
Abstract
Large area MoS2 ultra-thin film deposition is one of the big challenges in the recent years. Electrodeposition provides an opportunity to grow such ultra-thin films on large scale. However, the transfer of the electrochemically grown film is challenging. Standard transfer of those thin films is done by wet etching in which the underlying substrate is etched. In this work, the polymer coated electrodeposited MoS2 films on Au are separated mechanically from the underlying substrate by using ultra-sonication. Collapse of micron-sized bubbles produced by ultra-sonication at the interface of Au and silicon substrate provides enough energy for separation due to their weak adhesion. The Au layer is then removed by standard Au-etchant (K/KI) and the polymer coated film is transferred to a desired substrate. Ammonium tetrathiomolybdate (ATTM) has been used as precursor material for the electrodeposition of the films. Initial electrochemically grown films consist of MoS3 which is reduced to MoS2 by a post-annealing step at 450–900 °C. Obtained films are investigated by AFM, Raman, UV–Vis and XPS. Crystal quality improves by increasing the post-annealing temperature. The thickness of the thinnest film was found to be equivalent to 2 monolayers of MoS2, which is desirable for future electronics.
Graphic abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
After discovery of graphene as an atomically thin two-dimensional (2D) material [1], a complete new research area has been opened. Recently, 2D semi-conducting materials analogue to graphene, i.e. transition metal dichalchogenides (TMDCs), have attracted great attention due to their interesting optical and electronic properties and 2D nature. Among other 2D TMDCs, molybdenum disulfide (MoS2) exhibits a non-zero band-gap, unlike conducting graphene, and it has interesting properties such as a tunable bandgap [2], optoelectronics [3], and spin–orbit coupling effects [4]. It can be used in switching devices such as a field effect transistor and in hydrogen evolution reaction because of its suitable band-structure [5, 6]. TMDCs thin films have been deposited by various deposition methods such as pulsed laser deposition [7], chemical vapor deposition (CVD) [8, 9], mechanical exfoliation [5], liquid-phase exfoliation [10], dip-coating [11, 12] and spin-coating [13]. Fabrication of transistors is also reported by solution-based processes such as spin-coating and liquid-phase exfoliation [10, 14]. Each of these growth methods has advantages and disadvantages. Mechanical exfoliation method yields a good quality MoS2 flakes but the lateral flake size and thickness of MoS2 flake is not controllable with this method [5]. CVD also yields high quality MoS2 flakes with large lateral size but it requires vacuum [9]. Similarly, ball milling can be used for large scale production of MoS2 but it damages the crystal structure and causes a lot of defects [15]. MoS2 and WS2 monolayer flakes have been also obtained by dip-coating process but again thickness and lateral size is not controllable [11, 12]. However, a major challenge is to grow MoS2 ultra-thin films on large scale and transferring those films to a desired substrate for different applications and characterization while preserving the quality of the films. In this work we present an alternative solution-based deposition methods which gives us an opportunity to control the thickness and lateral size of the grown layer. Ultra-thin films of MoS2 have been grown electrochemically on an Au substrate and transferred onto a silicon substrate by mechanical transfer method followed by gold etching. Such mechanical transfer method while the MoS2 film is supported by a poly(methyl methacrylate) (PMMA) layer was recently reported [16], which is an alternative transfer method to chemical etching of the substrate. For chemical etching of the substrate, usually toxic etchants are used such as hydrofluoric acid (HF) for etching of SiO2 [17]. In order to avoid toxic etchants for transfer, the environmental-friendly transfer method has been used in our approach. The MoS2 films are mechanically separated by ultra-sonication from the silicon substrate along with Au layer because of its weak adhesion to the oxidized silicon surface. The Au layer is removed by a non-toxic gold-etchant such as potassium iodide. This mechanical transfer followed by gold etching doesn’t harm the MoS2 film and the underlying substrate can be reused. The obtained films have been characterized by various spectroscopic methods, i.e. Raman spectroscopy, UV–Vis and XPS before and after transfer.
2 Experiment
Ammonium tetrathiomolybdate (\((N{H}_{4}{)}_{2}Mo{S}_{4}\), ATTM) was dissolved in di-ionized (DI) water in order to prepare 1 mM precursor solution for the electrodeposition. The aqueous solution of the precursor was ultra-sonicated for 20 min to get an uniform solution. Silicon wafers were cleaned with acetone and isopropanol and dried with nitrogen. Afterwards the wafers were treated with UV-ozone for 10 min to remove organic contaminations. A 50 nm gold layer was deposited on the silicon wafers by e-beam evaporation. However any standard deposited method can be used to deposit Au thin film such as physical vapor deposition or sputter coating. After preparing electrolyte and substrates for electrodeposition, the electrochemical setup was prepared. The Potentiostat consists of three electrodes: counter electrode (Pt), working electrode (Au deposited on a silicon wafer) and reference electrode (calomel electrode). The reduction potential of the calomel electrode is 0.27 V, which is referenced to standard hydrogen electrode at room temperature. The over-voltage was kept constant at 0.38 V and deposition time was varied in order to get films with different thicknesses. The growth substrate area was \(1\times 1\) cm2. The electrochemical setup is illustrated in Fig. 1. ATTM is a single source Mo-precursor with the molybdate ion surrounded by sulfur as main source of MoS2. After electrodeposition, the samples were pre-annealed at 120 °C for 15 min to evaporate remaining solvent. Poly(methyl methacrylate) (PMMA) (4 wt%) material was dissolved in methyl ethyl ketone (MEK) solvent and stirred overnight. The PMMA solution was spin-coated on the electrochemically deposited MoSx film at 1000 rpm for 60 s. It was afterwards annealed at 150 °C for 20 min. The polymer coated electrodeposited film on Au/SiO2/Si was then ultra-sonicated (Bandelen RK-100-H, 35 kHz) for 1 min. Ultra-sonication causes the PMMA/MoSx/Au stack to separate from the silicon wafer and to float on the surface of the DI-water. The floating PMMA/MoSx/Au layer stack was then transferred from DI-water to a gold etching solution (K/KI) in order to etch the Au layer. Undiluted standard gold etchant (651,818) was used and was bought from sigma-aldrich. After etching the gold, the PMMA/MoSx layer stack was picked up with a cleaned silicon wafer with highly hydrophilic surface and annealed at 120 °C for 30 min. Finally, the PMMA layer was removed with acetone. This way the MoSx layer was successfully transferred of the conducting Au substrate to a silicon wafer. The transferred MoSx sample was then annealed at target temperature (450, 500, 600, 700, 800, 900 °C) with a heating rate of 20 °C/min and with an additional sulfur source in inert 95% Ar and 5% H2 atmosphere. For this purpose, the sample was placed in the middle of a quartz tube and pure sulfur was placed in the upstream near the edge. The quartz tube was then placed in an oven. Initially the flow of Ar/H2 was kept high to remove residual air. The target temperature was maintained for 120 min. The complete sequence of the experiment is illustrated in Fig. 1.

a Electrochemical setup followed by post-annealing scheme b Scheme for the transfer of the electrodeposited film from Au covered growth substrate to a base silicon substrate and corresponding real image
The electrodeposited films and the films after transfer were characterized with different spectroscopic techniques to study the surface morphology, composition of the film and crystal quality. Atomic force microscope (AFM) (Nanosurf) was used in tapping mode to analyze surface morphology and uniformity of the films. The thickness of the films is measured by a Dektak profilometer. UV–Vis spectroscopy (Cary 5000 UV–Vis–NIR Spectrometer) was done in a spectral range from 200 to 1100 nm in order to observe the excitonic finger print of MoS2. For UV–Vis measurements, an electrochemically deposited film was transferred to a quartz substrate before and after post-annealing. Raman measurements (Horiba Jobin–Yvon T64000) were carried out using 514.5 nm laser excitation source in order to identify the chemical structure based on unique molecular bond vibration and to analyze the crystallinity from the width of the peaks. The Raman signal was collected by a × 50 objective and dispersed with 2400 lines/mm grating and detected by a CCD (charge coupled device) detector at − 110 °C (cooled by liquid nitrogen). In order to do x-ray photoelectron spectroscopy (XPS), the samples were introduced to the XPS vacuum vessel, which has a photoelectron spectrometer with a hemispherical analyzer (Specs Phoebos 100) and a Mg/Al X-ray gun (Specs XR-50). The analyzer was used in transmission mode with a pass energy of 50 eV and Mg Kα radiation (E = 1253.6 eV) was used as source of excitation. The XPS data evaluation was done with the CASA XPS™ software and Shirley method was used to subtract the background. The minor shift in the binding energy because of charging was corrected with respect to the C1s peak.
3 Results and Discussion
Thermal decomposition of ATTM happens between 120 and 360 °C and converts to MoS3. Above 800 °C in inert environment it turns into MoS2 [18]. It has been reported that MoS2 conversion temperature can be reduced from 800 to 450 °C using H2 in an inert environment [18]. ATTM can be converted to MoS3 at room temperature electrochemically according to Eq. 1 and 2. MoS3 can be further reduced to MoS2 by annealing above 450 °C in an inert environment. The thermolysis of electrochemically deposited MoS3 takes place during post-annealing step and results in MoS2 as one of the final reaction products. The chemical reactions that occur during electrodeposition and post-annealing process are given below [19].
The color contrast of the optical microscope images shows that obtained films are uniform and cover large area (see Supplementary Data Fig. S1). Films with different thicknesses are obtained by varying the deposition time yielding a linear correlation (see Supplementary Data Fig. S2) which correlates with the difference in the color contrast of the optical microscope images (see Supplementary Data Fig. S1). ATTM solution with low concentration (1 mM) results in uniform and closed thin films. Ultra-thin films having thickness down to 1 nm have been successfully obtained by electrodeposition, which is equivalent to thickness of a bi-layer of MoS2. Electrodeposition is one of the best ways to produce large area ultra-thin films of MoS2 at room temperature and without using vacuum. The polymer coated electrodeposited film with Au layer is mechanically separated from silicon wafer by means of ultra-sonication as shown in Fig. 1b. Due to the operational principle of the ultra-sonication machine standing acoustical waves are produced. Millions of micron-sized bubbles are produced at the nodes of those standing waves. Initially, there is a negative pressure creating the bubbles. The size of these bubbles is getting bigger and bigger, until the pressure switches from negative to positive pressure. Due to this positive pressure bubbles are compressed and collapse. This implosion of bubble releases energy and transfer it to the environment. The imploding bubbles can provide enough energy to separate two layers [16]. As a result of ultra-sonication, the PMMA/MoSx/Au stack is separated from the silicon substrate because of low adhesion of Au to silicon. The PMMA layer protects the MoSx layer during this procedure from breaking [16].
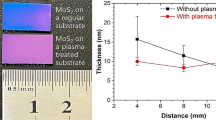
In Fig. 2 roughness of the electrodeposited film obtained from the AFM images before and after transfer is shown. The surface roughness of the 2.2 nm thick MoS2 film is ~ 0.7 nm which indicates that the obtained films are uniform and closed. Furthermore, no big change in the roughness of the films with increasing thickness is observed due to the amorphous nature of the films. The obtained films are uniform and closed as can be seen from the small roughness values of the films in Fig. 2. The AFM images are given in Fig. S3.

Thickness vs roughness plot before and after transfer with inset of atomic force microscopy image electrodeposited layers
The MoS2 formation was investigated by non-destructive spectroscopic methods such as Raman, XPS and UV–Vis spectroscopy. In Fig. 3 the UV–Vis spectra of an electrodeposited film before and after post-annealing are shown. In the spectrum of the film before post-annealing a gradual increase in the absorption is observed with decreasing wavelength. It doesn’t exhibit any absorption peak which indicates the absence of MoS2 content in the initial electrochemically deposited film. In contrast, the spectrum of the film after post-annealing exhibit clear characteristic peaks of MoS2 at 612 nm and 674 nm, which indicates the conversion of electrochemically deposited film to MoS2. The peaks at 612 and 674 nm correspond to the A and B exciton of MoS2 which are attributed to the direct transition at the K point of the Brillouin zone [20, 21]. In addition a broad peak is visible at around 400–450 nm which is attributed to contain two individual peaks i.e. the C and D excitons which are attributed to inter-band transitions [20].

UV–Vis of the 16 nm film before and after conversion to MoS2. Shown absorbance is calculated as one minus transmission
In Fig. 4a Raman spectra of electrodeposited films post-annealed at different temperatures (450–900 °C) are shown. The Raman spectra of the annealed films exhibit two characteristic peaks at 382 cm−1 and 407 cm−1, which correspond to the Raman active modes of MoS2, i.e. the \({{\varvec{E}}}_{2{\varvec{g}}}^{1}\) (in-plane vibrational mode) and \({A}_{1g}\) (out of plane vibrational mode) [22]. According to group theory, there are four Raman active modes of MoS2 [23] but only two of them are observed in the measured spectral range. The four Raman active mode of MoS2 are A1g (out-of-plane vibration (c-axis) of S atoms) at 407 cm−1, \({E}_{2g}^{1}\) (in-plane vibration (basal plane) of Mo and S atoms) at 382 cm−1, E1g (in-plane vibration (basal plane) of S atoms) at 286 cm−1, and \({E}_{2g}^{2}\) (in-plane vibration (basal plane) of Mo and S atoms) at 32 cm−1. E1g is invisible under back-scattering Raman geometry and for \({E}_{2g}^{2}\) the sensitivity factor is relatively small [24]. Among all Raman active modes of MoS2, \({E}_{2g }^{1}\) and A1g are widely studied and they also depend on the thickness of the MoS2 films [22]. The Raman measurements allow to study the crystallinity of the MoS2 films post-annealed at different temperatures. In Fig. 4b the full width at half maximum (FWHM) of both modes (E 12g and A1g) is plotted against the post-annealing temperature. The FWHM for both Raman active modes is large for low temperature and small for high temperature [25]. Decreasing FWHM with increasing temperature indicates that the crystalline quality of the MoS2 improves for higher post-annealing temperatures. For comparison the Raman spectrum for geologically found bulk MoS2 is also measured. It is found that the FWHM of the MoS2 film annealed at 900 °C is essentially equal to the value of the reference MoS2 crystal (\({\text{FWHM}}_{{A_{1g} }} = 1.94\, {\text{cm}}^{ - 1} {\text{and FWHM}}_{{E_{2g}^{1} }} = 1.71\, {\text{cm}}^{ - 1}\)). The minor difference in FWHM between electrochemically obtained MoS2 and the geological MoS2 crystal is attributed to the polycrystalline nature of the layers, which has more grain boundaries and related imperfections. A reported study shows that crystal grain size of MoS2 increases with increasing post-annealing temperature [13]. Similarly, HR-TEM also shows high crystal quality for samples annealed at 900 °C [13] which is consistent with our measured Raman results.

a Raman spectra of the MoS2 films annealed at different temperature. b FWHM of \({E}_{2g}^{1}\) and A1g peak vs post-annealing temperature
In Fig. 5 Raman spectra of MoS2 films with different thicknesses (Bi-monolayer to bulk) are shown. A red-shift is observed for the peak position of the \({{\varvec{E}}}_{2{\varvec{g}}}^{1}\) mode and a blue-shift is observed for the peak position of the A1g mode with increasing number of MoS2 monolayers. Both peaks are moving away from each other with increasing number of MoS2 monolayer. According to literature the difference between A1g and \({{\varvec{E}}}_{2{\varvec{g}}}^{1}\) peak positions is 20 cm−1 for MoS2 monolayer and 27 cm−1 for MoS2 bulk [22, 26]. So in Fig. 5 the Raman spectrum with a difference of 22 cm−1 between peak positions is attributed to MoS2 bi-monolayer while the Raman spectrum with 27 cm−1 difference between peak positions is attributed to bulk-like MoS2, i.e\(>6\boldsymbol{ }{\varvec{M}}{\varvec{L}}\). These results agree with the expected layer thickness from profilometer measurements. In Fig. 5, AFM image of transferred MoS2 layer is shown. The thickness of the film is 1.9 nm which is equivalent to three monolayers of MoS2 as thickness of the MoS2 monolayer is 0.65 nm [27].

Raman spectra of MoS2 films with different thicknesses (left). Atomic force microscope image of a transferred MoS2 film on silicon wafer (right)
In Fig. 6 x-ray photoelectron spectra of the Mo3d doublet and the S2s singlet with corresponding peaks are shown. The spectrum in the upper panel is of a film after the electrochemical deposition while the lower panel contains the spectrum of this film transferred to Si substrate and after annealing at 800 °C. The spectrum of the electrochemically deposited film exhibits a Mo3d doublet with binding energy of 232.7 eV and 229.5 eV for the Mo3d3/2 and 3d5/2, respectively, which is attributed to MoS3 [28]. The atomic ratio between Mo3d and S2s peaks is found to be 1:2.85. It can also be deduced from the atomic ratio that the electrodeposited film contains MoS3. In the lower panel, the spectrum of the transferred film annealed at 800 °C consists of a Mo3d doublet with a binding energy of 232.2 eV and 229 eV for the Mo3d3/2 and 3d5/2, respectively. The red-shift in the binding energy of the 3d state of Mo with respect to the MoS3 counterpart is 0.5 eV, which is attributed to the formation of MoS2 [29]. The peak intensity of the S2s peak reduces when the film is annealed at 800 °C because the MoS3 reduces to MoS2. The Atomic ratio between Mo3d and S2s peaks is found to be 1:2.08, which is close to the ideal MoS2 ratio. Hence the formation of MoS2 is confirmed after annealing which is also verified by Raman and UV–Vis spectroscopy.

XPS spectrum: Mo3d and S2s peaks of the electrodeposited film before and after conversion to MoS2
4 Conclusion
Ultra-thin films of MoSx were successfully deposited by means of electrochemical deposition at room temperature. The film thickness was controlled by varying the electrodeposition time. A film thickness down to 1 nm was successfully achieved. For film thickness beyond a thickness of 10 nm the roughness stayed around 1 nm which is comparable to the thickness of monolayer of MoS2. The roughness of the films was found to be essentially thickness independent as expected from smooth, uniform films covering the surface completely. The electrochemically deposited films were successfully transferred from the initial Au substrate to a bare silicon substrate. The mechanical transfer method followed by environmental-friendly standard Au etching is a novel green method for thin film transfer without using toxic chemicals. It doesn’t harm the MoSx film during transfer process. Furthermore, the underlying growth substrate can be reused. The MoSx films were successfully converted to MoS2 by post-annealing with an additional sulfur source in Ar/H2 environment. The reduction of the electrodeposited films to MoS2 was confirmed by Raman, XPS, and UV–Vis spectroscopy. The crystallinity of the MoS2 films was improved with higher post-annealing temperatures as confirmed by Raman measurements. The successful preparation and transfer of Bi-monolayer of MoS2 was as well confirmed by Raman spectroscopy.
References
Novoselov KS, Geim AK, Morozov SV, Jiang D, Zhang Y (2004) Electric field effect in atomically thin carbon films. Science (-80)(306):666–670
Ryou J, Kim YS, Santosh KC, Cho K (2016) Monolayer MoS2bandgap modulation by dielectric environments and tunablebandgap transistors. Sci Rep 6:1–8
Nguyen VT, Ha S, Il YD, Ahn YH, Lee S, Park JY (2019) Large-scale chemical vapor deposition growth of highly crystalline MoS2 thin films on various substrates and their optoelectronic properties. CurrApplPhys 19:1127–1131
Fan X, Singh DJ, Zheng W (2016) Valence band splitting on multilayer MoS2: mixing of spin-orbit coupling and interlayer coupling. J Phys Chem Lett 7:2175–2181
Radisavljevic B, Radenovic A, Brivio J, Giacometti V, Kis A (2011) Single-layer MoS2 transistors. Nat Nanotechnol 6:147–150
Merki D, Fierro S, Vrubel H, Hu X (2011) Amorphous molybdenum sulfide films as catalysts for electrochemical hydrogen production in water. Chem Sci 2:1262–1267
Tian K, Baskaran K, Tiwari A (2018) Growth of two-dimensional WS2 thin films by pulsed laser deposition technique. Thin Solid Films 668:69–73
Yorulmaz B, Özden A, Şar H, Ay F, Sevik C, Perkgöz NK (2019) CVD growth of monolayer WS 2 through controlled seed formation and vapor density. Mater Sci Semicond Process 93:158–163
Schmidt H, Wang S, Chu L, Toh M, Kumar R, Zhao W, Castro Neto AH, Martin J, Adam S, Özyilmaz B, Eda G (2014) Transport properties of monolayer MoS2 grown by chemical vapor deposition. Nano Lett 14:1909–1913
Zeng X, Hirwa H, Metel S, Nicolosi V, Wagner V (2018) Solution processed thin film transistor from liquid phase exfoliated MoS2 flakes. Solid State Electron 141:58–64
Zeng X, Hirwa H, Ortel M, Nerl HC, Nicolosi V, Wagner V (2017) Growth of large sized two-dimensional MoS2 flakes in aqueous solution. Nanoscale 9:6575–6580
Nisar T, Balster T, Haider A, Kortz U, Wagner V (2021) Growth of ultra-thin large sized 2D flakes at air–liquid interface to obtain 2D-WS 2 monolayers. J Phys D Appl Phys 54:065301
Gomes FOV, Pokle A, Marinkovic M, Balster T, Canavan M, Fleischer K, Anselmann R, Nicolosi V, Wagner V (2018) Influence of temperature on morphological and optical properties of MoS2 layers as grown based on solution processed precursor. Thin Solid Films 645:38–44
Gomes FOV, Pokle A, Marinkovic M, Balster T, Anselmann R, Nicolosi V, Wagner V (2019) High mobility solution processed MoS2 thin film transistors. Solid State Electron 158:75–84
Han C, Zhang Y, Gao P, Chen S, Liu X, Mi Y, Zhang J, Ma Y, Jiang W, Chang J (2017) High-yield production of MoS2 and WS2 quantum sheets from their bulk materials. Nano Lett 17:7767–72
Ma D, Shi J, Ji Q, Chen K, Yin J, Lin Y, Zhang Y, Liu M, Feng Q, Song X, Guo X, Zhang J, Zhang Y, Liu Z (2015) A universal etching-free transfer of MoS2 films for applications in photodetectors. Nano Res 8:3662–3672
Monk DJ, Soane DS, Howe RT (1993) A review of the chemical reaction mechanism and kinetics for hydrofluoric acid etching of silicon dioxide for surface micromachining applications. Thin Solid Films 232:1–12
Brito JL, Ilija M, Hernández P (1995) Thermal and reductive decomposition of ammonium thiomolybdates. Thermochim Acta 256:325–338
Bélanger D, Laperriére G, Marsan B (1993) The electrodeposition of amorphous molybdenum sulfide. J Electroanal Chem 347:165–183
King LA, Zhao W, Chhowalla M, Riley DJ, Eda G (2013) Photoelectrochemical properties of chemically exfoliated MoS2. J Mater Chem A 1:8935–8941
Klots AR, Newaz AKM, Wang B, Prasai D, Krzyzanowska H, Lin J, Caudel D, Ghimire NJ, Yan J, Ivanov BL, Velizhanin KA, Burger A, Mandrus DG, Tolk NH, Pantelides ST, Bolotin KI (2014) Probing excitonic states in suspended two-dimensional semiconductors by photocurrent spectroscopy. RSci Rep 4:1–7
Lee C, Yan H, Brus LE, Heinz TF, Hone J, Ryu S (2010) Anomalous lattice vibrations of single- and few-layer MoS2. ACS Nano 4:2695–700
Wieting TJ, Verble JL (1971) Infrared and Raman studies of long-wavelength optical phonons in hexagonal MoS2. Phys Rev B 3:4286–4292
Li H, Zhang Q, Yap CCR, Tay BK, Edwin THT, Olivier A, Baillargeat D (2012) From bulk to monolayer MoS 2: evolution of Raman scattering Adv. Funct Mater 22:1385–1390
Hu Z, Bao Y, Li Z, Gong Y, Feng R, Xiao Y, Wu X, Zhang Z, Zhu X, Ajayan PM, Fang Z (2017) Temperature dependent Raman and photoluminescence of vertical WS2/MoS2 monolayer heterostructures. Sci Bull 62:16–21
Tummala P, Lamperti A, Alia M, Kozma E, Nobili LG, Molle A (2020) Application-oriented growth of a molybdenum disulfide (Mos2) single layer by means of parametrically optimized chemical vapor deposition. Materials (Basel) 13:1–13
Liu H, Zhu Y, Meng Q, Lu X, Kong S, Huang Z, Jiang P, Bao X (2017) Role of the carrier gas flow rate in monolayer MoS2 growth by modified chemical vapor deposition. Nano Res 10:643–651
Benoist L, Gonbeau D, Pfister-Guillouzo G, Schmidt E, Meunier G, Levasseur A (1994) XPS analysis of lithium intercalation in thin films of molybdenum oxysulphides. ISurf Interface Anal 22:206–210
Zingg DS, Makovsky LE, Tischer RE, Brown FR, Hercules DM (1980) A surface spectroscopic study of molybdenum-alumina catalysts using x-ray photoelectron, ion-scattering, and Raman spectroscopies. J Phys Chem 84:2898–2906
Acknowledgements
We would like to thank German Academic Exchange Service (DAAD) within Stibet-III program (DAAD-ID 57361932) and Jacobs University Bremen for financial support. We acknowledge Prof. Arnulf Materny (Jacobs University Bremen) and his research group for support in Raman and UV–Vis measurements.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nisar, T., Balster, T. & Wagner, V. Mechanical transfer of electrochemically grown molybdenum sulfide layers to silicon wafer. J Appl Electrochem 51, 1279–1286 (2021). https://doi.org/10.1007/s10800-021-01570-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10800-021-01570-0