017) Evaluation of fatigue crack propagation behaviour in Ti-6Al-4V manufactured by selective laser melting. Int J Fatigue 104:302–308. https://doi.org/10.1016/j.ijfatigue.2017.07.014
Qian G, Jian Z, Pan X, Berto F (2020) In-situ investigation on fatigue behaviors of Ti-6Al-4V manufactured by selective laser melting. Int J Fatigue 133:105424. https://doi.org/10.1016/j.ijfatigue.2019.105424
Kumar P, Ramamurty U (2020) High cycle fatigue in selective laser melted Ti-6Al-4V. Acta Mater 194:305–320. https://doi.org/10.1016/j.actamat.2020.05.041
Zhang P, He AN, Liu F, Zhang K, Jiang J, Zhang DZ (2019) Evaluation of low cycle fatigue performance of selective laser melted titanium alloy Ti–6Al–4V. Metals 9(10):1041. https://doi.org/10.3390/met9101041
Sheridan L, Scott-Emuakpor OE, George T, Gockel JE (2018) Relating porosity to fatigue failure in additively manufactured alloy 718. Mater Sci Eng A 727:170–176. https://doi.org/10.1016/j.msea.2018.04.075
Prithivirajan V, Sangid MD (2018) The role of defects and critical pore size analysis in the fatigue response of additively manufactured IN718 via crystal plasticity. Mater Des 150:139–153. https://doi.org/10.1016/j.matdes.2018.04.022
Wan HY, Luo YW, Zhang B, Song ZM, Wang LY, Zhou ZJ, Li CP, Chen GF, Zhang GP (2020) Effects of surface roughness and build thickness on fatigue properties of selective laser melted Inconel 718 at 650 °C. Int J Fatigue 137:105654. https://doi.org/10.1016/j.ijfatigue.2020.105654
Periane S, Duchosal A, Vaudreuil S, Chibane H, Morandeau A, Xavior MA, Leroy R (2021) Influence of heat treatment on the fatigue resistance of Inconel 718 fabricated by selective laser melting (SLM). Mater Today Proc 46(17):7860–7865. https://doi.org/10.1016/j.matpr.2021.02.447
Aydinöz ME, Brenne F, Schaper M, Schaak C, Tillmann W, Nellesen J, Niendorf T (2016) On the microstructural and mechanical properties of post-treated additively manufactured Inconel 718 superalloy under quasi-static and cyclic loading. Mater Sci Eng A 669:246–258. https://doi.org/10.1016/j.msea.2016.05.089
Elangeswaran C, Cutolo A, Muralidharan GK, de Formanoir C, Berto F, Vanmeensel K, Van Hooreweder B (2019) Effect of post-treatments on the fatigue behaviour of 316L stainless steel manufactured by laser powder bed fusion. Int J Fatigue 123:31–39. https://doi.org/10.1016/j.ijfatigue.2019.01.013
Kumar P, Jayaraj R, Suryawanshi J, Satwik UR, McKinnell J, Ramamurty U (2020) Fatigue strength of additively manufactured 316L austenitic stainless steel. Acta Mater 199:225–239. https://doi.org/10.1016/j.actamat.2020.08.033
Afkhami S, Dabiri M, Piili H, Björk T (2021) Effects of manufacturing parameters and mechanical post-processing on stainless steel 316L processed by laser powder bed fusion. Mater Sci Eng A 802:140660. https://doi.org/10.1016/j.msea.2020.140660
Blinn B, Krebs F, Ley M, Teutsch R, Beck T (2020) Determination of the influence of a stress-relief heat treatment and additively manufactured surface on the fatigue behavior of selectively laser melted AISI 316L by using efficient short-time procedures. Int J Fatigue 131:105301. https://doi.org/10.1016/j.ijfatigue.2019.105301
Hatami S, Ma T, Vuoristo T, Bertilsson J, Lyckfeldt O (2020) Fatigue strength of 316 L stainless steel manufactured by selective laser melting. J Mater Eng Perform 29:3183–3194. https://doi.org/10.1007/s11665-020-04859-x
Zhang M, Sun C-N, Zhang X, Wei J, Hardacre D, Li H (2018) Predictive models for fatigue property of laser powder bed fusion stainless steel 316L. Mater Des 145:42–54. https://doi.org/10.1016/j.matdes.2018.02.054
Kunz J, Kaletsch A, Broeckmann C (2016) Influence of HIP post-treatment on the fatigue strength of 316l-steel produced by selective laser melting (SLM). In: European Congress and Exhibition on Powder Metallurgy. European PM conference proceedings. The European Powder Metallurgy Association, pp 1–6
Shrestha R, Simsiriwong J, Shamsaei N (2019) Fatigue behavior of additive manufactured 316L stainless steel parts: Effects of layer orientation and surface roughness. Addit Manuf 28:23–38. https://doi.org/10.1016/j.addma.2019.04.011
Tang M, Pistorius PC (2017) Oxides, porosity and fatigue performance of AlSi10Mg parts produced by selective laser melting. Int J Fatigue 94:192–201. https://doi.org/10.1016/j.ijfatigue.2016.06.002
Tang M, Pistorius PC (2019) Fatigue life prediction for AlSi10Mg components produced by selective laser melting. Int J Fatigue 125:479–490. https://doi.org/10.1016/j.ijfatigue.2019.04.015
Qian G, Jian Z, Qian Y, Pan X, Ma X, Hong Y (2020) Very-high-cycle fatigue behavior of AlSi10Mg manufactured by selective laser melting: Effect of build orientation and mean stress. Int J Fatigue 138:105696. https://doi.org/10.1016/j.ijfatigue.2020.105696
Yan Q, Song B, Shi Y (2020) Comparative study of performance comparison of AlSi10Mg alloy prepared by selective laser melting and casting. J Mater Sci Technol 41:199–208. https://doi.org/10.1016/j.jmst.2019.08.049
Beevers E, Brandão AD, Gumpinger J, Gschweitl M, Seyfert C, Hofbauer P, Rohr T, Ghidini T (2018) Fatigue properties and material characteristics of additively manufactured AlSi10Mg – effect of the contour parameter on the microstructure, density, residual stress, roughness and mechanical properties. Int J Fatigue 117:148–162. https://doi.org/10.1016/j.ijfatigue.2018.08.023
Brandão AD, Gumpinger J, Gschweitl M, Seyfert C, Hofbauer P, Ghidini T (2017) Fatigue properties of additively manufactured alsi10mg – surface treatment effect. Procedia Struct Integr 7:58–66. https://doi.org/10.1016/j.prostr.2017.11.061
Nadot Y, Nadot-Martin C, Kan WH, Boufadene S, Foley M, Cairney J, Proust G, Ridosz L (2020) Predicting the fatigue life of an AlSi10Mg alloy manufactured via laser powder bed fusion by using data from computed tomography. Addit Manuf 32:100899. https://doi.org/10.1016/j.addma.2019.100899
Ferro P, Fabrizi A, Berto F, Savio G, Meneghello R, Rosso S (2020) Defects as a root cause of fatigue weakening of additively manufactured AlSi10Mg components. Theor Appl Fract Mech 108:102611. https://doi.org/10.1016/j.tafmec.2020.102611
Piette TD, Warren RJ, Spangenberger AG, Hummelt EJ, Lados DA (2021) Microstructure evolution, fatigue crack growth, and ultrasonic fatigue in As-fabricated laser powder bed and conventionally cast Al–10Si-0.4Mg: a mechanistic understanding and integrated flaw-sensitive fatigue design methods. Mater Sci Eng A 825:141892. https://doi.org/10.1016/j.msea.2021.141892
Ch SR, Raja A, Jayaganthan R, Vasa NJ, Raghunandan M (2020) Study on the fatigue behaviour of selective laser melted AlSi10Mg alloy. Mater Sci Eng A 781:139180. https://doi.org/10.1016/j.msea.2020.139180
Wang Z, Wu W, Qian G, Sun L, Li X, Correia JAFO (2019) In-situ SEM investigation on fatigue behaviors of additive manufactured Al-Si10-Mg alloy at elevated temperature. Eng Fract Mech 214:149–163. https://doi.org/10.1016/j.engfracmech.2019.03.040
Uzan NE, Shneck R, Yeheskel O, Frage N (2017) Fatigue of AlSi10Mg specimens fabricated by additive manufacturing selective laser melting (AM-SLM). Mater Sci Eng A 704:229–237. https://doi.org/10.1016/j.msea.2017.08.027
Uzan NE, Ramati S, Shneck R, Frage N, Yeheskel O (2018) On the effect of shot-peening on fatigue resistance of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting (AM-SLM). Addit Manuf 21:458–464. https://doi.org/10.1016/j.addma.2018.03.030
Santos Macías JG, Elangeswaran C, Zhao L, Van Hooreweder B, Adrien J, Maire E, Buffière J-Y, Ludwig W, Jacques PJ, Simar A (2019) Ductilisation and fatigue life enhancement of selective laser melted AlSi10Mg by friction stir processing. Scr Mater 170:124–128. https://doi.org/10.1016/j.scriptamat.2019.05.044
Santos Macías JG, Elangeswaran C, Zhao L, Buffière J-Y, Van Hooreweder B, Simar A (2021) Fatigue crack nucleation and growth in laser powder bed fusion AlSi10Mg under as built and post-treated conditions. Mater Des 210:110084. https://doi.org/10.1016/j.matdes.2021.110084
Kumar D, Jhavar S, Arya A, Prashanth K, Suwas S (2021) Mechanisms controlling fracture toughness of additively manufactured stainless steel 316L. Int J Fract: 1–18. https://doi.org/10.1007/s10704-021-00574-3
Kuo Y-L, Nagahari T, Kakehi K (2018) The effect of post-processes on the microstructure and creep properties of alloy718 built up by selective laser melting. Materials 11(6):996. https://doi.org/10.3390/ma11060996
Yoon KB, Dao VH, Yu JM (2020) Effects of build direction on tensile and creep properties of 316L stainless steel produced by selective laser melting. Fatigue Fract Eng Mater Struct 43(11):2623–2636. https://doi.org/10.1111/ffe.13322
Dao VH, Yu JM, Yoon KB (2020) Anisotropic creep behavior of stainless steel produced by selective laser melting. Mater Sci Eng A 796:140040. https://doi.org/10.1016/j.msea.2020.140040
Yu JM, Dao VH, Yoon KB (2020) Investigation of creep behavior of 316L stainless steel produced by selective laser melting with various processing parameters. J Mech Sci Technol 34(8):3249–3259. https://doi.org/10.1007/s12206-020-0717-z
Yu JM, Dao VH, Yoon KB (2020) Effects of scanning speed on creep behaviour of 316L stainless steel produced using selective laser melting. Fatigue Fract Eng Mater Struct 43(10):2312–2325. https://doi.org/10.1111/ffe.13298
Read N, Wang W, Essa K, Attallah MM (2015) Selective laser melting of AlSi10Mg alloy: process optimisation and mechanical properties development. Mater Des 65:417–424. https://doi.org/10.1016/j.matdes.2014.09.044
Uzan NE, Shneck R, Yeheskel O, Frage N (2018) High-temperature mechanical properties of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting technologies (AM-SLM). Addit Manuf 24:257–263. https://doi.org/10.1016/j.addma.2018.09.033
Zhu Y, Chen X, Zou J, Yang H (2016) Sliding wear of selective laser melting processed Ti6Al4V under boundary lubrication conditions. Wear 368–369:485–495. https://doi.org/10.1016/j.wear.2016.09.020
Jia Q, Gu D (2014) Selective laser melting additive manufacturing of Inconel 718 superalloy parts: densification, microstructure and properties. J Alloys Compd 585:713–721. https://doi.org/10.1016/j.jallcom.2013.09.171
Zhu Y, Zou J, Chen X, Yang H (2016) Tribology of selective laser melting processed parts: stainless steel 316L under lubricated conditions. Wear 350–351:46–55. https://doi.org/10.1016/j.wear.2016.01.004
Tascioglu E, Karabulut Y, Kaynak Y (2020) Influence of heat treatment temperature on the microstructural, mechanical, and wear behavior of 316L stainless steel fabricated by laser powder bed additive manufacturing. Int J Adv Manuf Technol 107:1947–1956. https://doi.org/10.1007/s00170-020-04972-0
Amanov A (2020) Effect of local treatment temperature of ultrasonic nanocrystalline surface modification on tribological behavior and corrosion resistance of stainless steel 316L produced by selective laser melting. Surf Coat Technol 398:126080. https://doi.org/10.1016/j.surfcoat.2020.126080
Ding H, Tang Q, Zhu Y, Zhang C, Yang H (2020) Cavitation erosion resistance of 316L stainless steel fabricated using selective laser melting. Friction 9:1580–1598. https://doi.org/10.1007/s40544-020-0443-7
Laleh M, Hughes AE, Xu W, Gibson I, Tan MY (2019) Unexpected erosion-corrosion behaviour of 316L stainless steel produced by selective laser melting. Corros Sci 155:67–74. https://doi.org/10.1016/j.corsci.2019.04.028
Hardes C, Pöhl F, Röttger A, Thiele M, Theisen W, Esen C (2019) Cavitation erosion resistance of 316L austenitic steel processed by selective laser melting (SLM). Addit Manuf 29:100786. https://doi.org/10.1016/j.addma.2019.100786
Azakli Z, Gümrük R (2021) Particle erosion performance of additive manufactured 316L stainless steel materials. Tribol Lett 69(4):1–16. https://doi.org/10.1007/s11249-021-01503-0
Talemi R (2020) A numerical study on effects of randomly distributed subsurface hydrogen pores on fretting fatigue behaviour of aluminium AlSi10Mg. Tribol Int 142:105997. https://doi.org/10.1016/j.triboint.2019.105997
Zou J, Zhu Y, Pan M, Xie T, Chen X, Yang H (2017) A study on cavitation erosion behavior of AlSi10Mg fabricated by selective laser melting (SLM). Wear 376–377:496–506. https://doi.org/10.1016/j.wear.2016.11.031
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. The authors did not receive any funding for this work.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors also declare that there are no conflicting relationships or interests that have influenced this work.
Additional information
Handling Editor: M. Grant Norton.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kan, W.H., Chiu, L.N.S., Lim, C.V.S. et al. A critical review on the effects of process-induced porosity on the mechanical properties of alloys fabricated by laser powder bed fusion. J Mater Sci 57, 9818–9865 (2022). https://doi.org/10.1007/s10853-022-06990-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-06990-7