
Abstract
In this study, simulation and experimental methods were used to investigate the influence of cold spray conditions on AISI 316L stainless steel coatings. The effect of both helium and nitrogen gases used was investigated. The temperature, particle sizes of spraying powder, and distance from the nozzle throat to the impinging point were estimated by using the Kinetics Spray Solutions GmbH software. The 316L stainless steel (SS) coatings were examined by X-ray diffraction, Scanning Electron Microscopy and Energy Dispersive X-Ray Microanalysis. The tribological behavior was evaluated under different loads (2 N and 5 N) in dry conditions. It was found that the nitrogen and helium propellant gas with high speed and fine particles led to produce good coatings with dense microstructures. From the nanoindentation experiments, the Young's modulus and hardness of the SS 316L samples were enhanced of about 8% with helium due to the high particle velocity. It was shown that the wear resistance of SS 316L produced with helium was higher than that of the standard SS 316L coatings. The coatings produced with helium revealed lower friction coefficient (0.65) and wear rate (6.9 × 10–4 mm3/Nm) under 2 N applied load than that obtained nitrogen. It was also found that the SS 316L cold sprayed by helium with dense structure presents high hardness and good tribological performance that can be suggested for several applications.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
In the conventional thermal spraying processes such as plasma spray, high-velocity oxyfuel HVOF, they require the melting or partial melting of feedstock material, then quenching the molten droplets to produce coating, splat by splat into a lamellar structure. Due to the high temperature involved in a traditional thermal spray technology, coatings may exhibit a high level of oxidation. The oxide layers in metal coatings deteriorate their mechanical and tribological properties, which limits the broader penetration of thermal spray coatings for commercial applications like temperature-sensitive materials [1].
These limitations can be solved by the CS coating technology which has different approaches known by different names such as: cold gas dynamic spraying (CGDS), kinetic spraying (KS), high-velocity particle consolidation (HVPC), dynamic metallization (DYMET), kinetic metallization (KM), high-velocity powder deposition, and supersonic particle/powder deposition (SPD) [2].
Cold spray (CS) is a great development for the deposition of metal coatings that presents a novel and emerging future approach consecutive to the thermal spray techniques, by using a carrier gas jet to accelerate solid particles for impacting substrates and forming the suitable coating [3]. This leads to avoid or minimize many deleterious shortcomings of traditional thermal spray methods such as high-temperature oxidation, evaporation, melting, crystallization, and keeping the particles in their unmodified solid-state, and hence solid-state coating is obtained through feedstock [1,2,3,4].
Cold spray technology is often used for performing protective coatings for repairing a damaged surface and remanufacturing purposes due to its high mechanical and good electrical and wear behavior [5, 6]. According to J. Karthikeyan [7], cold spray is applied for corrosion protection where the absence of process-induced oxidation may offer improved performance. Yoon et al. [8] observed that high-quality coating having high corrosion resistance as compared to conventional methods can be obtained by CS process and with less manufacturing cost. Also, it can be used in electrical applications including conformal antennas, circuitry, and electromagnetic shielding. In the medical field [9] such as self-sanitizing surfaces and bone repairs, it has already been demonstrated its efficiency to apply a hydroxyapatite (HAP).
Cold spray is a fast-growing coating deposition process in the last decade due to its ability to deposit a wide range of materials, titanium [10], aluminum [11] and copper [12], iron-based alloys [8], and nanomaterials [13, 14].
The most important parameter in cold spray process is a high-velocity helium or nitrogen gases jet (from 300 to 1200 m/s) [15]. Due to the fact that the particles deposited at high gas pressure and low temperature during cold spraying powders presented dense composite coatings with low porosity that attracted more interest in recent years [16]. Furthermore, the designing of composite coating and optimizing of cold spray process demand the estimation of affecting the velocity of the spray materials by using different gases. Among these, helium and nitrogen are the most used gazes especially for soldering coatings [17,18,19]. For this reason, modulation and experimental methods have been conducted to study effect of gas pressure, particle size, and temperature on the property of cold spry coatings [20]. However, it was previously reported that the use of helium propellant gas was better than that of nitrogen for producing a dense coating [21, 22].
Our study focuses on 316L stainless steel (SS) produced by CS technique. It is an austenitic chromium-nickel stainless steel containing molybdenum with low carbon. It offers higher creep resistance, stress to rupture, and tensile strength at elevated temperatures which are commonly used in the food preparation equipment, particularly in chloride environments, medical field for surgical instruments and the architectural applications [23, 24]. W.Y. Li et al. [25] studied the effect of particle velocity of SS 316L powder and showed the possibility of obtaining dense SS 316L using air as an accelerating gas with the optimized nozzle. B. Al-Mangour et al. [21] found that using nitrogen as propellant gas leads to obtain a coating porous microstructure contrary to coatings carried out using helium propellant. The heat treatment up to 800 °C allowed obtaining a similar coating with dense microstructure. However, the important problem with cold gas spraying of stainless steel is the high level of porosity, especially when spraying the powder with N2 gas [26]. S. Adachi et al. [45] reported that at a propellant gas temperature of 800 °C and gas pressures of 3 and 3.5 MPa, a dense AISI 316L coatings were produced. They noted that particles diameters of 5–20 µm and a standoff distance of 40 mm were the optimal factors to form dense coatings. The hardness obtained for these coatings was approximately twice the powder hardness HV ≈ 352 ± 10 [48, 49]. J. Chen et al. [27] have improved the wear resistance of magnesium alloys by 316L coating. The wear rate was 5.5 10–4 mm3/Nm and 9.6 10–5 mm3/Nm with higher friction coefficients of 0.7 and 0.65 against GCr15 and Si3N4 balls, respectively. Some papers have previously been published and discussed the individual CS conditions of AISI 316L stainless steel coatings [24, 28]. In the literature, to our best knowledge, only a few studies focused on the tribological behavior of this material. The purpose of this study is to combine the simulation and experimental study to produce an excellent coating with a high wear resistance. In our study, we tried firstly to identify the optimal parameters of cold spray technique in order to elaborate a good 316L coating. After that, we deposited the 316L coating using two gases: N2 and He. The goal was to investigate the morphological and structural properties in relation to the tribo-mechanical behavior of the deposited material under different conditions. The material density and surface features were analyzed. The results showed that using He led to enhance the hardness and wear resistance of the 316L stainless steel (SS) coating. Helium could be recommended for the deposition of 316L stainless steel (SS) coatings with a recovery system to decrease the deposition process cost.
Methods and experiments
Numerical simulation
In order to evaluate the cold spraying and try to estimate the optimum spray conditions, numerical simulation of the commercially available ©Kinetic Spray Solutions (KSS) software (Kinetics Spray Solutions GmbH) was used to simulate the process before cold spraying. Thus, software fluid dynamic modeling was employed to determine the effect of different parameters; it is able to calculate the velocities and gas temperature at the set process conditions. The simulation can describe also the influences of particle size, nozzle geometry and all significant process parameters [29, 30].
As an approach, in this part of the study one-dimensional model was performed for such a set of given gas velocities and temperatures, particle size and the distance between nozzle and substrate.
Experimental procedure
Feedstock powder and cold spray process
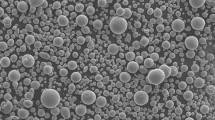
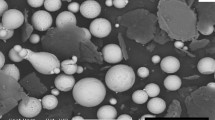
316L stainless steel coatings were deposited on aluminum (2017A) substrates using cold spray technique (A commercially 316L H.C. Starck 0717–074). The chemical composition of alloy 2017A was 0.53% Si, 0.25% Fe, 4.34% Cu, 0.60% Mn, 0.76% Mg, 0.17% Zn, 0.02% Ti, 0.02 Zr, Al balance). 316L stainless steel coatings were obtained by spraying of spherical particles (Ø 15–35 µm diameter) in a helium and nitrogen atmosphere as shown in the scanning electron microscope (SEM) images in Fig. 1. Table 2 summarizes the chemical composition of these powders. The helium and nitrogen pressures were 21.8 and 30 bar corresponding to gas flow rates of 2200 and 100 m/s, respectively. These both configurations that conventional are fixed by the industrial part that led to get a dense structure. Prior to coating deposition, the surface of the aluminum substrate was grit blasted with alumina using compressed air, cleaned with acetone and ethanol (5 min for each one), and dried in air.

Spraying powder-free surface observed by a scanning electron microscopy
Cold spraying was performed using a CGT K3000 cold spray system (ICB-LERMPS, UTBM, France) with a de-Laval type converging–diverging nozzle considering nitrogen and helium as the process gas powders spraying via a SiC-OUT4 and SiC-OUT1 nozzles, respectively. The details of processing parameters used in this study are shown in Table 2.
Characterization techniques
The crystalline structure was determined by X-ray diffraction analysis (XRD, Bruker D8 Discover, 40 kV/ 40 A, Cu–Kα radiation) over a 2θ range from 30 to 100° with a scan step of 0.02° and 1° s−1 scan speed.
Cross-section and surface morphology and images of coatings were obtained by an optical microscope (KEYENCE digital microscope system) and a scanning electron microscopy (Hitachi S3500N SEM-FEG). The porosity of the cold-sprayed coatings was measured using image analysis software (Image J) based on the method of the SEM cross-section image analysis. It had a significant dispersion (~ 1.5%) depending on the adjustments of the gray scale [12] in the SEM figure (the error bars were determined). The chemical composition was determined by EDX microanalysis (Noran 7 system from Thermo Fisher Scientific); which is connected with SEM. The film surface roughness and profile depth were determined by an optical 3D profilometer (Altisuf 500VEECO) with a scanning range of 2 × 2 μm2.
The hardness and Young’s modulus values of the AISI 316L coating were measured using nanoindentation technique. TI 980 Triboindenter machine was used with a Berkovich diamond indenter following the method described by Oliver and Pharr [31]. Nanoindentation tests were carried out by applying a maximum load of 50mN, for each sample 10 indents were performed with the penetration time of 36 s. By cutting samples through their thicknesses, indents were carried out at approximately the through-thickness centers.
Friction and wear tests were carried out using a continuous stiffness measurement (CSM) high—temperature tribometer against a 100C6 steel ball-on-disk with 6 mm diameter. The tests were performed at two loads of 2 and 5 N, 50 m sliding distance at room temperature. The friction coefficient curves were recorded automatically by the tribometer software. On the other hand, the wear volume loss was measured using a surface mapping profiler then the wear rates (W in mm3 N−1 m−1) of the SS316l coatings were calculated using Eq. (1):
where V is the wear volume loss in mm3, L is the total sliding distance in m, and F is the applied load in N.
Results and discussion
CS nitrogen modeling by KSS software (Kinetics Spray Solutions GmbH)
The numerical simulation of the cold spray was performed to investigate the usefulness of the combination of the following parameters on the spraying speed: temperature, particle sizes of spraying powder, and distance from the nozzle throat to the impinging point. The N2 and He were used as process gases. The results are summarized as follows:
For nitrogen (N2) gas
The most important parameter in cold spraying is the particle velocity prior to impact. It is known that the sprayed particles in CS have to be accelerated to a sufficiently high velocity in order to be deposited on the substrate successfully. Generally, there is a critical velocity for a successful particle deposition with a given sprayed material. Only the particles moving at a velocity higher than the critical one can be deposited to produce a coating [32, 33].
Table 3 and Fig. 2 present the modeling results obtained with KSS software using nitrogen. Three particle sizes are considered: 15, 28 and 35 µm. The velocity decreases with the increase of the particle diameter. The finest particles are more heated at the throat, but they are cooled faster in the diverging part of the nozzle [34] (Fig. 3). The η factor is the ratio between the particle velocity and the critical velocity depending on the temperature and diameter of the stainless steel particles. This factor is a little more important for the biggest particles due to its highest temperature.

Spraying speed of SS 316L powder as a function of temperature using N2

Numerical modeling of SS 316L powder spraying using N2 gas: temperature (a) and velocity (b) as a function of distance (0 mm at the nozzle throat)
The temperature and velocity of particles are given along the entire length of the nozzle until the standoff distance (25 mm) (Fig. 3). The maximum temperature is reached at the throat and the maximum velocity at the impinging point [35], with a 650 °C nitrogen temperature.
For helium (He) gas
Table 4 and Fig. 4 present the modeling results obtained with KSS software using Helium. The velocity decreases with the increase of particle diameter from 15 to 35 µm. H. Katanoda et al. [35] found that the particle velocity before the normal shock increases with decreasing the particle diameter using N2 or He as a process gas. The powder particle size has also been confirmed to be an important factor influencing the particle acceleration [36,37,38]. W. Y. Li et al. [33] confirmed that the particle size significantly influences the particle velocity. With the decrease in particle diameter, the particle velocity increases rapidly, especially when the particle diameter is less than ∼20 µm and it was more important using He as a propellant gas. This can be simply explained using Alkhimov equations given below [39, 40].
where Vp and Vg represent the particle and gas velocities, respectively, D is the particle diameter, ρp is the particle density, X is the length of diverging section, P0 is the stagnation inlet pressure, γ is the specific heat ratio for N2 and He, 1.4 and 1.66 respectively, M is the exit Mach number, R is the specific gas constant for N2 and He, 2078.2 and 296.8 respectively, Tg is the exit gas temperature.

Spraying speed of SS 316L powder as a function of temperature using He
According to Eq. 3, the gas velocity of helium will be much higher than that of nitrogen under the same conditions. Therefore, in Eq. 2 the particles will be accelerated to a higher velocity when using He. On the other hand, the gas velocity will be increased as well as the particle velocity with the increase in gas temperature that is confirmed in our study (Tables 3 and 4) [33]. The comparison between the particle temperatures and velocities using nitrogen and helium shows that the η factor is more important with helium. However, the particle temperature is lower in the case of the He gas compared to its value with nitrogen.
The temperature and velocity of helium gas are 480 °C and 2200 m/s, which is more than twice that of the nitrogen gas (1000 m/s) (Figs. 3 and 5). From Fig. 5, it is obvious that the temperature rapidly decreased with helium in the diverging nozzle part compared to the nitrogen gas. The cold work hardening is enhanced. Based on the simulation results for the different cold spray parameters, was identified the best one to be used in the experimental investigation. The morphologies and tribomechanical behaviors of the steel coatings produced using nitrogen and helium gases were compared.

Numerical modeling of SS 316L powder spraying using He gas: temperature (a)and velocity (b) as a function of distance (0 mm at the nozzle throat)
Structural and morphological characterization
Figure 6 shows XRD patterns of cold-sprayed stainless steel coatings, using nitrogen and helium as propellant gases, deposited on Al substrates. It can be seen that only the austenite phase (γ) was detected presenting a FCC structure without the existence of oxides in the coating.

XRD patterns of 316L coatings cold-sprayed with He and N2 gases
The influence of nitrogen and helium propellant gases on the surface topography and microstructure of cold-sprayed 316L coatings was investigated by using SEM images (Figs. 7 and 8). The chemical compositions of coatings were measured by EDX (Fig. 8). Dense 316L coatings with about 2 mm thick had a similar chemical composition with a small content of oxygen (3 and 1.9%.at) using N2 and He respectively, indicating that no significant chemical interactions and no phase transformation occurred during spraying attributed to the low temperature characterizing the CS process [27]. In addition, the evaluation of the interface revealed that steel particles penetrated into the soft aluminum substrate resulted in a strong coating bonding. A similar observation was obtained by A. Sova et al. [41] for the SS316L coating obtained by the same process performed on 1.5 mm thick non-sand blasted aluminum sheets with dimensions of 50 × 80 mm. However, it can be seen that the 316L coating deposited with He was denser with the lower oxygen content and homogeneous smooth surface confirmed by a low roughness (Ra = 14.9 μm) as compared to that deposited with N2 (Ra = 15.8 μm) (Fig. 8) [42]. On the other hand, the porosity measurements confirm that the 316L coating sprayed with He exhibited a lower value (0.5 ± 0.01%) as compared to that sprayed with N2 (1.06 ± 0.03%), which is due to the higher particle impact velocity of He associated with a great plastic deformation resulting in a denser coating. Similar results were obtained by B. Al. Mangour et al. [21]. The high porosity of the 316L coating sprayed with N2 is due to incomplete bonding of particle–particle because the nitrogen is the reactive gas and has a weak effect on accelerating the deposition of 316L stainless steel powders and film formation as compared to helium.

SEM images of SS 316L coatings cold-sprayed with N2 (a, c, e) and He (b, d, f)

Surface topography, SEM and optical microscopy images of cross-sectional SS 316L coatings cold-sprayed with N2 (a, c, e) and He (b, d, f)
For determining the coating microstructure and properties, it is obvious that the particle morphology is an important parameter in the CS process that directly affects its velocity [43]. Generally, a higher particle velocity leads to obtain a denser coating and strong adhesion without porosity [22, 44]. C. Borchers et al. [45] evaluated the impact of particle velocity and temperature on the quality and performance of 316L coatings deposited with the following parameters: 850 m/s and -20 °C with helium and 600 m/s and 300 °C with nitrogen. P. Coddet et al. [46] used a MOC type 24 nozzle geometry, at 550 °C inlet gas temperature, a 28-bar nozzle pressure and a 30 μm particle size. They reported that the impact velocity of cold-sprayed particles performed with He gas was found 847 m/s higher than that of the particles sprayed with N2 (535 m/s) absolutely obvious due to the difference in the molecular weight of process gases (4 for He and 28 for N2).
Figure 7 (c) shows the presence of many inter-splat voids (pores) and some cracks in the SS 316L-CS deposited with N2. In contrast, using He gas led to obtain a good coating where the shape of SS316L-CS particles was significantly changed from spherical to slightly elongate (Fig. 7f) due to the large plastic deformation resulting from the high particle velocity [45].
Mechanical properties
Figure 9 shows the evolutions of hardness (H) and elasticity modulus (E) of the SS 316L coatings deposited with He and N2 propellant gases. According to R. Maestracci et al. [26], the coating hardness was measured through its cross-section under 50 mN normal load. Figure 9 shows the dependence of the hardness and elastic modulus of 316L coatings obtained by nanoindentation. Hardness and elastic modulus follow the same trend for 316L coating sprayed with He and N2, which agrees with the literatures [47,48,49,50].

Hardness (a) and Young’s modulus (b) of SS 316L coatings cold-sprayed with He and N2
It is evident that there are significant changes in hardness and Young’s modulus between the first 150 nm of indenter penetration (primary loading) and the stable following part of curves. Such behavior likely reflects the surface effects, such as surface roughness and surface oxides, on the mechanical behavior of materials. This makes it difficult to accurately measure and estimate the contact area [51, 52]. From Fig. 9 (stable part), the average H and E values for both steels cold sprayed with helium and nitrogen were (8.2 ± 0.5) and (7.6 ± 0.5) GPa, and (164 ± 10) and (152 ± 10) GPa, respectively, which is higher than that of aluminum (2017A) substrate (E = 72.5 GPa, H = 1.12 GPa). It can be clearly seen that the deposition with He led to enhance the mechanical properties of SS 316L coatings by about 8%. In both cases, coating hardness was more than twice higher than the powder one (3 GPa), which is attributed to the finer microstructure obtained during the cold spray process with a strong work hardening effect. Due to the work hardening in the coating deposited with He, SS 316L had higher hardness and elasticity modulus. This is related to the strain hardening effect during the deposition process with a higher particle velocity using helium as reported by B. Al. Mangour et al. [21]. Meanwhile, the decrease in the porosity could be associated with the absence of a significant number of defects produced during the film growth and with the decrease of the surface roughness [53].
Tribological properties
After sample polishing, friction tests were carried out at room temperature in dry conditions with 2 and 5 N applied loads (Fig. 10). The wear resistance of these coatings was then calculated and the effect of He and N2 propellant gases on the coating tribological behavior was evaluated. We notice that the friction coefficient rapidly increased and reached a maximum value (~ 0.83) in the initial sliding stage (zone I) then it stabilized after 10 m of sliding distance (zone II) at about (0.65—0.70) for 316L sprayed with He and (0.69—0.73) for 316L sprayed with N2 under 2 N and 5 N normal loads, respectively. According to L. Aissani et al. [53], the contact stress is lower than that of the material intrinsic stress at the film/counterpart interface during the initial sliding test. However, the SS 316L coating presents a relatively high friction coefficient, which could be related to the local softening of the sample with a severe abrasion of the ball during the friction test [54].

Friction coefficients (a) and wear rates of SS 316L coatings and balls (b) tested under different normal loads (2 and 5 N)
The effect of the applied load on the wear rates of the SS 316L coatings and balls is shown in Fig. 10 b. The wear rates of coatings and balls increased with increasing the applied load from 2 to 5 N in both configurations. At a higher applied load (5 N), the penetration depth of the 100C6 ball increased and reached 22.5 and 15 µm for coatings sprayed with nitrogen and helium, respectively (Fig. 11). At the same time, due to the Fe transfer between the contact surfaces, a greater degree of surface softening led to the smoothening of the contact surfaces and the formation of grooves and severe patches [54]. The increase in wear rate consequently led to rise the coating friction coefficient, but it is comparatively lower for the SS 316L coating sprayed using helium, for the two loads, due to the improvement of surface hardness [55,56,57].

3D images and profiles of the wear tracks showed on the SS 316L cold-sprayed with N2 and He tested under 2 and 5 N
The tribological behavior and elements transferred during the friction tests were also investigated by a SEM and EDX. Figures 12 and 13 illustrate the different elements of wear tracks performed under 2 and 5 N applied loads. The wear tracks on the SS 316L coatings exhibit somehow a mixing of wear debris and plastically deformed with the appearance of many types of surface defects like micro pits, delamination, chunks, and debris particles because of high contact stress formation especially at 5 N. Furthermore, the existence of oxygen resulted in increasing surface oxidation rate and formation of iron oxides [58, 59].

EDX elemental compositions and SEM images of wear tracks on SS 316L cold-sprayed using N2(a, b, c and d) and worn size on 100C6 ball (e, f) after 50 m sliding distance (friction tests)

EDX elemental compositions and SEM images of wear tracks on SS 316L cold-sprayed using He (a, b, c and d) and worn size on 100C6 ball (e, f) after 50 m sliding distance (friction tests)
The main reasons for the delamination are the propagation of micro-cracks in the coatings during the wear test [60]. It can be seen that there are observable furrows on the worn surface, indicating that abrasive wear occurrs in the deep groove area [61]. This is more apparent on the coating surface tested at 5 N and found to be less smooth as compared to that tested at 2 N for both coatings using helium and nitrogen. Furthermore, the 100C6 ball contact areas were increased with increasing the applied load during the wear test which is caused by increasing the temperature between the counter ball and the SS 316L coatings [62]. These worn zones presented higher contact diameters (Fig. 12 (g, h) and Fig. 13 (g, h)).
In friction tests conducted in dry conditions, a particular attention should be paid to the tribo-chemical reactivity. In order to investigate the delamination causes, EDX elemental analysis was performed on the worn surfaces (Fig. 12 (e, f) and Fig. 13 (e, f)). The results showed the presence of oxygen-rich in those areas. This indicates that oxide on the 316L stainless steel coating surface is the main cause of delamination and grinding. According to H. Kato et al. [63], the elemental analysis showed that crack propagation was due to the formation of Fe2O3 in the coating which is a brittle phase that accelerates the material wear [63].
Conclusion
In this paper, cold-sprayed 316L austenitic stainless steel coatings were deposited by CS process under He and N2 gases on aluminum substrate. Cold spray process parameters were simulated, and many experiments were carried out to evaluate the effect of process parameters on the tribo-mechanical behavior of the cold-sprayed 316L coating.
-
One-dimensional model found that the increase of carrier gas temperature with a fine size particle led to a larger particle velocity.
-
Cold-sprayed 316L coating by He with high particle velocity presented a dense and smooth coating, leading to enhanced hardness and tribological performance.
-
Nanoindentation showed that cold-sprayed 316L coating using He had the highest hardness and Young’s modulus of (8.2 ± 0.5) and (164 ± 10) GPa compared to that of N2 (7.6 ± 0.5) and (152 ± 10) GPa, respectively, and both were higher than aluminum substrate (H = 1.12 GPa, E = 72.5 GPa).
-
The decrease of friction coefficient and wear rate of the SS 316L coatings deposited under He and N2 gazes with increasing the applied load from 2 to 5 N are due to the low adhesion of SS 316L coating/ Al substrate system.
Data availability statement
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Singh H, Sidhu TS, Kalsi SBS, Karthikeyan J (2013) Development of cold spray from innovation to emerging future coating technology. Braz Soc Mech Sci Eng 35:231–245
Irissou E, Legoux JG, Ryabinin AN, Jodoin B, Moreau C (2008) Review on cold spray process and technology: part I-intellectual property. Therm Spray Technol 17(4):495–516
Singh H, Sidhu TS, Kalsi SBS, Karthikeyan J (2012) Cold spray technology: future of coating deposition processes. Fratturaed Integrità Strutturale 22:69–84
Bala N, Singh H, Karthikeyan J, Prakash S (2014) Cold spray coating process for corrosion protection: a review. Surf Eng 30(6):414–421
Ogawa K (2017) Cold spray coatings. Vacuum Society of Japan 60(5):187–192
Oyinbo ST, Jen TC (2020) Molecular dynamics investigation of temperature effect and surface configurations on multiple impacts plastic deformation in a palladium-copper composite metal membrane (CMM): A cold gas dynamic spray (CGDS) process. Comput Mater Sci 185:109968
Karthikeyan J (2004) Cold spray technology: international status and USA efforts. OH, ASB Industries Inc, Barberton, pp 1–14
Yoon S, Kim H, Lee C (2007) Fabrication of automotive heat exchanger using kinetic spraying process. Surf Coat Technol 201(24):9524–9532
Cizek J, Kovarik O, Siska F, Bensch J, Cupera J, Matejkova M, Siegl J, Chraska T, Kho KA (2019) Increasing fatigue endurance of hydroxyapatite and rutile plasma sprayed biocomponents by controlling deposition in-flight properties. ACS Biomater Sci Eng 5:1703–1714
Goldbaum D, Shockley JM, Chromik R, Rezaeian A, Yue S, Legoux JG, Irissou E (2012) The Effect of deposition conditions on adhesion strength of Ti and Ti6Al4V cold spray splats. Thermal Spray Technol 21(2):288–303
Rech S, Trentin A, Vezzu S, Legoux JG, Irissou E, Guagliano M (2011) Influence of pre-heated Al 6061 substrate temperature on the residual stresses of multipass Al coatings deposited by cold spray. Thermal Spray Technol 20(1–2):243–251
Champagne VK, Helfritch D, Leyman P, Grendahl S, Klotz B (2005) Interface material mixing formed by the deposition of copper on aluminum by means of the cold spray process. ThermSpray Tech 14:330–334
Ajdelsztajn L, E.B. jodoin, G. Kim, J.M. Schoenung, (2005) Cold spray deposition of nanocrystalline aluminum alloys. Metal Mater Tran A 36A:657–666
Bagherifard S, Astaraee AH, Locati M, Nawaz A, Monti S, Kondas J, Singh R, Guagliano M (2020) Design and analysis of additive manufactured bimodal structures obtained by cold spray deposition. Additive Manufact 33:101131
Assadi H, Kreye H, Gartner F, Klassen T (2016) Cold spraying - A materials perspective. Acta Mater 116:382–407
Adachi S, Ueda N (2017) Effect of cold-spray conditions using a nitrogen propellant gas on AISI 316L stainless steel-coating microstructures. Coatings 87(7):1–9
Moridi A, Hassani-Gangaraj SM, Guagliano M, Dao M (2014) Cold spray coating: review of material systems and future perspectives. Surf Eng 30:369–395
Grigoriev S, Okunkova A, Sova A, Bertrand P, Smurov I (2015) Cold spraying: from process fundamentals towards advanced applications. Surf Coat Technol 268:77–84
Kay Charles M, Karthikeyan J (eds) (2016) High pressure cold spray: principles and applications. ASM International. https://doi.org/10.31399/asm.tb.hpcspa.9781627082853
Moridi A, Hassani-Gangaraj SM, Guagliano M (2013) A hybrid approach to determine criticaland erosion velocities in the cold spray process. Appl Surf Sci 273:617–624
Mangour BAL, Vo P, Mongrain R, Irissou E, Yue S (2014) Effect of heat treatment on the microstructure and mechanical properties of stainless steel 316l coatings produced by cold spray for biomedical applications. Therm Spray Technol 23:641–652
Dikici B, Yilmazer H, Ozdemir I, Isik M (2016) The effect of post-heat treatment on microstructure of 316L cold-sprayed coatings and their corrosion performance. J Therm Spray Tech 25(4):704–714
Dewidar MM, Khalil KA, Lim JK (2007) Processing and mechanical properties of porous 316L stainless steel for biomedical applications. Trans Nonferrous Metals Soc China 17(3):468–473
Villa M, Dosta S, Guilemany JM (2013) Optimization of 316L stainless steel coatings on light alloys using cold gas spray. Surf Coat Technol 235:220–225
Li WY, Liao H, Douchy G, Coddet C (2007) Optimal design of a cold spray nozzle by numerical analysis of particle velocity and experimental validation with 316L stainless steel powder. Mater Des 28(7):2129–2137
Maestracci R, Sova A, Jeandin M, Malhaire JM, Movchan I, Bertrand P, Smurov I (2016) Deposition of composite coatings by cold spray using stainless steel 316L, copper and tribaloy T-700 powder mixtures. Surf Coat Technol 287(1):1–8
Chen J, Ma B, Liu G, Song H, Wu J, Cui L, Zheng Z (2017) Wear and corrosion properties of316l-SiC composite coating deposited by cold spray on magnesium alloy. Therm Spray Tech 26:1381–1392
Villa M, Dosta S, Guilemany JM (2013) Optimization of 316L stainless steel coatings on lightalloys using Cold Gas Spray. Surf Coat Technol 235:220–225
Che H, Vo P, Yue S (2019) Investigation of cold spray on polymers by single particle impact experiments. Therm Spray Tech 28:135–143
Schmidt T, Assadi H, Gärtner F, Richter H, Stoltenhoff T, Kreye H, Klassen T (2009) From particle acceleration to impact and bonding in cold spraying. J Therm Spray Tech 18:794. https://doi.org/10.1007/s11666-009-9357-7
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elasticmodulus. Mater Res 7:1564–1583
Papyrin A (2001) Cold spray technology. Adv Mater Process 159:49–51
Li WY, Li CJ (2005) Optimal design of a novel cold spray gun nozzle at a limited space. J Therm Spray Technol 14(3):391–396
Liebersbach P, Foelsche A, Champagne VK, Siopis M, Nardi A, Schmidt DP (2020) CFD simulations of feeder tube pressure oscillations and prediction of clogging in cold spray nozzles. J Therm Spray Technol 29(3):400–412. https://doi.org/10.1007/s11666-020-00992-0
Katanoda H, Fukuhara M, Iino N (2007) Numerical study of combination parameters for particle impact velocity and temperature in cold spray. J Therm Spray Technol 16(5–6):627–633
Stoltenhoff T, Kreye H, Richter HJ (2002) An analysis of the cold spray process and its coatings. J Therm Spray Technol 11:542–550
Gilmore DL, Dykhuizen RC, Neiser RA, Roemer TJ, Smith MF (1999) Particle velocity and deposition efficiency in the cold spray process. J Thermal Spray Technol 8:576–582
Jodoin B (2002) Cold spray nozzle mach number limitation. J Thermal Spray Technol 1:496–507
Venkatesh L, Chavan NM, Sundararajan G (2011) The influence of powder particle velocity and microstructure on the properties of cold sprayed copper coatings. J Thermal Spray Technol 20(5):1009–1021. https://doi.org/10.1007/s11666-011-9614-4
Alkhimov AP, Kosarev VF, Klinkov SV (2001) The features of cold spray nozzle design. J Thermal Spray Technol 10(2):375–381
Sova A, Grigoriev S, Okunkova A, Smurov I (2013) Cold spray deposition of 316L stainless steel coatings on aluminium surface with following laser post-treatment. Surf Coat Technol 235:283–289
Amiri M, Crawford GA, Earthman JC (2021) Quantitative percussion diagnostics for evaluating porosity and surface roughness of cold sprayed and laser deposited materials. J Market Res 14:312–323
Champagne VK (2007) The cold spray materials deposition process: fundamentals and applications. Woodhead Publishing Ltd., England
Venkatesh L, Chavan NM, Sundararajan G (2011) The influence of powder particle velocity and microstructure on the properties of cold sprayed copper coatings. Therm Spray Tech 20(5):1009–1021
Borchers C, Schmidt T, Gärtner F, Kreye H (2008) High strain rate deformation microstructures of stainless steel 316L by cold spraying and explosive powder compaction. Appl Phys A 90:517–526
Coddet P, Verdy C, Coddet C, Debray F, Lecouturier F (2015) Mechanical properties of thick304L stainless steel deposits processed by He cold spray. Surf Coat Technol 277(15):74–80
Duru E, Doğan F, Uysal M, Akbulut H, Aslan S (2021) Fabrication and characterization of graphene oxide reinforced NiB composite coating by pulsed electrodeposition technique. Diamond Related Mater 120:108688
Aslan S, Duru E (2021) Microstructure and wear properties of electrodeposited Ni-B-Al2O3 composite coating on low carbon steel at elevated temperature. J of Materi Eng and Perform. https://doi.org/10.1007/s11665-021-06290-2
Gültekin D, Duru E, Akbulut H (2021) Improved wear behaviors of lead-free electroless NiB and Ni-B/CeO2 composite coatings. Surf and Coat Technol 422:127525
Duru E, Dogan F, Uysal M, Akbulut H, Aslan S (2021) Optimization of Ni-B coating bath and effect of DMAB concentration on hardness and wear. Surf and Interfaces 22:100880
Jia YF, Cui YY, Xuan FZ, Yang F (2017) Comparison between single loading–unloading indentation and continuous stiffness indentation. RSC Adv 7:35655–35665
Li RW, Zhang Z, Li JW, Ma KX, Guo YY, Zhou YW, Wu FY (2020) Surface modification of 316L stainless steel by diamond-like carbon films. J Iron Steel Res Int 27:867–874
Aissani L, Alhussein A, Nouveau C, Ghelani L, Zaabat M (2019) Influence of film thickness and Ar-N2 plasma gas on the structure and performance of sputtered vanadium nitride coatings. Surface Coatings Technol 378:124948
Saravanan I, ElayaPerumal A, Vettivel SC, Selvakumar N, Baradeswaran A (2015) optimizing wear behavior of TiN coated SS 316L against Ti alloy using Response Surface Methodology. Mater Design 67:469–482
Zhou J, Ma K, Li CX, Yasir M, Luo XT, Li CJ (2020) Microstructures of aluminum surfacesreinforced with 316L stainless steel particles via high-speed particle injection and the resulting double strengthening mechanism. Surf Coatings Technol 385:125380
Linda A, Akram A, Abdelhak A, Corinne N, Elia Z, Ahlam B, Mourad Z, Régis B (2021) Relationship between structure, surface topography and tribo-mechanical behavior of Ti-N thin films elaborated at different N2 flow rates. Thin Solid Films 724:138598. https://doi.org/10.1016/j.tsf.2021.138598
Aissani L, Alhussein A, Belgroune A, Nouveau C, Zgheib E, Barille R, Montagne A (2021) Effect of carbon content on structural, mechanical and tribological properties of Cr-V-C-N coatings. Thin Solid Films 732:138782
Uysal M, Algül H, Duru E, Kahraman Y, Alp A, Akbulut H (2021) Tribological properties of Ni–W–TiO2–GO composites produced by ultrasonically–assisted pulse electro co–deposition. Surf Coatings Technol 410:126942
Li Q, Song P, Ji Q, Huang Y, Lia D, Zhaia R, Zhenga B, Lu J (2019) Microstructure and wear performance of arc-sprayed Al/316L stainless-steel composite coating. Surf Coat Technol 374:189–200
Doğan F, Uysal M, Duru E, Akbulut H, Aslan S (2021) Pulsed electrodeposition of Ni-B/TiN composites: effect of current density on the structure, mechanical, tribological, and corrosion properties. Journal of Asian ceramic societies 8:1271–1284
Li Q, Luo H, Song P, Zang J, Zhou H (2017) Friction and wear properties of 316L stainless steel/aluminum composite coating. Heat Treat Met 42:6–12
Ürdem Ş, Duru E, Algül H, Uysal M, Akbulut H (2021) Evaluation of high temperature tribological behavior of electroless deposited NiB–Al2O3 coating. Wear 482–483:203960
Kato H (2008) Effects of supply of fine oxide particles onto rubbing steel surfaces on severe–mild wear transition and oxide film formation. Tribol Int 41:735–742
Acknowledgements
The authors would like to thank the direction of PROFAS B+ program and the GIP52 (Groupement d'Interet Public Haute-Marne), co-founders of project, for their financial support. This study was carried out using research resources from LASMIS at the University of Technology of Troyes and LERMPS at the University of Technology of Belfort Montbéliard.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
AB: Experimentation, Formal analysis, Methodology, Data curation, Writing – original draft. AA: Conceptualization, Supervision, Validation, Writing – review & editing, Project administration. LA: Investigation, methodology, Supervision, Writing – review & editing. MZ: Investigation, Supervision, review & editing. AO: Investigation, Data curation, review & editing. CV: Software, experimentation & Writing. CL: Conceptualization, Investigation, Validation, review & editing.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Handling Editor: Catalin Croitoru.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Belgroune, A., Alhussein, A., Aissani, L. et al. Effect of He and N2 gas on the mechanical and tribological assessment of SS316L coating deposited by cold spraying process. J Mater Sci 57, 5258–5274 (2022). https://doi.org/10.1007/s10853-022-06950-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-06950-1