
Abstract
The US fire service has become acutely aware of the need to clean PPE after fires. However, there is concern that damage from repeated cleaning may impact critical protection from fireground risk. Using a protocol that included repeated simulated fireground exposures (between 0 cycles and 40 cycles) and/or repeated cleaning with techniques common in the fire service, we found that several important protective properties of NFPA 1971 compliant turnout gear are significantly changed. Outer shell and thermal liner tear strength showed a statistically significant reduction when laundered as compared to wet or dry decontamination. Larger changes in outer shell tear strength resulted when the coat closure incorporated hook & dee clasps as compared with garments using zippered closures. Total Heat Loss was reduced for all samples that underwent any form of cleaning while Thermal Protective Performance was only increased in the gear that was laundered. These results suggest that some important protective properties of bunker gear can be decreased after repeated exposure/cleaning cycles relative to their levels when tested in a new condition. For the specific materials tested, outer shell trap tear strength in the fill direction and seam strength dropped below NFPA 1971 requirements after 40 laundering cycles. The findings for this study may have utility for setting preconditions for the measurement of certain performance properties in future editions of NFPA 1971.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The personal protective equipment (PPE) firefighters wear is a highly engineered ensemble designed to balance protection from heat, smoke, water, and abrasions with the ergonomic and human factors concerns of the firefighter working inside the gear. Most firefighting PPE in the United states is certified to the NFPA 1971 Standard on protective ensembles for structural firefighting and proximity firefighting [1] to ensure a minimum level of performance characteristics to protect the firefighter from response related hazards. NFPA 1971 criteria are established for the evaluation of new materials and composites for qualifying firefighter turnout clothing. Some test methods within NFPA 1971, include laundering and heat exposure preconditions prior to the evaluation of the specific performance property.
As fire departments in the US have become increasingly aware of the health risks associated with soiled and/or contaminated gear after fireground use, there has been an anecdotal increase in the frequency of cleaning PPE, both through traditional laundering methods and on-scene decontamination processes (also known as preliminary exposure reduction). NFPA 1851 Standard on selection, care and maintenance of protective ensembles for structural firefighting and proximity firefighting [2] has evolved through the years and provides guidance on the current best practices for care and maintenance of NFPA 1971 firefighting PPE. While previous guidance has suggested that PPE receive an advanced cleaning at least once every 12 months or after it had been soiled (which was often left up to the firefighter to determine), the most recent edition (2020) now suggests a minimum of two advanced cleanings per 12 month period and provides additional guidance on when and how often cleaning should occur. The 2020 edition of NFPA 1851 also describes preliminary exposure reduction as a process that is primarily intended to reduce levels of surface contamination to mitigate the potential for contamination transfer prior to advanced cleaning of structural firefighting protective clothing. While a more regular occurrence on today’s fireground, on scene preliminary exposure reduction is not considered a substitute for advanced cleaning. In general, firefighters are cleaning their gear more often, though with limited understanding on how this might affect the protective properties of its original design.
Significant research has been conducted to evaluate the performance of firefighting PPE after years of routine use, including laundering. Rezazadeh and Torvi [3] provide an excellent overview of the various factors that affect firefighting turnout gear performance including material properties, firefighting operations, wear and abrasion, and maintenance procedures, extending the review of Torvi and Hadjisophocleous [4]. Included in the category of maintenance procedures was traditional laundering as well as scrubbing, such as might be done to remove debris during field decontamination. These procedures can result in mechanical damage to the materials (agitation, abrasion, friction, etc.) as well as potential chemical degradation depending on the detergent chemistry (e.g. pH) or the water (e.g. temperature) [5]. To quantify this effect, Stull et al. [6] measured the impact of six different types of cleaning procedures repeated 25 times on the mechanical strength and thermal protection properties of firefighters’ protective clothing using NFPA 1971 (1991 edition of the standard was current at that time) [1]. In comparing these results to unlaundered materials, thermal properties were mostly unaffected (other than slight increase in Thermal Protective Performance (TPP) after cleaning), while mechanical tear and seam strength values decreased between 10% and 30% with repeated laundering. Makinen [7] suggested that the effects of laundering alone are not likely to be a primary reason for degradation in the properties of firefighters’ PPE after it was observed that three to four laundry cycles along with limited use was almost as destructive as 50 laundry cycles alone (though the activities conducted during this ‘limited use’ are not clear). However, these studies did not compare the impact of repeated fireground exposures and cleaning in a manner that would allow comparison of the impact of cleaning alone versus smoke exposure and cleaning on mechanical properties.
Researchers at the University of Kentucky have gathered PPE from across the United States ranging from 2 to more than 20 years old [8, 9]. Over 250 sets of gear were studied from career and volunteer firefighters, including garments that were between 2 years and 10 years old (Phases I and II) and those at least 10 years from the date of manufacture (Phase III). Similar to Stull et al. the authors followed NFPA 1971 [1] testing procedures (2007 edition in this case) in addition to inspection methods incorporated into the 2008 edition of NFPA 1851 [2]. Results of the turnout gear inspection and testing were used to ascertain if the current recommended 10-year retirement age was supported by degradation in properties from the baseline values. The authors suggest thermal protection property (e.g. TPP, Total Heat Loss (THL) and flammability) results supported a wear life of at least 10 years; however, changes in several key mechanical properties (e.g. tear resistance, breaking strength, seam strength) and water penetration supported a wear life no more than 10 years. These garments were collected from active fire departments and were likely subjects to some combination of each of the factors outlined by Rezazadeh and Torvi [3].
Recent studies have focused on exposure risks created by today’s fire environments, chemical exposure and occupational cancer [10, 11]. Fires with common household furnishings in 21st century residential structures can produce hundreds of compounds in vapor phase and solid phase (e.g. [12,13,14,15,16]). Many of these compounds are known or probable human carcinogens, resulting in the increased awareness of the need to clean PPE regularly after the firefight. However, there remains limited information on how these complex chemical exposures may impact the critical protective properties of firefighting PPE and how these exposures might interact with common cleaning techniques such as laundering or on-scene decontamination to further impact garment properties.
The goal of this study was to characterize the impact of repeated smoke exposures from household combustibles followed by different cleaning techniques (laundering, wet decontamination, dry decontamination) on select performance characteristics of NFPA 1971 compliant PPE. Using mannequins and a controlled fireground exposure simulator prop that was designed to simulate fireground thermal and chemical environments, PPE was exposed to up to 40 cycles of smoke and heat followed by cleaning (exposure and cleaning). Specimens were collected from consistent locations on each coat after 10 cycles, 20 cycles and 40 cycles of exposure/cleaning. NFPA 1971 standard tests related to mechanical, thermal and penetration properties were conducted on these samples and compared to new control samples, and samples that were only laundered (i.e. no exposures) as well as NFPA recommendations.
2 Methods
2.1 Firefighting PPE Materials and Design
Twenty-two new sets of structural firefighting PPE of identical materials and construction were produced for use with full sized mannequins. Outer shell (Kevlar®/Nomex®), moisture barrier (ePTFE film) and thermal liner (Kevlar®/Lenzing FR® face cloth with Nomex® batting) were selected as among the most common options on the market at the time of production. The bulk of this PPE was manufactured with zipper and fabric hook and loop closures at the front of the coat, though a specific subset of gear was produced using hook & dee closures to investigate the impact of the coat closure system. When dressed on the standing mannequins in open air prior to exposure, a self-contained breathing apparatus (SCBA) facepiece was worn by the mannequin along with a hood and helmet. A belt was added around the mannequin waist to simulate the SCBA waist strap tightened just above the hips. This belt simulates a waist strap that would limit inflow between coat and pant but does not include the full SCBA that would block contamination from settling in a relatively uniform manner where specimens will be removed and tested.
In addition to the PPE worn on mannequins, 180 cm × 75 cm (72 in. × 30 in.) blankets of the three layer composite were manufactured to allow repeated exposure and cleaning of the large specimens needed for THL testing. These blankets were folded in half and edges taped together on three sides (bottom left untaped) so that the outer shell was exposed to contamination but the only pathway to the inner liner would be from the bottom overlap, similar to common bunker coat designs.
2.2 PPE Exposure and Cleaning Treatments
Firefighting PPE was tested after undergoing one of five different treatments that can be categorized depending on whether the gear was exposed or never exposed in the exposure protocol and the cleaning method that was conducted.
2.2.1 Exposure Protocols
The Fireground Exposure Simulator (FES) has been described in detail elsewhere [17]. Briefly, the FES prop was developed based on a 2.4 m wide, 2.9 m tall and 12.2 m long intermodal shipping container divided into three sections. The middle 3.1 m section serves as a controlled combustion chamber generated by burning household furnishings, with fire effluent ducted into two exposure chambers on each of the 4.6 m ends (Fig. 1). All burn scenarios were conducted using a popular, commercially available sofa and with all doors closed, utilizing only the existing leakage paths in the chamber for ventilation. The timing of ignition, ventilation and suppression were patterned after average values of activity timing from previous research characterizing exposure during residential fires with modern furnishing [18].

Fireground smoke exposure (FES) prop preparing for mannequin-based exposure testing [17]
Each exposure chamber was configured for up to 11 individual full-sized mannequins oriented radially around the duct outlet in each chamber (one side oriented facing clockwise, the other oriented counterclockwise). Blankets were hung vertically along the sides of the exposure chambers next to the mannequins at the same height as the coats (top of the blankets at the top of the shoulder). The mannequins and blankets were rotated to different positions on each side of the FES prop for each exposure cycle in order to minimize any possible effect of location within the exposure conditions.
2.2.2 Cleaning Protocols
PPE ensembles were cleaned following one of three procedures:
-
1
Laundered following NFPA 1851–2014 guidelines (current edition at the time of the study) was completed in a front loaded extractor (MWR27X5 Gear Guardian, Milnor) with warm water and Patriot Chemical Firehouse Detergent. The protocol consisted of an initial 3-min rinse, followed by a 15-min wash cycle and three 5-min rinse cycles. A 1–5 min extraction cycle followed each wash and rinse cycle to drain the extractor. Immediately after the final rinse cycle, garments were transferred to a forced air cabinet (ADFG-56, ADC Gear Drying Cabinet) with air circulating at 105°F (40.5°C) with all PPE components hung on racks to facilitate air circulation. The same laundering procedure was used for outer shells and inner liners, though separate machines were used for each component through the study.
-
2
Decontaminated using water and soap (Dawn detergent) solution and a scrub brush as described in Fent et al. [10]. The coat was then hung on a metal gear hanger in a vented PPE storage container at ambient conditions until the next burn scenario.
-
3
Dry brushed as described in Fent et al. [10]. The coat was hung on a coat hanger in a vented PPE storage container at ambient conditions until the next burn scenario.
Liners and shells were separated and turned inside out (for coats, pants and blankets) for the laundering conditions but remained connected for the wet decontamination and dry decontamination cleaning conditions as is commonly done in the field.
The combination of exposure and cleaning conditions used in each of the treatments studied here is provided in Table 1, along with the sample labeling scheme that will be used to present data. Each alphanumeric treatment label includes two letters describing exposure condition and cleaning condition that were conducted prior to testing. The first letter indicates whether the samples were exposed in the FES (E = exposed, N = not exposed) and the second letter indicates cleaning procedure (N = none [only used for new PPE], L = laundered, W = decontamination [wet soap], D = dry brush decontamination). These exposure/cleaning treatments were repeated up to 40 times, with a single set of PPE and blanket removed for testing of PPE mechanical and protective properties after completing a specific number of exposure/cleaning treatments (0 [only used for no exposure and no cleaning], 10, 20, 40).
2.3 NFPA 1971 Based Characterization
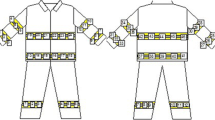
Several NFPA 1971 [1] characterization tests were conducted on samples collected from PPE after each treatment and cycle outlined in Table 1. Sample harvesting was conducted in a consistent manner to reduce the variability that may be caused by collecting specimens from varying locations. Specimen locations were laid out on the outer shell (Fig. 2a) and each layer (thermal liner and moisture barrier) of the inner liner (Fig. 2b) from each coat dressed on the mannequins as well as additional specimens from the blankets (Fig. 2c) produced to allow measurement of THL, which requires relatively large specimens. All specimens were removed with sharp fabric scissors in the UL Research Triangle Park PPE laboratory and were laboratory-conditioned as described in the appropriate standard described below.

(a) Shell specimen locations at the front (top) and back (bottom). TPP (3), Tear (Warp, 5; Fill, 5), Seams (5); (b) moisture barrier and thermal liner specimen locations at the front (top) and back (bottom). TPP(3), Tear (Warp, 5; Fill, 5), Seams(5). For moisture barrier only Liquid Penetration (15), Viral Penetration (3); (c) blanket specimen locations at the front (top) and back (bottom). All three layers—TPP(3), THL (3). For shell only Flame (Warp, 5; Fill, 5)
2.3.1 Material Strength
2.3.1.1 Tear Strength.
Specimens from each garment layer were tested for tear strength following ASTM D5587 Standard Test Method for the Tearing Strength of Fabrics by the Trapezoid Procedure [19] as described in NFPA 1971 Sections 7.1.11, 7.1.12, and 8.12. Five 150 mm × 75 mm (6 in. × 3 in.) specimens were collected from both the warp and fill direction from each garment layer and marked with a 25 mm × 100 mm (1 in. × 4 in.) isosceles triangle. A 15 mm cut was made at the center of the 25 mm edge of each specimen prior to testing. The specimens were clamped along the 100 mm side of the triangles using mechanical grips attached to screw-driven loadframe (5584, Instron) with a 5 kN load cell (2525-805, Instron) and were loaded in tension at 300 mm/min until they were completely torn. The Tear Resistance of each specimen was calculated by taking an average of the 5 highest load peaks during the test. Tear strength for outer shell materials must meet or exceed 100 N (22 lbf), while moisture barrier and thermal liner materials must have a tear resistance of 22 N (5 lbf) or more. Pass/fail criteria were based on average values from the five test results.
2.3.1.2 Seam Strength.
Garment seam strength testing followed NFPA 1971 Sections 7.1.13 and 8.14 which refer to ASTM D1683 Standard Test Method for Failure in Sewn Seams of Woven Apparel Fabrics [20]. Seams from each of the three layers were independently tested on five replicates of 200 mm × 100 mm (8 in. × 4 in.) specimens by applying a force perpendicular to the sewn seams (which were parallel to the 100 mm dimension). The specimens were clamped using mechanical grips attached to screw-driven loadframe (5584, Instron) with a 5 kN load cell (2525-805, Instron) and were loaded in tension at 305 mm/min until the seam or base material were torn. The peak load supported by the specimen and type of seam failure was reported (1-Fabric Rupture, 2-Sewing Thread Rupture, 3-Fabric Yarn Slipped out of Seam). The average seam breaking strength of all test results shall exceed 667 N (150 lbf) for all Major A seams, 334 N (75 lbf) for Major B seams and 180 N (40 lbf) for Minor seams.
2.3.2 Thermal Performance Properties
2.3.2.1 Flammability.
NFPA 1971, Sections 7.1.3 and 8.2 reference ASTM D 6413-08 Standard Test Method for Flame Resistance of Textiles (Vertical Test) [21] to determine the vertical flame resistance of turnout gear materials. Five 75 mm × 305 mm (3 in. × 12 in.) specimens from the warp and fill direction were removed from the outer shell of blanket samples after each treatment. Specimens were clamped vertically above a controlled 38 mm flame for 12 ± 0.2 s after which they were placed in a measurement frame and char length was visually determined. Pass/fail criteria were based on the char length not being more than 100 mm (4 in.) on average, afterflame not more than 2.0 s and the material shall not melt. None of the specimens melted or had a sustained afterflame.
2.3.2.2 Thermal Protective Performance (TPP).
Non-steady state heat transfer through the three-layer turnout composite was tested as described in NFPA 1971 Sections 7.1.1 and 8.10. Following ISO 17492 Clothing for Protection against Heat and Flame-Determination of Heat Transmission on Exposure to both Flame and Radiant Heat [22], three 150 mm × 150 mm (6 in. × 6 in.) specimens of full garment composite were exposed to a combined convective and radiant heat source with an exposure heat flux of 2.0 cal/cm2 *s (84 ± 2 kW/m2.). The change in temperature on the back side of the composite was measured as a function of time and used to determine the thermal energy passed through the specimen. For these tests, three composites were cut from each coat and three separate specimens were collected from each blanket. TPP shall not be less than 35.0 cal/cm2. Pass or fail determinations were made based on the average value of the three tests.
2.3.2.3 Total Heat Loss (THL).
As described in NFPA 1971 Sections 7.2.2 and 8.33, ASTM F-1868 Standard Test Method for Thermal and Evaporative Resistance of Clothing Materials Using a Sweating Hot Plate Part C [23] was used to measure steady-state thermal and evaporative resistance. Three specimens of the composite measuring 51 cm × 51 cm (20 in. × 20 in.) that contained all three layers of fabric (outer shell, moisture barrier, thermal liner) were harvested from the blanket samples. THL shall not be less than 205 W/m2. Pass/fail criteria were determined based on an average value of the three tests.
2.3.3 Penetration Properties
2.3.3.1 Liquid Penetration.
Moisture barrier materials and seams were subjected to ASTM F903 Standard Test Method for Resistance of Protective Clothing to Penetration by Liquids [24] as described in NFPA 1971 Sections 7.1.15 and 8.27. Fifteen specimens measuring 70 mm × 70 mm (2.75 in. × 2.75 in.) were harvested from the moisture barrier (including a seam) in the shoulder region of the coat. Three specimens were exposed to one of five different chemicals: aqueous film forming foam (AFFF), sulfuric acid (37% w/w), hydraulic fluid, Fuel H and chlorine (saturated solution). The outer surface of the specimen was exposed to the chemical challenge. No penetration of any chemical can be detected for at least 1 h. A failure of any specimen against any of the five chemical challenges results in failure of the test.
2.3.3.2 Viral Penetration.
NFPA 1971 Sections 7.1.16 and 8.28 describe testing requirements for viral penetration resistance of garment moisture barrier materials and seams following ASTM F1671 Standard Test Method for Resistance of Materials Used in Protective Clothing to Penetration by Blood-Borne Pathogens using Phi-X-174 Bacteriophage as a Test System [25]. Three specimens measuring 75 mm × 75 mm (3 in. × 3 in.) were cut from the moisture barrier (including a seam) in the shoulder region of the coat. The outer surface of the specimen was exposed to the viral challenge. No penetration of the bacteriophage can be detected for at least 1 h. A single failure of any specimen constitutes a failed test.
2.4 Statistical Analysis
All analyses were performed in SPSS (v23 IBM, Armonk, NY) with significance set at an alpha of 0.05. Results were expressed as mean ± standard deviation (SD). Variables were checked for normal distribution using Shapiro–Wilk tests, and those variables not normally distributed were log transformed (natural logarithm) prior to statistical analyses. Separate repeated measures two-way ANOVA were conducted for each of the test variables to examine changes by exposure/cleaning treatments (NN, NL, EL, [ELhd for some variables], EW, ED) over each cycle (0, 10, 20, 40), followed by post hoc tests using Tukey’s Honestly Significant Differences (HSD).
3 Results
Within each section of results, univariate main effects are described only when significant. Post hoc analysis often revealed several significant differences between treatments, of which a selection is discussed in detail. Please see supplemental materials for full listing of significant differences. All results are presented as bar charts with mean values and error bars representing one standard deviation. A shaded region indicating plus and minus one standard deviation around the mean of the baseline (no exposure/no cleaning (NN)) treatment data is superimposed over each data set to allow visual comparison with this referent value. Additionally, a red line is included on each plot to indicate the minimum requirement for the respective material or composite as established in NFPA 1971, which is intended to apply to new samples.
3.1 Material Strength
3.1.1 Tear Strength
Trapezoidal tear strength of all three PPE layers in both the warp and fill directions are reported in Fig. 3 (mean values with error bars representing one standard deviation). Significant univariate treatment main effects for trapezoidal tear strength were found for the thermal barrier tested in the warp (p = 0.014) and fill (p < 0.001) direction as well as the outer shell in both directions (p < 0.001). Univariate cycle main effects were detected for the thermal barrier in the fill direction (p = 0.005) and the outer shell in both directions (p < 0.001). Significant treatment x cycle interactions were detected for thermal barrier in the fill direction and both outer shell specimen orientations (all p < 0.001). There were no significant differences in trap tear strength for the moisture barrier for any exposure/cleaning treatment or cycle.

Trapezoidal tear strength for specimens collected from the (top) Thermal Barrier (middle) Moisture Barrier and (bottom) Outer Shell of the turnout coat in the (left) Warp and (right) Fill directions (Mean ± SD). The shaded region indicates ± 1 standard deviation from the referent NN values and red line indicates NFPA 1971 requirements (22 N for thermal liner and moisture barrier, 100 N for outer shell). NN no exposure/no cleaning, NL no exposure/laundering, EL exposure/laundering, ELhd exposure/laundering with hook & dee closures, EW exposure/wet soap decontamination, ED exposure/dry decontamination
Post hoc analysis revealed several significant differences between treatments for the thermal barrier (fill) and both orientations of the outer shell samples (see supplemental materials for details). As expected, the trap tear strength for the as-received treatment (NN) was typically the highest and significantly larger than NL, EL and ELhd treatments (p < 0.001). Specimens collected from the laundered treatments (NL, EL and ELhd) consistently had lower trap tear strength than the exposed/wet soap decon (EW) and exposed/dry brush decon (ED) treatments (all p < 0.001). Interestingly, the trap tear strength of the outer shell for the ELhd samples was significantly lower than for the EL samples in the fill direction (all p < 0.001) and nearly significant in the warp direction (p = 0.058). All post hoc comparisons for the thermal barrier in the warp direction were not significant with HSD test.
The impact of exposure and laundering cycle was relatively consistent in reducing strength as the number of cycles increased. The as received materials (0 cycles) had a higher trap tear strength than the thermal barrier/fill and outer shell/fill samples after each of the 10 cycles, 20 cycles, and 40 cycles (all p < 0.001). Specimens from the outer shell/warp direction had reduced strengths after 20 cycles (p = 0.004) and after 40 cycles (p < 0.001). Strength degradation in the outer shell dropped between each measurement timepoint for both tested directions.
3.1.2 Seam Strength
Seam strength (Fig. 4) was significantly impacted by treatment condition for the thermal barrier (p = 0.030), moisture barrier (p < 0.001), and outer shell (p = 0.037). A cycle main effect was detected for outer shell materials only (p = 0.002). While we detected a univariate treatment main effect, post hoc analysis revealed no significant effects for seam strength in the thermal barrier and outer shell when multiple comparisons were accounted for even though the outer shell seam strength dropped below NFPA 1971 requirements after 40 exposure/cleaning cycles for the EL treatment. The large variability in the data, particularly for the thermal barrier may mask potential differences in treatment effects. Post hoc analysis revealed that moisture barrier seam strength was significantly reduced for the EW treatment compared to NN (p = 0.013), ED (p = 0.001) and both NL and ELhd (p < 0.001). For the outer shell, strengths after 40 cycles were less than after 20 (p = 0.011) and 10 cycles (p = 0.008).

Seam breaking strength for specimens collected from the all three layers of turnout ensemble (Mean ± SD). The shaded region indicates ± 1 standard deviation from the referent NN values and red line indicates NFPA 1971 requirements (334 N and 667 N). NN no exposure/no cleaning, NL no exposure/laundering, EL exposure/laundering, ELhd exposure/laundering with hook & dee closures, EW exposure/wet soap decontamination, ED exposure/dry decontamination
3.2 Thermal Performance Properties
3.2.1 Flammability
Outer shell char length (Fig. 5) was significantly impacted by treatment in both the warp (p < 0.001) and fill (p < 0.001) direction and exposure/cleaning cycle for the fill (p = 0.003) direction. Interestingly, post hoc analysis revealed that none of the exposure/laundering treatments were significantly different than the as received treatment (NN); char length was slightly, but not significantly longer for NL, EL and EW treatments and insignificantly shorter in the ED treatment. The ED treatment resulted in the shortest char length in both directions, significantly less than NL (p < 0.001) and EW (p = 0.002) in the warp direction and less than NL (p < 0.001), EL (p = 0.005) and EW (p = 0.004) in the fill direction. Char length was longest after the 40th exposure/cleaning cycle but was only significantly longer than the 20th cycle (p = 0.005).

Flammability reported as char length (mm) for specimens collected from the outer shell of turnout ensemble in both warp and fill directions (Mean ± SD). The shaded region indicates ± 1 standard deviation from the referent NN values and red line indicates NFPA 1971 requirements (100 mm). NN no exposure/no cleaning, NL no exposure/laundering, EL exposure/laundering, EW exposure/wet soap decontamination, ED exposure/dry decontamination
3.2.2 Thermal Protective Performance (TPP)
A univariate treatment main effect was found for TPP (p < 0.001), with no significant impact of the number of cycles (Fig. 6). Post hoc testing revealed that the only treatment that was significantly different than as received (NN) was EL, which had a significantly higher TPP (p = 0.007). Of the cleaning conditions studied here, laundering had the most significant impact on TPP as both NL and EL treatments had higher values than EW and ED treatments (all p < 0.001).

Thermal Protective Performance (TPP) for specimens collected from the full garment composite (Mean ± SD). The shaded region indicates ± 1 standard deviation from the referent NN values and red line indicates NFPA 1971 requirements (35.0 cal/cm2). NN no exposure/no cleaning, NL no exposure/laundering, EL exposure/laundering, EW exposure/wet soap decontamination, ED exposure/dry decontamination
3.2.3 Total Heat Loss (THL)
Total heat loss (Fig. 7) was significantly impacted by treatment (p = 0.016) and cycle (p = 0.014). Post hoc analysis revealed that all treatments that included cleaning (NL, EL, EW, ED) were significantly lower than the as received (NN) treatment (p < 0.001, p = 0.018, p = 0.024, p = 0.001 respectively). However, there was no significant difference between these four treatments. THL measured in specimens after the 10th, 20th, and 40th cycle was significantly lower than the new specimens (p = 0.005, p = 0.005, p < 0.001 respectively). Furthermore, THL after the 40th cycle was significantly less than after the 20th cycle (p = 0.047).

Total Heat Loss (THL) for specimens collected from the full garment composite (Mean ± SD). The shaded region indicates ± 1 standard deviation from the referent NN values and red line indicates NFPA 1971 requirements (205 W/m2). NN no exposure/no cleaning, NL no exposure/laundering, EL exposure/laundering, EW exposure/wet soap decontamination, ED exposure/dry decontamination
3.3 Penetration Properties
3.3.1 Liquid Penetration
All specimens collected from the as-received material passed liquid penetration testing for all five chemicals. All the exposed/cleaned samples that failed the liquid penetration test, did so for Fuel H and no other chemical. Table 2 summarizes the approximate time of failure indicated by the technician for those Fuel H specimens that failed. The three treatments that included a laundering condition provided mixed results as NL only failed after 10 cycles and EL after 20 cycles, but the ELhd samples failed after all three exposure/cleaning cycles. EW and ED samples failed after both the 20th and 40th cycles.
3.3.2 Viral Penetration
Only two specimens failed the viral penetration test, a single EL specimen after the 20th cycle and a single EW specimen after the 10th cycle. While no visual penetration was noted, the Assay Titer registered “too numerous to count” and 23 PFU/mL, respectively.
4 Discussion
The most important outcomes of this work are that (1) repeated laundering treatment drastically reduced tear strength of the outer shell and thermal barrier compared to the new samples and more so than decontamination treatments, (2) after 40 laundering cycles, outer shell tear strength and seam strength drops below NFPA 1971 required levels set for new PPE, (3) wet soap decontamination was negatively associated with moisture barrier seam strength but did not increase char length, (4) THL was reduced for all samples with a cleaning treatment while TPP was only increased in the treatments that included laundering, and (5) PPE built with hook & dee closures had lower outer shell tear strength and reduced performance in the liquid penetration test.
4.1 Material Strength
The trapezoidal tear strength test provides an estimate of a material’s ability to resist further tearing if an initial defect (e.g. cut or abrasion) were present in the material to determine how much load was needed to further extend a cut in the material. Laundering the outer shell resulted in a significant decline in tear strength in both material orientations. This reduction in strength compared to the baseline no exposure/no cleaning (NN) samples begins after the first 10 cycles (ranging from − 1.2% to − 9.1%) and continues to decline significantly after 20 (ranging from − 9.3% to − 19.6%) and 40 cycles (ranging from − 24.1% to − 41.1%). In fact, after 40 cycles, the average strength of the no exposure/laundering (NL) samples from the fill direction (89.6 N) dropped below the NFPA 1971 requirement of 100 N while the exposure/laundering samples with hook & dee closures (ELhd) were just above this requirement (101.2 N). A reduction in strength alone does not mean that the gear would need to be taken out of service as this value is specified for new material with the understanding that some degradation will take place in service. However, this result does suggest that an important reduction in tear resistance should be expected as a result of simply laundering firefighting PPE. It was interesting that the NL treatment resulted in slightly, but significantly lower strength than the EL samples that were exposed to fireground smoke. It is important to note that all ten trapezoidal tear strength specimens (five each in warp and fill directions) were collected from a single turnout coat. This result may be an anomaly or may be a result of some thermal modification of the material from heat exposure or possibly the soot interacting with the laundering drum to reduce friction/damage. Further study would be necessary to determine the mechanism.
By comparison, Stull et al. reported mixed results after 25 cycles of laundering with varying techniques, including some processes where tear resistance was reported to increase [6]. However, Stull et al. caution this seemingly counterintuitive result may be attributed to inconsistencies in the tests and material. Vogelpohl found a reduction in tear strength of 10% in firefighters protective clothing that had been used in service for 1 to more than 5 years compared to new clothing of similar materials [8]. This reduction in strength was similar to our measurements after 10 exposure/laundering cycles, though it is not clear how many times these field worn samples were laundered (if at all). Makinen’s study implied three to four laundry cycles along with limited use in fire protective clothing was almost as destructive as 50 laundry cycles alone [7]. In our study, smoke exposure and laundering did not significantly impact tear resistance compared to laundering alone, suggesting that the effects reported by Makinen may have been related to other exposure mechanisms such as heat or UV exposure or mechanical damage.
Coat closure mechanism was found to have a significant impact on the outer shell tear strength after repeated exposure and laundering. The PPE constructed with hook & dee closures resulted in significantly lower tear strength in the fill direction and nearly significant reductions in the warp direction. While the reduction in tear strength from exposed/laundered PPE with the zipper closure (EL) to that with the hook & dee closure (ELhd) was only 2% and 3% after 10 cycles (warp and fill direction), it increased to nearly 6% and 8% after 40 cycles. The heavy metal hook & dee closures repeatedly impacting the outer shell materials in the stainless steel drum during laundering was likely responsible for the increased level of damage during laundering. Considering this likely mechanism for damage, additional reductions in tear strength would reasonably be expected if the outer shells were dried in a tumble drier as opposed to being hung to dry in a forced air cabinet.
Laundering resulted in a large reduction in tear strength for the thermal barrier in the fill direction regardless of whether the turnout gear had been exposed to smoke or not. Compared to the baseline NN treatment, this reduction was more severe than found in turnout gear that had been decontaminated. The most significant drop in strength occurs by the first 10 laundering cycles, but tear strength continues to decline after 20 and 40 laundering cycles. However, for the materials tested here, tear strength does not drop anywhere near the 22 N requirements for the thermal or moisture barrier. None of these exposure/cleaning treatments significantly impacted moisture barrier tear strength, even though the moisture barrier and thermal liner were laundered together (as they were permanently attached at the factory). It should be noted that all laundering was completed with the moisture barrier/thermal liner separated from the outer shells following best practice guidance included in NFPA 1851. Had the garments been laundered as a complete unit (contrary to NFPA 1851), it might be likely that the metallic closures result in increased damage to these layers, particularly for gear with hook & dee style closures.
One of the most surprising results from this study was the significant reduction in seam strength in the moisture barrier layer despite the fact that tear strength was not impacted. Furthermore, the reduction in seam strength was only significant for the gear that was decontaminated even though the wet soap decontamination technique does not result in directed contact of water, soap or the brush with this layer of the turnout ensemble. In Fig. 4, seam strength for the thermal liner (the layer below the moisture barrier, closest to the mannequin) appeared to be lower in specimens from the exposed/wet soap decontamination treatment compared to the as received material (though this comparison was not statistically significant). It may be possible that some of the water or water/soap mixture may have entered the suit through PPE interfaces or penetrated the outer shell and preferentially impacted the seams on the liner material as they dried in ambient conditions (i.e. outside of a forced air drying cabinet as used with the laundered samples). Again, further research is warranted to fully understand the cause of this seam strength reduction and to determine if this trend may be mitigated through changes in processes such as different detergents or forced air drying after decontamination. An analysis of remaining detergent residue in clothing samples following wet decontamination could aid in determining a potential cause for this observed phenomenon.
Even after 40 exposure and cleaning cycles, all thermal barrier and moisture barrier seam strength exceeded 334 N required for Major B seams (although the no exposure/laundering (NL) treatment seam strength was 349.0 ± 68.1 N for the thermal barrier). The only sample treatment that would not pass the NFPA 1971 required seam strength was the outer shell in the no exposure and launder treatment after 40 cycles (619.2 ± 109.5 N vs. 667 N requirement). The NL 40 sample series appeared to be heavily influenced by low strengths for 3 of the 5 specimens that failed by fabric rupture, which is consistent with the low trap tear resistance of this material (also the only specimens with tear strength below NFPA 1971 recommendations for new materials- 89.6 ± 4.9 N vs. 100 N). There was a large variability in the seam strength results—partially due to the difficulty of performing this test as well as the different mechanisms by which failure may be determined—which may have impacted the ability to elucidate changes.
4.2 Thermal Performance Properties
Outer shell flammability, as quantified by char length measurements, was consistently less than 100 mm required to pass NFPA 1971 requirements and was minimally affected by any exposure/cleaning treatment, other than the dry brush post-exposure treatment (ED). These samples appeared visually darker than the laundered or decontaminated treatment, suggesting a buildup of soot or other carbon materials that resulted in significant reduction in measured char length. While this measurement implies a reduction in flammability (still well within the minimum criteria), it also indicates that the lack of advanced cleaning can allow an accumulation of contamination sufficient enough to impact the flame resistance properties of the outer shell surface. Therefore, dry decontamination by itself is not recommended as an appropriate means to reduce the buildup of flammable debris on firefighter clothing. Anecdotally, a concern with repeated wet soap decontamination of firefighting PPE is that the soap may begin to accumulate on the outer shell if not appropriately rinsed away, and increase the risk for the material to support a flame. Results from this study contradict this notion as there were no significant changes in char length with the EW treatment, compared to laundered or as received treatments.
The findings for the thermal protective property testing—Total Heat Loss (THL) and Thermal Protective Performance (TPP)- were similar to results from turnout gear samples collected after years of field use. The slight increase in TPP as a result of laundering has been shown previously (Stull et al. [6]), although this study is the first to show that wet soap decontamination and dry brush decontamination do not result in similar increases in TPP. It has been postulated that this increase in TPP may be due to the incorporation of more air in the layers as a result of the laundering process which has been noted to “…’fluff’ the material and provide an increase in thickness….” [6]. Vogelpohl likewise found TPP rating of firefighters protective clothing that has been used in service for 1 to more than 5 years to be higher than new clothing from similar materials, which was attributed to an increased thickness thought to be caused by more airspaces in the used fabric [8]. Our result showing TPP increases with laundering, but not decontamination, supports this assertion.
The increase in TPP expected during laundering is coupled with a significant decline in THL. This inverse result is not unexpected as mechanisms that may increase the insulative capacity of turnout gear can also reduce the total heat loss through the gear. For instance, McQuerry et al. reported that TPP values for coats between 2 years and 10 years old were an average of 20% higher than their certification value, while over 55% of the specimens they tested that were 10 years old or less did not meet the 205 W/m2 NFPA 1971 requirements [9]. Interestingly however, THL also declined for samples with the decontamination treatment (both EW and ED), even though TPP was not impacted. Additionally, while TPP decreased by the first 10 exposure/cleaning cycles and then remained relatively consistent through 40 cycles, THL values dropped significantly by 10 cycles and continued to decline as the number of cycles increases. Additional studies would be needed to determine if residual detergent residue from wet contamination or particulate following dry contamination could have selectively impacted THL, but not TPP. Regardless of treatment, THL and TPP values remained at levels above NFPA 1971 standard requirements even after 40 cycles.
4.3 Penetration Properties
The liquid penetration and viral penetration resistance tests presented mixed results. It is important to highlight that all failures occurred during the Fuel H exposure and no penetration of AFFF, sulfuric acid, hydraulic fluid or saturated chlorine solution were detected. Interestingly, all three of the ELhd samples failed the liquid penetration test even though NL only failed after 10 cycles and EL after 20 cycles. Considering the penetration tests focused only on the moisture barrier it is not clear why the coat closure mechanism may have influenced these results, particularly considering the specimens were taken from locations distant from the front closure and the outer shell was separated during laundering. The fact that neither NL or EL samples failed after the 40th cycle despite the earlier failure suggests that care should be taken in interpreting these results. EW and ED samples failed after both the 20th and 40th cycles. However, if we combined all of the exposure/cleaning treatments together, 3 of the 5 failed the Fuel H test after 10 cycles, 4 of 5 failed after 20 cycles and 3 of 5 failed after 40 cycles. After 10 cycles, the median time to failure was 40 min, which dropped to a median of 30 min after 20 and 40 cycles. Only two specimens failed the viral penetration test, including specimens from the exposed/laundered treatment after 20 cycles that also failed the liquid penetration test. The other failed viral penetration test came from exposed/wet decontamination treatment after 10 cycles, which did not fail the liquid penetration test. As such there was no notable connection or correlation between the penetration tests in this study.
4.4 Limitations and Future Work
Limitations of this study include the fact that this material system represents just one of the multitudes of material options as well as the wide variety of potential exposures and cleaning (laundering and decon) protocols, techniques and detergents. Only one turnout suit was tested per treatment at each cycle interval, and while an appropriate number of specimens were collected to conduct NFPA 1971 based characterization tests, there may be important individual differences with each turnout suit produced. The study was designed to focus on repeated cleaning of a full ensemble (as opposed to material swatches) after realistic fireground smoke exposure but may not generalize to all possible cases. Limitations of the FES prop are discussed in detail elsewhere [17], but in brief, the prop utilizes an identical fuel package for all scenarios, which may not represent the full exposure profile of the fireground and environmental conditions will impact the repeatability of the scenarios from day-to-day. Turnout suits and material blankets were rotated to different locations and sides of the prop to limit the impact of environmental inconsistencies on the PPE conditions. Despite some limitations, this exposure prop is likely much less variable than real world exposure and it is suggested that similar data be collected from samples worn by firefighters performing fireground tasks.
Future studies should collect similar data from PPE worn in the typical, varied response environments encountered by firefighters in real world exposures. A larger sample size might also support trends identified here. Studies of different material options, new and evolving gear cleaning technique could also add to this work. In particular, the impact of larger numbers of exposure and/or cleaning cycles (100 and beyond) would provide further mechanical challenges to the materials’ protective properties as well as allow measurements of retained detergent or contamination. This work may also be combined with other mechanisms that are commonly encountered with firefighting PPE (e.g. abrasion, UV exposure), but may also degrade protective properties.
5 Summary and Conclusions
We found that several important protective properties of turnout gear are significantly changed after repeated (between 0 cycles and 40 cycles) simulated fireground exposures followed by cleaning (laundering, decon) or laundering alone. While many of the reductions in protection are more than one standard deviation below the new, unlaundered material properties, only outer shell trap tear strength and outer shell seam strength dropped below NFPA 1971 requirements for new gear and this only after 40 laundering cycles. Negative impacts were seen in trap tear strength of the outer shell and thermal liner, moisture barrier liquid penetration for the Fuel H challenge and total heat loss of the composite within the first 10 exposure/cleaning cycles. Laundering more significantly reduced thermal liner and outer shell tear strength and increased TPP than either wet or dry decontamination techniques. On the other hand, wet soap decontamination appeared to have a more negative impact on moisture barrier seam strength than laundering. Char length was not significantly impacted by the wet soap decontamination technique compared to laundering, assuaging some concerns over employing this technique.
Few notable differences were detected between the exposed/laundered (EL) and the no exposed/laundered (NL) gear other than a slight, but significantly larger decline in outer shell tear strength in the warp direction and a slightly larger char length in the warp direction for the NL treatment. Thus, the impact of simulated fireground smoke exposure on the NFPA 1971 based performance testing was minimal compared to the impact of repeated laundering. This fireground exposure did not include a mechanical challenge such as scuffing or abrading the PPE as would be expected from firefighters moving and working on the fireground. Nevertheless, it is important to note that many NFPA 1971 tests include the precondition of laundering that for many properties such as tear resistance and seam strength include only five wash and dry cycles. This study suggests the potential value of increasing the number of wash/dry cycles to provide a more realistic precondition of clothing material evaluation commensurate with the expected increase of laundering in the current fire service environment.
Finally, exposed/laundered turnout gear that was manufactured with hook & dee (ELhd) coat closures resulted in slight, but significantly larger reductions in outer shell tear strength compared to exposed and laundered turnout gear with zippered (EL) coat closures. It is speculated that the increased damage resulted from the repeated tumbling during the extractor wash cycle with the heavy metal components, which may have been increased if the gear were tumble dried.
References
National Fire Protection Association (NFPA) (2018) NFPA 1971 Standard on protective ensembles for structural firefighting and proximity firefighting. Quincy MA, USA
National Fire Protection Association (NFPA) (2020) NFPA 1851 Standard on selection, care and maintenance of protective ensembles for structural firefighting and proximity firefighting. Quincy MA, USA
Rezazadeh M, Torvi DA (2011) Assessment of factors affecting the continuing performance of firefighters’ protective clothing: a literature review. Fire Technol 47(3):565–599
Torvi DA, Hadjisophocleous GV (1999) Research in protective clothing for firefighters: state of the art and future directions. Fire Technol 35:111–130
Slater K (1991) Textile degradation. Text Prog 21(1–2):1–150
Stull JO, Dodgen CR, Connor MB, McCarthy RT (1996) Evaluating the effectiveness of different laundering approaches for decontaminating structural fire fighting protective clothing. In: Johnston JS, Mansdorf SZ (eds) Performance of protective clothing, vol 5, ASTM STP 1237. American Society for Testing and Materials, Pennsylvania, pp 447–468
Makinen H (1992) Effect of wear and laundering on flame-retardant fabrics. In: McBriarty JP, Henry NW (eds) Performance of protective clothing, vol 4, ASTM STP 1133. American Society for Testing and Materials, Pennsylvania, pp 754–765
Vogelpohl TL (1996) Post-use evaluation of firefighter’s turnout coats. Dissertation, University of Kentucky
McQuerry M, Klausing S, Cotterill D, Easter E (2015) A post-use evaluation of turnout gear using NFPA 1971 standard on protective ensembles for structural fire fighting and NFPA 1851 on selection, care and maintenance. Fire Technol 51(5):1149–1166
Fent KW, Alexander B, Roberts J, Robertson S, Toennis C, Sammons D, Bertke S, Kerber S, Smith D, Horn G (2017) Contamination of firefighter personal protective equipment and skin and the effectiveness of decontamination procedures. J Occup Environ Hyg 14:801–814
Stec AA, Dickens KE, Salden M, Hewitt FE, Watts DP, Houldsworth PE, Martin FL (2018) Occupational exposure to polycyclic aromatic hydrocarbons and elevated cancer incidence in firefighters. Sci Rep 8:2476
Austin CC, Wang D, Ecobichon DJ, Dussault G (2001) Characterization of volatile organic compounds in smoke at municipal structural fires. J Toxicol Environ Health A 63:437–58
Austin CC, Wang D, Ecobichon DJ, Dussault G (2001) Characterization of volatile organic compounds in smoke at experimental fires. J Toxicol Environ Health A 63:191–206
Fabian T, Borgerson J, Gandhi P, Baxter CS, Ross C, Lockey J, Dalton, J (2014) Characterization of firefighter smoke exposure. Fire Technol 50:993–1019
Jankovic J, Jones W, Burkhart J, Noonan G (1991) Environmental study of firefighters. Ann Occup Hyg 35:581–602
Fent KW, Evans DE, Babik K, Striley C, Bertke S, Kerber S, Smith D, Horn GP (2018) Airborne contaminants during controlled residential fires. J Occup Environ Hyg 15(5):399–412
Horn GP, Kerber S, Lattz, J, Kesler RM, Smith DL, Mayer A, Bertke S, Fent KW (2020) Fireground Exposure Simulator (FES) for fireground smoke and heat intervention testing. Fire Technol https://doi.org/10.1007/s10694-020-00981-3
Horn GP, Kesler R, Kerber S, Fent KW, Schroeder TJ, Scott WS, Fehling PC, Fernhall B, Smith DL (2018) Thermal response to firefighting activities in residential structure fires: impact of job assignment and suppression tactic. Ergonomics 61(3):404–419
ASTM D5587-15 (2019) Standard test method for tearing strength of fabrics by trapezoid procedure, ASTM International, West Conshohocken
ASTM D1683/D1683M-17 (2018) Standard test method for failure in sewn seams of woven fabrics, ASTM International, West Conshohocken
ASTM D6413/D6413M-13 (2013) Standard test method for flame resistance of textiles (vertical test), ASTM International, West Conshohocken
ISO 17492 (2003) Clothing for protection against heat and flame—determination of heat transmission on exposure to both flame and radiant heat, International Organization of Standards, Geneva
ASTM F1868-17 (2017) Standard test method for thermal and evaporative resistance of clothing materials using a sweating hot plate, ASTM International, West Conshohocken
ASTM F903-18 (2018) Standard test method for resistance of materials used in protective clothing to penetration by liquids, ASTM International, West Conshohocken
ASTM F1671/F1671M-13 (2013) Standard test method for resistance of materials used in protective clothing to penetration by blood-borne pathogens using phi-X174 bacteriophage penetration as a test system, ASTM International, West Conshohocken
Funding
This work was supported by the Department of Homeland Security Fire Prevention and Safety Grant #EMW-2015-FP-00646. The findings and conclusions are those of the author(s) and do not necessarily represent the official position of the National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There are no conflict of interest regarding this work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Horn, G.P., Kerber, S., Andrews, J. et al. Impact of Repeated Exposure and Cleaning on Protective Properties of Structural Firefighting Turnout Gear. Fire Technol 57, 791–813 (2021). https://doi.org/10.1007/s10694-020-01021-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10694-020-01021-w