
Abstract
To improve interface adhesion between anode film and Cu foil, ultrafast laser structuring was implemented to construct dot patterns with a variety of periodic spacing (25, 50, and 75 µm) on Cu foil. The microstructure and electrochemical performance of anode films coated on those structured Cu foils were characterized. It was shown that adhesive force of the electrodes increased as periodic distance between the dots on the Cu foil decreased. Comparison of XRD patterns of the wet slurries with the dried anode films showed that after drying in the case of 50 µm period dot structured Cu foils the most graphite particles were aligned with the c-axis, vertical to the Cu foil surface. EIS, CV, and rate capability measurements confirmed that the anode film on the 50 µm dot period Cu foil had the lowest impedance, strongest lithiation and de-lithiation peaks, and highest discharge capacity. The cycling test carried out under C/2 rate confirmed that the cells with the 50 µm dot interval Cu foil showed the highest capacity retention. We inferred that this was due to the relatively shorter diffusive path in the anode due to vertical orientation of more graphite particles against the laser structured Cu foil.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Due to anode swelling, especially during repeated cycling, detachment of anode films from current collectors has been a long-term issue in lithium-ion batteries [1, 2]. Silicon has been investigated as anode material for the next generation of lithium-ion batteries; however, its massive volumetric expansion hinders its commercialization in the near future. Stronger binders for improving the adhesive force of anode films have been investigated, and a series of new polymers such as PAA (polyacrylic acid) have been confirmed to enhance the adhesive force among silicon particles [3,4,5]. On the other hand, modification of current collectors (Cu foils) provides an alternative solution for improving the interfacial adhesion between the powders of the active materials and Cu foil.
Ultrafast laser is a powerful tool to realize surface structuring at micro- and nanometer scales of metallic, polymer, and ceramic substrates, and has been developed successfully and extensively on different substrates and for different applications [6]. Our previous researches on the treatment of Al foils by ultrafast laser have confirmed the increase of adhesive force of cathode films [7,8,9,10,11,12]. Another result showed that laser structuring of LiCoO2, LiNi x Co y Mn1–x −y O2, LiNi x Mn1−x O3, and LiFePO4 electrodes contributed to a substantial increase of their high-C rate performance and cycling behavior, which helps to develop them into three-dimensional electrodes for enhanced electrochemical kinetics.
Current research is focused on the quantitative evaluation of electrochemical performance to identify the most appropriate electrode structuring via ultrafast laser ablation for state-of-the-art and next generation electrode materials. This kind of approach will be up-scaled and transferred to lithium-ion battery production with large areal footprints and lines. However, ultrafast laser ablation might impose residual stress onto the surface or into the bulk of the materials [13]; the influence of these kinds of stress on the electrochemical properties of electrodes needs to be evaluated carefully.
In this work, we treated Cu foils with ultrashort laser pulses to form a series of dot structures and investigated the electrochemical performances of graphite anode films coated onto those structured Cu foils as a function of the period of the dot pattern.
2 Experimental
2.1 Ultrafast laser processing of Cu foils
Laser structuring of Cu foils was performed at KIT, while the battery grade Cu foils with a thickness of 10 µm were purchased from Oak-Mitsui (Japan). An ultrafast fiber laser source (Tangerine, Amplitude Systèmes, France) with a maximum average laser power of 35 W operated at a laser wavelength of 1030 nm was used in the experiments. Various types of dot patterns with varying pitch periods were generated by single pulse ultrafast laser ablation at a wavelength of 515 nm, a laser fluence of 10.7 J cm−2, and a pulse width of 380 fs. After ablation by single pulse laser, nano-sized concavities and surface ripples were formed, and different pitch distances were realized as a function of laser scanning speed and pulse repetition rate.
2.2 Anode preparation
All anode components were commercially available. Artificial graphite was purchased from MTIXTL USA, with a specific capacity of 338.6 mAh g−1, and its D50 was about 20 µm, CMC (carboxymethyl cellulose) and SBR (styrene-butadiene rubber) also from MTIXTL (USA), and carbon black (C45) from IMERYS (Switzerland).
To obtain results relevant for industrial application, a typical recipe close to industrial ones was selected, thus graphite: C45:CMC:SBR = 90:4:2:4 in weight percent. 3 wt% CMC solution was first prepared. Graphite and C45 powders were weighed and dry-mixed, then CMC solution was added to the mixtures with a certain amount of deionized water. The mixtures were stirred magnetically for 4 h, SBR solution was then added into the suspension and mixed again for 1 h. The ratio between solids and liquid in the final slurry was about 50:50 in weight, and the viscosity of the shipped slurry was about 2000 mPa s. The slurry was coated both onto the structured copper foils and the reference foil using the doctor blade method with a fixed gap of 120 µm. After solidification in air, the dried anode films were transferred to an oven and dried at 120 °C for 30 min under vacuum. To investigate the influence of the laser ablated structures on the solidification of anode slurries on the Cu foils, a mode coating was designated where a drop of slurry was deposited onto a punched Cu foil as shown in Fig. 1. All electrodes were subsequently analyzed with XRD (Producer: PANalytical; Mode: X’Pert Pro) before and after drying. To minimize the influence from the drying process during the XRD measurements, only a limited range from 42° to 46° of diffraction angles 2θ was investigated, including the specific diffraction planes (100) and (101) of crystalline graphite, and so it took only 2 min for each analysis. This prevented the other samples from drying out before they could be measured.

Sample view for XRD measurement before dropping of anode slurry (inset) and after drying of slurry (the white scale bar is 15 mm)
The dried anode films were calendared at 120 °C. The final film thickness was almost half of the thickness before calendaring. Circle electrodes with a diameter of 15 mm were punched and weighed, the density of the punched electrodes was around 6.0 mg cm−2. The punched electrodes were dried in vacuum at 120 °C for 12 h before being transferred to a glove box (MBraun, MB 200G, Germany) to be assembled into coin cells.
2.3 Coin cell assembly
The 2032 type coin cells were assembled in the glove box under a controlled atmosphere of O2 (<0.6 ppm) and H2O (<0.1 ppm). Lithium (Li) foils with a diameter of 16 mm and a thickness of 45 µm (MTI Inc.) were used as counter electrodes, and three layers of separator (20 mm in diameter, Freudenberg GmbH, Germany) were sandwiched between punched anode films and Li foils. 12 drops (120 µL each) of electrolyte (LP30, EC:DMC = 1:1, 1 M LiPF6, Sigma-Aldrich GmbH, Germany) were applied to wet the working electrode and separators, and was confirmed to be enough to keep close contact between working electrode and counter electrode in the housings of the coin cells.
2.4 Microstructure analysis and electrochemical characterization
The microstructures of the laser ablated patterns on the Cu foils and the interfacial microstructures between graphite particles and structured Cu foils were analyzed with a SEM (FEI XL30, Germany). For the latter one, the anode films were removed from the Cu foils by Scotch paste method. The adhesive force of the anode films was measured with a 90° peel-off test method using a universal testing machine (10T, UTS, Germany) to evaluate the tensile adhesive strength between the composite coating and the laser ablated current collector. During the experiment, the anode film was stuck to the adhesive tape and the end of the electrode (coating and current collector) was fixed to the mechanical testing machine load cell. The force F to separate the anode materials from the current collector was oriented perpendicular to the electrode surface and enabled us to calculate the tensile strength σ by the following equation:
where d is the width of the adhesive tape. Three tests were performed for each kind of current collector surface structure under a testing speed of 50 mm min−1. After testing, the percentage of the residual graphite particles on the structured Cu foils was analyzed with image processing software through assigning different colors to graphite particles and Cu foil respectively [14].
The electrochemical impedance spectra (EIS) of the coin cells were measured with an impedance analyzer (Princeton Application Inc., USA) in a frequency range of 10−2–106 Hz with 10 mV as the oscillation voltage. Cyclic voltammetry (CV) was performed by using an electrochemical station (AMTEK Inc., USA), with a sweeping rate of 50 µV s−1 between 1.5 and 5 × 10−3 V for three cycles. C-rate and cycling tests were performed with a battery tester (Model: Series 4000, Maccor Inc., USA). A harsh C-rate test protocol was adopted: the coin cells were charged to 0.01 V, then discharged to 1.5 V both with the predefined currents, no constant voltage charging and no rest procedures were included. Cycling tests were performed between 1.5 and 0.01 V at C/2, where during charging a constant current procedure (CC) was adopted until the cell voltage reached 0.01 V; the cell was then fixed at this voltage till the charging current decreased to 0.01 C (CV). During discharging, a CC was adopted; a rest for 5 s was performed between charging and discharging procedures.
3 Results and discussions
3.1 Microstructures
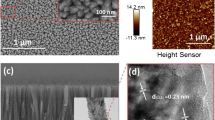
Figure 2 shows SEM images of the untreated Cu foil used as reference, laser structured Cu foils, and the laser structured Cu foil after removal of graphite particles. The reference foil shows typical characteristics of a rolled Cu foil: strips due to the rolling process (Fig. 2a). The micro/nano-structures of the Cu foil shown in Fig. 2b–d are typical of ultrafast laser ablated patterns. Within the 20 µm spot of laser ablation of, self-assembled surface ripples and concaves are formed as shown in Fig. 2e where their root mean square roughness (RMS) is around 180 nm and the depth of the nano-pore structure can reach 500 nm [15], and an increased Cu foil surface is generated. The uniformity and controllability of the laser ablation technique is confirmed in Fig. 2d.

SEM images of Cu foils. a Reference; laser-induced dot pattern with a pitch period of 75 µm (b); 50 µm (c); 25 µm (d); e detailed view of one laser-induced dot; f laser-induced dots with a pitch period of 50 µm, after peeling-off of anode film
In Fig. 2c a dot pattern with a period of 50 µm is shown and the actual distance between the edges of neighboring dots is about 30 µm. This value almost disappears in the case of the dot pattern with a period of 25 µm as shown in Fig. 2d. In Fig. 2f, the Cu foil is exposed after peeling-off of the anode film and two dots could be found, as labeled by the red dashed circles.
3.2 XRD patterns
The XRD patterns of wet slurries and dried films on the Cu foils with different patterns are shown in Fig. 3, where the lengths (25, 50 and 75 µm) in the legend of the figure refers to the dot period on the structured Cu foils, as in the following text. The characteristic diffraction peak of the Cu (111) plane is also detected around 43°. In Fig. 3a, the absolute intensity of the diffraction peak of Cu (111) in the reference sample is the strongest, followed by the samples of 75, 25, and 50 µm respectively. For the dried anode films, the same sequence is observed, as shown in Fig. 3b. The result implies that the crystallinity of Cu foil is weakened by ultrafast laser ablation, and the higher the intensity of the dot array, the weaker the diffraction intensity of the Cu (111) plane; however, there is an exception for the 25 µm sample, whose corresponding diffraction intensity of Cu (111) is higher than that of the 50 µm sample. A slight expansion of the Cu crystalline lattice is induced for both the 75 µm and the 50 µm samples, where the diffraction angle is shifted slightly towards a lower value, but not for the 25 µm sample. It might be due to a transition from localized tensile stress on the surface of structured Cu foil to fully developed 2D tensile stress, which released the tensile stress on pitch dots in the 25 µm sample. Therefore, tensile stress is developed in Cu foils during ultrafast laser ablation, and the most pronounced effect in terms of weakening of the Cu (111) diffraction peak and expansion of lattice is found in the 50 µm sample. In the dried, densified anode films the absolute intensity of the diffraction peak Cu (111) decreases; however, the sequence of absolute intensity of the diffraction peak remains unchanged.

Comparison of XRD patterns of anode film on different Cu foils a after coating and b after drying
Another phenomenon related to the evolution of the diffraction peaks of graphite (100) and (101) is observed in Fig. 3. After drying, the diffraction peaks in the 50 µm sample are the strongest, whereas in the wet films all those diffraction peaks almost have the same intensity, since the graphite particles are still floating freely in the suspension—all from the same slurry batch. Since the diffraction peaks of graphite (100) and (101) planes correspond to the layered structures in the graphite particles (or c axial) perpendicular to the surface of the diffraction plane (here the Cu foil), a higher diffraction intensity means a higher fraction of their c-axis oriented particles in the dried films [16]. This orientation of graphite particles relative to Cu foil would help to reduce the tortuosity of the Li-ion diffusion path in the electrolyte, improving electrochemical performance [17]. The capillary force generated during the drying process through the evaporation of solvent from the anode slurry might help to facilitate this re-orientation process.
3.3 Adhesion force of anode films
Figure 4 compares the tensile strength of films deposited on the ultrafast laser ablated Cu foils as a function of dot period. All ablated samples led to improved film adhesion in comparison to the reference sample due to the increased interface between graphite particles and Cu foil. The ultrafast laser ablated surface with a dot period of 50 µm shows the highest adhesive force of 12.1 N m−1, which amounts to an increase of about 30% against the reference (9.1 N m−1). According to the contrast difference between the components as seen in the SEM pictures, the graphite particles and exposed copper surfaces were assigned red and green, respectively. Then, statistics of the color analysis of the SEM images was performed to calculate the relative amount of residual graphite on the Cu foils; see Fig. 5. The ultrafast laser ablated Cu foil with a dot period of 50 µm revealed the largest amount of residual graphite particles at 28%, compared with only 17% in the reference sample. The amount of residual particles and the tensile strength as function of surface pattern show a similar functional behavior as shown in Fig. 4. The surface percentage of residual graphite particles could serve as an indicator for evaluating the adhesive force between Cu foil and anode film.

Tensile adhesive strength of anode films and amount of graphite particles (surface percentage) after 90° peel-off test as function of surface pattern (dot patterns with different pitch distance and reference surface)

Typical SEM images (a, c) and corresponding contrast images b, d of reference (a, b) and 50 μm sample (c, d) after 90° peel-off tests
3.4 Electrochemical characterization
Figure 6 compares the electrochemical impedance spectra (EIS) of four coin cells acquired after 3 CV measurements at nearly 100% SOC for different dot periods on the laser structured Cu foils, where the scales of Z’ and −Z’’ were strictly kept identical to give reasonable appearances of EIS spectra. All EIS spectra show a similar configuration with one semicircle implying that the impedances of charge transfer and that through SEI film were overlapped and couldn’t be distinguished clearly, and their electrochemical impedances are in the same order of magnitude. The 50 µm sample shows the smallest impedance (~140 Ω cm−2), followed by the 75 mm sample (~204 Ω cm−2), and reference sample (~255 Ω cm−2), the 25 µm sample shows the highest impedance (~310 Ω cm−2). It is obvious that the formation of dot arrays on the surface of Cu foil via ultrafast laser ablation can reduce the electrochemical impedance between graphite particles and Cu due to the increased interface there. However, a further increase of dot density increases the electrochemical impedance again as in the 25 µm sample. This might be ascribed to the weakening of the metallic conductivity of Cu after laser ablation since the Cu surface is almost totally covered with the ripple structure in the 25 µm sample as shown in the inset of Fig. 1b. The results imply that a balance needs to be found between the advantages of enlarged graphite—Cu interface area and the reduced Cu foil conductivity.

Comparison of EIS patterns of anode on different Cu foils
Figure 7 compares the cyclic voltammetry CV curves of the anode films on Cu foils with different dot periods. It is observed that the anode film on Cu foil with a dot period of 50 µm has the strongest lithiation (~396 µA cm−2 @ ~142 mV) and de-lithiation (~538 µA cm−2 @ ~292 mV) peaks, followed by the 75 µm sample; the 25 µm and reference samples, however, have lithiation and de-lithiation peaks of the same intensity. The sequence of the lithiation and de-lithiation peaks coincides well with the EIS results.

Comparison of CV curves of anode films on Cu foils with different dot periods
The discharging capacities of those anode films under different current densities are compared in Fig. 8. According to Fig. 8, the 50 µm sample has the highest discharging capacity, especially when the discharging current is increased above C/5, although at C/10 there is almost no apparent difference between those anode films except that the 75 µm sample almost shows the lowest capacity. The result is consistent with the EIS and CV measurements and confirms that the improved interface between structured Cu and graphite results in lower electrochemical impedance, which contributes to better C-rate performance. However, in general, the capacities under different current densities are unexpectedly low, two reasons might contribute to this results. The first one is that an industrial comparable recipe with high loading of graphite (90 wt% instead of 70 or 80 wt%) was adopted, and followed by a high coating weight per unit area; secondly since no CV and no rest steps were conducted during C-rate measurements, a time dependent polarization accumulation phenomenon might happen as observed at higher C-rate tests (C/2 and C), but not at lower C-rate tests (C/10 and C/5). Due to the extra low capacities around only 40 mAh g−1 after 5 cycles at 1 C test, measurements at higher C-rates were not continued.

Comparison of C-rate performance of anode films on Cu foils with different dot periods
According to Fig. 9, the anode film on Cu foil with the dot period of 50 µm shows the highest capacity retention until 100 cycles; ~258 mAh g−1 remains, in contrast with ~198 mAh g−1 in the reference cell, ~167 mAh g−1 in the 25 µm sample, and 71 mAh g−1 in the 75 µm sample. Although the result agrees well with the previously described electrochemical measurements, the performance ranking in capacity retention of anode films as a function of cycles is somewhat different from that in EIS, CV, and C-rate measurements. Further in-depth investigation is indicated.

Comparison of cycle performance tests of anode films on Cu foils with different dot periods under C/2 (charging: 1.5 to >0.01 V @ C/2, C/2 to >0.01 C @ 0.01 V; constant discharging: 0.01 to >1.5 V)
Based on the previous results of XRD, adhesive force, and electrochemical characterization, it is confirmed that the surface modification of Cu foil via ultrafast laser ablation benefits the adhesion between graphite particles and Cu foil, and reduces interfacial impedance. The best result is achieved with the 50 µm dot period. Since the particle size of our graphite powders is around 20 µm [18], which is similar to the space between dots in the 50 µm dot period Cu foil, this might indicate geometrical matching between the graphite particles and the patterning configuration of the Cu foil substrate. This kind of geometric consistency would ease re-orientation of graphite particles towards the direction perpendicular to the Cu foils, thus favoring the diffusion of Li+ in the anode. It is therefore suggested that for finding the optimal structuring parameters by ultrafast laser ablation of current collectors for further application in lithium-ion batteries, the characteristic parameters (here particle size) of the active materials should be considered and evaluated. A theoretical analysis and practical measurements of particle orientation and its evolution during coating, drying, calendaring, and the following electrochemical processes might help to build up knowledge in advanced electrode engineering.
On the other hand, the results of all electrochemical analysis are not fully consistent with each other, and also with the adhesive force. For electrochemical characterization in relatively steady processes (CV and EIS), the graphite electrode with a periodic spacing of 75 µm showed the reasonable performances; for relatively fast processes (C-rate and cycling test), it turned to be the worst.
We believed that these phenomena might be ascribed to the complicate physical pictures and electrochemical processes in the anode films on laser structured Cu foils based on a systematic view.
In Fig. 4, the adhesion force was improved after the formation of pitches due to laser ablation, which was ascribed to the high concentration of SBR in contact with the Cu foils with increased surface. Since the recipe was identical in all cases, therefore a higher concentration of SBR at the interface between graphite particles and Cu foil meant that a relatively low concentration of SBR in the rest of the anode bulk. The nano-sized carbon black particles are usually associated with SBR, the segregation of SBR along the cross-section of anode film would contribute to a corresponding distribution or segregation of CB. The re-distributions of those components in the anode bulk are not simply linear or monotonic, which results in some complicate changes to electrochemical performances of electrodes. To acquire the accurate distribution of those components cross the anode film further characterization such as element mapping through EDAX technique are needed, which was not included in this study. It is obvious that the introduction of laser structured Cu foils changed the distribution of some components especially in small amount in the anode films during drying process. A comprehensive evaluation on electrodes on structured metallic foils from interface to electrode bulk is necessary to find the optimized/compromised processing and configuration parameters. Such a situation is usually encountered in the mass production of lithium-ion batteries, when the good manufacturability which high concentration of binder favors and high energy density which high concentration of active materials favors are both exerted as two controversial constraints to one recipe. Besides this, the adsorption behavior of binder to the structured pitches formed through laser ablation needs to be investigated in depth to provide a theoretical basis for the application of laser ablation technology in the production of lithium-ion batteries.
4 Conclusions
In summary, ultrafast laser ablation has been successfully applied for the surface modification of Cu foil for preparation of anode films for lithium-ion batteries. Improved adhesive force is confirmed in anode films on laser structured Cu foils. The best electrochemical performance as well as the adhesive force between anode composites and Cu foil is found in the dot period of 50 µm. This is probably due to the improved Li-ion diffusion resulting from the preferred orientation of the graphite particles along the c-axis, i.e. perpendicular to the Cu foil in the dried anode film. The potential of this ultrafast laser ablation technique for lithium-ion battery improvement merits further investigation.
References
Kasavajjula Uday, Chunsheng Wang A, Appleby John (2007) Nano- and bulk-silicon-based insertion anodes for lithium-ion secondary cells. J Power Sour 163:1003–1009. doi:10.1016/j.jpowsour.2006.09.084
Magasinski A, Dixon P, Hertzberg B, Kvit A, Ayala J, Yushin G (2010) High-performance lithium-ion anodes using a hierarchical bottom-up approach. Nat Mater 9(4):353–358. doi:10.1038/nmt2725
Kovalenko B, Zdyrko A, Magasinski B, Hertzberg Z, Milicev R, Burtovyy I Luzinov, Yushin G (2011) A major constituent of brown algae for use in high-capacity Li-ion batteries. Science 333(6052):75–79. doi:10.1126/science.1209150
Magasinski Alexandre, Zdyrko Bogdan, Kovalenko Igor, Hertzberg Benjamin, Burtovyy Ruslan, Huebner Christopher F, Fuller Thomas F, Luzinov Igor, Yushin Gleb (2010) Toward efficient binders for Li-ion battery Si-based anodes: polyacrylic acid. ACS Appl Mater Interfaces 2(11):3004–3010. doi:10.1021/am100871y
Erk Christoph, Brezesinski Torsten, Sommer Heino, Schneider Reinhard, Janek Juergen (2013) Toward silicon anodes for next-generation lithium ion batteries: a comparative performance study of various polymer binders and silicon nanopowders. ACS Appl Mater Interfaces 5(15):7299–7307. doi:10.1021/am401642c
Wenwu Zhang Y, Yao Lawrence (2002) Micro scale laser shock processing of metallic components. J Manuf Sci Eng 124:369–378. doi:10.1115/1.1445149
Mangang M, Seifert HJ, Pfleging W (2016) Influence of laser pulse duration on the electrochemical performance of laser structured LiFePO4 composite electrodes. J Power Sour 304:24–32. doi:10.1016/j.jpowsour.2015.10.086
Pfleging W, Pröll J (2014) A new approach for rapid electrolyte wetting in tape cast electrodes for lithium-ion batteries. J Mater Chem A 2:14918–14926. doi:10.1039/C4TA02353F
Park Ji Hun, Kohler Robert, Pfleging Wilhelm, Choi Wonchang, Seifert Hans Juergen, Lee Joong Kee (2014) Electrochemical behavior of a laser microstructured fluorine doped tin oxide anode layer with a plasma pretreatment for 3D battery systems. RSC Adv 4:4247–4252. doi:10.1039/C3RA44541K
Proell J, Kohler R, Mangang A, Ulrich S, Ziebert C, Pfleging W (2012) 3D structures in battery materials. J Laser Micro/Nanoeng 7(1):97–103. doi:10.2961/jlmn.2012.01.0019
Kim H, Proell J, Kohler R, Pfleging W, Pique A (2012) Laser-printed and processed LiCoO2 cathode thick films for Li-ion microbatteries. J Laser Micro/Nanoeng 7(3):320–325. doi:10.2961/jlmn.2012.03.0016
Smyrek P, Pröll J, Seifert HJ, Pfleging W (2016) Laser-induced breakdown spectroscopy of laser-structured Li(NiMnCo)O2 electrodes for lithium-Ion batteries. J Electrochem Soc 163(2):A19–A26. doi:10.1149/2.0981514jes
Preußner Johannes, Oeser Sabine, Pfeiffer Wulf, Temmler André, Willenborg Edgar (2014) Microstructure and residual stresses of laser structured surfaces. Adv Mater Res 996:568–573. doi:10.4028/www.scientific.net/AMR.996.568
Ningxin Zhang J, Wosik W Fragner, Sonnleitner R, Nauer GE (2010) Three-dimensional analysis of the growth of intermetallics phases between solid steel and molten aluminum. Intermetallics 18(2):221–225. doi:10.1016/j.intermet.2009.07.017
Zheng Y, An Z, Smyrek P, Seifert HJ, Kunze T, Lang V, Lasagni A.-F, Pfleging W. Direct laser interference patterning and ultrafast laser-induced micro/nano structuring of current collectors for lithium-ion batteries. In: Proc. SPIE 9736, Laser-based Micro- and Nanoprocessing X, 97361B (March 24, 2016). doi:10.1117/12.2220111
Yuan Guanming, Li Xuanke, Dong Zhijun, Westwood Aidan, Cui Zhengwei, Cong Ye, Hongda Du, Kang Feiyu (2012) Graphite blocks with preferred orientation and high thermal conductivity. Carbon 50:175–182. doi:10.1016/j.carbon.2011.08.017
Billaud Juliette, Bouville Florian, Magrini Tommaso, Villevieille Claire, Studart André R (2016) Magnetically aligned graphite electrodes for high-rate performance Li-ion batteries. Nat Energy. doi:10.1038/NENERGY.2016.97
http://www.mtixtl.com/ArtificialGraphitePowderforLi-ionbatteryAnode150g/bag-EQ-Lib-CMSG.aspx. Accessed 10 Feb 2017
Acknowledgements
Ningxin Zhang and Atanaska Trifonova from AIT acknowledge the financial support from the Austrian Ministry of Transport, Innovation and Technology (BMVIT). KIT has received funding from the European Union’s Horizon 2020 research and innovation program under the Marie Sklodowska-Curie Grant agreement No. 644971. In addition, the support for laser materials processing by the Karlsruhe Nano Micro Facility (http://www.knmf.kit.edu), a Helmholtz research infrastructure at KIT, is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Zhang, N., Zheng, Y., Trifonova, A. et al. Laser structured Cu foil for high-performance lithium-ion battery anodes. J Appl Electrochem 47, 829–837 (2017). https://doi.org/10.1007/s10800-017-1086-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10800-017-1086-x