
Abstract
Archaeologists have explored a wide range of topics regarding archaeological stone tools and their connection to past human lifeways through experimentation. Controlled experimentation systematically quantifies the empirical relationships among different flaking variables under a controlled and reproducible setting. This approach offers a platform to generate and test hypotheses about the technological decisions of past knappers from the perspective of basic flaking mechanics. Over the past decade, Harold Dibble and colleagues conducted a set of controlled flaking experiments to better understand flake variability using mechanical flaking apparatuses and standardized cores. Results of their studies underscore the dominant impact of exterior platform angle and platform depth on flake size and shape and have led to the synthesis of a flake formation model, namely the EPA-PD model. However, the results also illustrate the complexity of the flake formation process through the influence of other parameters such as core surface morphology and force application. Here we review the work of Dibble and colleagues on controlled flaking experiments by summarizing their findings to date. Our goal is to synthesize what was learned about flake variability from these controlled experiments to better understand the flake formation process. With this paper, we are including all of the data produced by these prior experiments and an explanation of the data in the Supplementary Information.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
From the 1980s until his death in 2018, Harold Dibble built and ran an experimental lab in his department at the University of Pennsylvania designed to better understand stone tool production through controlled experimentation. This effort resulted in the construction of two flaking apparatuses, nicknamed Igor and Super Igor, that represented a culmination of his experimental interests dating back to his dissertation work in the 1970s when he built a drop tower apparatus to generate insights that he then applied to the Tabun lithic assemblages housed at the University of Arizona (Dibble, 1981). He maintained interest in the approach over the subsequent years, eventually partnering with his graduate student Andy Pelcin to restart the drop tower experiments in the 1990s (Dibble & Pelcin, 1995; Pelcin, 1996, 1997a, b). Dibble was assured that controlled experimentation, where individual variables could be isolated and systematically manipulated, was superior to the more common replication experiments that characterize lithic studies. The renewed drop tower experiments with Pelcin also convinced Dibble of the need to upgrade the experimental design, and this led to a difficult but ultimately successful effort to obtain National Science Foundation funding (BCS-0649673 and BCS-1153192) to build a new lab. This upgrade was largely motivated by an experimental desire to test more variables than the drop tower setup allowed and to produce flakes that more closely resemble the archaeological record (Rezek et al., 2016). This latter point meant that the new design could perhaps convince more archaeologists of the validity of the approach and of the results for understanding the decisions and actions of past flintknappers. For Dibble, the validity of the empirical models derived from the previous drop tower experiments for the archaeological record was never in doubt; in fact, the scraper reduction model for which his early career is best known was a direct result of this work. However, he also well understood that the burin spall-like flakes produced in those early experiments from plate glass inhibited a greater appreciation of the underlying, general process of flake production they were revealing.
The Dibble and colleagues experiments (hereafter called the Dibble experiments) produced a series of papers examining many aspects of flake production (Dibble & Rezek, 2009; Dogandžić et al., 2020; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). However, while there is continuity in these papers, a coherent flaking model did not emerge, making it difficult to take stock of where this line of research currently stands. At the time of his passing, it was Dibble’s intention to produce a paper pulling together and summarizing the results to date, and here we do our best to fulfill his wish in his absence. In addition to integrating his papers, we also discuss some of the limitations of the experimental design and highlight areas and approaches that could be constructively explored in subsequent experiments. With this summary, we also include a complete database coming from these experiments (see the Supplementary Information for field descriptions).
A Brief Review of the History of Experimentation in Lithic Studies
Because the physical properties of stone and the ways in which they fracture are uniformitarian and invariant across time and space, we can assume that processes associated with stone fracture observed today also operated in the past (Eren et al., 2016; Lin et al., 2018). Based on this premise, archaeologists verify hypotheses and develop inferences about past lithic technology by replicating the forms of stone artifacts observed in the archaeological record.
Systematic documentation of the experimental approach in lithic research appeared as early as the late nineteenth century. These early efforts mainly focused on reproducing “primitive” tools with “primitive methods” and were not considered a major component in archaeological research (Johnson et al., 1978). From the 1960s onwards, the flintknapping work of Bordes, Crabtree, Tixier, and others began to draw more attention to the use of replicative flintknapping to investigate past knapping procedures (Bordes, 1969; Crabtree, 1970; Frison, 1979; Shea et al., 2001; Sheets & Muto, 1972). Lithic experiments flourished in the following decades as researchers increasingly used flintknapping as an experimental means to examine different questions concerning stone tool production, including the effect of different percussion techniques, reduction sequences, and raw material types (Dogandžić et al., 2020; Eren & Lycett, 2012; Eren et al., 2011a, b; Magnani et al., 2014; Moore & Perston, 2016; Tabarev, 1997). Today, experiment is arguably a core aspect of stone tool research that is routinely employed to examine a wide variety of issues surrounding the technological and functional nature of past stone tools (Eren et al., 2016; Lin et al., 2013, 2018; Marreiros et al., 2020a, b; Režek et al., 2018), as well as broader socio-cultural, biomechanical, and cognitive domains associated with lithic technology (Moore & Perston, 2016; Pargeter et al., 2019; Stout et al., 2015).
Philosophy Behind Experimentation in Lithic Studies
The inferential power of lithic experiments for explaining past hominin behavior depends on the validity of the experimental design. The inferential validity of an experiment has been discussed in the form of “internal” and “external” validity (Eren et al., 2016; Lin et al., 2018). Internal validity refers to the quality of the causal relationships between the independent variables and the experimental outcome within an experimental framework (Eren et al., 2016; Lin et al., 2018). External validity refers to the ability to apply the experimental conclusions to settings beyond the condition in which the experiment was conducted (Lin et al., 2018). The inferential validity of an experiment is governed by hypothesis construction and variable control (Lin et al., 2018). Like in any other science, experimentation in archaeology should be guided with clear and testable hypotheses (Eren et al., 2016). A good hypothesis should finely balance the relationship between its underlying uniformitarian assumptions and how these assumptions are treated to avoid being non-testable or un-falsifiable (Lin et al., 2018). Once a hypothesis is formulated, it is realized through a concrete experimental design that allows control over independent variables relevant for testing the hypothesis. This is to avoid possible confounding factors that may complicate the interaction between these independent variables, thus ensuring the internal validity of an experiment (Lin et al., 2018).
With these concepts of validity in mind, we can categorize lithic experiments into two groups: replicative and controlled. Lithic experimentation has traditionally centered around replication. Specifically, in replicative experiments, human knappers use what is believed to be the actual methods and materials to replicate forms of stone artifacts discovered in the archaeological record (Flenniken, 1978; Franklin & Simek, 2008; Johnson et al., 1978; Scerri et al., 2016). This type of lithic experimentation allows researchers to look beyond the form of the artifacts and explore the dynamic ways past people made and used different forms of stone tools under settings that highly resemble the past knapping conditions (Johnson et al., 1978). Replicative lithic experiments allow archaeologists to explore a wide range of topics in lithic studies under a highly realistic knapping framework, including manufacturing techniques (Boëda, 1982; Bordes, 1969; Callahan, 1979, 1985; Clark, 1982, 2012; Crabtree, 1966, 1968, 1970; Hayden & Hutchings, 1989; Pelegrin, 2012), function (Iovita et al., 2014; Schoville et al., 2016; Shea et al., 2001; Shea et al., 2002; Sisk & Shea, 2009; Tringham et al., 1974; Villa et al., 2009), morphological characteristics (Boldurian & Hoffman, 2009; Bradbury & Carr, 1995; Bradley & Sampson, 1986; Buchanan et al., 2016; Dibble et al., 2005; Eren & Bradley, 2009; Karavanić & Šokec, 2003), curation, and use life (Andrefsky, 2006; Clarkson & Hiscock, 2011; Eren et al., 2008; Shott, 2020; Shott & Sillitoe, 2005; Shott et al., 2000) of stone tools, as well as the cognitive and technological capabilities of the prehistoric knappers (Bril et al., 2010; Eren et al., 2011a, b; Harlacker, 2003; Nonaka et al., 2010; Pelegrin, 1993; Rein et al., 2013; Rugg & Mullane, 2001; Stout et al., 2014; Toth & Schick, 2019). Moreover, replicative experiments offer a broader context for investigating changes in flake attributes at each stage of the knapping process (Bradbury & Carr, 1999; Braun et al., 2008b; Marwick, 2008). Today, replicative experimentation plays a central role in the technological approach of lithic artifact analysis (Bordes, 1953, 1969, 1971; Brenet et al., 2009; Callahan, 1979, 1985; Crabtree, 1970; Frison, 1979; Geneste, 1985, 1988; Pelegrin, 1990; Roussel et al., 2009; Shea et al., 2001), with a particular focus on reconstructing the sequences and techniques of past stone tool production.
However, a major issue surrounding replicative experimentation is its heavy reliance on the subjective observation and experience of the modern knapper. Knapping is a skill that involves the coordination of multiple bodily movements (Bril et al., 2012; Geribàs et al., 2010; Rein et al., 2013; Vernooij et al., 2012). Yet, mastering the knapping process with the ability to consistently produce a desirable flaking outcome does not necessarily imply that the knapper is fully aware of the variables at work and their respective effects (Dibble & Rezek, 2009). In fact, while experienced knappers can often predict the flaking result of different knapping actions with a relatively high degree of accuracy (Bril et al., 2010; Nonaka et al., 2010), it is still extremely difficult to isolate and quantify the exact effect of a particular variable during the flaking process (Dibble & Rezek, 2009). Moreover, when a knapper makes changes to one flaking variable, other factors may change at the same time. For example, a knapper may unconsciously adjust their hammer striking angle and position when switching between soft and hard hammers, thus causing the influence of these various parameters to be systematically confounded in the experimental outcome (Lin et al., 2018). As a result, it can be difficult to determine the exact effect of any single one of the confounded variables on the experimental outcome. In addition, because of confounded factors, it is challenging for replicative experiments to reproduce exactly the flaking process used in separate knapping instances. Even when carried out by the same knapper, aspects of the experimental knapping process are bound to differ in varying degrees, including core morphology, body posture, hand grip, hammer striking angle and location, and percussion force. The inability to reproduce the result of individual flintknapping experiments means that experimental observations cannot be easily verified, an issue that inevitably reduces the internal validity of the experimental outcome. To improve the level of variable control and isolation in replicative experimentation, recent studies have argued that a greater amount of attention needs to be paid to the design of replicative experiments, particularly as a tool for hypothesis testing and model building (Eren et al., 2016; Lin et al., 2018).
In contrast to replicative flintknapping, a number of studies in the 1970s and ‘80 s began to employ mechanical flaking apparatuses to investigate the underlying mechanics of flake formation under a more controlled experimental setting (Bonnichsen, 1977; Cotterell & Kamminga, 1987, 1992; Cotterell et al., 1985; Faulkner, 1972, 1973; Speth, 1974, 1975, 1981). The primary focus of the controlled experimental approach is on isolating the impact of different knapping parameters on flake attributes through variable control. By maintaining all of the relevant test variables in an experiment while varying only the one in question, a controlled experimental setting can best guarantee the internal validity of its outcome. This means that researchers can have greater confidence in the causal relationships between the tested variables (i.e., independent variables) and the flaking outcome examined within the scope of an experiment (Eren et al., 2016; Lin et al., 2018).
The early controlled experiments focused on testing ideas drawn from fracture mechanics (Cotterell & Kamminga, 1992; Cotterell et al., 1985; Speth, 1972, 1974, 1975, 1981). While they provided some in-depth discussions on flake initiation, formation, and termination, the results of these studies did not gain much traction in mainstream lithic research because it was difficult to apply them to the interpretation of archaeological assemblages. This lack of traction stemmed in part from the fact that variables examined in these fracture mechanics-based experiments were difficult, if not impossible, to measure on lithic artifacts (e.g., mechanical properties and size of the hammerstone, contact time of the hammer strike). Starting from the work of Dibble and Whittaker (1981), Dibble and colleagues made an explicit shift away from fracture mechanics to investigate instead variables under the direct control of knappers (e.g. platform configurations) (Dibble & Pelcin, 1995; Dibble & Rezek, 2009; Dogandžić et al., 2020; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). These knapper-based controlled experiments are guided by knappers’ observations of what they think matters in flake production. By directly testing variables that knappers can manipulate, this approach arguably touches more directly on stone knapping as a technological process than experiments that focus explicitly on how fracture mechanics work. Moreover, this focus on knapper control also meant that Dibble’s experiments were largely driven by the attributes he observed in the archaeological lithics that he primarily studied in his field research, namely Middle Paleolithic and Middle Stone Age flakes from Europe, southwest Asia, and northern Africa. At the same time, though he built experiments around what knappers thought was important, it is worth noting that Dibble himself was quite skeptical of the validity of some apparent truisms derived from modern knapper experience. He questioned, for instance, the relative importance that knappers typically place on core surface morphology and on hammer type to determine flaking outcomes. Thus, an implicit goal of the Dibble experiments was to systematically test what could be described as modern knapper “folk wisdom”.
The effort to exert experimental control necessarily requires breaking down the stone knapping process into individual parameters that can then be controlled and manipulated during the experimental process. Controlled flaking experiments often feature a highly artificial setup, such as the drop tower, and flaking products that can have limited resemblance to actual archaeological flakes (Rezek et al., 2016). This lack of “realism” is one of the main critiques that have been leveled against a controlled experimental approach, leading to questions about the external validity of the study outcomes (i.e., the degree to which the experimental findings can be applied to real-world settings). As an effort to address this realism critique, Dibble and colleagues developed a new experimental design to increase the external validity of the experiments by adopting a more realistic core design and hammer delivery process (Dibble & Rezek, 2009; Dogandžić et al., 2020). We will discuss these changes made in the new experimental design in detail in the next section. In addition, it has been argued that the ability to generalize experimental findings to archaeological settings does not necessarily depend on the realism of the experimental design but rather on the ability to confidently determine the causal effects of fundamental parameters (i.e., high in internal validity) (Lin et al., 2018; Magnani et al., 2014). From this perspective, if we can confidently establish the cause-and-effect of key knapping variables such as platform shape and hammer hardness on flake attributes, we should expect the same cause-and-effect from these key variables to operate in lithic fracture irrespective of where, when, or how these flakes were made (Magnani et al., 2014).
Strategies of the Dibble Experiments
As mentioned above, many of the earlier controlled experiments employed a drop tower setup where a steel ball bearing is dropped onto the edge of a piece of plate glass to produce flakes. The resulting flakes have a morphology similar to a burin spall. In order to make more “realistic” flakes, Dibble and Rezek (2009) introduced a new experimental design with two primary changes. First, instead of using plate glass with angular shapes, soda-lime glass cores were molded to have a curved flaking surface with a lateral and longitudinal convexity (Fig. 1). This core geometry, which was referred to as a “semispherical” core in the Dibble experiments, produced flakes that, in terms of both size and shape, looked similar to archaeological flakes. In later experiments, other core shapes were molded or cut to test the effect of core surface morphology on flaking outcomes. Glass was chosen as the core material because it fractures conchoidally and is easily molded to standardized shapes. To these standardized core shapes, different platform morphologies were achieved by using saws and grinding wheels. A purpose-built core mount allowed the core to be flexibly positioned for different hammer striking conditions.

Illustration of a semispherical glass core redrawn from Dibble and Rezek (2009)
The second important change in these experiments was the use of a pneumatic cylinder to apply a direct compressive load on the core to initiate flake fracture. The use of a steel ball bearing in the drop tower experiments meant that the ball “hammer” inevitably bounces back after coming into contact with the core, a phenomenon that is the opposite of the common practice among modern flintknappers of “following through” with a hammer blow after the initial impact (Whittaker, 1994). With the new Dibble experimental machine (“Igor”), hammers of different materials and shapes are mounted to the piston of the cylinder. Upon activation, the cylinder extends the hammer downward over a fixed distance to strike the core underneath, thereby simulating a hammer blow with “follow through” upon impact. A load cell is positioned between the hammer and the cylinder to record the amount of force exerted for each flake removal (Dibble & Rezek, 2009). The experiments from 2009 to 2017 used a pneumatic cylinder that allowed for forces up to 1,500 lbf (Dibble & Rezek, 2009; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). In 2017, a second machine (“Super Igor”) with a more powerful servo-hydraulic press (Fig. 2) was built to increase the amount of force up to 20,000 lbs. This new machine allowed raw materials other than glass to be tested (Dogandžić et al., 2020). Compared to the previous drop tower setup, the new design allowed for a finer control over the hammer percussion process, with the ability to manipulate force application parameters such as the displacement speed and travel distance of the hammer. The hammer displacement speed on the second machine is adjusted by the controllers attached to the servo-hydraulic testing press (Dibble & Rezek, 2009; Dogandžić et al., 2020).

The Super Igor machine. This experimental setup was used in Dogandžić et al. (2020). The device marked by the orange square was used to hold the core during the flake removal process. This same device was used in previous experiments conducted with the Igor machine (Dibble & Rezek, 2009; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011)
Using the new experimental design, Dibble and colleagues examined a range of fundamental aspects of flaking by summarizing the empirical relationships among test variables using regression models (Dibble & Rezek, 2009; McPherron et al., 2020; Rezek et al., 2016). With this approach, Dibble’s research group studied the effect of a number of flaking variables, including platform attributes such as platform depth and exterior platform angle, core surface morphology, the application of force (i.e., hammer type, angle of blow, location of hammer strike), and raw materials (Dibble & Rezek, 2009; Dogandžić et al., 2020; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). Results from these experiments demonstrate the complexity of the flake formation process, which involves simultaneous interactions of different variables that are difficult to understand in isolation. More importantly, these experimental results led to the synthesis of a flake formation model, which we term the EPA-PD model, that predicts the flaking outcome based on key platform variables. In the following sections, we will review in detail the experimental variables that were controlled as independent variables in the Dibble experiments and how they contribute to variability in flaking outcomes, as well as the EPA-PD model and its application to archaeological assemblages.
Experimental Variables
Exterior Platform Angle and Platform Depth Are the Primary Factors Driving Flake Size
The exterior platform angle (EPA) is the angle between the platform surface and the exterior surface of the core. Platform depth (PD, also sometimes referred to as platform thickness) is the distance from the point of percussion to the core edge (Fig. 1). Prior to the Dibble experiments, drop tower experiments repeatedly demonstrated the importance of these two platform parameters in determining flake size and shape (Dibble, 1997; Dibble & Pelcin, 1995; Dibble & Whittaker, 1981; Pelcin, 1996, 1997a, b) (see also Fig. 3). Increasing either or both exterior platform angle and platform depth results in larger and heavier flakes. The first paper from the Dibble experiments (Dibble & Rezek, 2009) replicated this finding by showing a clear positive correlation between EPA-PD and flake mass. Thus, with a given exterior platform angle, greater platform depths result in heavier flakes. Likewise, the slope of the relationship between platform depth and flake mass increases with exterior platform angle such that higher exterior platform angles result in increasingly heavier flakes for the same platform depth (Fig. 4) (Dibble & Rezek, 2009). The flake shape is impacted by exterior platform angle but not by platform depth. For a given platform depth, a higher exterior platform angle produces flakes that are relatively thinner (i.e., higher surface area to thickness ratio) and more elongated (i.e., higher length to width ratio) than those produced with a lower exterior platform angle (Dibble & Rezek, 2009; Lin et al., 2013).

Schematic illustration of the relationship between EPA-PD and flake size in profile view (redrawn from Dibble & Pelcin, 1995). The dotted lines represent the flaking outcome. a When the exterior platform angle (EPA) is held at a constant, increasing platform depth will result in larger flakes. b When platform depth (PD) is held at a constant, increasing exterior platform angle will result in larger flakes

Relationship between platform depth and flake mass grouped by exterior platform angle. The cube root of flake mass is used here to standardize its dimension with platform depth (Dibble & Rezek, 2009)
One of the most important findings of the Dibble experiments is that in comparison to other knapping variables such as core morphology, hammer type, and platform configuration, the effect of EPA-PD on flake size and shape is by far the strongest and the most consistent (Dibble & Rezek, 2009; Dibble & Whittaker, 1981; Dogandžić et al., 2020; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). This relationship has also been demonstrated in actual flake collections, though in each case the strength of the relationship is less strong than in the controlled experiments (Braun et al., 2019; Davis & Shea, 1998; Dibble, 1997; Dogandžić et al., 2020; Lin et al., 2013; Režek et al., 2018; Shott et al., 2000).
Force Does Not Have a Significant Effect on the Flaking Outcome
Some of the more counter-intuitive and perhaps controversial findings of the Dibble experiments involve force. Here, the striking force refers to the push of the hammer when it hits the core to remove a flake. In the Dibble experiments, the striking force is measured by a load cell attached to the hammer. In the drop tower setup, the striking force is controlled by changes in hammer mass and/or speed (i.e., drop height). It is a common conception among modern knappers that a harder blow, meaning a greater striking force, will generate a bigger flake. In this respect, however, previous controlled experiments have produced equivocal outcomes. Some showed that changes in striking force result in variation in flake dimensions and termination types (Dibble & Whittaker, 1981; Speth, 1974), while others showed that changing the striking force does not exert any sizable impact on the detached flakes (Dibble & Pelcin, 1995; Pelcin, 1996). For example, Dibble and Whittaker (1981) varied striking force by changing the mass of the steel ball bearings used in their drop tower experiment. The results show that, while increasing the size of the ball bearing does allow larger flakes to be made, force operates as a threshold variable—that is, for a given force, flake size is dependent on the combined effect of exterior platform angle and platform depth. Or stated alternatively, given a particular platform configuration, a certain level of force is required to remove a flake, and exceeding this level of force does not change the resulting flake in terms of size or shape.
It is worth noting that these earlier drop tower experiments varied striking force in different ways. Speth (1974), for instance, varied the drop height of the ball bearing, which in turn changed the travel distance/time of the hammer and hence speed at contact while holding hammer mass and morphology constant. On the other hand, Dibble and Whittaker (1981) held speed constant but changed the size of the ball bearing, which in turn altered the mass and size (i.e., diameter) of the hammer. Importantly, it is not clear whether these alternative approaches to changing force are experimentally equivalent. It is known, for instance, that hammer size impacts Hertzian cone characteristics (Fischer-Cripps, 2007; Frank & Lawn, 1967; Roesler, 1956), but how these characteristics may change flaking outcomes is still not well understood.
Direct Percussion and Pressure Flaking Produce Equivalent Flakes
From an experimental perspective, one way to think about the speed component of force in stone knapping is to consider two extremes in the distinction between static and dynamic loading. The former represents a process whereby the pressure mounts slowly (slow hammer speed), such as in pressure flaking, while the latter represents a quick delivery (fast hammer speed) of pressure in direct hammer percussion. It is commonly noted in replicative flintknapping that flakes produced through direct hammer percussion versus pressure flaking share distinct differences in shape, such that pressure flaked flakes are said to be thinner, more elongated, and more evenly shaped (e.g., Mourre et al., 2010). However, direct percussion and pressure flaking are typically applied in very different contexts in flintknapping, and these actualistic experiments leave many important variables, especially ones that are related to platform preparation, uncontrolled.
This point, namely whether and how percussive and pressure flakes vary, is essential to the Dibble experimental setup and understanding the applicability of the conclusions drawn from it. Dibble was convinced that, for the variables he examined, the difference between static (pressure) and dynamic (percussive) loads was minimal, if not irrelevant. This conviction was based on three sets of data. First, the Dibble and Pelcin drop tower experiments showed that force does not seem to matter beyond achieving the threshold force for flake initiation (Dibble & Pelcin, 1995). Second, the flakes from the new controlled experiments (static loading) showed the same patterns previously observed in the drop tower experiments (dynamic loading). Third, in two studies using the new experimental setup with varying hammer displacement speeds (0.01, 0.05, 650, 10000 inches per minute), Dibble and colleagues observed no discernable variation in flake mass and dimension (Dibble & Rezek, 2009; Magnani et al., 2014). Note that the upper value, 10000 inches per minute or approximately 4.3 m per second, is roughly equivalent to the speed at which knappers strike a core (Bril et al., 2010), although the delivery is static rather than dynamic.
Hitting the Core Harder Does Not Matter Because the Force Required to Remove a Flake Is a Function of Its Mass and Flake Mass Is a Function of EPA-PD
Using the new mechanical flaking apparatus, the Dibble experiments revisited this issue of percussive force by using a load cell to record the exact amount of force necessary to remove a flake. Importantly, the high-resolution load cell data shows a picture in line with what was previously proposed by Dibble and Whittaker (1981) based on the drop tower experiments. Specifically, the load cell data show that force increases to the level required for flake detachment and then declines immediately once the flake is removed. Moreover, the force recorded by the load cell correlates tightly with flake mass irrespective of variation in other variables such as exterior platform angle, platform depth, angle of blow, and core surface morphology (Fig. 5). Thus, the minimum amount of force required to remove a flake is determined by the mass of the flake, which itself is a function of platform depth and exterior platform angle. Based on this observation, applying less than the minimally required force for a given combination of exterior platform angle and platform depth will not result in a successful flake removal. Likewise, exerting more force by hitting the core harder will not change the flake mass (Dibble & Pelcin, 1995). However, first, Van Peer (2021) used data from the Dibble experiments conducted with the machine Igor to argue that flake mass starts to increase at a slower rate relative to the striking force once the force surpasses a certain threshold. Second, we note that this particular conclusion, that the application of excessive force does not make a difference in the flaking outcome, is based more on the drop tower experiments than on the new experimental design because with the use of cylinder compressive loading, it was not possible to apply forces in excess of what was minimally required to remove a flake.

Relationship between flake mass and striking force. The minimum force required to remove a flake with a certain mass is tightly related to its mass (Dibble & Rezek, 2009). Force is expressed as a function of flake mass
Raw Material Type Affects the Force Required but not the Flaking Outcome
One of the main critiques of the controlled flaking experiments to date is the sole reliance on glass as the flaking medium. While the new experimental design introduced by Dibble and Rezek (2009) has greatly improved the resemblance of the experimental flakes to actual lithic artifacts, the use of glass cores still raises concerns regarding the applicability of the experimental results to flakes made of different raw material types, especially because glass is an amorphous solid, whereas other materials, such as chert, are primarily made of crystalline quartz. Raw material variability features prominently in explanations of archaeological stone tool variability, especially in relation to discussions of lithic technological organization in terms of the quality and supply of raw materials in a given region (Andrefsky, 1994). Thus, the sole reliance on glass among controlled experiments inhibits further considerations of cost–benefit analyses in stone flake production based on raw material variability. However, a number of replicative flintknapping studies have indicated that raw material differences, at least among relatively fine-grained stone types, have minimal to no effect on the general morphology of the detached flakes (Clarkson & Hiscock, 2011; Eren et al., 2014; Kimura, 2002). Thus, how various raw materials respond to the knapping process under controlled conditions was important to evaluate.
To address this, Dogandžić et al. (2020) compared the glass results to flakes made on three other raw material types (basalt, flint, obsidian). All cores were made to an identical form that features a central ridge and longitudinal convexity. The results show that, in nearly every comparison of flake volume and linear dimensions, the flakes show no discernable variation among the four raw material types. Instead, the experimental flakes exhibit the same EPA-PD relationship whereby increasing either platform parameter causes flake size to rise in almost identical ways (Dogandžić et al., 2020) (see also Fig. 6). The only measurable difference among the flaking outcomes of different raw material types is in the amount of force required for successful flake detachment—more force is required to remove flakes from flint and basalt cores than from the glass or obsidian cores. The results demonstrate that the general flaking patterns observed in glass can indeed be extended to some raw materials that were commonly used in the past (Dogandžić et al., 2020). Of course, there are likely many other raw material types that may respond differently to fracture than those tested in this study, especially those that are more heterogeneous, such as, for example, porphyry (Namen et al., 2022). However, given the consistency in flake formation across multiple stone types as shown in Dogandžić et al. (2020), it is more reasonable to assert that the same fundamental fracture patterns also apply to less amorphous raw materials, though the relationship may be more varied or “noisy” due to heterogeneities such as flaws and inclusions.

Relationship between platform depth, exterior platform angle, and flake mass (cube root) for flakes made of four different types of raw material (Dogandžić et al., 2020)
The Effect of Platform Beveling on the EPA-PD Relationship Remains Poorly Understood
At the ontset of the new experimental program, Dibble already knew that the combination of EPA-PD was a strong determining factor in flaking, an observation that was later confirmed and strengthened with subsequent experimental outcomes. At the same time, however, Dibble also knew that, while the EPA-PD model worked well on plane, symmetrical, unobstructed, and unmodified platforms, platform preparation (e.g., trimming behind the platform, faceting the platform surface, isolating the platform, etc.) altered the EPA-PD model in ways that were not all understood. For instance, previous controlled experiments (Pelcin, 1996) on plate glass tested the influence of different platform bevels (material removed from behind or from the sides of the platform) and found that flakes with beveled platforms are generally longer than those made with unbeveled platforms while showing no clear difference in mass. In these earlier experiments, the bevel morphologies also changed the bulb thickness. To explain this finding, Pelcin (1996) proposed that platform beveling likely causes flake mass to be redistributed across the core morphology to produce longer flakes without changing the overall flake mass.
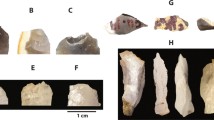
Given that one of the guiding principles of the Dibble experiments was to understand the ways in which knappers can control flaking outcomes (as opposed to creating a general model of fracture mechanics) and given that platform preparation is an important aspect of flake variability in the archaeological record, an experiment was designed to investigate the effect of platform beveling on the EPA-PD model’s ability to predict flake mass (Leader et al., 2017). In this experiment, the platform surface was beveled in three ways: flat exterior bevel, concave exterior bevel, and lateral bevel (Fig. 7). The flat bevel was thought to simulate trimming or thinning the core’s exploitation surface from the platform (Fig. 7a). The concave bevel represented striking a flake from a core immediately behind a previously struck flake, meaning that the platform surface curves inward from the scar of the previous flake (Fig. 7b). The lateral bevel, on the other hand, was meant to represent uneven (i.e. not flat) platform surfaces, including the faceted types where the point of percussion is intentionally raised and isolated by removing material from either side (Fig. 7c–e). For this bevel type, three different cuts were used at angles of 30, 45, and 60° (see Fig. 7c–e). Each of these bevel types is found in the archaeological record and is thought to represent techniques used to control the flaking outcome. The impact of beveling could be compared across bevel types and to the same cores without bevels.

The three types of beveled flakes examined in Leader et al. (2017). a Shows a flat-beveled flake, the angle between the beveled surface and the platform is 90°; b shows a concave-beveled flake, the angle between the beveled surface and the platform is 90°; c shows a laterally-beveled flake, the angle between the platform surface and the lateral bevel surface is 30°; d shows a laterally-beveled flake, the angle between the platform surface and the lateral bevel surface is 45°; e shows a laterally-beveled flake, the angle between the platform surface and the lateral bevel surface is 60°
The results show that beveling significantly changes the EPA-PD model. For instance, flat- and concave-beveled cores produced larger flakes in their linear dimensions and are heavier than those made from the laterally-beveled and unbeveled cores (Fig. 8). However, if instead of using the actual platform depth of these flakes in the EPA-PD model, the platform depth is calculated from the original edge of the core (prior to the bevel), the relationship between EPA-PD and flake mass remains the same across most of the bevel types. The study concluded that platform beveling changes the relationship between platform depth and flake attributes through the geometry of the platform surface configuration, such that the influence of platform beveling on flake variation changes depending on the position, curvature, angle, and depth of the bevel (Leader et al., 2017). For instance, for flakes with concave platform beveling, the depth of the bevel significantly affects the resulting flake mass—a deeper bevel depth leads to greater flake mass relative to the actual platform depth.

Relationships between different flake attributes and platform depth for beveled and unbeveled flakes (Leader et al., 2017). Both the flat and concave bevels were cut at a 6 mm depth from the original flake exterior surface, and the lateral bevels were cut at 45° relative to the platform surface. a Shows the relationship between the cube root of flake mass and platform depth, b shows the relationship between flake length and platform depth, c shows the relationship between flake width and platform depth, and d shows the relationship between platform width and platform depth
One possible explanation for why the EPA-PD model is skewed by platform beveling is that the relationship between platform depth and platform width is changed. Leader et al. (2017) found that all three types of platform beveling have some influence over platform width. When the platform surface is unbeveled, the resulting platform width of the flake is simply a function of platform depth (see also McPherron et al., 2020). Platform beveling changes this simple linear relationship between platform width and platform depth. For instance, among the flakes made on a concave-beveled platform, a deeper bevel resulted in significantly wider platforms for a given value of platform depth. Similarly, flakes made with laterally beveled platforms show a greater platform width when compared to their unbeveled counterparts of the same platform depth (as shown in Fig. 8d). However, we note that on these laterally-beveled flakes, the platform width was measured as the distance between the points where the flake’s interior and exterior surfaces meet (Leader et al., 2017). In other words, if the crack that formed the flake extended onto the lateral bevels, then these surfaces were included in the flake’s platform width (rather than measuring only the isolated and raised portion of the platform as platform width). In any case, these changes in platform width caused by platform beveling cannot be conveniently translated into a refined EPA-PD model to produce a consistent outcome. While both flat- and concave-beveled platforms result in larger and heavier flakes (Fig. 8a–c), the laterally-beveled platform actually causes the flakes to become relatively shorter than the unbeveled flakes (Fig. 8b) (Leader et al., 2017).
Combined with the results of the prior drop tower experiment (Pelcin, 1996), the Leader et al. (2017) platform beveling experiment showed that the EPA-PD model only applies to a certain class of flakes (such as those without platform modifications) and pointed to platform depth as the weaker part of the model (because platform depth varies by bevel type). In addition, the experimental findings indicate that some of the flake variability unexplainable by the EPA-PD model may be attributable to platform beveling. For instance, typically in the analysis of archaeological flakes, all of the flakes shown in Fig. 8a would be considered together as one group in an EPA-PD model to predict mass, the result would therefore have much more variation compared to the unbeveled flakes alone.
Core Surface Morphology Has an Impact on Flake Shape and Size
Core surface morphology has long been considered an important factor in constraining flake initiation, propagation, and termination, as well as the size and morphology of the produced flake (Cotterell & Kamminga, 1987; Pelcin, 1997a; Rezek et al., 2011). The Rezek et al. (2011) experiment tested the effect of core surface morphology on flake variation by modifying the exterior surface of the original semispherical design. Four designs were used: a center ridge form (resembling a blade core), a parallel form (resembling a prismatic blade core), a convergent form (resembling a Levallois point core), and a divergent form (see Rezek et al., 2011). The experimental results show that core morphologies do affect, but not always, flake size and shape (Fig. 9) (Van Peer, 2021). For example, independently of EPA-PD, flake elongation (the length to width ratio) shows variation among some of the core morphologies but not others (Fig. 9b). A geometric morphometric analysis on the two-dimensional outline of the flakes shows that, while core morphology does exert some effect on flake morphology, much of the variation in flake shape, especially elongation, is in fact controlled by the EPA-PD relationship. Because of this relationship, flakes from distinct core forms can, in some instances, share a very similar size and shape, while flakes from the same core type can vary considerably due to platform configurations alone. This set of results led Rezek et al. (2011) to conclude that core surface morphology is not as important of a factor in affecting flake variation, especially when compared to the effect of EPA-PD, such that the shape of a flake cannot be predicted solely by the geometry of the core. This conclusion, while in agreement with that of Pelcin (1997a), highlights the complexity of the interaction between core morphological variation and platform attributes in flake variation. Probably a better way of expressing this is that core morphology has a smaller effect on flake morphology than EPA-PD does and that the addition of core morphology to the EPA-PD model would help explain additional variability in flake size and shape, which is suggested in Fig. 9b.

a The relationship between platform depth and flake mass for different core morphologies when exterior platform angle is 65°. b Flake elongation (length/width) grouped by core morphology for different core morphologies (Rezek et al., 2011)
Hammer Type and Shape Affect Several Flake Attributes
Soft Hammers Produce Platform Lipping and Impact Flake Shape. Hard Hammers Can Also Produce Platform Lipping
Replicative knapping experiments have shown that hard versus soft hammers can affect various flake attributes, including flake mass, linear flake dimensions, platform attributes, flake initiation, and flake termination (Bradbury & Carr, 1995; Buchanan et al., 2016; Damlien, 2015; Driscoll & García-Rojas, 2014; Schindler & Koch, 2012). These differences in flaking outcomes are often attributed to differences in force propagation mechanisms. For hard hammer percussion, it is often said that a conchoidal fracture takes place where the force propagates directly from the point of percussion to the termination (Cotterell & Kamminga, 1987). This process results in a clear point of initiation and a well-formed bulb of percussion. On the other hand, a bending fracture is often said to take place with soft hammer percussion (Cotterell & Kamminga, 1987), where the fracture initiates some distance away from the point of hammer contact, leading to flakes having a more diffused bulb, a smaller platform surface and a pronounced “lip” on the interior platform edge. In fact, platform lipping in particular is often used as an indicator of soft hammer percussion in the analysis of archaeological stone tools (Hayden & Hutchings, 1989; Sharon & Goren-Inbar, 1999; Sullivan & Rozen, 1985). However, prior controlled experiments by Bonnichsen (1977) and Pelcin (1997b) showed no clear differences in the occurrence of platform lipping between hard and soft hammer percussion. Pelcin (1997b) postulated that this discrepancy could be because human knappers tend to change percussion techniques, either consciously or unconsciously, when switching between hard and soft hammers (Hayden & Hutchings, 1989). As such, the presence of flake features such as platform lipping may be related to knapping factors other than hammer type.
To test this proposition, the Magnani et al. (2014) experiment examined the effect of three different hammer materials: steel, copper, and synthetic bone. To ensure consistency, these hammers were milled to an identical ball bearing shape the same size as the tip of the mechanical indenter normally used in the experiments. These hammers were then used to strike the platform surface at varying platform depths and exterior platform angles. The results showed that flakes produced by the synthetic bone hammer have smaller bulbs and are longer and thinner than flakes produced by the steel and copper hammers. This outcome is consistent with Pelcin’s (1997b) earlier observation.
Results of the Magnani et al. (2014) experiment showed that platform lipping is much more prevalent (over 95%) among the flakes produced by soft hammer percussion than those made with the steel (under 40%) and copper hammers (under 60%). This finding suggests that the use of a softer hammer material increases the chance of platform lipping. In the case of lipped flakes made by harder hammers, the angle of blow and where the platform was struck affected the outcome. A negative angle of blow (hitting “inward” to the core) or striking the platform on its edge (as opposed to the surface) increases the chance of lip formation. Thus Magnani et al., (2014:40) concluded that “the presence or absence of lipping in general has little or no predictive value regarding the kind of hammer that was used.” While this statement is true on a flake-by-flake basis, it is also clear that at the assemblage level an elevated percentage of lipped flakes can indicate the use of soft hammer given that negative angles of blow are likely to be relatively uncommon knapping strategies. Further, the ability to infer the hammer type on a flake-by-flake basis could be improved if the angle of blow or where the platform was struck can be measured on an archaeological flake.
The Magnani et al. (2014) experiment also showed an important trade-off in knapping success with the use of a soft hammer. When the exterior platform angle of the core is greater, the synthetic bone hammer had a higher chance of failing during the experiment as the hammer tip was not able to sustain the impact pressure and instead crushed against the platform surface. Magnani et al. (2014) thus suggested that the common co-occurrence of other knapping techniques, such as on-edge strikes with soft hammers, may reflect strategies for mitigating the heightened probability of unsuccessful flake detachment with soft hammer percussion when striking directly on platform surfaces.
According to Magnani et al. (2014), the correlation between platform depth and flake mass of a given exterior platform angle is weaker for flakes with platform lipping than for flakes without platform lipping. This outcome might be caused by the bending fracture process associated with the formation of platform lipping. Specifically, because fracture appears to have initiated some distance away from the point of percussion on these flakes, there is likely noise in the platform depth to flake mass relationship because the actual platform depth could not be measured from the point of percussion.
Hammer Shape and Size Do Not Affect Flake Size and Shape
In addition to hammer material, Magnani et al. (2014) also tested the influence of hammer size and shape by adopting five different steel hammer designs that varied in their tip shape and diameter. They concluded that when other variables are held constant, neither the size nor shape of the hammer shows an effect on flake morphology. Although according to the fracture mechanics theory of conchoidal (Hertzian) fracture, the size of the Hertzian cone is related to several variables such as the mechanical properties of both the hammer and the core, the size of the hammer, and the striking force (Frank & Lawn, 1967; Lawn, 1967; Lawn et al., 1974). However, one, the relationship between Hertzian cone size and flake size is poorly understood, and, two, it is possible that the range of hammer sizes used in the Dibble experiments might not have been large enough to measurably impact the overall size and shape of the flakes produced.
The Angle of Blow Affects Flake Size
The Zero or Positive Angle of Blow Affects the Size but not the Overall Shape of the Flake
The angle of blow is the angle at which the hammer comes into contact with the platform surface. Dibble and Rezek (2009) measured this angle between the hammer impact trajectory and the perpendicular of the platform. A perpendicular hammer impact has an angle of blow of zero, a positive angle indicates an oblique blow striking “outward” towards the core surface, and a negative angle of blow describes a strike directed “inward” to the core volume (Fig. 10). Speth (1972) argued that the angle of blow affects the size of the bulb of percussion, whereby a greater angle of blow (a more oblique impact) results in a less prominent bulb. In a later study, Speth (1975) also showed that flakes produced with a large angle of blow were slightly shorter than those produced with a smaller angle of blow. According to Speth (1972, 1975), higher angles of blow limit the stress applied on the platform, thus resulting in a more reduced flake length and a less prominent bulb under otherwise identical striking conditions. To the contrary, Dibble and Whittaker (1981) found limited variation among flake attributes in relation to the angle of blow. They explained the discrepancy between their work and Speth (1975)’s in two ways. The first is that the range of variation in the angle of blow was set at 25° in Dibble and Whittaker (1981), which is considerably smaller than the 45-degree interval used in Speth (1975). As such, the 25-degree range of variation may not have been sufficient to observe the effect of angle of blow on flake dimension. The second reason is that the effect of the angle of blow could have been overshadowed by the more dominant impact of platform depth and exterior platform angle. It could also be the case that the response to the angle of blow is not linear across all possible angles, and thus, the range of tested angles may impact the results. In a later study, Pelcin (1996) went further to argue that the angle of blow does not exert any direct influence on flake attribute, though he did not provide further detailed discussion of this perspective.

Angle of blow as the angle between the hammer and the perpendicular of the platform. a Shows a positive angle of blow between the hammer and the core, b shows a zero angle of blow between the hammer and the core, and c shows a negative angle of blow between the hammer and the core
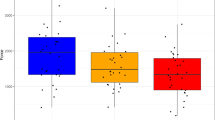
The initial Dibble and Rezek (2009) experiment explored the influence of the angle of blow at intervals up to 50°. The results showed that the angle of blow has a negative effect on flake mass (standardized by platform depth). Put simply, for a particular EPA and PD, a more perpendicular blow produces a heavier flake than a more oblique strike (Fig. 11a). This may be because the percussive force applied to the platform surface is more concentrated when the hammer blow is more perpendicular (Dibble & Rezek, 2009). Later, Magnani et al. (2014) showed that a more perpendicular angle of blow also produces flakes that are longer, wider, and thicker (when both platform depth and exterior platform angle are held constant), as was reported in Speth (1975). In addition, Van Peer (2021) showed that changes in the combination of the angle of blow and exterior platform angle could also affect flake morphology. However, the angle of blow does not influence the overall shape in terms of the length and width ratio of the detached flake (Fig. 11b), nor does it alter the minimum force required for successful flake removals (Dibble & Rezek, 2009; Magnani et al., 2014).

Box plots showing changes in flake mass and other dimensions on angles of blow ranging from 0 to 50°. a Flake mass (cube root) standardized by platform depth; b flake length relative to flake width. All flakes have an exterior platform angle of 65°
So while the angle of blow has been shown to have an impact on various flake attributes in several controlled experiments (Dibble & Rezek, 2009; Magnani et al., 2014; Speth, 1975), it is not included in the current EPA-PD model derived from the Dibble experiments. This is because the angle of blow has mostly remained an unmeasurable knapping variable up to now (but see below and Li et al., 2022).
Negative Angles of Blow May Change Flake Size
The Magnani et al. (2014) experiment revisited the angle of blow in the context of force application and examined the effect of negative angles of blow (i.e., striking “inward” into the core, as in biface thinning, see also Fig. 10c). Looking only at platform surface-struck flakes, the experimental findings are largely consistent with those reported in the prior study of Dibble and Rezek (2009), where the angle of blow has a negative effect on flake size (as measured by mass). That is, flakes made on lower angles of blow, including those with negative impact angles (Fig. 10c), are consistently heavier than those made on more oblique angles. Interestingly, when negative angle of blow flakes are included, the experimental results show that the angle of blow has a significant influence on both the mass and linear dimensions such as the length and width of flakes. Specifically, flakes made with negative angles of blow are consistently heavier and larger (in both length and width) than the flakes made with positive angles of blow when holding EPA and PD constant (Magnani et al., 2014). This finding, however, needs to be interpreted with caution due to possible confounding variables. To be specific, because decreasing the angle of blow also increases the relative occurrence of platform lipping and hence bending fracture (Magnani et al., 2014), it is currently unclear whether the greater flake length and width associated with negative angle of blows actually reflect the greater propensity of bending fracture when the hammer is struck “inward” into the core.
Striking on the Platform Edge Changes the Flake Shape
The Magnani et al. (2014) experiment also explored the influence of different hammer strike locations on the resulting flake variability in the context of their force application experiment. They produced flakes by having the hammer strike either on the platform surface some distance away from the core exterior surface (platform strikes) or directly on the exterior platform edge (on-edge strikes). The latter simulates the common knapping technique used in biface thinning, often in association with the use of a soft hammer. Interestingly, the experimenters found that for on-edge strikes they had to lightly abrade the platform edge to reduce the chance of the core edge shattering upon hammer impact, especially when a steel hammer was used. This observation is consistent with the common flintknapping practice of edge abrasion in biface thinning, which is thought to make the edge more resistant to on-edge hammer impact (Sheets, 1973).
The Magnani et al. (2014) experiment showed that edge-struck flakes tend to be longer and wider compared to flakes made from platform strikes. This difference is particularly pronounced when the angle of blow is negative. Put simply, for a given platform depth, flakes made by striking the core edge at an inward angle (a negative angle of blow) are substantially longer and wider than those made by striking the platform surface at an outward angle (a positive angle of blow). However, as with angle of blow and hammer type discussed earlier, on-edge strikes also increase the occurrence of platform lipping and, hence bending fracture. It is thus unclear whether on-edge strikes directly increase the dimensions of the detached flakes or whether the increase in flake length and width is associated with the occurrence of bending fracture that is more prevalent with on-edge percussion.
A Flake Formation Model Generated from the Dibble Experiments
The Dibble experiments show that a number of variables, such as exterior platform angle, platform depth, angle of blow, core surface morphology, hammer material, hammer strike position, and platform beveling all play a role in determining the flake size and shape. However, among these variables, the strong effect of exterior platform angle and platform depth on flakes were repeatedly highlighted (Dibble & Rezek, 2009; Dogandžić et al., 2020; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). This outcome lends support to Dibble’s earlier observations concerning the dominant influence of the two platform attributes on the size and shape of flakes under conchoidal flaking. Specifically, the previous drop tower experiments by Dibble and colleagues (Dibble & Pelcin, 1995; Dibble & Whittaker, 1981) led to the development of a general model stating that flake mass is primarily determined by platform attributes, namely platform depth and exterior platform angle. Since the initial development of this general model, which we term the EPA-PD model, the prominent influence of platform depth and exterior platform angle in accounting for flake variability was verified by not only the updated Dibble experiments as summarized above but also studies of flintknapped and archaeological assemblages (Dibble, 1997; Dibble & Pelcin, 1995; Dibble & Rezek, 2009; Dibble & Whittaker, 1981; Dogandžić et al., 2015, 2020; Lin et al., 2013; McPherron et al., 2020; Režek et al., 2018). The EPA-PD model thus arguably captures a fundamental relationship between platform geometry and flake morphology in the flake formation process, though it is important to note that there is still a considerable amount of flake variability that cannot be explained by the model, especially when other factors (for instance, platform beveling and the angle of blow) are included in the experimental setting. We will elaborate more on these limitations of the model below.
Applications of the EPA-PD Model
Since its initial development, the EPA-PD model has been modified and applied in different forms by various researchers to interpret variation in archaeological assemblages for different purposes (Archer et al., 2018; Braun et al., 2019, 2008a; Clarkson & Hiscock, 2011; Dibble, 1997; Dogandžić et al., 2015, 2020; Lin et al., 2013; Režek et al., 2018; Shott et al., 2000; Shott & Seeman, 2017). At its core, the model uses key platform and flake attributes to predict the original blank size through linear regression analysis. One important application of the EPA-PD model is quantifying mass loss via retouch on retouched artifacts by predicting the original flake mass from platform attributes (and sometimes other flake variables). Being able to accurately estimate the mass loss of lithic artifacts at different stages of reduction is important for gauging technological curation and use-life management (Clarkson & Hiscock, 2011; Shott, 1996; Shott et al., 2000). To this end, studies have expanded upon the general EPA-ED model with the aim of accurately and reliably reconstructing the original blank size by using different platform and flake attributes (Archer et al., 2018; Clarkson & Hiscock, 2011; Davis & Shea, 1998; Dibble, 1997; Dogandžić et al., 2015, 2020; Hiscock & Tabrett, 2010; Shott et al., 2000; Shott & Seeman, 2017).
Another important application of the EPA-PD model is for understanding how knappers managed the EPA-PD relationship during knapping to achieve different flaking outcomes. The Dibble experiments demonstrated that the exterior platform angle and platform depth play a dominant role in determining not only the mass of a flake but also its shape. As such, variation between the two platform attributes directly impacts morphological features (such elongation and relative thickness) that dictate the economy of flake utility, especially in terms of cutting edge length and retouchable volume (Lin et al., 2013). Comparing the exterior platform angle and platform depth values among archaeological assemblages thus provides an effective means to identify patterns in the ways past knappers controlled the striking platform in order to manipulate and manage the production of cutting edge (Lin et al., 2013; Režek et al., 2018). Moreover, because both the exterior platform angle and platform depth can be directly measured on archaeological flakes, this application of the EPA-PD model allows disparate lithic assemblages to be compared on an objective and continuous scale of flake variability. With this approach, researchers can track the evolution of hominins’ knapping strategies across large spans of time and space using large datasets (Braun et al., 2019; Lin et al., 2013; Režek et al., 2018).
The EPA-PD Model Only Works Well in a Highly Controlled Setting
As mentioned already, a primary application of the EPA-PD model has been on estimating the original mass of flake blanks. Based on their plate glass experiments, Dibble and Pelcin (1995) and Pelcin (1996, 1998) published a series of linear regression models for predicting original flake mass based on platform depth and exterior platform angle. However, subsequent studies that applied these equations to flintknapped flakes have reported mixed results (Davis & Shea, 1998; Shott et al., 2000). This outcome is not entirely surprising, given that these equations were developed using the burin spall-like flakes that are arguably very different to flintknapped flakes. As Shott et al., (2000: 882) remarked, these equations “point the way but do not yet accurately estimate original size of knapped flakes.” Instead, researchers are encouraged to empirically define models for each assemblage in question (Dibble, 1998; Pelcin, 1998). Yet, while empirical models repeatedly show a considerable significant relationship between EPA-PD and flake size attributes (e.g., mass, surface area), these models have limited predictive value due to considerable error in the estimates, where the degree of over- or under-estimation can span an order of magnitude (Shott et al., 2000).
Some of these uncertainties in the EPA-PD model performance may be related to measurement error in linear measurements and angle values, as well as the crude approximation of platform area using linear dimensions (Dibble, 1998; Shott et al., 2000). Indeed, recent studies have shown that using 3D digitizing technologies to more accurately measure the size and shape of flake attributes can improve the performance of the EPA-PD model in explaining the flake mass variation (Archer et al., 2018; Clarkson & Hiscock, 2011). However, as mentioned earlier, even in cases where the EPA-PD model delivers strong predictive power with respect to flake mass, there is typically a notable amount of unaccounted-for variability when the model is applied to flintknapped or archaeological flakes (Braun et al., 2008a; Dogandžić et al., 2015). In comparison, the model performs very well under a strictly controlled setting, especially with flakes made by hard-hammer percussion on the platform surface and from cores with no platform beveling or core edge asymmetry (Dibble & Rezek, 2009; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). As discussed in the previous section, any change made to the striking condition that deviates from the “standardized” setting described in Dibble and Rezek (2009) has the potential to skew the EPA-PD model.
Based on the Dibble experiments summarized above, we identify here four major factors that can explain the decreased performance of the EPA-PD model when applied to flintknapped or archaeological flakes (i.e., factors that can cause the EPA-PD model to “break”). The first factor is the angle of blow. The Dibble and Rezek (2009) experiment showed that flakes become lighter as the angle of blow increases, even when exterior platform angle is held at a constant. The Magnani et al. (2014) experiment also found that negative angles of blow affect the EPA-PD relationship with flake mass. As such, the angle of blow represents an important source of variation in flake size/mass that is not captured by the EPA-PD model.
The second factor is platform beveling. As shown by Leader et al. (2017), the addition of platform beveling appears to change the EPA-PD relationship with flake mass, particularly with respect to platform depth. For instance, the platform depth of flakes made with a concave-beveled platform tends to be much smaller than the platform depth of a similar sized flake made with an unbeveled platform (Leader et al., 2017; McPherron et al., 2020). Similar observations regarding the effect of platform shape on flake size were made by Clarkson and Hiscock (2011). These findings indicate that the applicability of the EPA-PD model in part depends on the platform surface shape of the flakes in question.
The third factor is the hammer strike location. Results from the Magnani et al. (2014) experiment showed that the EPA-PD model does not work well in predicting flake mass when applied to flakes produced from on-edge strikes. This outcome is likely related to the heightened occurrence of bending fracture and platform lipping among flakes made from on-edge hammer strikes. As Magnani et al., (2014: 41) noted, given that in bending flakes the fractures begin some distance away from the point of hammer impact, there would be a certain amount of additional noise, or error, in the relationship between platform depth and flake size. Related to this, the fourth factor that complicates the EPA-PD model is the use of soft hammers. Studies have noted that the EPA-PD model performs better for hard-hammer flakes than soft-hammer flakes (Shott et al., 2000). Echoing these earlier observations, data from the Magnani et al. (2014) experiment show that the explanatory power of the EPA-PD model is lower for flakes made with the synthetic bone hammer compared to flakes made with the steel hammer. Both soft hammer percussion and on-edge strike tend to produce a higher frequency of non-conchoidally fractured flakes (i.e., bending flakes). Given that the EPA-PD model is developed exclusively using conchoidal flakes, it makes sense that the use of different hammer materials can reduce the accuracy of the EPA-PD model in reconstructing the original flake size.
Improving the EPA-PD Model
In a recent study, McPherron et al. (2020) examined the Dibble experimental dataset and observed that the fracture propagating from the point of percussion out towards the exterior core surface tends to occur at a more or less constant angle. This angle, which they termed the platform surface interior angle (or PSIA), is likely related to the Hertzian cone angle (which is a constant that varies with raw material type). The authors showed that, instead of the actual platform depth measured from the platform surface, estimating platform depth based on the PSIA and platform width can lead to much more accurate predictions of flake mass, particularly among flakes with beveled platforms. This finding indicates that the actual platform depth on flakes is an imperfect proxy for how far into the core a flake is struck, and it may be possible to improve the EPA-PD model and its performance by incorporating the PSIA (McPherron et al., 2020).
Another important step in refining the EPA-PD model is to integrate proxies for the angle of blow into the model. As mentioned already, the Dibble experiments have demonstrated the importance of the angle of blow in determining flake size. Where the angle of blow is known in the Dibble experimental dataset, adding the variable into the EPA-PD regression model (which we term the EPA-PD-AOB model) increases the model’s adjusted R-square from 0.80 to 0.91. The improvement in the model performance can be seen in Fig. 12, where the predicted flake mass from the updated EPA-PD-AOB model plots more tightly against the actual flake mass. Thus, efforts to explain flake variation need to consider the effect of the angle of blow. In a recent study, Li et al. (2022) introduced a proxy for the angle of blow, what they termed the bulb angle, that can be directly measured on the flake’s bulb of percussion. The authors showed that including the bulb angle into the EPA-PD model improved considerably the model’s performance in predicting flake mass in their study sample (adjusted R-square increased from 0.56 to 0.76 or 0.72 depending on how the bulb angle is measured). The bulb angle thus represents a useful attribute to incorporate into the EPA-PD model. However, it is important to note that there remain uncertainties regarding the bulb angle measurement and its comparability among raw material types. Because the Hertzian cone angle varies by material type, it is likely that the same angle of blow would result in different bulb angle values among different raw materials. More studies are thus needed to better integrate new variables such as the bulb angle and the PSIA into the EPA-PD model to improve its performance.

Predicted flake mass to actual flake mass. a The predicted flake mass is calculated from the basic EPA-PD model, b the predicted flake mass is calculated from the updated EPA-PD model with the addition of the angle of blow
Limitations of the Dibble Experiments To Date
A major departure of the Dibble experiments from the earlier controlled flaking experiments (e.g., Cotterell et al., 1985; Cotterell & Kamminga, 1987; Speth, 1972, 1974, 1975) is their explicit shift away from fracture mechanics. Rather, the Dibble experiments were designed to test the empirical effects of various knapper-controlled variables on flake variability. As discussed in the section above, this approach has allowed the researchers to effectively evaluate the cause-and-effect of different knapping factors. While some of the results from the Dibble experiments support conventional views shared among replicative flintknappers, many findings illustrate a more nuanced and complex picture of the knapping process, where flake attributes are simultaneously influenced by multiple knapping variables at varying levels. Clarifying the complex relationships of these variables remains a challenging task for future research.
The knapper controlled variables that the Dibble experiments examined also broadly fall into two categories: those that are directly observable and measurable on flakes and cores and those that are not. For instance, Dibble focused on exterior platform angle and platform depth because these variables are measurable on actual flakes. So too are platform preparations and to an extent core surface morphology. However, variables like hammer hardness, strike force, and angle of blow cannot be easily derived from flakes up to now. Dibble’s hope was that the measurable attributes would have the largest impact on flaking outcomes and that the unmeasurable attributes would play at best only a minor role. If the opposite were true, then the whole set of experimental results and its applicability to the archaeological record would be questionable. The results summarized here seem to suggest that a mix of variables is at work. On the one hand, the EPA-PD model stands out as a clear finding. Knappers can alter their flaking outcomes by manipulating these two variables. It is also clear that measurable platform modifications like trimming and shaping are also impacting flaking outcomes, but it is unclear how they can be incorporated into the EPA-PD model to clearly quantify their impact on flake size and shape. The fact that the angle of blow also clearly has an impact on the EPA-PD relationship but remains unmeasurable on archaeological flakes makes it even more difficult to quantify the relationship between different variables. These two aspects together likely to a large extent account for the limits of the EPA-PD model in predicting flake size in archaeological collections.
In the following section, we consider this and some of the other limitations of the Dibble experiments, and we follow this by considering some future directions for experimentation.
The Collinearity and Equifinality of the Experimental Variables Should be Taken into Consideration in the Data Analysis
The Dibble experiments are specifically designed to control and isolate knapping variables so that only one of them is tested at a time. This ideally will allow researchers to record only the interactions between the tested independent variables and the dependent variables of interest. However, interactions among the various independent and dependent variables are far more complex and difficult to disentangle.
The interaction between platform width and platform depth on beveled flakes is an example of collinearity of the experimental variables. Platform beveling has been shown to cause the current EPA-PD model to underestimate flake mass on beveled flakes by changing the simple linear relationship between platform width and platform depth (Leader et al., 2017; McPherron et al., 2020). Although adding PSIA helps correct the EPA-PD model, it is still unclear whether platform width is acting independently or under the influence of platform depth (Lin et al., 2022). Equifinality is another commonly encountered issue when analyzing experimental variables. In the Magnani et al. (2014) experiment, factors such as hammer material, strike location, and the angle of blow are all found to possibly contribute to the variability in the EPA-PD model. In addition, Magnani et al. (2014) suggested that platform lipping may also introduce noise to the EPA-PD model because lipped flakes are generated from bending fracture, which is different from the conchoidal fracture that the EPA-PD model is built on. However, the presence of platform lipping can be influenced by changes in hammer material, strike location, and the angle of blow. It is thus difficult to identify the actual variable(s) responsible for lowering the correlation between EPA-PD and flake mass. These findings highlight the issue of equifinality in flake formation and caution against attempts to unambiguously infer a particular knapping technique on the basis of particular flaking attributes.
Up to now, most of the analyses in the Dibble experiments were done to examine the effect of individual variables on different flake attributes. These analyses are usually done in the form of linear correlations of the experimental variables and the various flake attributes, leading to the current EPA-PD model (Dibble & Rezek, 2009; Dogandžić et al., 2020; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). Although this approach shows that EPA-PD can account for a large portion of flake variability (Braun et al., 2019; Dibble, 1997; Dogandžić et al., 2020; Lin et al., 2013; Režek et al., 2018), the effect of many other variables that were examined in the Dibble experiments is left unexplained. For instance, variables such as core surface morphology, platform width, hammer material, the angle of blow, hammer strike location, and raw material type are all found to influence the flake size and/or shape, but they are not included in the EPA-PD model because (1) the effect of these variables is overshadowed by EPA-PD and (2) it is difficult to quantify the effect of some variables in the form of linear regression. Multivariate approaches such as general linear modeling (as conducted in Dogandžić et al., 2015) and principal component analysis (as conducted in Rezek et al., 2011) should be applied more to the Dibble experimental dataset to better understand the influence of the various experimental variables and to create a more comprehensive model of flake formation.
The Current Experimental Design Does Not Allow Certain Flaking Variables to be Examined as Independent Variables
The high-resolution load cell attached to the mechanical striker allowed the amount of force needed to remove a flake to be measured in the Dibble experiments (Dibble & Rezek, 2009; Dogandžić et al., 2020). During the flaking process, as the hammer comes into contact with the core, the load cell begins to register an increasing amount of load exerted onto the platform surface until flake detachment. However, this experimental setting does not allow control over the striking force. It only allows the load cell to record the minimum force needed to remove a flake with a given exterior platform angle and platform depth. Therefore, the experimental setting makes it difficult to manipulate force as an independent variable at varying set levels. As a result, although Dibble and Rezek (Dibble & Rezek, 2009) observed a positive correlation between flake mass and force that is up to the amount required to detach such mass (Dogandžić et al., 2020; Mraz et al., 2019), the individual effect of force on flaking is not well understood due to limitations in the experimental setup.
Platform width is another variable that cannot be easily controlled as an independent variable in the current experimental setting. Several studies have shown that platform width can account for some variability observed in flake mass and other linear dimensions in addition to EPA-PD (Davis & Shea, 1998; Dibble, 1997; Dogandžić et al., 2015; McPherron et al., 2020; Pelcin, 1998; Shott et al., 2000). However, platform width has traditionally been treated as a variable that is highly dependent on platform depth in the previous Dibble experiments. The core designs do not allow platform width to vary independently of platform depth. Hence, the effect of platform width on flaking is yet to be explored.
The Range of Flake Attributes Analyzed Should Be Broadened
The Dibble experiments have examined a number of flake attributes, but the range of these attributes is limited – they mostly describe the flake dimensions (e.g., flake mass, length, width, and thickness, platform depth and width, and exterior platform angle). While these variables describe some key features of a flake, attributes related to the interior of the flake, such as the bulb of percussion, the curvature of the flake, and core surface morphology, have largely been overlooked. Dibble deemphasized these attributes because knappers do not control them directly during knapping. However, these attributes might also give some insight into strategies that the knappers were, in fact, practicing to influence the flaking outcome, and they might help us determine which models should best apply. Examples of this include platform lipping and the presence/absence of a bulb. Platform lipping gives some indication, though weak, of the type of hammer used, which in turn does have an impact on flaking, and the absence of a bulb may suggest that predictive models based on conchoidal fracture are not applicable.
Future Directions of the Controlled Flaking Experiments
As mentioned already, controlled flaking experiments have long been criticized for their artificial setup. In this respect, the new generation of controlled experiments carried out by Dibble and colleagues has significantly improved the external validity of the experimental results by way of a more controlled setup. Moreover, contrary to the previous controlled flaking studies that focused almost exclusively on building theoretical models of fracture mechanics, Dibble and colleagues explicitly focused on establishing the empirical relationships of tangible knapping variables and their cause-and-effect on flake attributes (Dibble & Pelcin, 1995; Dibble & Rezek, 2009; Dibble & Whittaker, 1981; Dogandžić et al., 2020; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). While this approach has certainly proven to be effective in characterizing and quantifying the effect of particular lithic attributes on empirical lithic variability, the results have not yet led to the development of a general model of flake formation that comprehensively integrates the various experimental variables. We will discuss the importance of bringing fracture mechanics back into controlled flaking experiments below. In addition, while the Dibble experiments have clarified the cause-and-effect of many key knapping factors, there are many variables commonly discussed in replicative flintknapping that remain to be fully investigated by the new controlled experimental approach. We will also briefly discuss some of these variables below.
Fracture Mechanics Theory
The controlled experimental program can benefit from a return to a greater incorporation of fracture mechanics theory that can help provide a guiding framework to integrate the various test parameters and generate further test hypotheses (Li et al., 2022; McPherron et al., 2020; Speth, 1972). Indeed, the flake formation process (especially crack initiation and propagation) is governed by laws of fracture mechanics that are invariant regardless of changes in the external environment (Eren et al., 2016; Lin et al., 2018). The field of fracture mechanics offers a rich literature on the basic principles of fracture initiation and propagation in brittle solids. In particular, numerous studies investigate the formation of Hertzian cones—a key component in conchoidal flaking (Cotterell et al., 1985; Frank & Lawn, 1967; Kocer & Collins, 1998; Roesler, 1956; Warren, 1978). In addition, secondary fracture features such as Wallner lines and fracture wings are indicative of fracture velocity and could potentially also reflect hammer velocity, although some details still need to be ironed out before further applications to stone tools are made (Hutchings, 1997, 1999, 2015; Iovita et al., 2016; Kerkhof & Miiller-Beck, 1969; Smith et al., 2020; Tomenchuk, 1987; Wallner, 1939). The effect of different force delivery parameters such as speed and mechanical properties of the hammer on fracture initiation and propagation is well studied in fracture mechanics. However, there are few studies that connect the fundamental mechanics of flaking to the knapping behavior underlying the lithic record. Incorporating fracture mechanics in the current experimental design will provide a more robust framework to quantify different knapping behaviors (e.g., striking force and the angle of blow) into tangible flake attributes and will help us move beyond the current EPA-PD model.
Force and Energy
While the Magnani et al. (2014) experiment examined several force application variables, many aspects of force application and delivery have yet to be fully explored. In particular, not much attention has been given to the amount of force needed to remove a flake from a core despite its implication for understanding the potential strength of the tool makers. The Dibble experiments show that there is a positive correlation between force and flake mass (Dibble & Rezek, 2009; Dogandžić et al., 2020; Mraz et al., 2019), though the individual effect of force on flaking is not well understood due to limitations in the experimental setup as discussed in the previous section. Since striking force cannot be controlled as an independent variable, it remains to be verified whether the delivery of force in excess of the minimum required threshold indeed produces no effect on the resulting flake form. It has been observed by knappers that the application of excessive force can cause non-conchoidal fracture at flake initiation or even smash the platform. In addition, from a knapper’s perspective, it is still unclear how some of the force delivery variables are related to and maybe interact with each other during knapping. For example, to generate more striking force for flake removal, knappers would hit a core at a higher velocity. In doing so, they might (subconsciously) try to hit further in on the platform to avoid missing the target, thereby also increasing platform depth. Consequently, it is difficult to disentangle the effect of the increased force and platform depth to determine which one (or both) causes the flake size to increase.
At a more fundamental level, there is a need to reevaluate the ways in which the concept of “force” is used in the lithic experimental literature. The load cell used in the Dibble experiments measures how big the “push” of the hammer is when it hits the core to remove a flake. The potential hammer impact energy (kinetic) can be estimated using hammer mass and its velocity at the point of impact. Part of this impact energy is transferred from the hammer to the core during the hammer blow. The hammer momentum refers to how much the motion is of a moving object, which is calculated as the product of the hammer’s mass and velocity. Theoretically, we can calculate the hammer striking force based on the change in its momentum from the point of impact to zero, provided that we know the contact time between the hammer and the platform. This means increasing the hammer velocity at the point of impact is an important factor in increasing striking force. Clarifying these concepts is critical for improving the mechanical flaking design, particularly to refine the control of the hammer delivery process.
Something Other than Plain Platforms
While the Dibble experiments focused heavily on platform depth and exterior platform angle as independent knapping variables, there are many aspects of the striking platform that have yet to be fully interrogated in a controlled experimental context. A number of studies have repeatedly highlighted the importance of platform shape and size in relation to flake size (Clarkson & Hiscock, 2011; Davis & Shea, 1998; Dibble, 1997; Pelcin, 1998; Shott et al., 2000). As mentioned already, the Clarkson and Hiscock (2011) replicative experiment demonstrated that there is a systematic difference in the size of flakes with distinct platform types (focalized vs. dihedral vs. plain). Thus, while platform size and exterior platform angle can help predict variation in flake size within these platform shape categories (Clarkson & Hiscock, 2011; Muller & Clarkson, 2014), it is clear that the overall geometry of the striking platform plays an important role in controlling flake variation during knapping. The challenge with examining this property using a controlled experimental approach is that the large number of variables that need to be controlled can quickly become difficult to operationalize. For example, in their platform beveling experiment (Leader et al., 2017), Dibble and colleagues had to hold constant the exterior platform angle of the cores as well as the angle at which the bevel intersects the platform surface in order to keep the number of flaking trials feasible. Thus, additional experiments are required in the future to continue this line of research by exploring other variable combinations to better clarify the relationship between platform morphology and the resulting flake variability.
Platform Width in Addition to Platform Depth
Related to platform morphology, another platform variable commonly discussed in the lithic literature is platform width. Studies have shown that, in addition to platform depth and exterior platform angle, platform width can also help explain flake variation (Davis & Shea, 1998). For example, Dibble (1997) showed that flakes of different platform depth intervals all have a positive relationship between platform width and flake mass. In a more recent study, Dogandžić et al. (2015) demonstrated that, when the effects of platform depth and exterior platform angle are controlled, platform width contributes significantly to variation in flake mass, surface area, and edge length. However, controlled experiments to date have not focused much on platform width and instead have treated the variable largely as a by-product of platform depth (Dibble & Rezek, 2009; Pelcin, 1998). In part this is because these controlled studies have held the core morphologies constant, meaning that there is minimal variation in the relationship between platform depth and platform width. The focus on platform depth over platform width is also explained by Dibble’s emphasis on investigating variables under knapper control. While knapping decisions can secondarily impact the eventual platform width, how far in from the core edge the knapper strikes (i.e., platform depth) is under the direct control and was, therefore, a primary focus for Dibble and colleagues. The Leader et al. (2017) experiment has shown that the relationship between platform depth and platform width does in fact vary by the type of beveling. Thus, platform width may potentially represent a useful proxy for tracking the influence of platform morphology on flake attributes. In addition, McPherron et al. (2020) showed that platform width can be calculated as a function of platform depth and PSIA. Lin et al. (2022) argued for a mediating effect of platform width on flake mass and flake width. They examined the relationship between EPA-PD (as the independent variable) and flake size (as the dependent variable) with platform width as a mediator. Their results showed that platform width facilitates the direct effect of EPA-PD on size, meaning that flakes with a wider platform (a larger platform width to platform depth ratio) are generally wider and heavier.
At a more basic level, however, how platform width is measured may vary considerably depending on the way individual researchers define the extent of the platform surface. For example, the Dibble experiments defined platform width as the distance between the intersection of the flake’s interior and exterior surfaces. While this definition is in line with conventional characterizations of the striking platform, its strict application can cause discrepancies in how platform width is measured, especially on flakes that retain parts of the core edge connected to the platform (i.e., débordants flakes). The measurement of platform width in the Leader et al. (2017) experiment on laterally beveled flakes, which covers not only the isolated platform surface but also any remnants of the beveled core edge, thus may be questionable in terms of whether the measured values are comparable across flakes with varying platform shapes and core edge configurations. Future experiments are needed to investigate how different independent variables interact to form platform width in the flake formation process, and how they help determine flake width and mass.
Core Morphology
Although the core surface morphology experiment conducted by Dibble and colleagues (the Rezek et al., 2011 experiment) showed that EPA-PD has a stronger effect on flake variability, the experiment outcomes also indicated that that core surface morphology does nevertheless have an impact on the resulting flake shape (e.g., surface area and length to width ratio, see also Van Peer, 2021). As noted by Rezek et al. (2011), however, the different core surface morphologies examined in their study may not have been distinctive enough, particularly with respect to the general curvature, to overcome the effect of exterior platform angle and platform depth on flake variability. It may be that, with more pronounced variation in ridge configurations, the impact of core surface morphology on flake size and shape would become more dominant. Another aspect of core surface morphology that has yet to be explored is the longitudinal or distal convexity. So far, all of the core designs used by Dibble and colleagues share a similar longitudinal curvature profile. It is commonly noted among flintknappers that the distal curvature and dorsal ridge configuration strongly dictate the point of flake termination, and hence the resulting flake length (Whittaker, 1994). In fact, these core morphology elements represent key factors in the discussion of particular reduction techniques such as Levallois and blade technologies (Boëda, 1993). Finally, we also note that core size is not well tested. Speth (1981) showed that initial core size has an impact on flake size, but how specific core dimensions (such as core length, width, edge angle, etc.) affect flake dimension is unclear. Thus, the general topic of core morphology remains an important area to explore in future controlled experimental studies.
Flake Terminations
Flake formation can be divided into three stages: initiation, propagation, and termination (Cotterell & Kamminga, 1987). The Dibble experiments have largely focused on the initiation and propagation stages. Thus, the formation of different flake terminations remains a largely unexplored topic in controlled flaking experiments. Dibble and Whittaker (1981)’s controlled experiment showed a relationship between exterior platform angle and flake termination: flakes with feather termination had a lower average exterior platform angle (41.8°) than hinged (61.5°) and overshot flakes (76.7°). They suggested that exterior platform angles might affect flake termination by changing the converging configuration of the core surface. One of the controlled experiments conducted in Pelcin (1997a) similarly showed that exterior platform angle and platform depth have an influence on both flake initiation and termination. That is, for a given interval of exterior platform angles, flake termination progressively changes from feathered to hinged before the flakes eventually exhibit bending initiations as platform depths increase. However, in the Dibble studies summarized here, only flakes with feather terminations were included. This is because the size and dimensions of flakes with feathered termination were considered to be a more accurate representation of the “true” flakes associated with the knapping conditions in question. However, though in low frequencies, flakes with stepped and hinged terminations were occasionally produced in the controlled flaking condition. The cause for these non-feather terminations has yet to be explored.
There are several existing hypotheses regarding flake termination that are worth examining through a controlled experimental approach. First, it is commonly noted that a possible cause for hinge and step termination relates to the angle and trajectory of the hammer blow. As Whittaker (1994) explained, when the hammer blow follows an arc, the vector of the force trajectory is separated into two directions, a downward shearing force that drives the fracture into the core and an outward opening force that opens the crack. When the hammer is swung in such a way where the outward force is too great, the flake is “pulled” away from the core too rapidly and hence snaps. The current setup used in the Dibble experiments needs to be upgraded to better simulate a more realistic “arcing” blow. Another hypothesis is that hinge and step terminations are results of insufficient percussive force. As a result, the fracture propagation “follows a shorter path to the core surface” (Whittaker, 1994:109) by hinging the termination. Both of these hypothetical causes can be tested by using a controlled experimental approach, though a flaking apparatus different from the one used by Dibble and colleagues would be required to allow for an arc hammer swing and the delivery of a variable force blow.
Conclusions
Controlled flaking experimentation allows us to study the variation observed in lithic assemblages from the fundamental perspectives of flaking, that is, by understanding how a single flake is made (Rezek et al., 2016). It serves as a bridge between the basic flaking principles and the knapping behaviors behind the archaeological record. The Dibble experiments have greatly advanced our understanding of the effect of various variables that knappers directly control (Dibble & Rezek, 2009; Dogandžić et al., 2020; Leader et al., 2017; Magnani et al., 2014; Rezek et al., 2011). They provide a means to quantify knapping actions into different combinations of measurable flake and core attributes, which will ultimately inform us of what knappers can do to change flake characteristics. These experiments also demonstrate the power and precision of a highly controlled experimental design in studying the effect of single independent variables on flaking. Through variable control, this approach allows the construction of fundamental knapping properties based on internally consistent cause-effect relationships that can then be applied to examine variability in the archaeological stone artifact record on a global scale.
The EPA-PD model summarized from the Dibble experiments not only allows different assemblages to be compared on an objective and continuous scale of flake variability, as demonstrated in Lin et al. (2013) and Režek et al. (2018), but also enables researchers to quantify the degree of curation among lithic artifacts and assemblages (Davis & Shea, 1998; Shott et al., 2000; Shott & Seeman, 2017). However, the EPA-PD model’s ability to predict the flaking outcome depends largely on the standardized setup in the Dibble experiment, any deviation from the “normal” condition (e.g., changes in core and platform configuration, hammer size and morphology, angle of blow) may negatively impact the model’s performance. It is thus important for us to understand the role of other equally important knapping parameters besides exterior platform angle and platform depth so that these variables can be properly included in the EPA-PD model to improve its power in explaining flake variability in different scenarios. Despite its inherent limitations (Leader et al., 2017; McPherron et al., 2020; Rezek et al., 2011), the controlled experimental setting provides a powerful and effective pathway forward for lithic researchers to evaluate hypotheses and construct experimental inferences.
References
Andrefsky, W. (1994). Raw-material availability and the organization of technology. American Antiquity, 59(1), 21–34.
Andrefsky, W. (2006). Experimental and archaeological verification of an index of retouch for hafted bifaces. American Antiquity, 71(4), 743–757.
Archer, W., Pop, C. M., Rezek, Z., Schlager, S., Lin, S. C., Weiss, M., Dogandžić, T., Desta, D., & McPherron, S. P. (2018). A geometric morphometric relationship predicts stone flake shape and size variability. Archaeological and Anthropological Sciences, 10(8), 1991–2003.
Boëda, E. (1982). Etude expérimentale de la technologie des pointes Levallois in Tailler! Pourquoi faire: Préhistoire et technologie lithique II, Recent Progress in Microwear Studies. Studia Praehistorica Belgica Leuven, 2, 23–56.
Boëda, E. (1993). Le débitage discoïde et le débitage Levallois récurrent centripède. Bulletin De La Société Préhistorique Française, 90(6), 392–404.
Boldurian, A. T., & Hoffman, E. E. (2009). Clovis blade manufacture: Analytical procedure to infer “technique.” North American Archaeologist, 30(2), 167–194.
Bonnichsen, R. (1977). Models for deriving cultural information from stone tools. University of Ottawa Press.
Bordes, F. (1953). Notules de typologie paléolithique. I. Outils moustériens à fracture volontaire. Bulletin de La Société Préhistorique de France, 50(4), 224–226.
Bordes, F. (1969). The Corbiac blade technique and other experiments. Tebiwa, 12, 1–22.
Bordes, F. (1971). Essai de préhistoire expérimentale: Fabrication d’un épieu de bois. Mélanges de Préhistoire, d’archéocivilisation et d’ethnologie Offerts à André Varagnac, 69–73.
Bradbury, A. P., & Carr, P. J. (1995). Flake typologies and alternative approaches: An experimental assessment. Lithic Technology, 100–115.
Bradbury, A. P., & Carr, P. J. (1999). Examining stage and continuum models of flake debris analysis: An experimental approach. Journal of Archaeological Science, 26(1), 105–116.
Bradley, B., & Sampson, C. G. (1986). Analysis by replication of two Acheulian artefact assemblages. Stone Age Prehistory: Studies in Memory of Charles McBurney, 29–45.
Braun, D. R., Rogers, M. J., Harris, J. W. K., & Walker, S. J. (2008a). Landscape-scale variation in hominin tool use: Evidence from the developed Oldowan. Journal of Human Evolution, 55(6), 1053–1063. https://doi.org/10.1016/j.jhevol.2008.05.020
Braun, D. R., Tactikos, J. C., Ferraro, J. V., Arnow, S. L., & Harris, J. W. (2008b). Oldowan reduction sequences: Methodological considerations. Journal of Archaeological Science, 35(8), 2153–2163.
Braun, D. R., Aldeias, V., Archer, W., Arrowsmith, J. R., Baraki, N., Campisano, C. J., Deino, A. L., DiMaggio, E. N., Dupont-Nivet, G., & Engda, B. (2019). Earliest known Oldowan artifacts at> 2.58 Ma from Ledi-Geraru, Ethiopia, highlight early technological diversity. Proceedings of the National Academy of Sciences, 116(24), 11712–11717.
Brenet, M., Bourguignon, L., Folgado, M., & Ortega, I. (2009). Élaboration d’un protocole d’expérimentation lithique pour la compréhension des comportements techniques et techno-économiques au Paléolithique moyen. Les Nouvelles De L’archéologie, 118, 60–64.
Bril, B., Rein, R., Nonaka, T., Wenban-Smith, F., & Dietrich, G. (2010). The role of expertise in tool use: Skill differences in functional action adaptations to task constraints. Journal of Experimental Psychology: Human Perception and Performance, 36(4), 825–839.
Bril, B., Smaers, J., Steele, J., Rein, R., Nonaka, T., Dietrich, G., Biryukova, E., Hirata, S., & Roux, V. (2012). Functional mastery of percussive technology in nut-cracking and stone-flaking actions: Experimental comparison and implications for the evolution of the human brain. Philosophical Transactions of the Royal Society B: Biological Sciences, 367(1585), 59–74. https://doi.org/10.1098/rstb.2011.0147
Buchanan, B., Mraz, V., & Eren, M. I. (2016). On identifying stone tool production techniques: An experimental and statistical assessment of pressure versus soft hammer percussion flake form. American Antiquity, 81(4), 737–751.
Callahan, E. (1979). The basics of biface knapping in the eastern fluted point tradition. A manual for flintknappers and lithic analysts. Archaeology of Eastern North America, 7, 1–180.
Callahan, E. (1985). Experiments with Danish Mesolithic microblade technology. Journal of Danish Archaeology, 4(1), 23–39.
Clark, J. E. (1982). Manufacture of Mesoamerican prismatic blades: An alternative technique. American Antiquity, 47(2), 355–376.
Clark, J. E. (2012). Stoneworkers’ approaches to replicating prismatic blades. In The Emergence of Pressure Blade Making (pp. 43–135). Springer.
Clarkson, C., & Hiscock, P. (2011). Estimating original flake mass from 3D scans of platform area. Journal of Archaeological Science, 38(5), 1062–1068.
Cotterell, B., Kamminga, J., & Dickson, F. P. (1985). The essential mechanics of conchoidal flaking. International Journal of Fracture, 29(4), 205–221. https://doi.org/10.1007/BF00125471
Cotterell, B., & Kamminga, J. (1987). The formation of flakes. American Antiquity, 52(04), 675–708. https://doi.org/10.2307/281378
Cotterell, B., & Kamminga, J. (1992). Mechanics of pre-industrial technology: An introduction to the mechanics of ancient and traditional material culture. Cambridge University Press.
Crabtree, D. E. (1966). A stoneworker’s approach to analyzing and replicating the Lindenmeier Folsom. Tebiwa, 9, 3–39.
Crabtree, D. E. (1968). Mesoamerican polyhedral cores and prismatic blades. American Antiquity, 33(4), 446–478.
Crabtree, D. E. (1970). Flaking Stone with Wooden Implements: Flaked stone artifacts from Palliaike, Chile, suggest that wooden flaking tools were used in the New World. Science, 169(3941), 146–153.
Damlien, H. (2015). Striking a difference? The effect of knapping techniques on blade attributes. Journal of Archaeological Science, 63, 122–135.
Davis, Z. J., & Shea, J. J. (1998). Quantifying lithic curation: An experimental test of Dibble and Pelcin’s original flake-tool mass predictor. Journal of Archaeological Science, 25(7), 603–610.
Dibble, H. L. (1981). Technological strategies of stone tool production at Tabun Cave (Israel). Doctoral thesis, The University of Arizona.
Dibble, H. L. (1997). Platform variability and flake morphology: A comparison of experimental and archaeological data and implications for interpreting prehistoric lithic technological strategies. Lithic Technology, 22(2), 150–170.
Dibble, H. L. (1998). Comment on “Quantifying lithic curation: An experimental test of Dibble and Pelcin’s original flake-tool mass predictor”, by Zachary J. Davis and John J. Shea. Journal of Archaeological Science, 25(7), 611–613.
Dibble, H. L., & Whittaker, J. C. (1981). New experimental evidence on the relation between percussion flaking and flake variation. Journal of Archaeological Science, 8(3), 283–296.
Dibble, H. L., & Pelcin, A. (1995). The effect of hammer mass and velocity on flake mass. Journal of Archaeological Science, 22(3), 429–439.
Dibble, H. L., Schurmans, U. A., Iovita, R. P., & McLaughlin, M. V. (2005). The measurement and interpretation of cortex in lithic assemblages. American Antiquity, 70(3), 545–560.
Dibble, H. L., & Rezek, Z. (2009). Introducing a new experimental design for controlled studies of flake formation: Results for exterior platform angle, platform depth, angle of blow, velocity, and force. Journal of Archaeological Science, 36(9), 1945–1954.
Dogandžić, T., Braun, D. R., & McPherron, S. P. (2015). Edge length and surface area of a blank: Experimental assessment of measures, size predictions and utility. PLoS One, 10(9), e0133984.
Dogandžić, T., Abdolazadeh, A., Leader, G., Li, L., McPherron, S. P., Tennie, C., & Dibble, H. L. (2020). The results of lithic experiments performed on glass cores are applicable to other raw materials. Archaeological and Anthropological Sciences, 12(2), 44.
Driscoll, K., & García-Rojas, M. (2014). Their lips are sealed: Identifying hard stone, soft stone, and antler hammer direct percussion in Palaeolithic prismatic blade production. Journal of Archaeological Science, 47, 134–141.
Eren, M. I., & Bradley, B. A. (2009). Experimental evaluation of the Levallois “core shape maintenance” hypothesis. Lithic Technology, 34(2), 119–125.
Eren, M. I., Greenspan, A., & Sampson, C. G. (2008). Are Upper Paleolithic blade cores more productive than Middle Paleolithic discoidal cores? A replication experiment. Journal of Human Evolution, 55(6), 952–961.
Eren, M. I., Bradley, B. A., & Sampson, C. G. (2011a). Middle Paleolithic skill level and the individual knapper: An experiment. American Antiquity, 76(2), 229–251.
Eren, M. I., Lycett, S. J., Roos, C. I., & Sampson, C. G. (2011b). Toolstone constraints on knapping skill: Levallois reduction with two different raw materials. Journal of Archaeological Science, 38(10), 2731–2739.
Eren, M. I., & Lycett, S. J. (2012). Why Levallois? A morphometric comparison of experimental ‘preferential’Levallois flakes versus debitage flakes. PLoS One, 7(1), e29273.
Eren, M. I., Roos, C. I., Story, B. A., von Cramon-Taubadel, N., & Lycett, S. J. (2014). The role of raw material differences in stone tool shape variation: An experimental assessment. Journal of Archaeological Science, 49, 472–487.
Eren, M. I., Lycett, S. J., Patten, R. J., Buchanan, B., Pargeter, J., & O’Brien, M. J. (2016). Test, model, and method validation: The role of experimental stone artifact replication in hypothesis-driven archaeology. Ethnoarchaeology, 8(2), 103–136.
Faulkner, A. (1972). Mechanical principles of flintworking. Washington State University.
Faulkner, A. (1973). Mechanics of eraillure formation. Newsletter of Lithic Technology, 4–12.
Fischer-Cripps, A. C. (2007). Introduction to Contact Mechanics (Vol. 101). Springer.
Flenniken, J. J. (1978). Reevaluation of the Lindenmeier Folsom: A replication experiment in lithic technology. American Antiquity, 43(3), 473–480.
Frank, F. C., & Lawn, B. (1967). On the theory of Hertzian fracture. Proceedings of the Royal Society of London. Series A. Mathematical and Physical Sciences, 299(1458), 291–306.
Franklin, J. D., & Simek, J. F. (2008). Core refitting and the accuracy of aggregate lithic analysis techniques: The case of 3rd Unnamed Cave, Tennessee. Southeastern Archaeology, 108–121.
Frison, G. (1979). Observations on the use of stone tools: Dulling of working edges of some chipped stone tools in bison butchering. In B. Hayden (Ed.), Lithic Use-Wear Analysis. Academic Press.
Geneste, J.-M. (1985). Analyse lithique d’industries moustériennes du Périgord: Une approche du comportement des groupes humains au paléolithique moyen [PhD Thesis]. Bordeaux 1.
Geneste, J.-M. (1988). Les industries de la grotte Vaufrey: Technologie du débitage, économie et circulation de la matière première lithique. La Grotte Vaufrey: Paléoenvironnement, Chronologie, Activités Humaines, 441–518.
Geribàs, N., Mosquera, M., & Vergès, J. M. (2010). The gesture substratum of stone tool making: An experimental approach. Sezione Di Museologia Scientifica e Naturalistica, 6(1), 155–162.
Harlacker, L. (2003). Knowledge and know-how in the Oldowan: An experimental approach. Skilled Production and Social Reproduction, 219.
Hayden, B., & Hutchings, W. K. (1989). Whither the billet flake? D. S. Amick & R. P. Mauldin (Eds.) Experiments in lithic technology: 235–257. BAR International Series, 528.
Hiscock, P., & Tabrett, A. (2010). Generalization, inference and the quantification of lithic reduction. World Archaeology, 42(4), 545–561.
Hutchings, W. K. (1997). The paleoindian fluted point, dart or spear armature?: The identification of paleoindian delivery technology through the analysis of lithic fracture velocity [PhD Thesis]. Theses (Dept. of Archaeology)/Simon Fraser University.
Hutchings, W. K. (1999). Quantification of fracture propagation velocity employing a sample of Clovis channel flakes. Journal of Archaeological Science, 26(12), 1437–1447.
Hutchings, W. K. (2015). Finding the Paleoindian spearthrower: Quantitative evidence for mechanically-assisted propulsion of lithic armatures during the North American Paleoindian Period. Journal of Archaeological Science, 55, 34–41.
Iovita, R., Schönekeß, H., Gaudzinski-Windheuser, S., & Jäger, F. (2016). Identifying weapon delivery systems using macrofracture analysis and fracture propagation velocity: A controlled experiment. In Multidisciplinary approaches to the study of Stone Age weaponry (pp. 13–27). Springer.
Johnson, L. L., Behm, J. A., Bordes, F., Cahen, D., Crabtree, D. E., Dincauze, D. F., Hay, C. A., Hayden, B., Hester, T. R., & Katz, P. R. (1978). A history of flint-knapping experimentation, 1838–1976 [and comments and reply]. Current Anthropology, 19(2), 337–372.
Karavanić, I., & Šokec, T. (2003). The Middle Paleolithic percussion or pressure flaking tools? The comparison of experimental and archaeological material from Croatia. Prilozi Instituta Za Arheologiju u Zagrebu, 20, 13–14.
Kerkhof, F., & Miiller-Beck, H. (1969). Zur bruchmechanischen Deutung der Schlagmarken au Steingeraten. Glastechnische Berichte, 42, 439–448.
Kimura, Y. (2002). Examining time trends in the Oldowan technology at Beds I and II, Olduvai Gorge. Journal of Human Evolution, 43(3), 291–321.
Kocer, C., & Collins, R. E. (1998). Angle of Hertzian cone cracks. Journal of the American Ceramic Society, 81(7), 1736–1742.
Lawn, B. R. (1967). Partial cone crack formation in a brittle material loaded with a sliding spherical indenter. Proceedings of the Royal Society of London. Series A. Mathematical and Physical Sciences, 299(1458), 307–316.
Lawn, B. R., Wilshaw, T. R., & Hartley, N. E. W. (1974). A computer simulation study of Hertzian cone crack growth. International Journal of Fracture, 10(1), 1–16.
Leader, G., Abdolahzadeh, A., Lin, S. C., & Dibble, H. L. (2017). The effects of platform beveling on flake variation. Journal of Archaeological Science: Reports, 16, 213–223.
Li, L., Reeves, J. S., Lin, S. C., Tennie, C., & McPherron, S. P. (2022). Quantifying knapping actions: A method for measuring the angle of blow on flakes. Archaeological and Anthropological Sciences, 14(8), 1–16.
Lin, S. C., Rezek, Z., Braun, D., & Dibble, H. L. (2013). On the utility and economization of unretouched flakes: The effects of exterior platform angle and platform depth. American Antiquity, 78(4), 724–745.
Lin, S. C., Rezek, Z., & Dibble, H. L. (2018). Experimental design and experimental inference in stone artifact archaeology. Journal of Archaeological Method and Theory, 25(3), 663–688.
Lin, S. C., Rezek, Z., Abdolahzadeh, A., Braun, D. R., Dogandžić, T., Leader, G. M., Li, L., & McPherron, S. P. (2022). The mediating effect of platform width on the size and shape of stone flakes. PLoS One, 17(1), e0262920.
Lycett, S. J., & Eren, M. I. (2013). Levallois lessons: The challenge of integrating mathematical models, quantitative experiments and the archaeological record. World Archaeology, 45(4), 519–538.
Magnani, M., Rezek, Z., Lin, S. C., Chan, A., & Dibble, H. L. (2014). Flake variation in relation to the application of force. Journal of Archaeological Science, 46, 37–49.
Marreiros, J., Calandra, I., Gneisinger, W., Paixão, E., Pedergnana, A., & Schunk, L. (2020a). Rethinking use-wear analysis and experimentation as applied to the study of past hominin tool use. Journal of Paleolithic Archaeology, 3(3), 475–502.
Marreiros, J., Pereira, T., & Iovita, R. (2020b). Controlled experiments in lithic technology and function. In Archaeological and Anthropological Sciences (Vol. 12, Issue 6, pp. 1–7). Springer.
Marwick, B. (2008). What attributes are important for the measurement of assemblage reduction intensity? Results from an experimental stone artefact assemblage with relevance to the Hoabinhian of mainland Southeast Asia. Journal of Archaeological Science, 35(5), 1189–1200.
McPherron, S. P., Abdolahzadeh, A., Archer, W., Chan, A., Djakovic, I., Dogandžić, T., Leader, G., Li, L., Lin, S., Magnani, M., Reeves, J., Rezek, Z., & Weiss, M. (2020). Introducing platform surface interior angle (PSIA) and its role in flake formation, size and shape. PLoS One, 15(11), e0241714
Moore, M. W., & Perston, Y. (2016). Experimental insights into the cognitive significance of early stone tools. PLoS One, 11(7), e0158803.
Mourre, V., Villa, P., & Henshilwood, C. S. (2010). Early use of pressure flaking on lithic artifacts at Blombos Cave, South Africa. Science, 330(6004), 659–662.
Mraz, V., Fisch, M., Eren, M. I., Lovejoy, C. O., & Buchanan, B. (2019). Thermal engineering of stone increased prehistoric toolmaking skill. Scientific Reports, 9(1), 1–8. https://doi.org/10.1038/s41598-019-51139-3
Muller, A., & Clarkson, C. (2014). Estimating original flake mass on blades using 3D platform area: Problems and prospects. Journal of Archaeological Science, 52, 31–38.
Namen, A., Iovita, R., Nickel, K. G., Varis, A., Taimagambetov, Z., & Schmidt, P. (2022). Mechanical properties of lithic raw materials from Kazakhstan: Comparing chert, shale, and porphyry. PLoS One, 17(4), e0265640.
Nonaka, T., Bril, B., & Rein, R. (2010). How do stone knappers predict and control the outcome of flaking? Implications for understanding early stone tool technology. Journal of Human Evolution, 59(2), 155–167. https://doi.org/10.1016/j.jhevol.2010.04.006
Pargeter, J., Khreisheh, N., & Stout, D. (2019). Understanding stone tool-making skill acquisition: Experimental methods and evolutionary implications. Journal of Human Evolution, 133, 146–166.
Pelcin, A. W. (1996). Controlled experiments in the production of flake attributes. Doctoral thesis, University of Pennsylvania
Pelcin, A. W. (1997a). The effect of core surface morphology on flake attributes: Evidence from a controlled experiment. Journal of Archaeological Science, 24(8), 749–756.
Pelcin, A. W. (1997b). The effect of indentor type on flake attributes: Evidence from a controlled experiment. Journal of Archaeological Science, 24(7), 613–621.
Pelcin, A. W. (1998). The threshold effect of platform width: A reply to Davis and Shea. Journal of Archaeological Science, 25(7), 615–620.
Pelegrin, J. (1990). Prehistoric lithic technology: Some aspects of research. Archaeological Review from Cambridge, 9(1), 116–125.
Pelegrin, J. (1993). A framework for analysing prehistoric stone tool manufacture and a tentative application to some early stone industries. In A. Berthelet, & J. Chavaillon (Eds.), The use of tools by humans and non-human primates (pp. 302–317). Oxford University Press.
Pelegrin, J. (2012). New experimental observations for the characterization of pressure blade production techniques. In The emergence of pressure blade making (pp. 465–500). Springer.
Rein, R., Bril, B., & Nonaka, T. (2013). Coordination strategies used in stone knapping. American Journal of Physical Anthropology, 150(4), 539–550.
Rezek, Z., Lin, S., Iovita, R., & Dibble, H. L. (2011). The relative effects of core surface morphology on flake shape and other attributes. Journal of Archaeological Science, 38(6), 1346–1359.
Rezek, Z., Lin, S. & Dibble, H. L. (2016). The role of controlled experiments in understanding variation in flake production. In A. P. Sullivan & D. I. Olszewski (Eds.), Archaeological variability and interpretation in global perspective (pp. 307–320). University Press of Colorado.
Režek, Ž, Dibble, H. L., McPherron, S. P., Braun, D. R., & Lin, S. C. (2018). Two million years of flaking stone and the evolutionary efficiency of stone tool technology. Nature Ecology & Evolution, 2(4), 628.
Roesler, F. C. (1956). Brittle fractures near equilibrium. Proceedings of the Physical Society. Section B, 69(10), 981.
Roussel, M., Bourguignon, L., & Soressi, M. (2009). Identification par l’expérimentation de la percussion au percuteur de calcaire au Paléolithique moyen: Le cas du façonnage des racloirs bifaciaux Quina de Chez Pinaud (Jonzac, Charente-Maritime). Bulletin de La Société Préhistorique Française, 219–238.
Rugg, G., & Mullane, M. (2001). Inferring handedness from lithic evidence. Laterality: Asymmetries of Body, Brain and Cognition, 6(3), 247–259.
Scerri, E. M., Gravina, B., Blinkhorn, J., & Delagnes, A. (2016). Can lithic attribute analyses identify discrete reduction trajectories? A quantitative study using refitted lithic sets. Journal of Archaeological Method and Theory, 23(2), 669–691.
Schindler, B., & Koch, J. (2012). Flakes giving you lip? Let them speak: An examination of the relationship between percussor type and lipped platforms. Archaeology of Eastern North America, 99–106.
Schoville, B. J., Brown, K. S., Harris, J. A., & Wilkins, J. (2016). New experiments and a model-driven approach for interpreting Middle Stone Age lithic point function using the edge damage distribution method. PLoS One, 11(10), e0164088.
Sharon, G., & Goren-Inbar, N. (1999). Soft percussor use at the Gesher Benot Ya ‘aqov Acheulian site. Mitekufat Haeven, 28, 55–79.
Shea, J., Davis, Z., & Brown, K. (2001). Experimental tests of Middle Palaeolithic spear points using a calibrated crossbow. Journal of Archaeological Science, 28(8), 807–816.
Shea, J. J., Brown, K. S., & Davis, Z. J. (2002). Controlled experiments with Middle Palaeolithic spear points: Levallois points. Experimental Archaeology: Replicating past Objects, Behaviors, and Processes, 1035, 55–72.
Sheets, P. D. (1973). Edge abrasion during biface manufacture. American Antiquity, 38(2), 215–218.
Sheets, P. D., & Muto, G. R. (1972). Pressure blades and total cutting edge: An experiment in lithic technology. Science, 175(4022), 632–634.
Shott, M. J. (1996). An exegesis of the curation concept. Journal of Anthropological Research, 52(3), 259–280.
Shott, M. J. (2020). Allometry and resharpening in experimental Folsom-point replicas: Analysis using inter-landmark distances. Journal of Archaeological Method and Theory, 27(2), 360–380.
Shott, M. J., Bradbury, A. P., Carr, P. J., & Odell, G. H. (2000). Flake size from platform attributes: Predictive and empirical approaches. Journal of Archaeological Science, 27(10), 877–894.
Shott, M. J., & Sillitoe, P. (2005). Use life and curation in New Guinea experimental used flakes. Journal of Archaeological Science, 32(5), 653–663.
Shott, M. J., & Seeman, M. F. (2017). Use and multifactorial reconciliation of uniface reduction measures: A pilot study at the Nobles Pond Paleoindian site. American Antiquity, 82(4), 723–741.
Sisk, M. L., & Shea, J. J. (2009). Experimental use and quantitative performance analysis of triangular flakes (Levallois points) used as arrowheads. Journal of Archaeological Science, 36(9), 2039–2047.
Smith, G. M., Noack, E. S., Behrens, N. M., Ruebens, K., Street, M., Iovita, R., & Gaudzinski-Windheuser, S. (2020). When lithics hit bones: Evaluating the potential of a multifaceted experimental protocol to illuminate Middle Palaeolithic weapon technology. Journal of Paleolithic Archaeology, 3(2), 126–156.
Speth, J. D. (1972). Mechanical basis of percussion flaking. American Antiquity, 37(01), 34–60. https://doi.org/10.2307/278884
Speth, J. D. (1974). Experimental investigations of hard-hammer percussion flaking. Tebiwa, 17(1), 7–36.
Speth, J. D. (1975). Miscellaneous studies in hard-hammer percussion flaking: The effects of oblique impact. American Antiquity, 203–207.
Speth, J. D. (1981). The role of platform angle and core size in hard-hammer percussion flaking. Lithic Technology, 10(1), 16–21.
Stout, D., Apel, J., Commander, J., & Roberts, M. (2014). Late Acheulean technology and cognition at Boxgrove, UK. Journal of Archaeological Science, 41, 576–590.
Stout, D., Hecht, E., Khreisheh, N., Bradley, B., & Chaminade, T. (2015). Cognitive demands of Lower Paleolithic toolmaking. PLoS One, 10(4), e0121804.
Sullivan, A. P., & Rozen, K. C. (1985). Debitage analysis and archaeological interpretation. American Antiquity, 50(4), 755–779.
Tabarev, A. V. (1997). Paleolithic wedge-shaped microcores and experiments with pocket devices. Lithic Technology, 22(2), 139–149.
Tomenchuk, J. (1987). The development of a wholly parametric use-wear methodology and its application to two selected samples of epipaleolithic chipped stone tools from Hayonim Cave, Israel. Doctoral thesis, University of Toronto.
Toth, N., & Schick, K. (2019). Why did the Acheulean happen? Experimental studies into the manufacture and function of Acheulean artifacts. L’anthropologie, 123(4–5), 724–768.
Tringham, R., Cooper, G., Odell, G., Voytek, B., & Whitman, A. (1974). Experimentation in the formation of edge damage: A new approach to lithic analysis. Journal of Field Archaeology, 1(1–2), 171–196.
Van Peer, P. (2021). A mechanical framework of conchoidal flaking and its place in lithic systematics. Journal of Paleolithic Archaeology, 4(2), 1–35.
Vernooij, C. A., Mouton, L. J., & Bongers, R. M. (2012). Learning to control orientation and force in a hammering task. Zeitschrift Für Psychologie, 220(1), 29–36.
Villa, P., Boscato, P., Ranaldo, F., & Ronchitelli, A. (2009). Stone tools for the hunt: Points with impact scars from a Middle Paleolithic site in southern Italy. Journal of Archaeological Science, 36(3), 850–859.
Wallner, H. (1939). Linienstrukturen an Bruchflächen. Zeitschrift Für Physik, 114(5), 368–378.
Warren, R. (1978). Measurement of the fracture properties of brittle solids by Hertzian indentation. Acta Metallurgica, 26(11), 1759–1769.
Whittaker, J. C. (1994). Flintknapping: Making and understanding stone tools. (1st ed.). University of Texas Press.
Acknowledgements
This paper is an effort to review and draw a synthesis of the controlled flaking experiments conceptualized and led by Harold Dibble since 2009. It was his intention to wrap up this phase of his experimental program with a synthesis paper, but sadly he passed away before he could see it through. Without his work, there would not be such a dataset generated from a controlled setting that allows us to synthesize models of flake formation. We also wish to sincerely thank the reviewers and editors for their constructive comments. We dedicate this paper to Harold.
Funding
Open Access funding enabled and organized by Projekt DEAL. The experiments that generate the dataset were funded by the National Science Foundation (BCS-0649673 and BCS-1153192), University of Pennsylvania Museum of Archaeology and Anthropology and School and Arts and Sciences, the European Union’s Framework Programme for Research and Innovation Horizon 2020 under the Marie Skłodowska-Curie grant agreement No. 751125, and the Institutional Strategy of the University of Tübingen (Deutsche Forschungsgemeinschaft, ZUK 63).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Harold L. Dibble is deceased
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Li, L., Lin, S.C., McPherron, S.P. et al. A Synthesis of the Dibble et al. Controlled Experiments into the Mechanics of Lithic Production. J Archaeol Method Theory 30, 1284–1325 (2023). https://doi.org/10.1007/s10816-022-09586-2
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10816-022-09586-2