
Abstract
A novel catalyst-free and maskless growth approach is presented to form an ordered geometrical array of three-dimensional (3D) AlGaN/AlN microrods. The growth method is composed of a single growth step using metalorganic vapor phase epitaxy, achieving microstructures with homogeneous diameters, shapes and sizes over relatively large scale (on 2-in. wafer). The 3D AlGaN/AlN heterostructures are grown in a form of micro-sized columns elongated in one direction perpendicular to the substrate surface and with a hexagonal cross section. A careful examination of growth steps revealed that this technology allows to suppress coalescence and lateral overgrowth, promoting vertical 3D growth. Interestingly, two distinct morphologies can be obtained: honeycomb-like hexagonal arrangement perfectly packed and with twisted microrods layout, by controlling strain state in AlN buffer layers. Consequently, 3D AlGaN microrods on tensile-strained AlN templates show a 0° twisted morphology, while on compressive-strained templated a 30° twisted arrangement. Moreover, the optical and crystalline quality studies revealed that the top AlGaN layers of the examined 3D semiconductor structures are characterized by a low native point-defect concentration. These 3D AlGaN platforms can be applied for light emitting devices or sensing applications.
Graphic abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The development of three-dimensional (3D) semiconductor structures with distinct architectures opens new routes for device design with novel features, becoming valuable technology for certain specialized purposes and alternative for conventional planar structures. In principle, 3D structures offer high surface-to-volume ratios, semi- and nonpolar surfaces and high crystalline quality [1]. The semiconductor system of III-nitrides is one of the most versatile group of binary compounds, e.g., AlN, GaN and InN, and their ternary and quaternary alloys, with attractive physical, optical and electronic properties [2,3,4]. In general, III-nitrides are model compounds for electronic and optoelectronic devices, such as light emitters in a wide optical spectrum, detectors and high-power amplifiers. Among them, AlGaN-based heterostructures are recently of particular interest for solid-state lightning in ultraviolet (UV) range for emerging applications in the following fields [5, 6]: purification and disinfection, phototherapy, curing or biodetection.
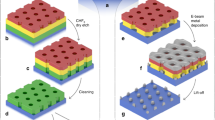
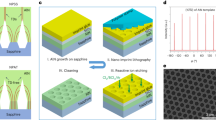
Generally, 3D III-nitride structures, mostly in nanometric scale [7], can be conventionally grown either by catalyst-assisted or catalyst-free (including also self-organized/self-catalyzed [8]) selective-area growth (SAG) methods [9,10,11]. The catalyst-assisted synthesis uses metallic seeds, namely Au and Ni, that act as nucleation sites for III-nitride growth [12, 13]. This type of process is rather easy, providing access to versatile shapes and crystal orientations, as well with high surface-to-volume aspect ratio. However, it leads to the metal droplet residuals in as-grown structures, difficulty in obtaining epilayers and rather disordered materials what can be seen as a significant barrier for their integration into devices. On the other hand, SAG (also considered as catalyst-free technique) is a more common approach that uses a mask material, such as dielectric SiNx or SiO2 patterned layer (GaN does not nucleate on these materials), to control the distribution and size of nitride structures [11, 14, 15]. This technique, with two distinct modes: pulsed and continuous, results in a dense and homogeneous array of rods with hexagonal cross section; however, the mask borders have been seen to be an additional source of structural defects [16]. Additionally, a patterned mask layer has to be deposited prior to epitaxial growth, for instance by nanoimprint lithography, in order to mask certain geometries [17]. Therefore, SAG is a rather complex technique, composed of multiple growth procedures, including mask pattern deposition and actual growth of desired structures.
Actually, the aforementioned methods, mainly SAG, have been developed to improve crystallinity and quality of GaN-based heteroepitaxial device structures on foreign substrates to realize efficient light emitters. Therefore, a well-known epitaxial lateral overgrowth (ELO) is proposed as a technique to reduce defects, i.e., threading dislocations, and consequently enhance quantum efficiency of devices [5, 18]. This technique results in an effective blocking of dislocation propagation in the masked regions, while GaN selectively nucleates on the open surface [6]. However, ELO can be challenging for AlN-containing materials because an applied dielectric mask leads to the deposition of polycrystalline material [19]. Nowadays, an another approach to achieve dislocation reduction is to perform growth on patterned sapphire substrates (PSSs) that are frequently used to support ELO and then produce commercialized InGaN-based light emitters [20]; a simple growth process on grooved patterns without catalysts, masking and regrowth procedures (it is considered as a derivative type of SAG [15]). This approach is considered crucial for AlGaN-based heterostructure growth, since conventionally grown Al-rich AlGaN generally possesses a high density of extended defects and low surface mobility of Al-containing alloys on a foreign substrate. ELO was demonstrated to be effective for AlGaN-based light emitters, boosting their quantum efficiencies and consequently device performance [18, 21].
3D GaN nanowires have emerged as an alternative to planar structures for various optoelectronic applications [11, 22], due to their large specific surface area, high aspect ratio or versatile morphological characteristics. Columnar growth leads to a reduction in defect density, enhancement of light extraction and absorption, sensitivity in sensor applications, and makes the growth of core–shell heterostructures with larger emission volume possible. In the case of AlN-based nanostructures, recently several different approaches were implemented, such as by using Al self-catalyst [23], membrane template [24], “space-filling” approach [25], or Ti mask [26]. However, for certain applications, like for nanowire-based light emitters or transistors, a complex post-growth processing is challenging, as well as a good control of size, homogeneity, orientation, polarity and doping over a large substrate area. Therefore, instead of nanometric wires structures, the wires/rods with micrometer sizes might be a more suitable choice since their dimensions are more controllable.
In this context, here a catalyst-free and maskless growth approach is demonstrated as a single growth step to form an ordered geometrical array of desired 3D AlGaN/AlN microrods with homogeneous diameters, shapes and sizes over a relatively large scale. This template-free synthesis strategy offers a high degree of morphology control of the resulting structures. These 3D heterostructures are grown in a form of columns elongated in one direction perpendicular to the substrate surface and with a hexagonal cross section. High geometric precision is achieved by using kinetically controlled metalorganic vapor phase epitaxy (MOVPE) growth conditions and commercial patterned substrates.
Materials and methods
Materials synthesis
3D AlGaN/AlN microrods were grown on 2-in. patterned (0001)-oriented Al2O3 (sapphire) substrates. Growth was performed in an AIX 200/4 RF-S metalorganic vapor phase epitaxy low-pressure reactor (LP MOVPE). The following precursor gases were used: trimethylaluminum (TMAl), trimethylgallium (TMGa), and ammonia (NH3), while hydrogen (H2) and nitrogen (N2) were the carrier gases. The growth process of epilayers was carried out at reactor pressure of 50 mbar. In the MOVPE system the temperature and reflectance at 405 nm were in situ monitored by emissivity corrected pyrometry using a Laytec EpiCurve TT system [27].
The layer sequence of 3D microrods was as follows: (1) firstly, about 20 nm thick AlN nucleation layer was grown at low temperature (~ 680 °C; surface temperature measured by pyrometry), (2) a high temperature ~ 600 nm AlN growth (~ 1150 °C), with a linear ramping of the NH3 flux from 2.2 mmol/min to 0.2 mmol/min and a fixed TMAl flux at 22 μmol/min, (3) ~ 300 nm thick AlN was grown at the same temperature, ~ 1150 °C, with constant NH3 flux of 0.2 mmol/min and TMAl flux of 22 μmol/min, (4) ~ 900 nm thick AlGaN, with Al graded content, was grown at ~ 1130 °C with a linear ramping of the TMGa flux from 44 μmol/min to 880 mmol/min, while TMAl and NH3 fluxes were fixed at 1 mmol/min and 70 mmol/min, respectively, and (5) a ~ 300 nm thick AlGaN layer was grown at ~ 1130 °C with the TMAl flux of 1037 μmol/min and TMGa flux of 880 μmol/min, and NH3 flux of 70 mmol/min.
Structural and microstructural characterization
The microstructure was evaluated using scanning electron microscopy (SEM) and atomic force microscopy (AFM). SEM analysis was carried out using Hitachi SU8230 cold FEG high resolution scanning electron microscope with imaging in deceleration mode (1 kV), using secondary (SE) and backscattered (BSE) electron detectors. AFM measurements were performed using a Bruker Dimension FastScan with ScanAsyst.
Structural analyses of 3D AlGaN/AlN microrods were conducted by high resolution X-ray diffraction (XRD) and Raman spectroscopy. A SmartLab X-ray diffractometer equipped with a 9 kW rotating Cu anode (λ = 0.15405 nm) was used to collect the radial and angular diffraction profiles, and the obtained XRD diffractograms were simulated using the mosaic model of crystals, assuming that the layer consists of crystallites (mosaic blocks) that coherently scatters X-rays. The dimension of the mosaic blocks in the growth direction (radial correlation length) is denoted as L⊥ and in the direction perpendicular to the growth (lateral correlation length) as L║. The degree of crystalline perfection of the structures was also determined: the tilt angles α that crystallites make with respect to the surface normal, and average deformation ε along the c-axis. Room temperature Raman measurements were performed on a Renishaw inVia Raman microscope using a 532 nm light generated by Nd:YAG laser. The size of the laser spot was about 0.6 μm with an average laser power equal to 5 mW.
Optical measurement
Optical spectroscopy studies were done by contactless electroreflectance (CER) and photoluminescence (PL) methods. CER, a modulation spectroscopy technique, was performed in a so-called dark configuration using an Energetiq EQ-99 lamp as a source of white light. An Andor SR-750 monochromator was used to disperse the white light and a Hamamatsu photomultiplier was used to detect the signal. Modulation was achieved by application of an alternating voltage to a capacitor in which samples were placed. Other relevant details can be found elsewhere [28]. PL studies were done by exciting the samples with a pulsed 213 nm laser with a spot size of ~ 0.1 mm. The optical signal was gathered by lenses and directed to an Avantes AvaSpec-ULS2048 spectrometer.
Results and discussion
3D AlGaN/AlN growth stages
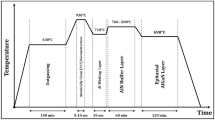
An in situ monitoring system attached to the MOVPE reactor allows to control the growth parameters through measuring the reflectance and temperature of the wafer. Figure 1 presents the stages of the 3D AlGaN/AlN microrods growth (I–VI) along with real temperatures and reflectance at 405 nm. The calibrated measurement system enables precise temperature control at each run time; the reduced temperature in comparison to process temperature is a result of a decreased thermal conductivity of the gas in the gap between the pocket surface and the wafer backside [29]. Initially, a low temperature AlN nucleation layer was grown, playing a critical role in further heterostructure control and directly affecting its microstructure and surface morphology. A clear rise in reflectance is visible (comparing to signal recorded during desorption; 800–1800 s), indicating a full coverage of the PSS surface with AlN. During the AlN nucleation layer growth, the different AlN crystal faces grown on the cone-shape array patterns of a PSS are observed (Fig. 1, SEM micrograph I), similarly to GaN growth reported by Wu et al. [30]. In the present case, the AlN nucleates and grows faster on a PSS cone (see inset SEM micrograph) rather than at other surfaces, most probably because these facets are highly energetically favorable developing in a self-organized way (polar and semipolar planes) [29]. While ramping to high temperature for recrystallization and regrowth, the increasing reflectance amplitude indicates an initial stage of AlN subsequent growth. It can be clearly seen that the sidewalls of the cone are divided into six areas with visible high density of nucleation sites (Fig. 1, SEM micrograph II). The complexity of nucleation is much more severe on a PSS cone than on planar sapphire substrates. Further high temperature AlN growth leads to well-developed interference patterns (appearance of the Fabry–Perot oscillations) and their reflectance reduction indicates a lack of the coalescence process and clear roughening.

In situ monitoring data: reflectance at 405 nm and real temperature, during 3D AlGaN/AlN growth, with marked growth steps of low temperature AlN nucleation layer, high temperature AlN layer and AlGaN. SEM surface micrographs corresponding to different growth steps (I–VI)
The 3D growth of AlN and transition to AlGaN, after 5000 s, exhibits the priority growth characteristics on the inclined and top surface of the cone-shaped PSS (c- and n-plane sapphire), but not on the bottom surface, due to the early contact with the growth atmosphere. The nucleation mechanism and growth habit of such scenario were observed in GaN and explained by Sun et al. [31]. A selective nucleation phenomenon observed in the growth process of GaN was explained on differently shaped PSS platform, proving that there are distinct preferable crystallographic growth directions during GaN 3D growth. It was found that due to the asymmetric surface tension underneath the GaN nucleus, after ramping from low to high temperature during GaN growth process, the small islands of GaN rotate and gather on n-plane surface, resulting in a 3D behavior [31]. Thus, separated hexagonal platform shape pillars can be grown by a careful control of process parameters. This technology allows to suppress coalescence and lateral overgrowth, and promotes vertical 3D growth on each PSS cone. As a result well-organized microrods are created with the same crystallographic orientation.
Morphology control of 3D microrods
Two distinct 3D AlGaN/AlN morphologies could be obtained using various process parameters: honeycomb-like hexagonal arrangement perfectly packed (0° twisted microcolumns; top row) and with twisted microrods layouts (30° twisted; bottom row). Figure 2 shows tilted top-view SEM and AFM micrographs of these 3D microcolumns, with insets demonstrating either an individual column with surrounding valleys (SEM) or surface perspective projections of a color-coded height map of a set of columns (pseudo-3D AFM). It is clearly visible that these two morphologies are distinct in the sense of microcolumn twist. Further, the relationship between microcolumn twist and the strain state in AlN buffer layers was investigated.

Tilted top-view SEM and corresponding AFM micrographs of strained 3D AlGaN/AlN microrods epitaxially grown on a sapphire substrate: 0° twisted (top row) and 30° twisted (bottom row). Insets: (1) magnified SEM images of singular microrod with surrounding valleys; (2) pseudo-3D AFM surface micrographs with perspective projections of a color-coded height of a set of microcolumns
The residual stresses in the two distinct 3D structures were measured by XRD and Raman spectroscopy. Since the AlN buffer directly affects the 3D AlGaN morphology, a detailed examination of residual stresses in the two distinct 3D structures was carried out; the abbreviated notation of these AlN layers hereafter is denoted as 3D AlN0° and 3D AlN30°. Firstly, the two 3D AlN structures were characterized by XRD measurements, and Fig. 3 presents the following set of results: ω − 2θ (radial scan) and ω (rocking curves) plots of symmetric (0002) AlN planes, as well as symmetric reciprocal space maps (ω − 2θ vs. ω map presented in angular units). Then, a careful analysis of these results led to the determination of FWHM (full width at half maximum), lattice constants (a and c), and other structural features derived from the mosaic model of crystals (see Table 1). The description of the model parameters with illustration of mosaic layer structure is reported elsewhere [32, 33].

XRD diffractograms (ω − 2θ and ω scans of the (0002) AlN reflection) with corresponding (0002) reciprocal space maps for 3D AlN0° and 3D AlN30°
The values of FWHM of (0002) ω scans are quite similar for both morphologies, being ~ 21% higher for 3D AlN30°. It is known that the FWHMω value of (0002) planes refers to the density of threading dislocations with screw component, thus it can be deduced that 3D AlN30° possesses their higher content comparing to 3D AlN0°. However, in the case of FWHM of (0002) ω − 2θ scans a value for 3D AlN0° is higher by ~ 80%. Additional shoulder of the main peak observed in 3D AlN0° indicates local variations of the strain over the probed sample volume. This is also visible in the corresponding reciprocal space map where it is clearly detected a broadened and weak intensity halo along the ω direction, and this diffuse scattering might also be caused by low-density dislocations inside the layers [34]. The refined lattice parameters of 3D AlN0° and 3D AlN30° are a = 3.1128 Å, c = 4.9790 Å, and a = 3.1185 Å, c = 4.9792 Å, respectively. The reported values of the strain-free lattice parameters of AlN vary widely [35], but recently calculated from XRD accurate lattice parameters of c-plane bulk AlN are: a0 = 3.1109 ± 0.0001 Å, c0 = 4.9808 ± 0.0001 Å [36]. These values are in good agreement with our 3D AlN, in particular c parameter, proving that out-of-plane strain of these layers can be neglected, ε < 0.05%. On the other hand, a parameter of both 3D AlN layer is clearly higher, meaning that in-plane strain of epilayers is rather substantial.
The mosaic model simulated features (explained under the table) revealed that the L║ and α are pretty much the same for both 3D structures, ~ 700 nm and ~ 0.2°, respectively, while the L⊥ and ε values are significantly different. Thus, it can be concluded that the deformation of AlN layer in the growth direction is higher for 3D AlN0° than 3D AlN30°, though the strain along c-axis is lower than 0.05% (these results are consistent with strain determination from lattice parameters).
Further, the residual stress in two morphologically distinct 3D AlN epilayers was carefully examined by Raman spectroscopy. Figure 4 shows Raman spectra in the range of 600–685 cm−1 of reference single crystal AlN bulk sample, as well as 3D AlN grown with two distinct morphologies: AlN0° and AlN30°; the inset shows magnified Raman frequency shift of the E2(high) mode with marked ωE2 of AlN bulk and indicates tensile and compressive stress corresponding to the respective phonon shift. Three phonon modes that can be observed in this wavenumber range are assigned to scattering peaks from certain phonon modes: A1(TO) ~ 615 cm−1, E2(high) ~ 656 cm−1 and E1(TO) ~ 670 cm−1. The strongest in intensity E2(high) mode is known to be the most sensitive to stress, thus it is of interest to be carefully examined in order to determine the residual stress in the 3D AlN epilayers under study.

Raman spectra for 3D AlN with 0° and 30° twisted microcolumns, as well as a strain-free bulk AlN. The presented Raman shift range reveals three active modes assigned to A1(TO), E2(high) and E1(TO). Inset magnifies the wavenumber range of E2(high)
The in-plane residual stress (σa) was derived by using the following equation [37, 38]:
where σa stands for the biaxial stress, k is the pressure coefficient (experimentally determined by Rong et al. [39] to be 2.4 ± 0.2 cm−1/GPa), and ∆ωE2 is the strain-induced Raman frequency shift of the E2(high) mode. The strain-free and low-dislocation density high quality AlN bulk wafer (AlN-30 product, c-plane, off-angle ± 1°; HexaTech, Inc.) was studied in order to determine the E2(high) mode position with high precision. Therefore, a careful analysis of Raman active modes in the wavenumber range of 580–700 cm−1 by fitting with a pseudo-Voigt function revealed that ωE2 = 656.20 ± 0.03 cm−1 and FWHME2 = 5.5 ± 0.1 cm−1; the coefficient of determination, denoted R2, is higher than 0.98 for all fitted spectra (measured in several areas of AlN bulk wafer to achieve statistically reliable data). The line widths of scattering peaks from the E2(high) mode (5.5 cm−1) indicate a very good crystalline quality of strain-free AlN bulk, and its Raman frequency coincides well with previously reported for AlN bulk [40, 41].
The Raman spectra fitting of A1(TO), E2(high) and E1(TO) modes allows to deconvolute the Raman shift and FWHM of the E2(high) mode peak for the 3D AlN epilayers under study and the obtained results are listed in Table 1. Comparing with the ωE2 position and FWHME2 for the free-standing bulk AlN, it is clear that the two 3D AlN structures demonstrate phonon peak shifts and increase in their broadening (higher FWHM; ~ 7.5–8 cm−1). A biaxial stress for 3D AlN grown with two distinct morphologies is determined to be 174 ± 70 and − 153 ± 71 MPa for AlN0° and AlN30° twisted columns, respectively. Here, a positive value of σa for 3D AlN0° indicates a compressive stress (blue shift of phonon frequency) while a negative value of σa for 3D AlN30° represents a tensile one (red shift of phonon frequency). Therefore, the AlGaN growth on strained AlN templates leads to the following: (1) 3D AlGaN microrods on tensile-strained templates show 0° twist, and (2) 3D AlGaN microrods on compressive-strained templates result in 30° twist of microrods. Although both structures present similar level of residual stress, its type (compressive or tensile) has a profound effect on the lateral growth and, in consequence, 3D AlGaN/AlN microrods morphology. A careful selection of AlN growth conditions, namely the metalorganic precursor gas flow, is required to control the morphology of 3D AlGaN/AlN microrods.
To further analyze the optical and crystalline quality of 3D AlGaN/AlN microcolumns optical studies were performed. Figure 5a presents the results of PL measurements recorded in a broad wavelength range. At 325–330 nm an intense peak attributed to the fundamental transition in the top AlGaN layer is visible for both 0° and 30° twisted microcolumns. At longer wavelengths a weak and broad peak centered at around 480 nm is visible. This peak results from radiative recombination through defect states and is analogous to the well-known yellow luminescence peak commonly found in GaN [42, 43], albeit shifted spectrally due to the increased band gap in AlGaN compared to GaN. The low intensity of this peak indicates that concentration of point defects is rather low in the investigated structures. For each 0° and 30° twist two PL spectra are shown in black and red taken from two points separated by 1 cm. A nearly complete overlap indicates a good uniformity across the whole wafer. To study the fundamental transition in more detail CER studies were performed. CER is insensitive to defect-related transitions allowing to precisely determine the band-to-band transition energies. In Fig. 5b, c the PL is set together with CER data, but in a narrower wavelength window around the expected fundamental transition. The geometry of microcolumns, i.e., the pyramidal top of each column, results in effective scattering of incident light. Therefore, only a small portion of incident beam is reflected toward the detector what causes the signal to have a low intensity. Thus, the observed rather low signal-to-noise ratio of CER spectra recorded for both 0° and 30° twisted microcolumns is directly related to the sample geometry. Nonetheless, a clear resonance-like shape can be seen for both types of structures at around 320–330 nm, that is exactly where the intense PL signal is present.

Photoluminescence (PL) and contactless electroreflectance (CER) spectra recorded for 0° and 30° twisted AlGaN microcolumns: a broad band PL spectra showing only a small intensity of defect-related emission; b, c PL and CER spectra set together showing no shift between the two
Detailed analysis of CER spectra and fitting by conventional third derivative line shape [44] allows to determine the energy of transitions that are 3.715 ± 0.010 eV (i.e., 333.7 ± 1.1 nm) and 3.837 ± 0.005 eV (i.e., 323.1 ± 0.5 nm) for 0° and 30° twisted microcolumns, respectively. The PL peak positions at 323 nm and 333 nm correspond nicely to results of CER analysis indicating that the intense emission is a bandgap-related transition in the top AlGaN layer, an evidence of a low point defect concentration in the studied 3D structures. This, combined with a high and uniform PL intensity allows to apply the AlGaN microcolumns under study as light emitting devices.
Conclusion
The demonstrated catalyst-free and maskless growth approach of 3D AlGaN/AlN microrods is rather simple and controllable route toward the fabrication of 3D semiconducting platforms for versatile applications. An ordered hexagonal array is developed by a careful process parameters control during a low temperature AlN nucleation layer growth. Different AlN crystal faces grow on the cone-shape array patterns of sapphire substrate, being facilitated on a cone due to energetically favorable sites. Two distinct 3D AlGaN/AlN morphologies with honeycomb-like hexagonal arrangement can be achieved: (1) perfectly packed with 0° twisted microcolumns (3D AlGaN/AlN0°), and (2) 30° twisted microrods layout (3D AlGaN/AlN30°). The structural analyses revealed that out-of-plane strain of the underlaying AlN layer in both cases can be neglected, but in-plane strain is rather substantial. Moreover, the residual stress in the 3D AlN epilayers under study determines further 3D AlGaN arrangement: (1) tensile-strained AlN templates, σa = 174 MPa for 3D AlN0°, leads to the development of perfectly packed AlGaN microrods, and (2) compressive-strained AlN, σa = − 153 MPa for 3D AlN30°, results in 30° twist of microrods. The optical and crystalline quality examination revealed that concentration of point defects is relatively low in both investigated structures. Therefore, the fabricated 3D AlGaN/AlN can be considered for light emitting or sensing applications.
References
Hartmann J, Steib F, Zhou H et al (2017) Study of 3D-growth conditions for selective area MOVPE of high aspect ratio GaN fins with non-polar vertical sidewalls. J Cryst Growth 476:90–98. https://doi.org/10.1016/j.jcrysgro.2017.08.021
Collazo R, Dietz N (2013) The group III-nitride material class: from preparation to perspectives in photoelectrocatalysis. In: Lewerenz H-J, Peter L (eds) Photoelectrochemical water splitting: materials, processes and architectures. The Royal Society of Chemistry, New York, pp 193–222
Teke A, Morkoç H (2007) Group III Nitrides. In: Kasap S, Capper P (eds) Handbook of electronic and photonic materials. Springer, Boston, pp 753–804
Li J, Liu Z, Yi X, Wang J (2017) Comprehensive theoretical and experimental studies on III-nitrides, doping, nano-structures and LEDs. In: Feng ZC (ed) III-nitride materials, devices and nano-structures. World Scientific, Singapore, pp 3–35
Nagasawa Y, Hirano A (2018) A review of AlGaN-based deep-ultraviolet light-emitting diodes on sapphire. Appl Sci 8:1264. https://doi.org/10.3390/app8081264.
Crawford MH (2017) Materials challenges of AlGaN-based UV optoelectronic devices. In: Mi Z, Jagadish C (eds) Semiconductors and semimetals. III-nitride semiconductor optoelectronics. Elsevier, London, pp 3–44
Kente T, Mhlanga SD (2016) Gallium nitride nanostructures: synthesis, characterization and applications. J Cryst Growth 444:55–72. https://doi.org/10.1016/j.jcrysgro.2016.03.033
Koester R, Hwang JS, Durand C et al (2009) Self-assembled growth of catalyst-free GaN wires by metal–organic vapour phase epitaxy. Nanotechnology 21:015602. https://doi.org/10.1088/0957-4484/21/1/015602
Mandl M, Wang X, Schimpke T et al (2013) Group III nitride core–shell nano- and microrods for optoelectronic applications. Phys Status Solidi Rapid Res Lett 7:800–814. https://doi.org/10.1002/pssr.201307250
Eymery J (2014) Metal–organic vapor phase epitaxy growth of GaN nanorods. In: Consonni V, Feuillet G (eds) Wide band gap semiconductor nanowires 1: low-dimensionality effects and growth. Wiley, Hoboken, pp 245–264
Alloing B, Zúñiga-Pérez J (2016) Metalorganic chemical vapor deposition of GaN nanowires: from catalyst-assisted to catalyst-free growth, and from self-assembled to selective-area growth. Mater Sci Semicond Process 55:51–58. https://doi.org/10.1016/j.mssp.2016.03.025
Lekhal K, Avit G, André Y et al (2012) Catalyst-assisted hydride vapor phase epitaxy of GaN nanowires: exceptional length and constant rod-like shape capability. Nanotechnology 23:405601. https://doi.org/10.1088/0957-4484/23/40/405601
Maliakkal CB, Hatui N, Bapat RD et al (2016) The mechanism of Ni-assisted GaN nanowire growth. Nano Lett 16:7632–7638. https://doi.org/10.1021/acs.nanolett.6b03604
Lekhal K, Bae S-Y, Lee H-J et al (2016) Selective-area growth of GaN microrods on strain-induced templates by hydride vapor phase epitaxy. Jpn J Appl Phys 55:05FF03. https://doi.org/10.7567/JJAP.55.05FF03
Kim JD, Chen X, Coleman JJ (2015) Selective area masked growth (nano to micro). In: Kuech TF (ed) Handbook of crystal growth: thin films and epitaxy. North-Holland, Boston, pp 441–481
Bergbauer W, Strassburg M, Kölper C et al (2010) Continuous-flux MOVPE growth of position-controlled N-face GaN nanorods and embedded InGaN quantum wells. Nanotechnology 21:305201. https://doi.org/10.1088/0957-4484/21/30/305201
Hofmann P (2018) Hydride vapour phase epitaxy growth, crystal properties and dopant incorporation in gallium nitride. Books on Demand, New York
Lee D, Lee JJW, Jang J et al (2017) Improved performance of AlGaN-based deep ultraviolet light-emitting diodes with nano-patterned AlN/sapphire substrates. Appl Phys Lett 110:191103. https://doi.org/10.1063/1.4983283
Amano H, Imura M, Iwaya M et al (2008) AlN and AlGaN by MOVPE for UV light emitting devices. Mater Sci Forum 590:175–210. https://doi.org/10.4028/www.scientific.net/MSF.590.175
Shen B, Chen Z (2019) Technology and droop study for high internal quantum efficiency. In: Li J, Zhang GQ (eds) Light-emitting diodes: materials, processes, devices and applications. Springer, Cham, pp 281–310
Takano T, Mino T, Sakai J et al (2017) Deep-ultraviolet light-emitting diodes with external quantum efficiency higher than 20% at 275 nm achieved by improving light-extraction efficiency. Appl Phys Express 10:031002. https://doi.org/10.7567/APEX.10.031002
Fatahilah MF, Strempel K, Yu F et al (2019) 3D GaN nanoarchitecture for field-effect transistors. Micro Nano Eng 3:59–81. https://doi.org/10.1016/J.MNE.2019.04.001
Shen L, Lv W, Wang N et al (2017) Controllable synthesis of AlN nanostructures and their photoluminescence. CrystEngComm 19:5940–5945. https://doi.org/10.1039/C7CE01335C
Haider A, Deminskyi P, Yilmaz M et al (2018) Long-range ordered vertical III-nitride nano-cylinder arrays via plasma-assisted atomic layer deposition. J Mater Chem C 6:6471–6482. https://doi.org/10.1039/C8TC01165F
Conroy M, Zubialevich VZ, Li H et al (2016) Ultra-high-density arrays of defect-free AlN nanorods: a “space-filling” approach. ACS Nano 10:1988–1994. https://doi.org/10.1021/acsnano.5b06062
Le BH, Zhao S, Liu X et al (2016) Controlled coalescence of AlGaN nanowire arrays: an architecture for nearly dislocation-free planar ultraviolet photonic device applications. Adv Mater 28:8446–8454. https://doi.org/10.1002/adma.201602645
Stevenson RL (2006) Reflectance sensor eases the strain. Compd Semicond 12:31
Kudrawiec R, Misiewicz J (2009) Photoreflectance and contactless electroreflectance measurements of semiconductor structures by using bright and dark configurations. Rev Sci Instrum 80:98–101. https://doi.org/10.1063/1.3213613
Brunner F, Edokam F, Weyers M (2016) In-situ control of large area (11–22)-GaN growth on patterned r-plane sapphire. J Cryst Growth 452:253–257. https://doi.org/10.1016/j.jcrysgro.2016.04.004
Wu M, Zeng Y-P, Wang J-X, Hu Q (2011) Investigation of a GaN nucleation layer on a patterned sapphire substrate. Chin Phys Lett 28:068502. https://doi.org/10.1088/0256-307x/28/6/068502
Sun Y, Yu T, Dai J et al (2014) Nucleation mechanism of GaN growth on wet etched pattern sapphire substrates. CrystEngComm 16:5458–5465. https://doi.org/10.1039/C4CE00054D
Liu B, Zhang R, Xie ZL et al (2008) Microstructure and dislocation of epitaxial InN films revealed by high resolution X-ray diffraction. J Appl Phys 103:023504. https://doi.org/10.1063/1.2832753
Chierchia R, Böttcher T, Heinke H et al (2003) Microstructure of heteroepitaxial GaN revealed by X-ray diffraction. J Appl Phys 93:8918–8925. https://doi.org/10.1063/1.1571217
Kopp VS, Kaganer VM, Jenichen B, Brandt O (2014) Analysis of reciprocal space maps of GaN(0001) films grown by molecular beam epitaxy. J Appl Crystallogr 47:256–263. https://doi.org/10.1107/S1600576713032639
Nilsson D, Janzén E, Kakanakova-Georgieva A (2016) Lattice parameters of AlN bulk, homoepitaxial and heteroepitaxial material. J Phys D Appl Phys 49:175108. https://doi.org/10.1088/0022-3727/49/17/175108
Frentrup M, Hatui N, Wernicke T et al (2013) Determination of lattice parameters, strain state and composition in semipolar III-nitrides using high resolution X-ray diffraction. J Appl Phys 114:213509. https://doi.org/10.1063/1.4834521
Tripathy S, Chua SJ, Chen P, Miao ZL (2002) Micro-Raman investigation of strain in GaN and AlxGa1−xN/GaN heterostructures grown on Si(111). J Appl Phys 92:3503–3510. https://doi.org/10.1063/1.1502921
Chen Y, Chen Z, Li J et al (2018) A study of GaN nucleation and coalescence in the initial growth stages on nanoscale patterned sapphire substrates via MOCVD. CrystEngComm 20:6811–6820. https://doi.org/10.1039/C8CE01450G
Rong X, Wang X, Chen G et al (2016) Residual stress in AlN films grown on sapphire substrates by molecular beam epitaxy. Superlattices Microstruct 93:27–31. https://doi.org/10.1016/j.spmi.2016.02.050
Kuball M, Hayes JM, Prins AD et al (2001) Raman scattering studies on single-crystalline bulk AlN under high pressures. Appl Phys Lett 78:724–726. https://doi.org/10.1063/1.1344567
Strassburg M, Senawiratne J, Dietz N et al (2004) The growth and optical properties of large, high-quality AlN single crystals. J Appl Phys 96:5870–5876. https://doi.org/10.1063/1.1801159
Suski T, Perlin P, Teisseyre H et al (1995) Mechanism of yellow luminescence in GaN. Appl Phys Lett 67:2188–2190. https://doi.org/10.1063/1.115098
Neugebauer J, Van de Walle CG (1996) Gallium vacancies and the yellow luminescence in GaN. Appl Phys Lett 69:503–505. https://doi.org/10.1063/1.117767
Aspnes DE (1973) Third-derivative modulation spectroscopy with low-field electroreflectance. Surf Sci 37:418–442. https://doi.org/10.1016/0039-6028(73)90337-3
Acknowledgements
This work was developed within the scope of the Project OPUS10 2015/19/B/ST7/02163, financed by National Science Centre Poland (NCN), and partially supported by National Centre for Research and Development (NCBR) within the framework of the INNOTECH Project (K2/IN2/85/182066/NCBR/13). Authors thank Jacek Nizel for technical support in operating the MOVPE machine. We are also immensely grateful to Paweł Ciepielewski and Justyna Grzonka for their useful insight and expertise that greatly improved interpretation of Raman, and SEM results, respectively.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors declare that they have no conflict of interest.
Additional information
Handling Editor: Kevin Jones.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rudziński, M., Zlotnik, S., Wójcik, M. et al. Mask-free three-dimensional epitaxial growth of III-nitrides. J Mater Sci 56, 558–569 (2021). https://doi.org/10.1007/s10853-020-05187-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-020-05187-0