
Abstract
A key challenge in producing superhydrophobic coatings (SHC) is to tailor the surface morphology on the micro-nanometer scale. In this work, a feasible and straightforward route was employed to manufacture polystyrene/nickel oxide (PSN) nanocomposite superhydrophobic coatings on aluminum alloys to mitigate their corrosion in a saline environment. Different techniques were employed to explore the influence of the addition of NiO nanoparticles to the as-prepared coatings. PSN-2 composite with ~ 4.3 wt% of NiO exhibited the highest water contact angle (WCA) of 155° ± 2 and contact angle hysteresis (CAH) of 5°.
Graphic abstract
EIS Nyquist plots of 3 g of electrospun polystyrene coatings (a) without and with (b) 0.1, (c) 0.15, and (d) 0.2 g of NiO.

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Some creatures possess the ability to construct morphologies that can be manipulated to resolve many challenging industrial problems. For example, the lotus leaf's hierarchical roughness and surface chemistry create water-repellency properties with a water contact angle (WCA) higher than 150° and sliding like beads under the mildest forces [1]. Inspired by nature, scientists apply superhydrophobic coatings on metals and alloys to protect them against corrosive environments. Many industries suffer from corrosion problems resulting in higher maintenance costs, lower efficiencies, and high-risk issues [2]. Aluminum (Al) and its alloys (AAs) are widespread and have substantial usage in many areas, e.g., packaging, electronics, construction, aviation, and automotive industries [3]. The diversity of aluminum alloy applications arises from the different alloying elements added to pure aluminum, such as copper, silicon, magnesium, manganese, nickel, and zinc. This alloying process results in unique characteristics such as high mechanical strength, excellent thermal and electrical conductors, and corrosion resistance under ambient conditions [4, 5]. However, aluminum alloys are significantly corroded when exposed to corrosive environments. Consequently, variable strategies have been applied to mitigate Al alloys' degradation, such as using corrosion inhibitors, which are chemically or physically adsorbed to the metal surface, leading to a reduction in the adsorbition/ingress of the hydrated chloride species [6]. Nevertheless, inhibitors lose their efficiency with time; so, several protective coatings are explored to enhance the inhibitors' efficiencies and prevent corrosion of metallic components [7]. Among these are organic coatings, which display efficient protection against corrosion when metal is placed in a corrosive environment [8]. However, the permeation of aggressive electrolytes through the coatings to the metal/coating interface will dramatically increase the corrosion rate. Consequently, increasing the coating's water-repellency, i.e., using superhydrophobic coatings (SHCs), can be an effective technique to enhance its protection efficiency. It is worth mentioning that two main surface properties control the superhydrophobicity of a coating: (i) minimizing the surface energy and (ii) increasing the surface roughness [9].
The electrospinning technique is commonly used to produce superhydrophobic coatings due to its simplicity, high efficiency, template synthesis, self-assembly, inexpensive, and applicability for plenty of polymers to generate nanofibers [1, 10]. Many parameters affect the production of electrospun SHC coatings, such as solution properties (viscosity, surface tension, and average molecular weight of the used polymer) and electrospinning process properties, e.g., flow rate, applied voltage, the distance between a needle and substrates, and time [11,12,13,14].
Polystyrene (PS) and poly-functionalized polystyrene are widely used in different applications [15]. PS is relatively inexpensive and has a low melting point, which results in the wide usage of PS [16]. Compositing polystyrene with nanoparticles can significantly enhance the surface roughness and, therefore, increase the air trapped in the coating disparities, resulting in a high water contact angle (WCA) [1, 15]. Different inorganic nanoparticles were exploited with polystyrene to manufacture superhydrophobic coatings, including SiO2, TiO2, MnO2, and Al2O3, leading to hierarchical morphologies [15, 17,18,19]. Zhao et al. [20] synthesized SHC polyaniline (PANI)/polystyrene (PS) micro/nanostructure (WCA = 153°) on carbon steel using electrospinning, showing a protection efficiency of 99.48% in 0.1 M H2SO4. Pawar et al. [21] prepared an SHC using the spin deposition technique on mild steel from a mixture of hydrophobically modified silica particles and polystyrene. The as-prepared coating exhibited WCA and WCAH of 158° and 9°, respectively, and corrosion resistance of 2 × 106 Ω cm2 in saline water. Feng et al. [22] successfully grafted polystyrene on Al alloy displaying a WCA and sliding angle of 153.6° and 3°, respectively, which results in reducing the icorr, from 1.74 × 10–4 A cm2 for the uncoated substrate to 1.16 × 10–5 A cm2.
We have recently shown that the difference in corrosion resistance of the SHCs with the same WCA could not be attributed to their superhydrophobic nature but to the lowering in the coating's dielectric constant, which affects the water permeability [23]. The corrosion resistance of the as-prepared SHC is attributed to the combined effect of the Cassie–Baxter approach and to the reduction of the dielectric constant (ε′) and the AC conductivity (σ′) after the addition of nano-species. Thus, the electrospun nanocomposite coating's electrical dipoles became less dielectrically active and lessened the corrosive electrolyte diffusion.
In the present work, the Al surface was modified using new electrospun PS–NiO nanocomposite SHCs with different NiO-to-PS ratios, which has not been reported earlier in the literature. The new SHCs are characterized using various techniques, including the water contact angle (WCA) and contact angle hysteresis (CAH), Fourier-transform infrared (FTIR), X-ray diffraction (XRD), and scanning electron microscopy (SEM). The surface roughness is measured using atomic force microscopy (AFM). Moreover, the thermal properties of the samples and the corrosion resistance are tested by differential scanning calorimeter (DSC) and thermal gravimetric analysis (TGA), and the electrochemical impedance spectroscopy EIS, respectively.
2 Experiment
2.1 Materials
Polystyrene (PS) with an average molecular weight (MW) of 250,000 was imported from Sigma-Aldrich with a specific density of 1.05 g cm−3. Nickel oxide (NiO) nanopowder with particle size < 50 nm was also obtained from Sigma-Aldrich. The solvents like N,N-Dimethylacitamide (DMAC), and Tetrahydrofuran (THF) were purchased from BDH chemicals.
2.2 Coating synthesis
A 3 g of polystyrene was dissolved in a 50 ml of mixture which consists of 70 wt% DMAC and 30 wt% THF and stirred overnight at 30 °C to get a sufficiently homogenous solution with the required viscosity for electrospinning. Simultaneously, different NiO nanoparticle powder amounts were dispersed in 25 ml of THF under stirring for 90 min. The NiO nanoparticle/solvent mixture was then gradually added to the PS solution and stirred for 1 h at 50 °C. Table 1 shows the variation of the NiO loadings used to synthesize the different nanocomposite PS–NiO SHCs. Aluminum substrates with 3 × 3 cm2 size and 2 mm thickness were used as collectors and coated with the PS–NiO SHCs. Before electrospinning the PS–NiO mixture, Al sheets were polished using different emery papers up to 1200 and after that sonicated in acetone to remove any impurities.
The electrospinning unit consists of a high voltage supply, syringe pump, and a collector. The optimum distance used to manufacture the superhydrophobic coatings was 15 cm from the needle tip to the substrates with a cross-sectional diameter of 0.7 mm. The electrospinning flow rate was 1.5 mL h−1 at an applied voltage of 18 kV and an operating temperature of 40 °C.
2.3 Characterization
A high field-emission scanning electron microscope, HFESEM (FEI NOVA NANOSEM 450, Hillsboro, OR, USA), was used to investigate the morphologies of the as-prepared nanocomposite coatings. All SEM samples were coated with a thin layer of gold to avoid charging and increase the conductivity. WCAs were measured using optical contact angle measuring system (OCA 35, Dataphysics Instruments, Filderstadt, Germany). AFM images were captured using (MFP-3D, Asylum Research, Santa Barbara, CA, USA). AFM measurements were carried out using silicon tip, which has a radius of 10 nm over a resonance frequency of 70 kHz in addition to a spring constant of 2 Nm−1 used for non-contact tapping mode in air. Transmittance FTIR was measured using (PerkinElmer Spectrum 400 FTIR, PerkinElmer, Waltham, MA, USA). The XRD analysis was carried out using (Rigaku, Miniflex2 Desktop, Tokyo, Japan) equipped with Cu Kα radiations. The structural and phase study of as-prepared catalyst at scanning step of 0.02° in the 2θ range from 10° to 90°. The FTIR spectra of the coated samples were recorded in the range of 400–4000 cm−1. TGA measurements were performed using (4000 PerkinElmer Pyris system). DSC analysis was conducted using a differential scanning calorimeter (DSC 8500, PerkinElmer, USA). The DCS test was carried out in Al crucible using 5 mg weight of specimen. Gamry Reference 3000 potentiostat (Warminster, PA, USA) was utilized to measure the electrochemical performance of PS/NiO superhydrophobic coating in 3.5 wt% NaCl. Gamry Reference 3000 consists of three electrodes, Ag/AgCl as a reference electrode, the working electrode (the as-prepared coatings), and graphite as a counter electrode. The coated samples with a surface area of 0.785 cm2 were exposed to 3.5 wt% NaCl solution. EIS measurements were carried out at an open circuit with a wave amplitude of 10 mV over a frequency range of 0.01 Hz to 100 kHz at room temperature. Before conducting EIS measurements, the samples were immersed 30 min in the electrolyte to reach the steady-state and set the open circuit potential. EIS data were analyzed using Gamry Echem Analyst software (Version 7.06, Gamry, Warminster, PA, USA).
3 Results and discussion
3.1 Scanning electron microscopy (SEM)
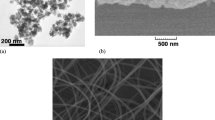
The different morphologies of the electrospun PS and PS–NiO nanocomposite SHCs at different PS-to-NiO ratios are summarized in the SEM micrographs shown in Fig. 1. The formation of a beaded-fiber structure with different diameters can be seen easily. These beads may be obtained owing to low polystyrene concentrations [24]. Actually, under the test conditions, the creation of spindle beaded fibers has two reasons: (i) the low applied voltages of 18 kV during the electrospinning process and the fast stretching through the charged jet [24] and (ii) low polystyrene concentration, which leads to a significant decline in the elasticity that provides the required resistance to overcome the elongation caused by the electrostatic force [25]. In general, there are three forces accountable for the construction of beads consisting of coulombic, viscoelastic, and surface tension forces and the stretching of the charged jet during the electrospun process. It is noteworthy that NiO nanoparticles' presence has no considerable influence on the surface morphology of the electrospun polystyrene, as displayed in Fig. 1b–d. It can be observed that the variation in the diameter of the constructed beaded fibers is negligible. A beaded-fibers’ texture is desirable since its structure contributes to the coating's roughness, leading to increased trapped air volume between the modified surface inequalities [24].

SEM images of electrospun PS and PS–NiO nanocomposite superhydrophobic coating for a PS, b PSN-1, c PSN-2, and d PSN-3
3.2 Contact angle measurement
Figure 2 shows the wettability of the electrospun PS and PS–NiO nanocomposite SHCs. The static contact angle of the as-prepared coatings was investigated using the sessile droplet method at room temperature. Table 2 demonstrates the measured water contact angles and sliding angles for PS and PS–NiO nanocomposite SHCs. The water contact angles were measured for PS with and without NiO nanoparticles. The measured WCA of pure electrospun PS is 146° ± 2. On the other hand, NiO nanoparticles' addition to PS significantly enhanced the wettability of the as-fabricated coatings. The highest WCA of PS–NiO nanocomposite coatings was 155° ± 1 for PSN-2, and the lowest contact angle was 150° ± 2 for PSN-3. As a function of NiO content, the measured WCA had an inflection point due to two opposite effects. At low concentrations of NiO, the increase in the surface roughness due to the addition of the NiO is the dominant parameter. However, at a higher concentration of NiO, the hydrophilic nature of the NiO became the dominant factor, which lowered the WCA [20, 26]. The recorded WCA of neat was PS 146° ± 2; however, the addition of the nanospecies significantly increased the WCA to 153°, 155° ± 1, and 150° ± 2 for PSN-1, PSN-2, and PSN-3, respectively. The contact angle hysteresis (CAH) for PS and PS–NiO nanocomposite SHCs is displayed in Table 2. The measured CAH of pure PS coating nanoparticles was 25° ± 3, which markedly reduced after the addition of NiO nanoparticles to 8° ± 2, 5° ± 3, and 12° ± 2 for PSN-1, PSN-2, and PSN-3, respectively.

Snapshots of the measured water contact angle of the pure PS and PS/NiO nanocomposite SHCs
3.3 Atomic force microscopy (AFM)
AFM was performed to investigate the surface topography of PS and PS–NiO nanocomposite SHCs, as illustrated in Fig. 3. The pure PS coating showed the lowest value of surface roughness (114 nm). However, the surface roughness of the PS–NiO nanocomposite SHC increased by the addition of NiO nanoparticle up to specific content, beyond that limit \({R}_{a} \mathrm{the}\) value was lowered [27]. The \({R}_{a}\) value of the as-prepared coatings were found to be 131 ± 5, 169 ± 4, and 127 ± 2 nm for PSN-1, PSN-2, and PSN-3, respectively. In general, AFM measurements draw an attention to the impact of the composition ratio of PS to NiO nanoparticle on the degree of roughness of the prepared coatings. It is worth mentioning that the formed microbeads and nanofiber structures greatly improve the coatings' surface roughness.

AFM images of surface of a PS, b PSN-1, c PSN-2, and d PSN-3
3.4 XRD
X-ray diffraction patterns of polystyrene and polystyrene/NiO nanocomposites are shown in Fig. 4a and b. Characteristic diffraction peaks located at 2θ = 37.31°, 43.4°, 62.9°, 75.3°, and 79.4° are corresponding to (111), (200), (220), (311), and (222) planes of the crystalline NiO nanoparticles, respectively [28, 29]. The observed broad XRD peak at 2θ = 19.3° before and after the addition of NiO is attributed to the (001) crystal plane, indicating the amorphous halo structure of polystyrene [30]. This peak is linked to the van der Waals space between neighboring chains [31]. The amorphous PS structure could be attributed to the rapid phase change of liquid to solid during the electrospinning process [31]. Two NiO nanoparticles' peaks were identified at 2θ = 37.2° and 43.2° after the addition of polystyrene. It is noteworthy that the addition of NiO has no significant influence on the amorphous structure of PS.

X-ray diffraction pattern of a NiO nanoparticles and b electrospun polystyrene before and after the addition of NiO nanoparticles
3.5 FTIR
FTIR spectra of PS and PS–NiO nanocomposite SHCs are shown in Fig. 5. The spectra of PS coating before and after the addition of NiO nanoparticles are similar. The strong peaks located at 701 and 763 cm−1 are attributed to –CH2 rocking mode and C–H out-of-plane bend, respectively [32, 33]. The aromatic ring and C–C aromatic stretch vibrations are observed at 1096 and 1493 cm−1, respectively [34, 35]. The observed bands at 2923 and 2855 cm−1 correspond to the C–H stretching vibration of the –CH2 and –CH groups on the main PS chain. However, the peaks located at 3000–3100 cm−1 are accredited to the C–H group on the electrospun PS side chain and the aromatic C–H stretching vibration [35]. It is worth mentioning that the typical absorption band of Ni–O stretching appeared at 430–490 cm−1 in PSN-1, PSN-2, and PSN-3 [36, 37].

FTIR spectra for PS and PS–NiO nanocomposite SHCs
3.6 Differential scanning calorimetry (DSC)
Figure 6 displays the melting and crystallization curves of PS and PS–NiO nanocomposite SHCs obtained from the DSC's second heating and first cooling steps. DSC measurements' temperature was raised from − 30 to 250 °C at a scan speed of 10 °C min−1. The glass transition temperature (Tg) is observed at 107 °C for PS and PS–NiO nanocomposite SHCs. The existence of NiO nanoparticles did not change the Tg of PS. The melting temperature of PS before and after NiO nanoparticles' addition is almost the same (110 °C), as shown in Fig. 6a. Also, the crystallization behavior of PS and PS–NiO nanocomposite SHCs is identical; no cold crystalline peak is observed, as shown in Fig. 6b. Therefore, PS under these conditions is an amorphous polymer evidenced by the degree of crystallization measured from Eq. (2). The enhancement of the glass transition temperature, melting, and crystallization temperature of polystyrene was very difficult because of phenyl rings' rigidity [38]. The Tg development occurs when polymer components are strongly adsorbed onto the surface of the nanospecies leading to reducing the free space to move polymer macromolecules. Consequently, behavioral progress in the Tg proposed a weak interaction between NiO nanoparticles and PS polymer chains [38]. The degree of crystallinity of the as-fabricated coatings was evaluated before and after the addition of NiO nanoparticles using the following formula [39, 40]:

DSC analysis for PS and PS–NiO nanocomposite SHCs a Heating curves b Cooling curves
where \(\Delta {H}_{m}\) is the melting enthalpy of the electrospun PS and PS–NiO nanocomposite SHCs and \({\Delta H}{^\circ }\) is the melting enthalpy of the 100% crystalline PS (53.2 J g−1) [41, 42]. The calculated values of \(T_{{\text{g}}}\), \(\Delta {H}_{m}\) ,and \(X_{{{\text{cry}}}}\) for PS and PS–NiO nanocomposite SHCs are summarized in Table 3.
3.7 Thermogravimetric analysis (TGA)
Due to the thermal degradation that occurred during heat treatment of the PS and PS–NiO nanocomposite SHCs, TGA analysis was studied over a temperature range from 25 to 600 °C in the presence of N2 as shown in Fig. 7. The calculated temperatures corresponding to the percent of weight loss are listed in Table 4. The thermal decomposition of the prepared coatings was slightly varied for PS before and after NiO nanoparticles' addition. Pure polystyrene is degraded at around 330 °C due to the destruction of polymer chains with higher molecular weight [43]. However, at a temperature higher than 500 °C, nothing of the polymer remained due to the entire polymer's decomposition [38]. Chain scission and free radical diffusion are the dominant regimes of thermal degradation of PS. The onset decomposition temperature (Tonset) and the temperature T50 and T100 are temperatures at which 50 and 100% of weight losses occur. The Tonset of the as-prepared coatings shifted by 20 °C to the higher temperature of 354, 375, and 375 °C for PSN-1, PSN-2, and PSN-3, respectively. This behavior was kept through the thermal decomposition of the samples as the concentration of NiO nanoparticles increased. Accordingly, the thermal stability of polystyrene is enhanced by NiO nanoparticles' addition due to the limitation of segmental mobility of the polymer chain provides a physical barrier for free radical diffusion [44, 45].

Thermogravimetric analysis for pure a PS, b PSN-1, c PSN-2, and d PSN-3
3.8 Electrochemical impedance spectroscopy (EIS)
EIS assessed the corrosion resistance of PS and PS–NiO nanocomposite SHCs. Figure 8a and b shows the equivalent circuit used to fit the EIS measured results that consist of the electrolyte solution resistance \({R}_{s}\), double-layer capacitances \(\mathrm{CPE}1\mathrm{ and CPE}2\) indicating the coating/solution and metal/solution interface non-ideal capacitances, respectively. The pore resistance and charge transfer resistance are represented by \({R}_{po}\) and \({R}_{ct}\), respectively. In the equivalent circuit, the high impedance value of the frequency intercept (|Z|100 kHz) corresponds to the solution resistance (\({R}_{s}),\) while the one at the lowest frequency intercept (|Z|0.01 Hz) corresponds to the charge transfer resistances \({(R}_{ct})\). The impedance of the CPE is calculated using the Eq. 1/ZCPE = Qo(jw)α, where Q° (s Ω−1) equals the admittance (1/|Z|) at ω = 1 rad/s, ω is the angular frequency of the AC signal (1/rad), and α is the CPE exponent. The CPE behaves like an ideal capacitor when the value of α is close to 1.

The equivalent circuit used to fit the EIS data of the as-prepared coatings
Besides, the double-layer capacity \({C}_{dl}\) can be determined from the given equation [9, 46]:
where Q, n, and R represent the admittance and exponent of constant phase element and resistance, respectively.
Nyquist and Bode plots of PS, PSN-1, PSN-2, and PSN-3 are shown in Fig. 9 and 10, respectively. The dots represent the measured points, while the solid lines represent the fitted data. The calculated electrochemical parameters extracted by the fitting EIS are summarized in Table 5.

Nyquist plots of the as-prepared coatings of a PS, b PSN-1, c PSN-2, and d PSN-3
The \({R}_{ct}\) of the PS coating significantly increased from 24 kΩ cm2 to 248 and 750 kΩ cm2 for PSN-1 and PSN-2, respectively. The pore resistance (Rpo) of the PS was considerably enhanced from 5.1 to 94 and 179 kΩ cm2 for PSN-1 and PSN-2, respectively. On the other hand, the \({C}_{dl}\) decreased with increasing the WCA of the as-prepared coatings, which indicated the charged species' low permittivity to and from the Al surface underneath the coating, see Table 5. This increment in the Rct and Rpo could be accredited to the air confined inside the pockets of the rough nanocomposite coatings leading to alleviate the ingress of the hydrated species such as Cl− and OH−. Interestingly, further addition of NiO nanospecies results in a reduction of Rct and Rpo as a result of the aggregation of the nanoparticle on the coating surface, which decreases the surface roughness and the increase in the hydrophilicity due to the increased amount of the metal oxide, which is hydrophilic, leading to a decrease in the WCAH [47] (Fig. 10).

Bode plots of the as-prepared a PS, b PSN-1, c PSN-2, and d PSN-3 coatings
The surface morphology of Al alloys was explored after removing the as-prepared coatings, as depicted in Fig. 11. A distinct variation in the construction of pitting corrosion can be observed due to increasing the corrosion resistance by increasing NiO content and, accordingly, the WCA. However, further addition of NiO nanoparticles results in alleviating the WCA and consequently developing pitting corrosion, see Fig. 11d.

SEM images of Al alloys after removing the coating from a PS, b PSN-1, c PSN-2, and d PSN-3 coatings
4 Conclusion
Polystyrene–nickel oxide (PS–NiO) superhydrophobic nanocomposite coatings were successfully fabricated on Al sheets via a one-step electrospinning technique. NiO nanoparticles' addition has a considerable effect on the wettability, surface roughness, and thermal stability of the polystyrene coating. The morphology of the prepared coating was evaluated and proved the formation of beaded-fiber structure. The combination of micro/nanoscale texture of the beaded fibers enhanced the surface roughness of the as-prepared coatings and consequently increased the WCA and reduced the CAH. PSN-2 recorded the highest WCA of 155° ± 2 and the lowest WCAH of 5° ± 3 and therefore achieved the maximum corrosion resistance in saline water. Nevertheless, increasing the concentration of NiO more than that amount reduces the performance of corrosion protection of the as-prepared coating due to the aggregation of NiO on the coating surface and the increase of hydrophilicity due to the hydrophilic nature of the metal oxides.
References
Ahmed Bahgat R, Aboubakr MA, Nasser AA (2018) Recent advances in corrosion resistant superhydrophobic coatings. Corros Rev 36:127–153
Adel MM, Aboubakr Moustafa A, Mariam A-M, Ahmed B (2016) Fundamental, fabrication and applications of superhydrophobic surfaces. In: Ana Z, Maria Carmen M-M (eds) research perspectives on functional micro- and nanoscale coatings. IGI Global, Hershey, PA, pp 341–368
Sudhagar S, Sakthivel M, Ajith Arul Daniel S (2020) Application of image processing to radiographic image for quantitative assessment of friction stir welding quality of aluminium 2024 alloy. Measurement 152:107294
Abdel-Gaber AM, Abd-El-Nabey BA, Sidahmed IM, El-Zayady AM, Saadawy M (2006) Kinetics and thermodynamics of aluminium dissolution in 1.0M sulphuric acid containing chloride ions. Mater Chem Phys 98:291–297
Yin B, Fang L, Tang A-Q, Huang Q-L, Hu J, Mao J-H, Bai G, Bai H (2011) Novel strategy in increasing stability and corrosion resistance for superhydrophobic coating on aluminum alloy surfaces. Appl Surf Sci 258:580–585
Badawy WA, Al-Kharafi FM, El-Azab AS (1999) Electrochemical behaviour and corrosion inhibition of Al, Al-6061 and Al–Cu in neutral aqueous solutions. Corros Sci 41:709–727
Ahmed AF (2020) Applications of nanomaterials in corrosion protection coatings and inhibitors. Corros Rev 38:67–86
Najjar R, Katourani SA, Hosseini MG (2018) Self-healing and corrosion protection performance of organic polysulfide@urea-formaldehyde resin core–shell nanoparticles in epoxy/PANI/ZnO nanocomposite coatings on anodized aluminum alloy. Prog Org Coat 124:110–121
Radwan AB, Mohamed AMA, Abdullah AM, Al-Maadeed MA (2016) Corrosion protection of electrospun PVDF–ZnO superhydrophobic coating. Surf Coat Technol 289:136–143
Lee KH, Kim HY, Bang HJ, Jung YH, Lee SG (2003) The change of bead morphology formed on electrospun polystyrene fibers. Polymer 44:4029–4034
Huang Z-M, Zhang YZ, Kotaki M, Ramakrishna S (2003) A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos Sci Technol 63:2223–2253
Sukigara S, Gandhi M, Ayutsede J, Micklus M, Ko F (2003) Regeneration of Bombyx mori silk by electrospinning—part 1: processing parameters and geometric properties. Polymer 44:5721–5727
Demir MM, Yilgor I, Yilgor E, Erman B (2002) Electrospinning of polyurethane fibers. Polymer 43:3303–3309
Fong H, Chun I, Reneker DH (1999) Beaded nanofibers formed during electrospinning. Polymer 40:4585–4592
Bahgat Radwan AMAA, Mohamed AMA, Al-Maadeed MA (2018) New electrospun polystyrene/Al2O3 nanocomposite superhydrophobic coatings; synthesis, characterization, and application. Coatings 8:65
Ku PL (1988) Polystyrene and styrene copolymers. I. Their manufacture and application. Adv Polym Technol 8:177–196
Hou W, Wang Q (2007) Wetting behavior of a SiO2–polystyrene nanocomposite surface. J Colloid Interface Sci 316:206–209
Hou W, Wang Q (2009) UV-driven reversible switching of a polystyrene/titania nanocomposite coating between superhydrophobicity and superhydrophilicity. Langmuir 25:6875–6879
Xu X, Zhang Z, Guo F, Yang J, Zhu X, Zhou X, Xue Q (2012) Fabrication of bionic superhydrophobic manganese oxide/polystyrene nanocomposite coating. J Bionic Eng 9:11–17
Zhao Y, Xing C, Zhang Z, Yu L (2017) Superhydrophobic polyaniline/polystyrene micro/nanostructures as anticorrosion coatings. React Funct Polym 119:95–104
Pawar PG, Xing R, Kambale RC, Kumar AM, Liu S, Latthe SS (2017) Polystyrene assisted superhydrophobic silica coatings with surface protection and self-cleaning approach. Prog Org Coat 105:235–244
Feng L, Yan Z, Qiang X, Wang Y, Liu Y (2015) Polystyrene-grafted Al surface with excellent superhydrophobicity and corrosion resistance. Surf Interface Anal 47:506–513
Bahgat Radwan A, Abdullah AM, Hassan MK (2018) The missing piece of the puzzle regarding the relation between the degree of superhydrophobicity and the corrosion resistance of superhydrophobic coatings. Electrochem Commun 91:41–44
Zhan N, Li Y, Zhang C, Song Y, Wang H, Sun L, Yang Q, Hong X (2010) A novel multinozzle electrospinning process for preparing superhydrophobic PS films with controllable bead-on-string/microfiber morphology. J Colloid Interface Sci 345:491–495
Jarusuwannapoom T, Hongrojjanawiwat W, Jitjaicham S, Wannatong L, Nithitanakul M, Pattamaprom C, Koombhongse P, Rangkupan R, Supaphol P (2005) Effect of solvents on electro-spinnability of polystyrene solutions and morphological appearance of resulting electrospun polystyrene fibers. Eur Polym J 41:409–421
Baba EM, Cansoy CE, Zayim EO (2016) Investigation of wettability and optical properties of superhydrophobic polystyrene-SiO2 composite surfaces. Prog Org Coat 99:378–385
Hooda A, Goyat MS, Gupta R, Prateek M, Agrawal M, Biswas A (2017) Synthesis of nano-textured polystyrene/ZnO coatings with excellent transparency and superhydrophobicity. Mater Chem Phys 193:447–452
Hosny NM, Gomaa I, Abd El-Moemen A, Anwar ZM (2020) Synthesis, magnetic and adsorption of dye onto the surface of NiO nanoparticles. J Mater Sci Mater Electron 31:8413–8422
Pan C, Ding R, Hu Y, Yang G (2013) Electrospinning fabrication of rime-like NiO nanowires/nanofibers hierarchical architectures and their photocatalytic properties. Phys E 54:138–143
Gowd EB, Nair SS, Ramesh C (2002) Crystalline transitions of the clathrate (δ) form of syndiotactic polystyrene during heating: studies using high-temperature X-ray diffraction. Macromolecules 35:8509–8514
Rajak A, Hapidin DA, Iskandar F, Munir MM, Khairurrijal K (2020) Electrospun nanofiber from various source of expanded polystyrene (EPS) waste and their characterization as potential air filter media. Waste Manag 103:76–86
Huan S, Bai L, Liu G, Cheng W, Han G (2015) Electrospun nanofibrous composites of polystyrene and cellulose nanocrystals: manufacture and characterization. RSC Adv 5:50756–50766
Liang CY, Krimm S (1958) Infrared spectra of high polymers. VI. Polystyrene. J Polym Sci 27:241–254
Haridas AK, Sharma CS, Sritharan V, Rao TN (2014) Fabrication and surface functionalization of electrospun polystyrene submicron fibers with controllable surface roughness. RSC Adv 4:12188–12197
Al-Kadhemy MFH, Rasheed ZS, Salim SR (2016) Fourier transform infrared spectroscopy for irradiation coumarin doped polystyrene polymer films by alpha ray. J Radiat Res Appl Sci 9:321–331
Ariyanta HA, Ivandini TA, Yulizar Y (2021) Novel NiO nanoparticles via phytosynthesis method: structural, morphological and optical properties. J Mol Struct 1227:129543
Sabouri Z, Akbari A, Hosseini HA, Khatami M, Darroudi M (2020) Egg white-mediated green synthesis of NiO nanoparticles and study of their cytotoxicity and photocatalytic activity. Polyhedron 178:114351
Soleimani E, Mohammadi M (2018) Synthesis, characterization and properties of polystyrene/NiO nanocomposites. J Mater Sci Mater Electron 29:9494–9508
Kong Y, Hay JN (2003) The enthalpy of fusion and degree of crystallinity of polymers as measured by DSC. Eur Polym J 39:1721–1727
Padmaraj O, Venkateswarlu M, Satyanarayana N (2013) Effect of ZnO filler concentration on the conductivity, structure and morphology of PVdF-HFP nanocomposite solid polymer electrolyte for lithium battery application. Ionics 19:1835–1842
Pasztor AJ, Landes BG, Karjala PJ (1991) Thermal properties of syndiotactic polystyrene. Thermochim Acta 177:187–195
Hikosaka S, Ohki Y (2011) Effect of tacticity on the dielectric properties of polystyrene. IEEJ Trans Electr Electron Eng 6:299–303
Asaletha R, Kumaran MG, Thomas S (1998) Thermal behaviour of natural rubber/polystyrene blends: thermogravimetric and differential scanning calorimetric analysis. Polym Degrad Stab 61:431–439
García-Cerda LA, Romo-Mendoza LE, Quevedo-López MA (2009) Synthesis and characterization of NiO nanoparticles and their PMMA nanocomposites obtained by in situ bulk polymerization. J Mater Sci 44:4553–4556
Chrissafis K, Bikiaris D (2011) Can nanoparticles really enhance thermal stability of polymers? Part I: an overview on thermal decomposition of addition polymers. Thermochim Acta 523:1–24
Ubaid F, Radwan AB, Naeem N, Shakoor RA, Ahmad Z, Montemor MF, Kahraman R, Abdullah AM, Soliman A (2019) Multifunctional self-healing polymeric nanocomposite coatings for corrosion inhibition of steel. Surf Coat Technol 372:121–133
Bahgat Radwan A, Ali K, Shakoor RA, Mohammed H, Alsalama T, Kahraman R, Yusuf MM, Abdullah AM, Fatima Montemor M, Helal M (2018) Properties enhancement of Ni-P electrodeposited coatings by the incorporation of nanoscale Y2O3 particles. Appl Surf Sci 457:956–967
Acknowledgements
The authors would like to thank the Central laboratory Unit (CLU), Qatar University, for the SEM analysis.
Funding
Open access funding provided by the Qatar National Library. This work was supported by (i) the Qatar National Research Fund (QNRF, a member of the Qatar Foundation) through the National Priority Research Program Grant (NPRP) NPRP10-0125-170252 and an (ii) International Research Collaboration Co-Fund grant, IRCC-2021-015 provided by Qatar University. Statements made herein are solely the responsibility of the authors.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bahgat Radwan, A., Mannah, C.A., Sliem, M.H. et al. Electrospun highly corrosion-resistant polystyrene–nickel oxide superhydrophobic nanocomposite coating. J Appl Electrochem 51, 1605–1618 (2021). https://doi.org/10.1007/s10800-021-01603-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10800-021-01603-8