
Abstract
Following sustainability in manufacturing, the machining chain can be optimized by either reducing the time and energy consumption of each operation or eliminating the unnecessary operations subjected to keeping the quality of the final product as consistent. However, the roadblock in designing an optimum machining chain is lack of prediction tool to interact between the included operations. In this paper, an integrated algorithm is developed to simulate the surface roughness generation and following modification caused by milling and burnishing, respectively. Predict the surface roughness generation by milling process and its alternation after burnishing. The algorithm works on the basis of clouds of points which were generated in the engagement region of tool and workpiece and their transformation from tool to workpiece coordinate systems. Moreover, some mechanical attributes of the process regarding effect of surface work hardening and elastic rebound were added to the algorithm to enhance the accuracy of simulation. To verify the results, a series of burnishing experiments with multi-roller rotary tool have been carried out on the surface of the finish-milled samples and the surface roughness change was taken into investigation. The obtained results showed that by applying the work hardening and springback effect to predictive algorithm the prediction accuracy of roughness at submicron level enhances up to 50%. It was also found that the most influential parameters influencing the surface roughness after milling-burnishing sequence are milled surface roughness, burnishing force and pass number. In addition, results showed that applying burnishing after rough machining consumes lots of energy to achieve nanoscale surface finish. Accordingly, the sequence of rough-milling, finish-milling and burnishing results in achieving sound surface finish within significantly shorter period of time and applied force.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Machining chain usually includes rough cutting, finish cutting, superfinishing and surface property enhancement operations. Sometimes, in order to reduce the time of production, the last two operations are incorporated in a single process. Burnishing is a process with ability of achieving nanoscale surface finish as well as sound surface layer properties like compressive residual stress and enhanced hardness. Since the process is usually placed as last operation in machining chain, it can determine the final product’s quality such as surface roughness which is generated and modified in the chain.
Up to recently, the methodologies which were used to analyze the surface roughness alternation in chain of machining and burnishing can be divided in three categories of experimental approach, numerical simulation based finite element analysis and analytical formulation based on theory of contact mechanics and kinematic of process.
Through experimental investigation, researchers analyzed the modification of surface roughness in machining chain initiated by cutting and ended by burnishing. Hua et al. (2019) designed a machining chain including finish turning and burnishing to check the surface roughness alternation under different values of burnishing pressure. Zhang and Liu (2015) analyzed surface roughness of laser cladded Cr-Ni based steel material which post-processed by turning and burnishing. They revealed that surface roughness of turned samples have influence of final surface quality after burnishing. Han et al. (2022) find influence of burnishing pressure on the surface roughness modification as-turned Ti60 samples specimens. They revealed that at constant value of pass number, minimum surface roughness is achieved at burnishing pressure of 12 MPa, while increasing the pressure beyond this value will increase the roughness. Moreover, at constant values of burnishing pressure, i.e., 12 MPa, the surface roughness decreases by increasing pass number. Mezlini et al. (2014) stated that there is an optimum pressure when burnishing of as-turned surface where processing with pressure more than the value results in further surface roughness. Grzesik and Zak (2014) analyzed surface roughness evolution of hardened steel in chain of dry turning and burnishing. They reported enhancement of roughness of material through passing the chain. Kalisz et al. (2021) designed a chain started with milling and completed by burnishing for surface roughness enhancement of curvilinear surfaces. Bachtiak Radka et al. (2017) reported that applying ball burnishing as sequential process to milling results in achieving sound surface quality on 3D complex surface. Sequera et al. (2014) stated that the milling mark on Inconel 718 are flattened but not vanished in sequential burnishing process. Raaj et al. (2020) achieved fine surface finish by passing the Inconel 718 electron beam additive manufactured material through the chain of grinding and burnishing. They showed that applying burnishing after grinding process results in formation rougher surface whereas the roughness is still much smaller than as built material.
By emerging the concepts of manufacturing based on demands of industry 4.0, smart machining using expert systems and machine learning assisted manufacturing are finding their importance in prediction of main performance measures like surface roughness (Xie et al., 2023), tool wear (Xu et al., 2021) and chatter (Jauhari et al., 2023). Majoiruty of them are data-driven based method which collect the data from experimental trials (Pimenov et al., 2023). However, to make them more independent that experimental works, fast, accurate and economic simulation models need to be integrated with machine learning approach to accurately predict the process characteristics through a fusion framework (Zhao & Melkote, 2023).
Finite element simulation was also utilized for prediction of surface roughness alternation in machining chain. Amini et al. (2020) develop a FE simulation model to check the surface roughness modification in chain of milling and burnishing. They estimated the surface profile of milled samples with a sinusoidal graph and used it as initial boundary condition for simulation of process. Then, through their analysis, they found that the friction coefficient has a significant impact on final shape of surface roughness. Torres et al. (2022) also used FEM to simulate the surface roughness change in milling and sequential burnishing. They also conducted a milling test and provided estimated sinusoidal surface as a boundary condition to their numerical model. Results derived from their studies showed that by this approach, the surface roughness parameters, i.e., Sa and Sq decrease by applying burnishing as sequential process to milling. On the other hand, by increasing the burnishing force, the foresaid roughness parameters decrease.
Analytical modeling is another approach that is also utilized for modeling surface roughness topographies in milling or burnishing process. Different analytical-based algorithms have been developed for prediction of surface roughness and topography of milling-based operations. In a research paper published by Xu et al. (2020), the simulation of surface roughness in milling process based on analytical models can be classified into three categories. The first category is based on tool tip shape approximation that is usually used for prediction of ball-end milling process. The method simplifies the cutter as a sphere that has translational motion ignoring the effect of rotational kinematic of engaged cutting flutes (Chung et al., 1998; Imani & Elbestawi, 2001). Nevertheless, the method doesn’t give precise prediction, it is widely used in CAD/CAM software to simulate scallop height between the adjacent tool paths. The second method is based on analytical formulation of scallop height that incorporates the effect of milling cutter trajectory. Recently, Jing et al. (2022) and Wang et al. (2020) used this methodology for simulation of surface topography in micro milling process. Also, Lyu et al. (2023) and Song et al. (2022) from same research team uses the method for prediction of peripheral milling surface profile incorporating effect of tool runout and work hardening, respectively. The third method is the Z-map approach in which cloud of points are transformed from tool coordinate system to workpiece coordinate system keeping the geometry of the engagement through transformation matrixes which are based on the kinematic of the motion. As the method is flexible to incorporate the effect of tool runout, vibration effect and tool wear on surface topography model, it has been widely attracted by different researchers in simulation of milled surface topography. Xu et al. (2020) used the Z-map model to model the ball end CNC milling and incorporated the effect of dynamic feed rate. Chen and Wang (2019) used Z-map model to simulate surface topography in slot milling process incorporating the influence of tool radial run out and axial drift. Shujuan et al. (2019) used improved Z-map to model by applying servo rectangular encirclement and the angle summation method to quickly obtain the instantaneous swept points that belong to the part, and introduce Newton iterative method to calculate the height of swept points. They used it for simulation of surface topography of ball-end milling process and reported that the proposed algorithm outperforms the conventional Z-map approach from the time and accuracy views. Arizmendi and Jimenez (2019) used Z-map model to predict surface roughness of face milling process including the effect of insert shape and axial and radial runout. Gao et al. (2019) simulated the topography of milling surface by incorporating the effect of flank wear and cut-in impact using the Z-map approach.
Analytical models have been also utilized to simulate the surface roughness of the burnishing process. The research carried out in this line are categorized in three sets. The first set is prediction of roughness height, i.e., Rz through interaction of burnishing ball and surface asperities. In this line, Korzynski (2007) modeled the Rz of the burnished surface by simulation of deformation of a wedge compressed by burnishing ball. Li et al. (2012) correlated a force-roughness relationship through compressing of surface asperities as wedge using Boussinesq–Flamant solution. Heingman et al. (2015, 2016) meddled the Rz of the coated surface by applying the compressive force on the pyramids like surface. In the second set of research, the surface roughness profile and topographies were modeled by taking into account the superposition of deformation and trajectory motion of burnishing tool. In this line Zhang et al. (2020) firstly modeled the geometry of engagement of turning insert with conventional and wiper inserts and then generated the 2D surface profile by duplication of deformation region following trajectory of cutting tool. They altered the generated surface profile by flattening the surface peaks which are deformed by burnishing ball. Boughario et al. (2014) simulated the turned surface profile by modeling the engagement region between the cutting tool and surface of the sample including the effect of surface generation errors as result of tool vibration. Then, they simulated the surface profile of burnishing process considering the shape of indentation zone and kinematic of the motion of burnishing tool. Then they stated that the turning-burnishing surface profile will be the combination of two surface profiles by eliminating the points on turned surface which are above the burnishing marks. Teimouri et al. (2020) modeled the indentation profile of ultrasonic burnishing process and simulated the 3D surface generation by applying the kinematic of the motion of burnishing tool. The third set of research that has been recently used for prediction of burnishing surface profile is using the Z-map model. As the model just applied for burnishing process, there are few numbers of researches that use the approach for simulation of surface topography of burnished sample. Zhu et al. (2022) and Zheng et al. (2021) in same research team used Z-map approach for modeling the 3D surface topography of burnishing process in ultrasonic assisted burnishing process. Teimouri et al. (2022) used Z-map approach for modeling of surface roughness alternation of additively manufactured material produced by burnishing process and post-processed by burnishing.
According to the literature survey, the main roadblock in studying the surface roughness evolution in machining chain including roughing, finishing and super finishing processes is lack of prediction tool that makes process development challenging. Experimental methods are costly, and the obtained results cannot be extended for different materials. Prediction based on finite element simulation models are time demanding and needs simplifications when it comes to simulate the process chain. Moreover, the initial boundary condition should be provided by experiments. Based on foresaid drawbacks regarding experimental and finite element methods, analytical model validated by experimental observations provide means to effectively identify the underlying mechanism of surface generation and optimize the process in short period of the time. Nevertheless, the valuable analytical model has been developed to simulate roughness in turning-burnishing sequence, simulation of surface profile generated by milling and post-processed by burnishing has hardly been reported so far. Practically and theoretically, the face milling and multi-roller rotary burnishing processes have more complex kinematic and engagement mechanisms than the turning and ball burnishing operations. They also include more process factors than turning and ball burnishing that makes the development of predictive model more sophisticated. In addition, none of research considers surface springback to enhance the prediction accuracy of surface roughness. Therefore, the simulation of surface topography change in sequence of face milling followed by muti-roller rotary burnishing incorporating influence of process factors of two operations in an integrated algorithm merits an extensive study that has been hardly reported in the literatures. Hence, the current work aims to develop a model that can predict the surface roughness of milling and burnishing sequence by adjusting the parameters of two processes in a unified algorithm.
In the present work, an integrated framework based on transformation of cloud of points (Z-Map approach) is developed to simulate the surface roughness change in sequence of face-milling and multi-roller rotary burnishing processes. The model includes influence of milling parameters (spindle speed, feed rate, depth of cut and cutting insert geometries) as well as burnishing parameters (spindle speed, burnishing feed, burnishing force and pass number). It also includes elastic rebound of the surface after burnishing to enhance the prediction accuracy of surface roughness.
Simulation
Simulation of surface generation by Z-map model consists of identifying the position of arbitrary point(s) on cutting insert/burnishing roller and transformation of the from the insert to workpiece coordinate system. Accordingly, the clouds of the points in cutting insert and workpiece engagement region need to be transformed to tool coordinate system, to machine or spindle coordinate system and finally to workpiece coordinate system based on the relative motion of each coordinate system to each other. Then some measures need to be taken into account while implementation of the Z-map algorithm. The specifications of each step will be described as follows.
Identifying the position of an individual point in local coordinate system
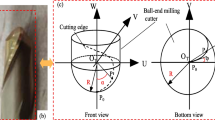
In the present study, the burnishing is a sequential process to finish face-milling where the engagement of cutting insert and surface occurs in the tool nose region. On the other hand, the engagement of burnishing roller and workpiece is like indentation of a flat cylinder in to the semi-infinite half space. Therefore, the shape of engagement region in both processes is part of circle as show in Fig. 1. Based on the defined geometry presented in the figure, the coordinate of an individual point P in engagement region can be obtained by following equation.
where r is the radius of cutting insert nose, or burnishing roller, and δ is the axial depth of cut in face milling or indentation depth in burnishing process. The value of milling axial depth of cut is one of input of the process; however, the burnishing indentation depth is calculated based on the mechanic of the process through establishing force–displacement relationship.

Schematic illustration of a face milling cutter with squared cutting insert, b multi-roller rotary burnishing tool, c tool/work engagement region with depth of cut/indentation of δ (cutting insert nose or brushing roller with radius of r)
Transformation from local to tool coordinate system
Once the coordinate of each individual point on engagement region is identified, it needs to be transformed from local coordinate system to tool coordinate system. The transformation as shown in Fig. 2 includes one rotation because of existing three cutters in face milling and four rollers in burnishing process which have angular distance (Фk) to each other. Also the transformation includes two translations in X and Z directions with magnitude of R that is radius of the face milling cutter or burnishing tool, and difference of depth of penetration and cutting insert nose/burnishing tool radius. Accordingly, the transformation matrix is generated as follows:
where nk is the number of cutting inserts or roller on milling cutter or burnishing tool, respectively; and Ф0 is the initial position of the cutting insert or burnishing roller. In the present study, the Nk for face milling process ins three and for burnishing process is four. Moreover, according to the Fig. 2, the value of Ф0 for face milling process can be set as 60°, while for burnishing process it is set − 90°.

Configurations of cutting inserts and burnishing rollers with respect to tool coordinate system used for construction of transformation matrix, a milling cutter, b burnishing tool
Transformation from tool to machine coordinate system
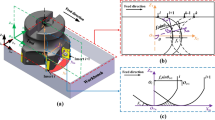
In milling process, the machine coordinate system is set to the machine spindle. Therefore, the transformation matrix from tool to machine coordinate system includes a rotation as result of twisting of spindle around its axis as shown in Fig. 3. Considering the spindle rotates in CCW direction, the transformation matrix for both milling and burnishing is defined as:
where t is the time factor and the N is the rotational speed of spindle in RPM and D is diameter of face milling cutter or burnishing tool.

Identifying different coordinate systems in milling kinematic and their relative position to each other, i.e., tool coordinate system marked by yellow, machine coordinate system marked by red and workpiece coordinate system marked by blue (Color figure online)
Transformation from machine to workpiece coordinate system
Based on the geometry of the problem and location of coordinate systems provided in Fig. 3, the transformation from machine coordinate system to workpiece coordinate system includes a transformation in x direction with the magnitude of Vf t. Accordingly, the transformation matrix will be:
where vf is the feed velocity in mm/s that is set on milling machine.
Once all the transformations are identified, the point P from local coordinate system can be transformed to workpiece coordinate system using multiplications of transformation matrices as follows.
Calculation of deformation depth and springback effect at different burnishing pass number
During burnishing process, the burnishing pressure or static force is an input factor that is applied on the surface of the sample to flatten the height of surface irregularities. To predict the change of surface roughness after burnishing, the amount of plastic deformation depth should be first identified through its correlation to burnishing force.
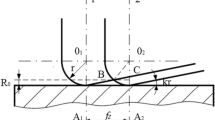
In the previous works carried out by Korzynski (Song et al., 2022) and Zhu et al. (Hiegemann et al., 2015), to calculate the plastic deformation depth in contact of rigid sphere and flat cylinder, an individual roughness of a machined samples (turned samples) was considered as a wedge undergoes static force on the tip of the surface as shown in Fig. 4. Based on their theory, the plastic deformation depth while the cylindrical material undergoes ball burnishing pressure can be obtained using following formulation:
where F is the ball burnishing force applied on wedge unit length, ET is the equivalent modulus of elasticity which depends to the elastic modulus and Poisson ration of burnishing tool and workpiece material. Also, Sm is the distance between two successive roughness, α is the half of apex angle of the wedge, σy is the yield stress of workpiece, h0 is the elastic penetration depth in contact of sphere and cylinder.

Schematic diagram showing contact of the burnishing roller with roughness profile at a first pass, b further pass numbers
However, the Eq. 6 is for processing of cylindrical sample subjected to ball burnishing process; since in the present study a flat sample is being processed by cylindrical roller burnishing process, the parameters which were included in the Eq. 6 need to be modified accordingly.
The equivalent modulus elasticity of contact Eeq depends to the elastic modulus E and Poisson ratio υ of burnishing tool and workpiece material is obtained by following equation where subscript 1 is for target material and subscript 2 is for tool.
Based on the geometry of the contact, the force that is applied on a wedge unit length can be obtained by following equation:
where Fn is the amount force induced to surface by each individual roller (total force divided to number of burnishing roller, i.e., (Fn = F/nk), l is the contact length in rolling direction that is obtained by Eq. 9, L is the roller radius, and Sm is the distance between two successive roughness profile that equals to feed per tooth.
where r is the roller radius and Rz is the maximum height of surface asperities as shown in Fig. 4.
Moreover, h0 is the elastic penetration depth that is obtained by Hertzian contact model as follows:
By substituting of Eqs. 7–10 to Eq. 6, the plastic deformation depth of each individual roughness is obtained as:
In Eq. 11, δ is the plastic deformation depth during loading process that causes reduction of roughness height from Rz0 to R′z1 (i.e., R′z1= Rz0-δ) as shown in Fig. 4a. However, the height of the surface roughness is a bit higher than the value of R′z1. Because of the springback effect, the height of the roughness reaches the value of Rz1 while the burnishing roller passes each individual asperity. To calculate the Rz1′ it is assumed that the unloading process is purely elastic and the longitudinal and transverse stresses, i.e., σx and σy, respectively, equal to zero. Following this assumption, in previous work carried out by author (Li et al., 2012), the value of springback in compression during burnishing has been calculated (Li et al., 2012). Accordingly, based on the current work’s bibliography, the Rz1′ i.e., (roughness height after applying springback effect) and residual burnishing depth can be calculated by following formula:
Accordingly,
The Eq. 11 is used for the first pass of burnishing as the initial roughness has shape of the wedges; however, as the burnishing process is usually carried out by multi-pass machining strategy, Eq. 11 is no longer valid for the calculation of plastic deformation depth at further passes since the shape of roughness is already changed after one pass of burnishing as shown in Fig. 4b. Accordingly, a new depth of penetration model should be established for further pass numbers. At further burnishing pass, the asperities are deformed like a simple compression. Therefore, assuming the material is elastic-work hardening, the stress strain relationship and corresponding deformation can be obtained using the following equations.
where σp is the plastic stress of an individual asperity during flattening effect, εp is the strain applied to each surface asperity during loading stage, and m is the strain hardening exponent of the material. Following the springback effect, formulized in Eqs. 12 and 13, the roughness height at second pass can be obtained using following equations:
Accordingly, for further pass number (np = 2, 3, 4), the general formulation is:
As a conclusion, for the first pass, the residual roughness height is obtained through Eqs. 11, 12 and 13, then by setting np = 2, the roughness height at further pass is obtained by Eq. 16.
Implementation of simulation algorithm
-
(a)
Initialization
The process inputs should be set at the beginning of the implementation of the algorithm. They are milling and burnishing spindle speeds N; number of milling cutter’s edges and burnishing rollers, milling and burnishing feed velocities; milling depth of cut, burnishing force, burnishing pass number and mechanical properties of the material such as modulus of elasticity, yield stress and strain hardening exponent.
-
(b)
Workpiece meshing
To discretize the workpiece, a square with length of feed per revolution f = Vf/N was selected for simulation. This area in x and y directions needs to be discretized with different element length of Δx and Δy as shown in Fig. 5. The size of Δx and Δy can be set optional based on the interaction between the required accuracy and simulation time. The smaller the value of Δx and Δy, the higher accuracy, but the longer simulation time and vice versa. In the present study, it has been decided to set Δx equals to f/100 and Δy = Δx. Accordingly, the workpiece surface is gridded to 100*100 elements where length of each element is 0.1 mm.
-
(c)
Time discretizing

Discretization of workpiece surface and corresponding dimensions Check if the tools are within the workpiece region
In discretization of the time, the time increment Δt is the obtained when the tool passes the distance of Δx with velocity of vf, i.e., Δt = Δx/vf. Also, the tmax is the time of passing length f with velocity of vf, i.e., tmax = 1/N.
-
(d)
Tool meshing
In discretization of the tool, there are two key factors that should be taken into consideration. The first one is to discretize the only part of the tool that is engaged with workpiece. As shown in Fig. 5b, only the nose part of milling cutter or burnishing roller were subjected to discretization. The second fact is that the projected length of each element of the tool must be smaller than or equal to the workpiece element. In such a way, only one transformed nodal point is located in workpiece grids. Based on these two conditions, the tool is discretized in depth of cut/ and corresponding angular direction as shown in Fig. 5b.
According to the figure, the engagement region of the tool and workpiece is discretized in two directions; one is in direction of axial depth of cut (δ = δ/n), and second is angular direction (ηj = η/m). The burnishing tool also needs to be discretized in same way. Accordingly:
Correspondingly, the angular grid dimensions can be:
By discretization of the tools (milling cutter inserts and burnishing rollers), the discretized region consists of clouds of points which depends to the partitioned angles and depth. Thus, Eqs. 1 and 2 will be modified by replacing the ηij instead of η. Hereafter, could of points are transformed from tool to workpiece following transformation matrices.
-
(e)
Accepting of transformed points
For all the transformed points in the time of t from the local coordinate system to workpiece coordinate system, it needs to be checked if they fall in predefined region. Accordingly, the transformed point (XP, YP) is compared with the Xmax and Ymax that equal to f, which are maximum length and width of meshed area of workpiece; and it is accepted it falls within the predefined region.
-
(f)
Checking coincidence
For each accepted point, it is checked if they are coincident with the existing points in workpiece meshed nodes. In order to do so, a criterion should be defined based on the distance of transformed point (blue point in Fig. 5c) with existing points of each elements (four surrounded black points in Fig. 5c). Accordingly, if the distance is less than the ε, the continence criterion is satisfied and the point is selected for next checking condition.
-
(g)
Checking the engagement
To check the engagement condition, the ZP value of transformed points is compared with the existing Z value of meshed workpiece at coincident points. If the ZP is less than the Z of workpiece meshing, then the engagement condition is satisfied and the Z value in workpiece meshing is replaced with the ZP.
-
(h)
Stop condition
The stop condition is when the time of each process reaches to tmax. At this time, the updated H(X,Y,Z) is the surface topography matrix and the arithmetic roughness value Ra in ZX direction can be obtained by following equation:
where m is the mean value (i.e., the same area above/below the mean line), Zi (x) describes the surface profile while n represents dimensionality of the mesh matrix and n is the length of mesh matrix in x direction (in this work it is 100).
In order to implement the algorithm based on the above mentioned procedure, a MATLAB programming code has been developed according to the flowchart demonstrating in Fig. 6. According to this flowchart, the surface roughness (Ra and Rz) and topography of milled samples are simulated using the algorithm in right side of the flowchart bounded in green outlined rectangle. The value of Rz of milled surface is set as input of burnishing process to calculate the residual depth of penetration, i.e., δr that takes into account the influence of springback under different pass numbers. The corresponding algorithm for calculation of δr as initial parameter of roughness simulation of burnishing process has been shown in top left side of the flowchart bounded by red outlined rectangle. In next step, same procedure like simulation of surface roughness in milling process is replicated for calculation of surface topography and roughness of burnishing process.

Flowchart of simulation of 3D surface topography generation of milling and its modification by burnishing
Experiments and measurements
Series of milling-burnishing tests were carried out to compare the experimental values of surface roughness by those derived from simulation model. Samples in the form of rectangular-based cubes with dimensions of 10 mm in thickness, 70 mm in length and 30 mm in width made of stainless steel 304 L have been prepared for conducting experiments. Table 1 presents the mechanical properties of work material which are necessary for simulation model. The finish-milling experiments with fixed processing factors were carried out by a face-milling cutter using three squared inserts with nose radius of rε = 0.8 mm and rake angle of κr = 15°. Then, the finish-milled samples were post-machined by burnishing process using a multi-roller rotary tool including four rollers with length of 10 mm and diameter of 4 mm. For further accuracy, the burnishing was carried out immediately after milling process under different processing conditions. All the experiments were carried out on universal milling machine with maximum power of 15 hp and spindle speed of 3000 rpm. Figure 7 demonstrates the experimental setup and corresponding tools.

a Experimental setup including force control unit and machine spindle, b Face milling cutter, c Burnishing tool
During the experiments, the burnishing force was controlled by a three-components force dynamometer model KISTLER 9257B. Clamping unit was designed and mounted on force dynamometer to secure the workpieces from any motion and vibration. During the burnishing process, the tool penetrated the workpiece and force variation is recorded; once the target value of force achieved, the penetration motion was stopped, and transverse motion began to process the sample of the surface.
After the experiment, the 3D surface topography and surface roughness values were measured using a surface roughness tester by TylorHobson. The surface topography was observed on 1 mm2 squared area and foresaid surface roughness indices were measured in cut-off length of 0.08 mm.
To validate the results, a number of 10 burnishing experiments under different process factors were carried out on finish-milled samples with setting of 800 RPM spindle speed 0.2 mm axial depth of cut of and 200 mm/min feed velocity. Then the milled samples were burnished under different values of burnishing force, spindle speed, burnishing feed rate and pass number. Table 2 specifies the experimental plan.
Results and discussion
Validation of the simulation model
To validate the accuracy of developed predictive algorithm, arithmetic surface roughness values Ra which were obtained by simulation model have been compared with experimental results. Figure 8 demonstrates measured and simulated values of roughness in the form of bar graphs. In the figure, for the data B2-B11 that is related to the surface roughness values after burnishing process, there are two series of simulation results which the red patterned ones are those the springback hasn’t been taken into consideration, and the green patterned ones are the simulated surface roughness values incorporating the effect of springback.

a Comparison of measured and predicted surface roughness values for milled, b Variation of prediction error
Figure 8 demonstrates the comparison between the measured and simulated values of arithmetic surface roughness and corresponding predictive error. It is seen that the error value for prediction of surface roughness after milling is about 11% and the error values varies between the 7.6 and 20% after burnishing process for the simulation algorithm neglecting the influence of surface springback. However, for the second simulation model which incorporated the effect of springback, the prediction error drastically decreases. From the provided data, it is seen that the error values vary within the range of 2–11%. The mean average error for prediction of milled roughness, burnished roughness excluding springback effect, and burnished roughness including springback effect are 11, 14 and 7%, respectively. In the first simulation approach neglecting the springback effect, it is seen that the developed predictive model underestimates the values of surface roughness in all the test sets. However, by applying the springnack effect in second simulation approach, the prediction accuracy enhances and deviation from the experimental values decreases. However, still in some causes there are underestimations of surface roughness and in some cases it is overestimated. The underestimation of surface roughness can be attributed to some ignored effects such as effect and flaking of surface as result of surface layer slipping that was not included in the simulation model.
Figures 9 and 10 illustrate comparison of 3D surface topographies derived from simulation algorithm and those measured by experiments for M1 and B6 samples, respectively.

Comparison of 2D and 3D surface profiles obtained from simulation and experiment for the milled sample a simulated 3D profile, b measured 3D profile

Comparison of 2D and 3D surface profiles obtained from simulation and experiment for the burnished sample B6 a simulated 3D profile, b measured 3D profile
According to the Fig. 9a, it is seen that the maximum height of asperities obtained from the simulation model is about 2.5 μm; while the value for measured results (as shown in Fig. 9b) is 2.7 where the corresponding color in colorbar is light red. It implies consistency between the measured and predicted values. Furthermore, the distribution of roughness in predefined area is similar that confirm the accuracy of simulation algorithm in prediction of surface roughness generated by milling process.
In addition, from the Fig. 10a, it is seen that the maximum predicted wedge height is 0.14 μm while from Fig. 10b, the maximum distance between the peak and valley based on the provided colorbar is 0.18 μm which varies between the light green and light red. The compatibility between the measured and predicted values of surface topography aspects confirm that the developed simulation model is accurate enough to be used for understanding the physical meaning of process factors on final surface roughness values.
Parmetric influence
Here, the effect of burnishing parameters, i.e., spindle speed, feed velocity, force and pass number on surface artithmetic roughness values are studied based on the results obtained by simulation model and experiments. Moreover, the possible reasons of differences between the experimental and simulated values will be discussed while analyzing the parametric influences.
Spindle speed and feed velocity
Figure 11a and b illustrate the effect of spindle speed and feed velocity on burnished surface roughness, respectively. According to the Fig. 11a, it is seen that by increase of spindle speed, the surface roughness in both of the simulation models and experimental observations remain unchanged. The similar trend is observed in Fig. 11b while analyzing the influence of feed velocity on surface roughness. In order to study the effect of these two factor, the parameter namely feed per roller should be taken into account. The parameter is defined by following equation and depends to the ratio of feed velocity (vf) to spindle speed (N) and number of roller (nr) in the burnishing tool.

Variation of surface roughnhess by a spindle speed, vf = 200 mm/min, np = 1, F = 600 N and, b feed velcoity, N = 800 RPM, np = 1, F = 600 N on surface roughness based on measured and simulated values
In order to analyze the generation of surface roughness in burnishing the interaction of the feed per roller and engagement geometry of the burnishing roller with the surface of the samples should be studied. When a straight cylinder engages with a fat surface, the shape of the engagement area in a 2D direction looks like rectangle. Therefore, the surface is generated following a straight line as shown in Fig. 12a. However, if the feed per roller is bigger than the length of the roller the surface is generated in a pattern as shown in Fig. 12b. However, the probability of second condition, i.e., fr > L is impossible in our study as the length of the roller is 10 mm and feed per roller is hardly reaches to 0.15 mm in a possible process condition. Figure 12c shows the influence of spindle speed and feed velocity on feed per roller. According to the figure it is seen that the maximum value of feed per roller that occurs at lowest spindle speed 500 RPM and biggest feed velocity 300 mm/min is 0.15 mm. However, the foresaid condition is rarely set during burnishing of steel based material as it causes formation of damages in burnishing tool. Therefore, as the length of the rollers are always bigger than the feed per roller, the dominant mechanism of surface generation is the first condition showing in Fig. 12a. Therefore, it can be inferred that the increase of spindle speed and feed velocity don’t have significant influence on surface roughness change in multi-roller rotary burnishing of flat surfaces. Similar results have been reported in the previous studies (Teimouri et al., 2022; Yuan et al., 2016).

Scehmatic diagram of surface roughness geneation as result of burnishing process a when the feed per roller is smaller than roller length fr < L, b when the feed per roller is bigger than roller length fr > L, c variation of feed per roller under different values of spindle speed and feed velcoity
Figures 13 and 14 demonstrate the trajectory of a point on rollers during burnishing process under different values of spindle speeds and feed velocities. As the feed per roller is too small, in the figures it has been shown with 100 times exaggeration. It is seen that even by this amount of exaggeration, the feed per roller hardly reaches to the size of burnishing roller or length of the rectangle in engaged geometry. Thereof, the surface roughness in all the combinations of spindle speed and feed rates remain like straight line implying these two parameters don’t have significant effect on surface roughness.

Trajectory of a point on each roller during rotation and linear motion of the burnishing tool at different spindle speeds and constant feed velocity of 200 mm/min a 500 RPM, b 800 RPM, c 1000 RPM

Trajectory of a point on each roller during rotation and linear motion of the burnishing tool at different feed velocities and constant spindle speed and of 800 RPM a 100 mm/min, b 200 mm/min, c 300 mm/min
Regarding the shift between the measured and predicted values of surface roughness it can be said that one possible reason is surface springback which was neglected in first approach and by including the effect, the accuracy was significantly improved. On the other hand, other neglected effects such as friction between the work surface and roller, as well as flaking effect of the surface that cause the model underestimates the value of surface roughness.
Force and pass number
Figure 15a and b represents the influence of burnishing force and pass number on surface roughness of the samples B7-B10. According to the results presented in Fig. 15a, it is seen that the by increasing the burnishing force at constant pass number, the surface roughness significantly decreases. The reason is because of more flattening of the surface asperities as result of further burnishing force that results in reducing the distance between the surface peaks and valleys and leads to reduction of surface roughness. This trend can be seen in both of simulation models and experiment. Furthermore, from the Fig. 15b, it is seen that the surface roughness under constant values of burnishing force decreases by increasing the pass number. The physical meaning behind those effect is attributed to more flattening of surface asperities as result of further burnishing pass. However, from both of the simulation model and experiment, it is seen that by increasing the pass number the reduction of surface roughness compared to previous pass is reduced. This behavior can be attributed to work hardening effect of the surface asperities after each pass number. Moreover, by increasing the pass number, considering the sapge of the truncated wedges at further pass numbers and under same applied force, the area of deformation gets wider and leads to reduction of the stress and subsequent deformation. Owing to these two facts, the lowering of surface roughness at further passes is reduced.

Variation of surface roughnhess by a applied force, N = 800 RPM, vf = 200 mm/min, np = 1, and b pass number, N = 800 RPM, vf = 200 mm/min, F = 600 N on surface roughness based on measured and simulated values
Identifying interaction effects of influential parameters
Based on the obtained results, the least effective parameters on the burnished surface roughness are spindle speed and feed velocity. Thus, in order to decrease the time of process, these parameters can be set at their maximum values. However, it was found that the most important parameter with great influence on surface roughness of burnished samples are applied force and pass number. By identifying the interaction effect of these two parameters the burnishing process can be optimized. However, to select a range for these two parameters, the initial surface roughness (i.e., roughness of milled sample) should be also taken into consideration. Therefore, in this part interaction effect of pass number and applied force for different initial surface condition, i.e., finish milled sample and rough milled sample is analyzed. For finish milled sample the spindle speed and feed velocity were set on 800 RPM and 200 mm/min, respectively; where for rough milled sample, the parameters were set to 1000 RPM and 400 mm/min. The aforementioned samples were the subjected to burnishing under different processing factors.
Figure 16 demonstrates interaction effect of pass number and burnishing applied force on surface roughness of the milled samples. According to Fig. 16a, it is seen that for the finish-milled sample, when the applied burnishing force is 400 N, the roughness reduction only occurs at first pass and at further pass because of work hardening effect of the material, no more reduction at the surface roughness value is observed. When the force reaches to 600 N, it is seen that significant reduction of surface roughness occurs by each pass. Even though, as result of work hardening of the material, the reduction of surface roughness in each pass is decreased, at third burnishing pass the surface roughness reaches blow 0.1 μm and nanoscaled surface finish is achieved. On the other hand, when the burnishing force is 800 N, at first burnishing pass, the surface roughness reaches less than 0.1 μm; afterward, the effect of pass number on surface roughness reduction is saturated.

Interaction effect of applied burnishing force and pass number on surface roughness of a finished milled sample, b rough milled sample
In addition, Fig. 16b depicts interaction effects of pass number and burnishing force on surface roughness change while processing of rough-milled sample. According to the figures it is seen that up to 1000 N burnishing force and 10 pass numbers, the surface roughness hardly drops to a significant value. At the foresaid value of burnishing force and pass number, the percentage of reduction of surface roughness is around 50%. However, when the applied force goes further than 1000 N, because of providing enough compressive pressure, the work hardening effect of material is defeated and surface roughness smoothening occurs. The obtained results showed that at applied forces of 1100 N, 1150 N and 1200 N, the required burnishing pass to obtain nanoscaled surface finish (i.e., surface roughness less than 0.1 μm) are 10, 8 and 7, respectively.
The outcome of the present study can be compared with several researches which attempt to simulate the surface roughness change in machining chain commencing by turning and milling and sequenced by burnishing process. The comparison can be made based on prediction accuracy, included parameters and simulation time and independency from conducting experiment. In comparison of present work by the research carried out by Korzynski (2007) and Li et al. (2012), both of them used theoretical model for calculating the surface roughness, however, in their work, the initial surface roughness data was provided by experiments; also, only the effect of burnishing force were taken into study. However, in the present paper effect of several burnishing parameters (i.e., spindle speed, feed velocity, pass number and force) have been taken into account. Moreover, the accuracy of present work in modeling of surface roughness is further than them because of including the effect of surface springback.
Comparison of the results with other literatures
In the work carried out by Zhang et al. (2020) an analytical model was developed for prediction the surface roughness alternation in sequence of turning and burnishing, however, only influence of turning parameters such as tool insert and feed rate were studied and effect of burnishing factors such as feed rate and pass number were neglected. Moreover, the accuracy of the present model is further than their work. Similarly, in the work carried out by Boughario et al. (2014), the surface roughness model in turning and burnishing sequence have been developed. The effect of turning parameters such as feed, depth of cut and cutting insert shape and burnishing parameters viz. depth of penetration and burnishing feed were included in the model. however, their model was only based on the geometry of contact and mechanical aspects were not taken into studies; hence, they neglect the effect of surface elastic rebound that leads to deviation of experimental and prediction results.
Amini et al. (2020) and Torres et al. (2022), used simulation of roughness change in sequence of milling and burnishing. However, their simulation was based on finite element analysis that is significantly time demanding. Moreover, the initial condition of the surface as an input of burnishing was provided by experimental approach. Zhu et al. (2022) and Zheng et al. (2021) used analytical model based on Z-map approach to simulate surface roughness change in prediction of surface roughness change in sequence of turning and ultrasonic burnishing. Nevertheless, they achieved desired prediction accuracy, but by neglecting the effect of surface springback, the amount of prediction error was still significant compared to present study. Moreover, their model only included the effect of burnishing parameters and lack to provide initial surface condition.
In the previous work published by author (Teimouri et al., 2023), an integrated model for prediction of surface roughness alternation in milling-burnishing sequence was in different kinematic (i.e., peripheral milling and sequential ball burnishing was developed). Nevertheless, the accuracy was in acceptable range, by because of neglecting the effect of springback, in some cases the prediction accuracy was above 30% while in the present work by including that effect, the maximum prediction error was 14%. On the other hand, the effect of pass number was missed in the foresaid work. Table 3 has been provided to comprehensively summarize the outperformance of present simulation study with other works following aspects of accuracy, initial condition, independency of experiment, included parameters and implementation time. In this table, the cell related to outperformance of present work with previous literatures has been filled by bright green.
Conclusions
In the present work, an analytical framework has been developed to predict the evolution of surface roughness that is generated by face milling process and further altered by multi-roller rotary burnishing process. Here, the surface is generated by transformation of clouds of points which are in tool-workpiece engagement region to workpiece coordinate system. Thanks to this approach, effect of main parameters of both processes were included in the simulation algorithm. Moreover, a mechanical model of surface strain hardening and springback was developed and included in the model to enhance the prediction accuracy. The obtained results can be summarized as follows:
-
By applying the springback effect, the mean prediction error enhances from 16 to 8% in modeling of surface roughness values of milling-burnishing chain.
-
It was found that the burnishing feed velocity and spindle speed doesn’t have significant effect on final surface roughness. Therefore, they can be set as high as possible to decrease the process time. However, initial surface condition, burnishing force and pass number have main impact on surface roughness.
-
Results showed if the burnishing force is not sufficient, it is impossible to enhance the surface roughness by increasing the pass number because of influence of work hardening of material and surface elastic rebound.
-
In order to achieve nanoscaled surface finish by burnishing on rough-milled sample, high amount of applied force (more than 1000 N) as well as enormous pass number (more than 7) is required where it is detrimental for burnishing tool and increases the machining time. However, for finish-milled sample nanoscaled surface finish can be obtained by applying 600 N at third pass and 800 N at first pass. Therefore, to design a chain considering the desired surface roughness subjected to matching time and health of the tool, sequence of rough-milling, finish-milling and burnishing is suggested.
Data availability
Data will be available upon reasonable request.
References
Amini, C., Jerez-Mesa, R., Travieso-Rodriguez, J. A., Llumà, J., & Estevez-Urra, A. (2020). Finite element analysis of ball burnishing on ball-end milled surfaces considering their original topology and residual stress. Metals, 10(5), 638.
Arizmendi, M., & Jiménez, A. (2019). Modelling and analysis of surface topography generated in face milling operations. International Journal of Mechanical Sciences, 163, 105061.
Bachtiak-Radka, E., Dudzińska, S., Grochała, D., Berczyński, S., & Olszak, W. (2017). The influence of CNC milling and ball burnishing on shaping complex 3D surfaces. Surface Topography: Metrology and Properties, 5(1), 015001.
Bougharriou, A., Bouzid, W., & Sai, K. (2014). Analytical modeling of surface profile in turning and burnishing. The International Journal of Advanced Manufacturing Technology, 75(1–4), 547–558.
Chen, H. Q., & Wang, Q. H. (2019). Modelling and simulation of surface topography machined by peripheral milling considering tool radial runout and axial drift. Proceedings of the Institution of Mechanical Engineers, Part b: Journal of Engineering Manufacture, 233(12), 2227–2240.
Chung, Y. C., Park, J. W., Shin, H., & Choi, B. K. (1998). Modeling the surface swept by a generalized cutter for NC verification. Computer-Aided Design, 30(8), 587–594.
Gao, H., Yue, C., Liu, X., & Nan, Y. (2019). Simulation of surface topography considering cut-in impact and tool flank wear. Applied Sciences, 9(4), 732.
Grzesik, W., & Żak, K. (2014). Characterization of surface integrity produced by sequential dry hard turning and ball burnishing operations. Journal of Manufacturing Science and Engineering. https://doi.org/10.1115/1.4026936
Han, K., Tan, L., Yao, C., Zhang, D., & Zhou, Z. (2022). Studies on the surface characteristics of Ti60 alloy induced by turning combined with ball burnishing. Journal of Manufacturing Processes, 76, 349–364.
Hiegemann, L., Weddeling, C., Khalifa, N. B., & Tekkaya, A. E. (2015). Prediction of roughness after ball burnishing of thermally coated surfaces. Journal of Materials Processing Technology, 217, 193–201.
Hiegemann, L., Weddeling, C., & Tekkaya, A. E. (2016). Analytical contact pressure model for predicting roughness of ball burnished surfaces. Journal of Materials Processing Technology, 232, 63–77.
Hua, Y., Liu, Z., Wang, B., & Hou, X. (2019). Surface modification through combination of finish turning with low plasticity burnishing and its effect on fatigue performance for Inconel 718. Surface and Coatings Technology, 375, 508–517.
Imani, B. M., & Elbestawi, M. A. (2001). Geometric simulation of ball-end milling operations. Journal of Manufacturing Science and Engineering, 123(2), 177–184.
Jauhari, K., Rahman, A. Z., Al Huda, M., Widodo, A., & Prahasto, T. (2023). Building digital-twin virtual machining for milling chatter detection based on VMD, synchro-squeeze wavelet, and pre-trained network CNNs with vibration signals. Journal of Intelligent Manufacturing. https://doi.org/10.1007/s10845-023-02195-0
Jing, X., Song, B., Xu, J., & Zhang, D. (2022). Mathematical modeling and experimental verification of surface roughness in micro-end-milling. The International Journal of Advanced Manufacturing Technology, 120(11–12), 7627–7637.
Kalisz, J., Żak, K., Wojciechowski, S., Gupta, M. K., & Krolczyk, G. M. (2021). Technological and tribological aspects of milling-burnishing process of complex surfaces. Tribology International, 155, 106770.
Korzynski, M. (2007). Modeling and experimental validation of the force–surface roughness relation for smoothing burnishing with a spherical tool. International Journal of Machine Tools and Manufacture, 47(12–13), 1956–1964.
Li, F. L., Xia, W., Zhou, Z. Y., Zhao, J., & Tang, Z. Q. (2012). Analytical prediction and experimental verification of surface roughness during the burnishing process. International Journal of Machine Tools and Manufacture, 62, 67–75.
Lyu, W., Liu, Z., Song, Q., Ren, X., Wang, B., & Cai, Y. (2023). Modelling and prediction of surface topography on machined slot side wall with single-pass end milling. The International Journal of Advanced Manufacturing Technology, 124(3–4), 1095–1113.
Mezlini, S., Mzali, S., Sghaier, S., Braham, C., & Kapsa, P. (2014). Effect of a combined machining/burnishing tool on the roughness and mechanical properties. Lubrication Science, 26(3), 175–187.
Pimenov, D. Y., Bustillo, A., Wojciechowski, S., Sharma, V. S., Gupta, M. K., & Kuntoğlu, M. (2023). Artificial intelligence systems for tool condition monitoring in machining: analysis and critical review. Journal of Intelligent Manufacturing, 34(5), 2079–2121.
Raaj, R. K., Anirudh, P. V., Karunakaran, C., Kannan, C., Jahagirdar, A., Joshi, S., & Balan, A. S. S. (2020). Exploring grinding and burnishing as surface post-treatment options for electron beam additive manufactured alloy 718. Surface and Coatings Technology, 397, 126063.
Sequera, A., Fu, C. H., Guo, Y. B., & Wei, X. T. (2014). Surface integrity of inconel 718 by ball burnishing. Journal of Materials Engineering and Performance, 23, 3347–3353.
Shujuan, L., Dong, Y., Li, Y., Li, P., Yang, Z., & Landers, R. G. (2019). Geometrical simulation and analysis of ball-end milling surface topography. The International Journal of Advanced Manufacturing Technology, 102, 1885–1900.
Song, W., Liu, Z., Yao, G., Khan, A. M., & Cai, Y. (2022). Effect of workpiece work hardening on machined surface topography generated in two-step milling process. Journal of Manufacturing Processes, 77, 348–360.
Teimouri, R., Grabowski, M., Kowalczyk, M., & Skoczypiec, S. (2023). Simulation of surface roughness alternation in milling-burnishing sequence. Measurement, 218, 113160.
Teimouri, R., Liu, Z., & Wang, B. (2020). Analytical modeling of surface generation in ultrasonic ball burnishing including effects of indentation pile-up/sink-in and chipping fracture. Archives of Civil and Mechanical Engineering, 20, 1–26.
Teimouri, R., Sohrabpoor, H., Grabowski, M., Wyszyński, D., Skoczypiec, S., & Raghavendra, R. (2022). Simulation of surface roughness evolution of additively manufactured material fabricated by laser powder bed fusion and post-processed by burnishing. Journal of Manufacturing Processes, 84, 10–27.
Torres, A., Amini, C., Cuadrado, N., Travieso-Rodriguez, J. A., Llumà, J., & Vilaseca, M. (2022). Experimental validation of ball burnishing numerical simulation on ball-end milled martensitic stainless-steel considering friction and the initial surface topography. Journal of Materials Research and Technology. https://doi.org/10.1016/j.jmrt.2022.12.100
Wang, T., Wu, X., Zhang, G., Xu, B., Chen, Y., & Ruan, S. (2020). Theoretical study on the effects of the axial and radial runout and tool corner radius on surface roughness in slot micromilling process. The International Journal of Advanced Manufacturing Technology, 108, 1931–1944.
Xie, S., He, Z., Loh, Y. M., Yang, Y., Liu, K., Liu, C., Cheung, C. F., Yu, N., & Wang, C. (2023). A novel interpretable predictive model based on ensemble learning and differential evolution algorithm for surface roughness prediction in abrasive water jet polishing. Journal of Intelligent Manufacturing. https://doi.org/10.1007/s10845-023-02175-4
Xu, J., Xu, L., Geng, Z., Sun, Y., & Tang, K. (2020). 3D surface topography simulation and experiments for ball-end NC milling considering dynamic feedrate. CIRP Journal of Manufacturing Science and Technology, 31, 210–223.
Xu, L., Huang, C., Li, C., Wang, J., Liu, H., & Wang, X. (2021). Estimation of tool wear and optimization of cutting parameters based on novel ANFIS-PSO method toward intelligent machining. Journal of Intelligent Manufacturing, 32, 77–90.
Yuan, X. L., Sun, Y. W., Gao, L. S., & Jiang, S. L. (2016). Effect of roller burnishing process parameters on the surface roughness and microhardness for TA2 alloy. The International Journal of Advanced Manufacturing Technology, 85, 1373–1383.
Zhang, P., Du, J., Zhang, H., Su, G., Shen, X., Huang, W., & Liu, Z. (2020). Effect of turning-induced initial roughness level on surface roughness and residual stress improvements in subsequent burnishing. Archives of Civil and Mechanical Engineering, 20, 1–13.
Zhang, P., & Liu, Z. (2015). Effect of sequential turning and burnishing on the surface integrity of Cr–Ni-based stainless steel formed by laser cladding process. Surface and Coatings Technology, 276, 327–335.
Zhao, C., & Melkote, S. N. (2023). Learning the manufacturing capabilities of machining and finishing processes using a deep neural network model. Journal of Intelligent Manufacturing. https://doi.org/10.1007/s10845-023-02134-z
Zheng, J., Zhu, L., Guo, Y., & Liu, H. (2021). Modeling, simulation, and prediction of surface topography in two-dimensional ultrasonic rolling 7075 Al-alloy. The International Journal of Advanced Manufacturing Technology, 113, 309–320.
Zhu, L., Zheng, J., Guo, Y., Deng, H., & Shang, Y. (2022). Surface topography in two-dimensional ultrasonic rolling 2024–T3 Al-alloy. Journal of Manufacturing Processes, 76, 588–597.
Funding
The work was supported by grant awarded by Polish National Agency of Academic Exchange (NAWA).
Author information
Authors and Affiliations
Contributions
RT: Conceptualization, programming, analyzing the results, data curation, writing original drafts and revision. SS: Providing experimental facilities.
Corresponding author
Ethics declarations
Competing interest
It is declared there is not any conflict of interest in any stage and aspect of preparing article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Teimouri, R., Skoczypiec, S. Predictive modeling of roughness change in multistep machining. J Intell Manuf (2023). https://doi.org/10.1007/s10845-023-02224-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10845-023-02224-y