
Abstract
The robustness of steel frames during fire events is primarily controlled by the rotational capacity of beam to column connections. Higher values of rotational capacity allow the beam to develop catenary action which enhances the survivability of the steel frame. The present study proposes a novel device to increase rotational capacity of steel end plate beam-column connections at elevated temperatures. By inserting a steel sleeve with a designated length, thickness and wall curvature between the end plate and the washer, the load path between the end plate and the bolts can be interrupted, promoting a more ductile response. An analytical solution predicting the sleeve design parameters is also presented. It is concluded that the proposed device can significantly increase the rotational capacity of the end plate connection at elevated temperatures. Furthermore, a detailed numerical investigation on end plate connections with various failure modes concluded that the proposed sleeve device does not have any negative effect on the connection performance at elevated temperatures.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Over the last two decades several inroads have been made to increase the rotational capacity of beam to column connections subject to fire to allow the development of catenary action and hence improve the robustness of steel frames. Ding and Wang [1] tested various connection configurations including fin plate, end plate, reverse channel (see Fig. 1a) and T-stubs and concluded that the reverse channel connection has the best structural performance since it possesses high ductility and flexibility. Experimental tests carried out on reverse channels subject to significant tying forces and large rotations in fire situations conclude that they have high ductility which is required to reduce the possibility of connection fracture and to improve the robustness of buildings in fire [2,3,4]. Analytical investigations on reverse channel connections were carried out by Elsawaf and Wang [5] to study the rotational capacity of the connection type under different design parameters and concluded that the best performance was achieved when thick channels connected with fire resistant bolts were used. Liu et al. [6] proposed a novel bolted cylindrical connection (see Fig. 1b) to accommodate high ductility demand of beams in fire and concluded that the proposed connection can survive at a higher temperature than the standard connections because of its higher ductility and flexibility. Wang and Wang [7] presented a novel spaced end plate connection (see Fig. 1c) to improve the connection’s fire performance and its behaviour was compared with that of reduced beam section (see Fig. 1d), reverse channel, flush end plate, and flexible end plate connections. It was concluded that connections with a higher flexible response such as reduced beam section, reverse channel and spaced end plate connections can increase the rotational capacity allowing the connection to survive over 100 \(^\circ\)C higher than the critical temperature.
It is clear from the discussion above that the rotational capacity is improved when the connection has a flexible response, however this flexibility may degrade the structural performance at ambient temperature particularly under lateral loads. Furthermore, the load path shown in Fig. 1e reveals that the commonly adopted methods to improve rotational capacity are either to change the stiffness of the beam, or the stiffness of the end plate. However, the rotational capacity of the connection is mainly controlled by the least ductile elements in the load path which are the bolts [8, 9]. The end plate connection is commonly analysed and designed using an equivalent T-stub [10], in which the bolts are the boundary conditions. The higher the bolt elongation, the higher the rotational capacity that can be achieved [11]. However, the most common bolts in engineering practice are frequently manufactured from high strength steel grades of 8.8 and 10.9 [12] which achieve their ultimate strength at a strain of approximately 0.05 followed by a sudden fracture [13]; by contrast mild steel, typically used in the section and plate components, can achieve a strain of 0.2 without failure [10]. Considering the small length of the bolt, the contribution of the bolt to rotational capacity due to its elongation is generally minimal when compared with the end plate.

Existing methods to increase the ductility of connections during fire
The authors have recently proposed a novel method to improve the ductility of end plate connections incorporating sleeve components around the bolt [14,15,16]. Figure 2 schematically illustrates the proposed system. A sleeve with designated dimensions including length, thickness and wall curvature is inserted between the end plate and the washer. The sleeve is a shell of revolution that resists the applied load by a combination of membrane and bending stress, with the latter becoming more significant as the ratio between the sleeve thickness and radius of curvature is increased [17]. A curvature in the sleeve wall is introduced to promote failure by bending rather than instantaneous buckling. This curvature is defined based on the amplitude at the mid-length of the sleeve and the corresponding geometrical equation of the wave form.

The proposed sleeve device
The authors previously conducted a numerical investigation using a validated finite element model to prove the concept of the proposed method at ambient temperature [14]. Figure 3 compares the axial deformation in the bolt and the sleeve when various amplitude values are used with an l/d ratio of 1.25, where l is the sleeve length and d is the bolt diameter. The specimen identifier in the legend represents the parameters of the sleeve, for example SSW-1.25dx5x1 is for a sleeve with sinusoidal wave form with a length 1.25d, thickness of 5.0 mm and amplitude of 1.0 mm.
There are three distinct combinations of connection behaviour, depending upon the sleeve amplitude as shown in Fig. 3a. When a small amplitude value (e.g. 1 mm) is used (Fig. 3b), the sleeve undergoes limited deformation causing the bolts to fail without achieving any significant enhancements to rotational capacity. Increasing the amplitude value (e.g. 5 mm) reduces the capacity of the sleeve and thus limited plastic deformation is observed before failure the bolt (Fig. 3c). For the optimal or plastic amplitude (e.g. 6 mm in this example), the sleeves exhibit significant plastic deformation eventually crushing between the end plate and the washer before bolt failure as shown in Fig. 3d. The previous analysis concludes that the proposed system substantially enhances the rotational capacity of connections, which is imperative for survival of the beam at elevated temperatures, without degrading either the initial stiffness of the standard configuration or the load-bearing capacity.
However, the strength of the bolt material (high strength steel) degrades with temperature at a higher rate than the sleeve material (mild steel) as shown in Fig. 4. This results in the bolt capacity being lower than the sleeve capacity at elevated temperature, thus the bolt would fail without the sleeve developing any plastic deformation. The performance of the sleeved connection at elevated temperature has not yet been investigated.

Axial deformation and plastic strain of the bolt and sleeve under the applied load

The aims of the present work are twofold. First, identification of the plastic amplitude, the amplitude value that allows the sleeve to develop plastic deformation and eventually crushing between the end plate and the washer before failure of any component in the connection, for sleeves with circular waveforms at elevated temperature. The analytical solution at ambient temperature is presented in a previous publication [20]. Second, to conduct a parametric study on the sleeved connection to give an insight into the effect of sleeve length and the amplitude value on the connection behaviour at elevated temperatures. This study focuses on connections with thick end plates, such that the failure is controlled by necking of the bolt, which frequently provides the least ductile connection response [21]. The numerical analysis was carried out using a finite element (FE) model validated against experimental test data from the literature.
2 Analytical solution of the proposed sleeve system
Figure 5 shows a schematic illustration of the proposed sleeve under the bolt load. The capacity of the sleeve at a specific temperature corresponding to the formation of the plastic hinge is termed the sleeve collapse load \(P_T\). Because the sleeve rise (L) to the shorter side \(2 r_s\) is larger than 0.2, the sleeve is classified as a deep shell of revolution[17]. In this shell type, the bending stress is high near to the edges resulting in formation of a plastic hinge at an angle \(\alpha\). As we are rather more interested in the plastic capacity of the sleeve and the corresponding deformation than predicting the full load-deflection curve, the problem is analysed using the two-moment limited interaction yield condition, which involves two separate yield hexagons, one for the direct forces and the other for the bending moments [22]. In addition, an idealized rigid-perfectly plastic material response is adopted. Thus, when the load is less than the collapse load, the shell will remain rigid and the strain will be zero everywhere. It should be noted that the friction between the end plate or washer and the sleeve edges is ignored in the mathematical solution, hence the sleeve edges are free to move laterally. Whilst this assumption underestimates the sleeve capacity, it will reduce the complexity of the mathematical operations.

Plastic collapse of the proposed sleeve centrally loaded through the bolt
The equilibrium equations for a shell of revolution subjected to axisymmetric loading are [23]:
where \(N_\phi\) and \(N_\theta\) are meridional and circumferential membrane forces; Q is the shearing force; \(M_\phi\) and \(M_\theta\) are the meridional and circumferential bending moments; \(P_\phi\) and \(P_r\) are the applied load per unit length in the directions of the tangent and normal to the meridian area; \(r_1\) is the meridional radius of curvature of the middle surface; r and \(r_2\) are shown in Fig. 5.
The loads applied on the sleeve are edge loads only, thus terms including \(P_\phi\) and \(P_r\) are eliminated. A comparison of Eqs.(1) and (2) shows that the \(N_\theta\) can be eliminated by multiplying the first equation by \(\sin (\phi )\) and the second equation by \(\cos (\phi )\), then adding the resulting expression:
Integrating Eq. (4) with respect to \(\phi\) gives:
where C is the constant of integration and can be calculated from the equilibrium of forces in the vertical direction, \(C=\frac{-P_T}{2\pi }\), where \(P_T\) is the collapse load at elevated temperature. If the two-moment limited interaction yield condition is considered, the yield conditions are:
where \(N_{0,T}\) is the axial capacity of the sleeve at elevated temperature \((F_{u,T} t)\), \(M_{0,T}\) is the bending capacity of the sleeve at elevated temperature \((F_{u,T} t^2/4)\), and t is the sleeve wall thickness. The ultimate strength at elevated temperature \(F_{u,T}\) is used instead of the yield strength \(F_{y,T}\) to get the ultimate capacity of the sleeve rather than the yield capacity. Substituting the value of \(N_\phi\) and C in Eq. (5) results in
Substituting Eq. (7) into Eq. (3) and applying the second yield condition in Eq. (6), results in
Integrating the above equation between \(\beta\) and \(\alpha\) results in distribution of the moment \(M_\phi\). Here, the main interest is the capacity of the sleeve rather than the bending moment distribution. Considering that \(M_\phi\) must be zero at \(\beta\), the above equation therefore gives the relation
from which the plastic capacity of the sleeve can be determined for any value of \(\beta\) and the end radius \(r_s\).
Replacing the parameters in Eq. (9) with basic geometrical terms L, t and a, normalising the collapse load to the bolt capacity based on the Eurocode 3 Part 1–8 [10] recommendation without the partial safety factor, and replacing \(P_T=P k_s\) results in
where P is the sleeve capacity at ambient temperature; \(A_b\) is the bolt area, \(\sigma _{b,u}\) is the ultimate strength of the bolt material at ambient temperature, \(d_b\) is the nominal bolt diameter, \(\alpha _b\) is the ratio between nominal area and stressed area of the bolt, and \(\sigma _{u}\) is the strength of the sleeve material at ambient temperature. \(k_s\) and \(k_b\) are the strength reduction factors for mild and high strength steel with temperature, respectively. Assuming the collapse load parameters at elevated temperature \(q_T=\frac{P k_s}{0.9 \alpha _b A_b \sigma _{b,u}k_b}\), \(\alpha _m=\frac{\sigma _{u}}{ \sigma _{b,u}}\), \(\alpha _L=\frac{L^2}{a^2}\), \(\alpha _t=\frac{t}{d_b}\) and \(\alpha _{temp}=\frac{k_s}{k_b}\), results in:
The presence of combined axial and shear stress and secondary stress in the bolt that is generated at high deformation affects the required amplitude. These result in the failure of the bolt at a lower axial stress level, thus a higher amplitude value than that which is calculated using Eq. (11) may be required. Thus, Eq. (11) must be multiplied by a factor \(\alpha _{S,L} = \frac{0.9 \sigma _{b,u}k_b}{\sigma _{b}}\), where \(\sigma _{b}\) is the bolt axial stress at failure.
Figure 6 shows the graphical representation of the proposed solution (Eq. (11)) at ambient temperature (i.e. \(\alpha _{temp}\)=1.0). The collapse load parameter \(q_T\) has to be less than unity so that the sleeve can develop sufficient plastic deformation before connection failure. For a sleeve with a specific \(\alpha _m\) and \(\alpha _t\), the required amplitude (a) can be defined based on the \(\alpha _L\) parameter.

Collapse parameter of the proposed sleeve system with \(\alpha _m = 0.638\)
Initially, the sleeve should be designed at ambient temperature so that the sleeve fails before the bolt i.e. \(q_T < 1.0\). Furthermore, \(q_T\) must be maintained less than unity at the failure temperature to avoid premature failure of the bolt. However, the strength of the high strength steel (bolt) \(k_b\) degrades with the temperature at a higher rate than the mild steel (sleeve) \(k_s\) resulting in \(q_T >1.0\) at elevated temperature. Thus, the bolt capacity should be increased with a value \(\eta\) to eliminate the higher degradation rate of the capacity at failure temperature, which can be expressed as
Considering that the sleeve capacity equals the bolt capacity at ambient temperature and \(\alpha _{temp}=\frac{k_s}{k_b}\), Eq. (12) leads to
It should be also noted that the sleeve temperature exceeds that of the bolt since the former is directly exposed to the fire. Thus, the difference in temperature (\(\bigtriangleup T\)) between the sleeve \(T_s\) and the bolt shank \(T_b\) (\(\bigtriangleup T = T_s - T_b\)) is a prerequisite before the design stage to accurately predict \(\alpha _{temp}\). The available analytical methods that predict the connection temperature consider perfect conduction between the various connection components and provide average connection temperature rather than full temperature distribution through the elements [18, 24]. Experimental observations from the literature show that the peak temperature of the exposed part of the bolt (e.g. the nut) is 50–150 \(^\circ\)C higher than the non-exposed part (e.g. the shank), depending on the bolt location [25]. However, this range is deemed to be case dependent since the temperature distribution within the connection components depends on various factors such as connection configuration, thermal mass and the heating phase leading to high complexity in the analytical prediction of \(\bigtriangleup T\). Instead, \(\bigtriangleup T\) can be estimated based on experimental testing or heat transfer analysis.
\(\alpha _{temp}\) with various \(\bigtriangleup T\) is calculated and illustrated graphically in Fig. 7. \(\alpha _{temp}\) must be less than unity at the failure temperature so that the sleeve capacity designed at ambient temperature is lower than the bolt capacity, otherwise the bolt capacity must be increased by \(\eta\).The failure temperature of steel connections typically ranges between 500 \(^\circ\)C and 900 \(^\circ\)C [26, 27], thus \(\bigtriangleup T\) of 200 \(^\circ\)C insures that at elevated temperature, the sleeve designed at ambient temperature fails before bolt necking. However, it is expected that bolt necking dominates the connection failure for all temperatures when \(\bigtriangleup T \ge 100\) \(^\circ\)C. With reference to the figure, it is clear that for sleeve temperature \(T_s\)=600 \(^\circ\)C, it is required to over-design the bolts by 71% when \(\bigtriangleup T =\)50 \(^\circ\)C, 14% when \(\bigtriangleup T =\)100 \(^\circ\)C, and increase in strength is not required when \(\bigtriangleup T \ge 150\) \(^\circ\)C.

Ratio of the strength reduction factor with temperature
3 Exploration of Proposed Sleeve Device Performance
3.1 Finite element modelling and validation

Geometry and discretisation of the FE model
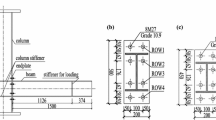
Figure 8(a) depicts the geometry of the connection that was numerically developed using ABAQUS/Standard [28]. The model was discretised using eight-node linear brick elements with reduced integration (C3D8R), except for the loading plate which is assigned as a rigid body. A fine mesh was adopted in regions of high stress localisation such as the bolt and the end plate. Surface-to-surface interaction with small-sliding formulation and a friction coefficient of 0.2 [29] was selected to model tangential behaviour between contact surfaces that are excepted to separate or experience relative slip during the analysis (e.g. the end plate and column flange or the bolt head and plate). The normal behaviour was modelled using a hard contact interaction, which constrains the nodes on one surface from penetrating the other surface. A mesh convergence study was conducted to define the optimum mesh size and the final results are illustrated in Fig. 8b.
A constitutive model based on that of EC3: part 1.2 for mild steel was used. Yield (\(F_{\text{y}} =\) 356 MPa) and ultimate (\(F_{\text{u}} =\) 502 MPa) stress are defined based on tensile tests carried out on coupon specimens [21]. For high strength steel, the nominal material properties of grade 8.8 bolts was used (\(F_{\text{y}} =\) 640 MPa and \(F_{\text{u}} =\) 800 MPa). The strength reduction factors with temperature for mild steel is considered based on Eurocode [10] while proposed values by Shaheen et al. [19] were considered for the bolt. The true stress \(\sigma _T\) and true strain \(\varepsilon _T\) were obtained based on the well-known relations \(\varepsilon _T=ln(1+\varepsilon _n)\) and \(\sigma _T=\sigma _n(1+\varepsilon _n)\) where \(\sigma _n\) is the engineering stress and \(\varepsilon _n\) is the engineering strain.
3.1.1 Model Validation
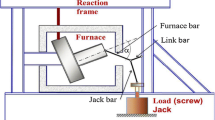
The FE model in this study is validated against the specimens tested at ambient (M1) and elevated (M2) temperature by Yu et al. these comprised flush end plate connections [21], see Fig. 8a. During the experimental tests Yu et al. [21], a special loading system was adopted to allow very high rotation of the connection and to apply tension force, this represented the combination of forces developed during the catenary stage. The tensile force was applied to the end of the beam at various angle between the force and the beam’s axis. To represent the boundary conditions of the test, displacements at the column ends were restrained in all directions and the applied force was inclined by an angle \(\alpha\)=55\(^o\) with respect to the beam’s axis to produce different combinations of shear and tying force. Due to symmetry, only half of the connection is modelled, with symmetric boundary conditions assigned at the plane of symmetry, which passes through the beam’s web. The bolt diameter was modelled based on the effective stress area rather than the full diameter. Figure 9 depicts a comparison of the total force-rotation behaviour for the FE and experimental test. It is clear from the figure that the initial stiffness, ultimate capacity and post peak behaviour of the tested connection are captured by the FE model with satisfactory accuracy. Furthermore, the FE predicted failure by bolt necking as exhibited in the experimental test.

Validation of the FE models
3.2 Design of Sleeved Connection at Ambient Temperature
The FE model (M1) is used to evaluate the proposed analytical solution at ambient temperature. However, the thickness of the end plate is increased to 15 mm so that the dominant failure mode is bolt necking. Equation (11) is used to calculate the plastic amplitude for the sleeve mated with the M20 Gr 8.8 bolt. At this stage \(\alpha _{temp}\) is set to unity since the evaluation is at ambient temperature. Calibration of \(\alpha _{S,L}\) requires quantifying the reduction in bolt axial capacity in the presence of bending and shear stress, which results in cumbersome calculations. Instead, the bolt capacity \(\sigma _b\) is limited to the code-prescribed bolt strength (\(0.9\sigma _{b,u}/1.25\) based on Eurocode 3 part 1.8 [10]) when exploiting the analytical equations. Therefore, \(\alpha _{S,L}\) is equal to the partial safety factor of the bolts, which according to Eurocode 3 Part 1.8 is 1.25.
Figure 10 shows the predicted plastic amplitude as calculated from Eq. (11) compared with the FE results for sleeve thickness of 4 mm and 5 mm. It is discernible that the proposed analytical equation predicts the plastic amplitude with acceptable accuracy, the difference is ranging between 0.2 mm and 0.9 mm (i.e. about 10% to 20%).

Comparison of plastic amplitude values obtained from analytical and FE results at ambient temperature
3.3 Design oF sleeved Connection at Elevated Temperature
It was discussed in Sect. 2 that the failure mode of the connection at elevated temperature is controlled by \(\alpha _{temp}\). Initially, FE models with various \(\bigtriangleup T\) were analysed to investigate the failure mode of the connection at elevated temperatures with respect to \(\alpha _{temp}\) and the results are summarised in Table 1, the values in parentheses are for \(\alpha _{temp}\). The amplitude values for the modeled sleeves were calculated based on Eq. (11) for sleeve length of 1.5d and thickness of 5 mm, where d is the bolt diameter. Despite the fact that the sleeve failure was observed at ambient temperature, the failure mode changed to bolt necking at elevated temperatures, particularly for small values of \(\bigtriangleup T\). Fig 11(a) depicts the plastic strain of connections with \(\alpha\)=35\(^\circ\) and \(\bigtriangleup T\)=50 \(^\circ\)C in which the plastic strain concentrates in the bolt shank resulting in failure of the connections by bolt necking while the plastic deformation was absent in the sleeve. Although the proposed solution considers the failure mode altering to bolt necking at elevated temperature when \(\alpha _{temp}\) is higher than unity, sleeve failure is observed for connections with \(\alpha _{temp}\) up to 1.14 due to the over-estimation in the plastic amplitude, see Table 1 and Fig. 11b.

Failure mode at various \(\bigtriangleup T\) for connection with \(\alpha\)=35\(^\circ\) (for specimen identifier, see Fig. 12)
Figure 12 shows the specimen identifier used in the following investigations. Each model is refereed by two cells reflecting the model characteristics. For example F600B550–35deg represents sleeved connection with a sleeve temperature of 600 \(^\circ\)C, bolt temperature of 550 \(^\circ\)C, and the load angle of 35 \(^\circ\) while P600B550-35deg represents the standard connection without a sleeve and with the same parameters.

Specimen identifier
If sleeve failure is required at elevated temperature when a high value of \(\bigtriangleup T\) is considered, the bolt capacity must be increased by \(\eta\) so that failure is initiated in the sleeve before the bolts. Figure 13(a) compares the behaviour of sleeved and standard connections for \(\bigtriangleup T\) =50 \(^\circ\)C and Gr 8.8 bolt at \(T_s\)=600 \(^\circ\)C. It is clear form Fig. 13a that the sleeved connection failed by bolt necking before developing significant plastic deformation in the sleeve since the increase in ductility is marginal when the sleeve was used. Figure 7 shows that the bolt capacity should be increased by \(\eta\)=1.71 for \(\bigtriangleup T\) =50 \(^\circ\)C. The simplest way is to increase the bolt capacity without altering the connection configuration by adopting a higher bolt grade of Gr 10.9. However, the increase in bolt grade provides \(\eta\)=1.25, which is not sufficient to alter the failure mode from bolt necking to sleeve crushing, thus the bolt diameter must be also increased to 24 mm. Figure 13(b) shows that sleeve crushing is achieved when the M24 Gr 10.9 replaces M20 Gr 8.8. It should be considered that the sleeve capacity must be limited to the original bolt capacity. However, the increase in bolt diameter requires changing the sleeve dimensions so that it can be mated with the M24 bolt. Thus, the amplitude of the new sleeve must be defined so that the collapse load parameter (\(q_T\)) is limited to the ratio between the capacity of the M20 Gr 8.8 and M24 Gr 10.9 rather than unity. With reference to Fig. 13 the sleeve amplitude is increased from 7 mm to 10 mm since the diameter of the new sleeve is higher than the original one which provides higher sleeve capacity.

Use of higher bolt grade and diameter to avoid premature failure of the bolt (\(T_s\)=600\(^o\)C)
4 Effect of the Sleeve on the Strength and Rotational Capacity of Connections
With the absence of simple analytical methods to predict the temperature distribution in the individual components, together with the associated difficulties and high uncertainty, further analyses were conducted with different values of \(\bigtriangleup T\) providing an insight into the effect of the sleeve designed at ambient temperature on the behaviour of the connection during fire. Thus, the purpose of this section is not to provide design guidelines for sleeves subject to fire but to insure that the sleeve designed at ambient temperature does not have any adverse effect on the behaviour of the whole connection system during fire. Various values of \(\bigtriangleup T\) are considered including zero, 50 \(^\circ\)C, 100 \(^\circ\)C, and 150 \(^\circ\)C, where zero indicates the bolt and the sleeve have the same temperature while 150 \(^\circ\)C means the sleeve temperature \(T_s\) is 150 \(^\circ\)C higher than that of the bolt \(T_b\).
Figure 14 compares the force-rotation behaviour of sleeved connections with the standard configurations when various load angles \(\alpha\) were used. The sleeve parameters were defined based on Eq.(11) at ambient temperature. The rotational capacity of sleeved connections is on average 2.23 times higher than the standard configurations for all \(\alpha\). Ultimate capacity is also increased by about 16% as the sleeve enables the lower bolts to more effectively contribute to resisting the applied load, eliminating the unzipping failure mode regularly associated with thick end plates. Furthermore, the initial stiffness of the sleeved connections is consistent with the standard configuration indicating the proposed sleeve system is compatible with the current design specifications such as Eurocode [10] and AISC [30] without modification.

Comparison of force-rotation behaviour for sleeved and standard connections at ambient temperature

Comparison of force-rotation behaviour for sleeved and standard connections with various \(\bigtriangleup T\)
Figure 15 shows force-rotation behaviour of sleeved and standard connections with various \(\bigtriangleup T\) when the sleeve temperature was 800 \(^\circ\)C. For \(\bigtriangleup T\) ranging between zero and 100 \(^\circ\)C (see Figs. 15(a-c)), the sleeve capacity was higher than the bolt which results from a higher degradation rate for high strength material with temperature resulting in failure of the connection by bolt necking. However, the sleeved connections recorded 21% rotational capacity and 5% strength higher than the standard configuration. This increase in ductility comes from elastic and partial-plastic deformation of the sleeve before bolt necking. When \(\bigtriangleup T\)=150 \(^\circ\)C, the sleeve failed before the bolt resulting in a significant improvement in both rotational capacity (90%) and strength (16%) compared with the standard configurations. It should be pointed out that the increase in connection strength with \(\bigtriangleup T\) results from the increase in the bolt capacity since the bolt temperature is reduced.

Safety of the sleeved connection designed for ambient temperature and subject to fire (sleeve 1.5d x5x7)

Safety of the sleeved connection designed for ambient temperature and subject to fire (sleeve 1.5dx5x7)
The ratio of strength and rotational capacity of the sleeved connections to that of the standard configurations is calculated for all FE models and plotted in Fig. 16 and 17, respectively, to investigate the safety of sleeved connection designed for ambient temperature during fire. It should be pointed out that \(\bigtriangleup T\) represents the difference of temperature between the sleeve and the bolt i.e. models having the same temperature difference are plotted at the same \(\bigtriangleup T\). For example the model with \(T_s\)=500 \(^\circ\)C and \(T_b\)=350 \(^\circ\)C is plotted at the same \(\bigtriangleup T\) for model with \(T_s\)=600 \(^\circ\)C and \(T_b\)=450 \(^\circ\)C; which results in several data points for the same angle \(\alpha\) at a specific \(\bigtriangleup T\). It is clear that the strength of the sleeved connections is higher than the standard configuration irrespective of the failure mode or the \(\bigtriangleup T\) value. The strength of the sleeved connections is 3% to 7% higher than the standard configuration when the failure mode is bolt necking while it is 13% to 22% when the sleeve failed before the bolt. Similarly, all FE models of the sleeved connections recorded higher rotational capacity than the standard configurations for all \(\bigtriangleup T\) values, however, the increase in the rotational capacity is significant when sleeve failure was observed as shown in Fig. 17. This concludes that the proposed sleeve device does not have any negative effect on the connection performance at ambient and elevated temperature even if the failure mode changed to bolt necking at high temperatures.
5 Limitations
The connections investigated in the present study are analysed under combinations of bending and axial force to simulate the behaviour of the connection within the catenary stage. Despite the large tension force applied on the connection, the bottom bolts at the compression flange remained within limited plastic strain indicating that they were fully effective to resist the applied shear on the connection. Typically, in connections subjected to combinations of load, the vertical shear is assumed to be resisted by the bolts adjacent to the compression flange [31]. However, if the axial force on the bottom bolts is expected to be higher than the plastic capacity of the sleeves (e.g. during the cooling stage), a lever arm is generated from shortening of the sleeves and movement of the end plate away from the column flange. Eventually, bending stress can develop in the bolts which may result in premature failure of the connection attributable to the negligible flexural strength of bolts. One possible solution is to resist the applied shear force by a different system to the bolts (e.g. a seat angle with the flush end plate connection).
Nominal material properties are used for the sleeve. However, the strength of the supplied material is frequently higher than the nominal value. If the sleeve thickness is defined based on the nominal value, its ultimate capacity would be higher than the bolt capacity leading to the bolt failing without developing sufficient plastic deformation in the sleeve. The higher the material strength, the lower the rotational stiffness of the connection. A feasible solution is to apply stringent control on the sleeve material properties. However, further analysis is required to define the margin for the increase in the material strength and a possible factor of safety.
The primary objective of this study is to prove the concept of the proposed sleeve device and to ensure that the sleeve does not have detremintal effects on the connection at elevated temperatures. This leaves various parameters for future investigation: (i) the behaviour of the sleeved connection when additional failure modes such as end plate, web-panel zone and weld cracking, are expected; (ii) the effect of bolt pre-loading on the sleeve response; (iii) the effect of friction between the sleeve and the steel plates on the sleeve capacity and the overall response of the connection. Subsequent work will include experimental investigations, so that the metallurgical failure modes that can arise from microscopic defects can be taken into account. This will inform the development of analytical models and design methodologies for practical applications.
6 Conclusions
This study presents a novel device for enhancing the rotational capacity of beam-column end plate connections at elevated temperatures. The proposed system constitutes a sleeve with designated dimensions including length, thickness and wall curvature that is inserted between the end plate and the washer. For sleeves with a constant length and wall thickness, the capacity is controlled primarily by the plastic amplitude value. On the condition that the ultimate capacity of the sleeve is lower than the bolt capacity, for thick end plate connections, the sleeve develops a severe bending deformation before the failure of any connection components, which can be initially satisfied at ambient temperature. However, the bolt material (high strength steel) degrades with increasing temperature at a higher rate than the sleeve material (mild steel), resulting in the bolt capacity being lower than the sleeve capacity at elevated temperature, particularly when the the sleeve temperature is significantly higher than that of the bolt. In order to achieve failure of the sleeve before the bolt at elevated temperature, the bolt capacity should be increased by a value of \(\eta\) while the sleeve capacity must be limited to the original bolt capacity.
A proposed analytical solution was developed to predict the plastic amplitude for the sleeve with a circular waveform at elevated temperatures. The sleeve is analytically represented using the shell of revolution theory subjected to axisymmetric loading. To simplify the mathematical operations, the sleeve is analysed using the two-moment limited interaction yield condition and follows an idealized rigid-perfectly plastic material response. The proposed analytical solution is compared against validated FE models for sleeved end plate connections. The results show that the proposed analytical solution can accurately predict the plastic amplitude value at ambient and elevated temperatures.
Furthermore, fire performance of the end plate connections with various sleeve parameters were numerically investigated to study the effect of the sleeve on the connection performance with different failure modes. It is concluded that the proposed sleeve device does not have any negative effect on the connection performance at elevated temperatures even if the failure mode changed to bolt necking at high temperatures.
References
Ding J, Wang YC (2007) Experimental study of structural fire behaviour of steel beam to concrete filled tubular column assemblies with different types of joints. Eng Struct 29(12):3485–3502
Huang SS, Davison B, Burgess IW (2013) Experiments on reverse-channel connections at elevated temperatures. Eng Struct 49:973–982
Commission E, D.-G. for Research, Innovation, Jána T, Heistermann T, Lopes F, Davison B, da Silva L, Skorepa M, Mandal P, Huang S, Iqbal N, Jafarian M, Veljkovic M, Burgess I, Velda P, Koutlas G, Dong G, Wang Y, Wald F, Santiago A (2014) Design of composite joints for improved fire robustness (COMPFIRE) : final report. Publications Office.
RFCS C (2009) Design of joints to composite c olumns for improved fire robust- ness, Research Fund for Coal and Steel, Grant agreement no RFSR-CT-2009-00021. Tech. Rep., European Commission, Brussels
Elsawaf S, Wang YC (2012) Methods of improving the survival temperature in fire of steel beam connected to CFT column using reverse channel connection. Eng Struct 34:132–146
Liu Y, Huang S-S, Burgess I (2020) Performance of a novel ductile connection in steel-framed structures under fire conditions. J Constr Steel Res 169:106034
Wang M, Wang P (2013) Strategies to increase the robustness of endplate beam-column connections in fire. J Constr Steel Res 80:109–120
James AS, Roberto TL (2000) Bolted steel connections: tests on T-stub components. J Struct Eng 126(1):91–99
Silva LS, Santiago A, Vila Real P (2001) A component model for the behaviour of steel joints at elevated temperatures. J Constr Steel Res 57(11):1169–1195
BSI (2005) BS EN 1993-1-8:2005—Eurocode 3: Design of steel structures - Part 1-8: Design of joints. British Standards Institution (BSI), London, UK
Beg D, Zupančič E, Vayas I (2004) On the rotation capacity of moment connections. J Constr Steel Res 60(3–5):601–620
BSI (2013) BS EN ISO 898-1:2013—Mechanical properties of fasteners made of carbon steel and alloy steel Part 1: Bolts, screws and studs with specified property classes—Coarse thread and fine pitch thread. British Standards Institution (BSI), London, UK
Shaheen MA, Foster AS, Cunningham LS, Afshan S (2020) A numerical investigation into stripping failure of bolt assemblies at elevated temperatures. Structures 27:1458–1466
Shaheen MA, Andrew AS, Cunningham LS (2020) A novel device to improve robustness of end plate beam-column connections. Structures 28(October):2415–2423
Shaheen MA (2022) A new idea to improve the cyclic performance of end plate beam-column connections. Eng Struct 253:113759
Shaheen MA, Atar M, Cunningham LS (2023) Enhancing progressive collapse resistance of steel structures using a new bolt sleeve device. J Constr Steel Res 203:107843
Zingoni A (2017) Shell structures in civil and mechanical engineering, 2nd edn. ICE Publishing, London
CEN (2005) BS EN 1993-1-2:2005—Eurocode 3: Design of Steel Structures—Part 1-2: General Rules—Structural Fire Design. Eurocode 3
Shaheen MA, Foster AS, Cunningham LS, Afshan S (2020) Behaviour of stainless and high strength steel bolt assemblies at elevated temperatures—a review. Fire Saf J 113:102975
Shaheen MA, Foster AS, Cunningham LS (2022) A novel device to improve robustness of end plate beam-column connections: analytical model development. Thin-Walled Struct 172:108878
Yu H, Burgess IW, Davison JB, Plank RJ (2011) Experimental and numerical investigations of the behavior of flush end plate connections at elevated temperatures. J Struct Eng 137(1):80–87
Hodge PG (1959) Plastic analysis of structures. McGraw-Hill, New York
Timoshenko SP, Gere JM (1963) Theory of elastic stability, 2nd edn. McGraw-Hill, New York
Anderson K, Gillie M (2009) Investigation into methods for predicting connection temperatures. Acta Polytech. https://doi.org/10.14311/1099
Santiago A, Silva LS, Real PV, Vaz G, Lopes AG (2009) Experimental evaluation of the influence of connection typology on the behavior of steel structures under fire. Eng J 46(2):81–98
Chen L, Wang YC (2012) Methods of improving survivability of steel beam/column connections in fire. J Constr Steel Res 79:127–139
Wang YC, Dai XH, Bailey CG (2011) An experimental study of relative structural fire behaviour and robustness of different types of steel joint in restrained steel frames. J Constr Steel Res 67(7):1149–1163
ABAQUS (2019) Abaqus 6.19. Dassault Systèmes Simulia Corp., Providence, RI
Shaheen MA, Afshan S, Foster AS (2021) Performance of axially restrained carbon and stainless steel perforated beams at elevated temperatures. Adv Struct Eng 0(0):1–16
AISC 360-16 (2016) Specification for Structural Steel Buildings ANSI/AISC 360-16. An American National Standard
SCI (2015) Publication P398—Joints in Steel Construction: Moment Resisting Joints to Eurocode 3. The Steel Construction Institute (SCI) & The British Constructional Steelwork Association (BCSA), UK
Acknowledgements
This project is funded by the University of Manchester Dean’s Award Scholarship, whose sponsorship is gratefully acknowledged. Dr. Jonathan Gosaye Fida Kaba is duly acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shaheen, M.A., Cunningham, L.S. & Foster, A.S.J. A Novel Method to Improve Robustness of End Plate Connections at Elevated Temperatures Using Bolt Sleeves. Fire Technol 59, 1647–1669 (2023). https://doi.org/10.1007/s10694-023-01391-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10694-023-01391-x