
Abstract
Existing desalination technologies produce large amount of waste brines with higher salinity concentration than feed seawater, the disposal of which pose serious environmental problems. At the same time, waste brines represent a valuable source of strategic materials—such as magnesium—and therefore their valorization offers the opportunity to overtake both the environmental and the economic issues. Current needs are to identify gaps and challenges to recover secondary magnesium in order to bring recovery technologies closer to the market for potential commercial applications. In this technical review, the available methods for magnesium recovery from seawater desalination brines are described and compared in details, to provide the readers with a wide overview to better address their research efforts towards resources valorization, in accordance with the circular economy principles.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The recovery of minerals from rejected seawater and brines by desalination plants is gaining increasing attention among the scientific community due to the benefits associated with reduced environmental hazards and resource recovery (Loganathan et al., 2016). Seawater contains a large number of ions which can potentially be recovered by an extraction process (Bardi, 2010). According to Turekian (1968), who reported a detailed seawater composition at 3.5% salinity, the most concentrated cations are Na+ (10,800 ppm), Mg2+ (1290 ppm), Ca2+ (411 ppm) and K+ (392 ppm). Other cations are present, but at much lower concentrations: strontium (8.1 ppm), boron (4.5 ppm), silicon (2.9 ppm). Lithium, which has become strategic as battery raw material in the framework of the so-called energy transition, has a concentration equal to 0.17 ppm. Concentration of noble and refractory metals is too low to be measured reliably.
Desalination is considered as a viable solution to address the issue of global scarcity of fresh water (Panagopoulos et al., 2019; Ramasamy, 2019). From a desalination process, two streams are obtained treating the seawater feed: freshwater and brine. The salinity of brine is more than three times than the salinity of feed water. Being concentrated flows, brines should be considered as an important source of materials and no longer as a waste to be disposed of. From this comes the importance of developing processes to supply the economy with a constant flow of minerals at reasonable costs, in order to close the industrial cycles and achieve sustainability. In particular, magnesium (Mg) is the most interesting cation in terms of industrial importance and value contained in waste brines. In Europe it is classified as a “critical raw material” from the European Commission among the 30 most critical raw materials, which are subjected to a high risk of supply interruption and a high economic importance, thereby recognizing the importance of searching for alternative ways for its supply (COM, 2020).
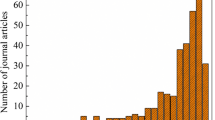
The goal of this work is to critically review Mg extraction techniques from seawater brines. This work could be used as a guidance for further research in this area to identify gaps and potential solutions for bringing technology close to the market. The reviewed publication period ranges from 1990 to 2021. It can be noticed that the amount of available papers is not as high as in other research field related to recycling from secondary sources. After an initial period with sporadic publications (1990–2006) and some years gap (2007–2013), with the increasing importance of Mg as strategic element a growing interest towards Mg restarted, which is reflected by an increasing publications number from 2014 on. The paper also includes some older fundamental study here reported to provide a comprehensive overview.
2 Magnesium: an overview
Magnesium (Mg, atomic number 12) is an alkaline earth metal which does not occur in its elemental form in nature and is the eighth most abundant element in the Earth’s crust (average Mg content: 2%) (Ullman’s Encyclopedia of Industrial Chemistry, 2011). Figure 1 shows Mg supply chain (European Commission, 2015). The major primary sources of Mg are dolomite, magnesite and brucite ores, langbeinite, bischofite, carnallite, kainite salts and seawater (USGS, 2020). Tables 1 and 2 show supply data estimating global primary production of magnesite and Mg (USGS, 2021). As shown in Table 2, the largest producer of Mg metal is China, producing roughly 90% of world supply; other producing countries are Russia (6%), Kazakhstan (2%), Israel (2%) and Brazil (2%). It is supposed that dolomite and other Mg-containing minerals are significantly high. The resources of brine containing Mg are estimated at billions of tones. China is a major producer of magnesia and magnesia prices and availability are highly dependent on Chinese policies (Fig. 1).

Supply chain map for commercially produced Mg. Orange color represents stages of the supply chain which take place in the EU (adapted from European Commission, 2015)
Metallic Mg is produced commercially by two routes: electrolysis of magnesium chloride (MgCl2) in chloride melts and magnesium oxide metallothermic reduction with silicon and/or aluminum (Ullman’s Encyclopedia of Industrial Chemistry, 2011). The first route includes processes based on chlorination of magnesia and magnesite (such as the IG Farben process and the MPLC process) and processes based on dehydration of aqueous MgCl2 solutions (such as the Norsk Hydro process, the Magcorp process, the Dow chemical process, the Magnola process and the QMC process). The second route includes the Pidgeon process, the magnetherm process and the Bolzano process. The extraction step is normally followed by refining and casting. The Mg refining process involves the smelting of the source mineral where the impurities, due to their higher density, separate as sludge on the bottom of the smelting furnace. The type of metallic impurities depends on both the primary source selected as input and the extraction process.
Aluminum alloys and Mg die-casting are the main applications of Mg, each accounting for about 40% of the total consumption, respectively. Mg die-castings are used by automotive manufacturers for weight critical applications, the aerospace industry, and sports (British Geological Survey, 2004; European Commission, 2015). In general, almost all aluminum alloys contain some Mg, typically less than 1%. Selected groups of alloys may have higher Mg contents, ranging from 1 to 11%. There are many applications which use aluminum alloys containing Mg: the three most important are packaging (35%), transport (25%) and construction (21%).
Mg is also used as a desulfurizing agent and in the manufacture of crude steel. In addition, Mg has many others uses in metallurgy, chemistry and electrochemistry sectors, many of which are niche, with relatively minor supply demands.
Furthermore, Mg finds applications as battery raw material (Dühnen et al., 2020): having a light weight and being a bivalent cation offering the advantage of two-electron-transfer per atom, Mg is being considered as an interesting alternative to Li in the battery field.
Regarding magnesium recycling, the end-of-life recycling rate, i.e. the percentage of a material in post-consumer waste flows that is actually recycled, is 15% in EU, while the end-of-life recycling input rate, i.e. is the material input to the production system which comes from recycling of post-consumer scrap, is 13% (European Commission, 2020; Talens et al., 2018). Mg scraps from EoL products are recycled as part of the aluminum value stream and Mg alloys are fully recyclable once recovered from EoL products (SWD, 2018).
3 Seawater desalination and related issues
Currently more than 15,900 desalination plants are operating worldwide, with a total desalination capacity of about 95 million m3 day−1 (Jones et al., 2019). Brine production is about 142 million m3 day−1, which is over 50% of total desalinated water production. Desalinated water production is expected to increase in the next few years. In particular, the projected cumulative global production capacity in 2050 is 1.7 × 108 m3day−1 (Mayor, 2019).
Desalination technologies have recently been reviewed by several authors (Elsaid et al., 2020; Jones et al., 2019; Qasim et al., 2019; Zarzo and Prats, 2018). They can be classified into two main categories: evaporation-based processes and membrane-based processes (Zarzo and Prats, 2018). Evaporation processes work by heat supply—as in MSF and MED processes—or through electric energy supply by mechanical compression—as in VC technologies. Membrane technologies works primarily by providing electrical energy. In particular, RO and NF operate by membrane pressurization while EDR processes work by a direct current between electrodes. Other processes which can be used for salt removal, such as ion exchange, precipitation or freezing, are not used for large scale desalting (Zarzo and Prats, 2018). Evaporation processes have been considered the most viable processes, but are known to be energy intensive (Elsaid et al., 2020). Energy requirements for membrane desalination depend on the water supply sources. For example, for RO technologies they are usually higher, as RO operates at pressures higher than 60 bars.
RO is the cheapest technology compared to several commercial-scale desalination technologies (Drioli et al., 2004) and for this reason it dominates this market with a share of 65% of the installed capacities (Amy et al., 2017). The RO processes can be also grouped in different categories in relation to the salinity of the feed (Qasim et al., 2019): as an example, BWRO plants and SWRO plants process feeds with salinity of 500–10,000 mg L−1 and 30,000 mg L−1, respectively. BWRO plants are further grouped into low salinity plants (feed water salinity: 500–2500 mg L−1) and high salinity plants (feed water salinity: 2500–10,000 mg L−1).
3.1 Disposal of brines
Brine disposal has negative environmental impacts and poses significant financial burden (Ahmad and Baddour, 2014; Sorour et al., 2014). RO brine contains up to twice as much salt as seawater. In addition, it often contains chemicals added in the pretreatment and membrane cleaning processes which might be toxic to marine organisms (Portillo et al., 2014). Because of the higher density compared to seawater, the brine stratifies in the benthic zone near the outlet, then sliding towards the seabed (Fernández-Torquemada et al., 2009). As a result, marine organisms are exposed to the brine from the discharge point to the bottom of the seabed (Petersen et al., 2018). A recent review discusses ways to mitigate the environmental problems associated to brine discharge (Giwa et al., 2017; Panagopoulos et al., 2019). The waste management strategy is to minimize the volume of the discharged brine by technologies that achieve ZLD so that the produced salts can be discharged to land or water with reduced environmental impact. The pure fresh water produced by this route (up to 99% water recovery) can find different applications, including agriculture, cooling systems and drinking purposes. Solid waste can be further processed for reuse or disposed of (COM, 2020). Beside ZLD strategies, MLD strategies can be considered as a valuable approach for the utilization, reuse and recovery of wastewater resources (Panagopoulos and Haralambous, 2020): the comparison between MLD and ZLD strategies showed that the ZLD system exceeds the MLD system energy requirements by about 2 times; however the total fresh water recovery of the MLD system is 10% less than the ZLD system. Therefore, MLD has the potential to maximize water recovery, minimize operating costs and reduce the amount of energy required.
3.2 Waste brines valorization through resources recovery
Waste brine should be considered as a potential source of valuable materials with the dual-purpose of simultaneous water recovery and salt production, thereby contributing to the Circular Economy implementation. However, such valorization has to be both technically and economically viable. For example, at very low salinity, revenues from the recovered materials could not compensate the costs of transporting seawater through the recovery plant. Furthermore, the addition of chemicals make the disposal of the final volume problematic from an environmental point of view (Davis, 2006).
Ions concentration in the permeate (Cp) and in the concentrate streams (Cc) can be determined using Eqs. (1) and (2), respectively (Jeppersen et al., 2009):
where k is the membrane rejection factor (0–1) and R is the recovery rate. The concentration of metals and salts in the permeate and concentrate streams can be thus determined in order to evaluate their potential value (Jeppersen et al., 2009). In the review of Panagopoulos et al. (2019), typical concentration values of dissolved ions in reject brines are reported. According to the Authors, Mg, Na, Ca and K concentration values in brines coming from RO desalination plants are in the range 1860–2880 mg L−1, 15,300–25,240 mg L−1, 520–960 mg L−1 and 740–890 mg L−1, respectively. However, the available literature mainly focuses on technical problems and challenges related to mineral extraction and very little information is available on the economic feasibility. Shahmansouri et al. (2015) addressed this problem by analyzing the extraction methods, gathering economic information concerning potentially commercial salts and metals in seawater and desalination concentrate and performing a preliminary cost assessment analysis. The Authors found out that the economic feasibility is dependent on factors such as proximity to a buyer, extraction efficiency, product purity, safety and costs related to material handling, storage and transport. Recently, Zhang et al. (2021) reviewed the different techniques for the recovery of minerals, water and energy from desalination brines, providing an economic comparison of operating desalination plants.
It should be mentioned that the exploitation of the potential energy of brine, using technologies which take advantage of the osmotic gradient between brine and a low-saline solution in order to produce energy, should be considered as well (Akram et al., 2013; Tedesco et al., 2013). This approach helps diluting the brine that is released into the sea, minimizing its negative impact on the marine environment. CCU can be considered as another interesting technique in combination with brine treatment processes for the production of CaCO3 (Yoo et al., 2020).
From the available literature, it is possible to find only two examples of direct extraction from the sea of low concentration ion: lithium (Schwochau, 1984) and uranium (Seko et al., 2017). However, the processes have only be tested on a laboratory scale and there is no further development of commercial processes.
Few attempts to recover less common ions from brines are also reported: Le Dirach et al. (2005) identified eight elements (Na, Mg, K, Rb, P, In, Cs, Ge) as being potentially economically and technically viable (Le Dirach et al., 2005); Jeppersen et al. (2009) investigated the economic viability of rubidium and phosphorus extraction and Petersková et al. (2012) extracted the metallic ions Cs(I), Li(I), Rb(I), and U(VI) from a RO concentrate using commercial resins (Petersková et al., 2012). Naidu et al. (2017) studied the extraction of Rb from seawater brine by an integrated membrane distillation with sorption, and Chen et al. (2020) recovered Rb and Cs from simulated brines solvent extraction with t-BAMBP. The feasibility of extracting minor components from SWRO brines, considering the advantages related to a minor consumption of primary sources as well as the relevance of the applications of the recovered products, is reported in the work of Ortiz-Albo et al. (2018). Recently, some Horizon 2020 projects are dealing with the recovery of materials other than Mg from seawater brines (https://sea4value.eu/the-project/; https://searcularmine.eu/).
4 Mg recovery technologies
This section reports and describes Mg recovery technologies. For convenience of presentation, Mg recovery processes were divided into three main categories: precipitation–crystallization, other technologies and integrated processes (Table 3).
4.1 Precipitation–crystallization
Precipitation is currently the most applied techniques to recover Mg from reject brines (Zhang et al., 2021). To this aim, different precipitating agents are usually employed, such as NaOH, NH4OH, Na3PO4 and Ca(OH)2. Industrial processes usually make use of calcined dolomite, burnt lime or ammonia to precipitate Mg hydroxide (Mg(OH)2) (Turek and Gnot, 1995). However, when the brine is handled for chlorine production, those precipitating agents cannot be employed: precipitation of calcium ions in a later process stage would require an increased amount of soda with a consequent increase in sludge production. Moreover, the introduction of additional calcium ions may result in precipitation of calcium sulfate or carbonate, which hampers the use of Mg(OH)2 for refractory production. When using ammonia as precipitant, ammonium ions remain in the brine, which are very dangerous in an electrolysis process due to the formation of explosive nitrogen trichloride.
Regarding the use of NaOH, it creates substantial technological difficulties because the suspension obtained settles down very slowly and the final sediment is difficult to filtrate (Turek and Gnot, 1995; Tsuge and Matsuo, 1990). In these early studies, attention was focused on factors influencing the particle size of the precipitated Mg(OH)2 crystals, formed by reaction of brine with the precipitating reagent (as CaOH and NaOH), and their rate of sedimentation. Tsuge and Matsuo (1990) showed that the size of the crystals and their growth rate is inversely proportional to the contact time of the brine with the precipitant. Subsequently, Turek and Gnot (1995) performed several tests adding the precipitating reagent to a Mg2+ solution without stirring at different temperatures values; the study showed a faster rate of precipitation/sedimentation, and consequently an improvement in the filtration speed, at low temperatures and with high concentration of precipitant (Turek & Gnot, 1995).
In the framework of the treatment stages for chlorine production using membrane technologies, in order to use desalination brines as a feed, Mg2+ is an impurity to be removed and recovered. Melian-Martel et al. (2011) developed an effective process for a brine reuse of about 8,400 m3 day−1: in their process, most of the calcium appearing as CaCl2 and those sulfates which appear as Na2SO4 are removed by chemical precipitation using sodium carbonate (Na2CO3) and barium chloride (BaCl2) solutions, according to Eqs. (3) and (4) (Melian-Martel et al., 2011):
NaOH was used to remove Mg found as MgCl2, as shown in Eq. (5):
In this work, an alternative route to brine disposal is proposed, which allowed the reuse of this saline waste as a raw material resource in the chlor-alkali manufacturing industry.
Mohammadesmaeili et al. (2010) focused their study on selective precipitation for the removal of fouling minerals (Ca, Mg and silica) from RO brines with the aim of obtaining by-products with commercial value. The Authors studied a process based on a pre-acidification step with H2SO4 to be performed prior to the traditional lime/soda treatment. This acidification step allowed decreasing the quantity of lime required to remove Mg. The proposed modified lime-soda treatment allows solving the issues related to the low purity of the products, obtaining Mg hydroxide with a purity of 51–58%, which is similar to other commercial sources of Mg(OH)2. The precipitate also contained 19.5–23.3% of CaCO3 and 1.3–7.8% of CaSO4 as impurities. CaCO3 with a purity of 95% and CaSO4 with a purity of 92% were obtained as by-products. In conclusion the study allowed obtaining a high Mg recovery yield (about 98%) with a good purity grade consuming a reduced quantity of reagents; the process also allowed obtaining an efficient recovery yield of desalination water (between 80 and 90%).
Casas et al. (2014) used NaCO3 and NaOH as alkali sources to precipitate Mg2+ and Ca++ from mining and seawater desalination brines. The obtained results showed Ca recovery yields higher than 94–96% for pH higher than 10 via the use of NaCO3 and Mg recovery yields higher than 97–99% for pH higher than 11 by dosing NaOH. In the same period, Sorour et al. (2014) dedicated their research to the readjustment of industries for the enhancement of by-products containing magnesium. The tests were performed using different precipitation reagents and different implementation processes. The Authors studied partial softening of seawater and RO brines using Na2CO3 and Na3PO4 as precipitating agents for Ca and Mg. Na2CO3 caused maximum Ca concentration reduction from 400 to 20 mg L−1 and from 690 to 36 mg L−1 from seawater and RO brine, respectively. The corresponding Mg concentration reduction was from 1460 to 1250 mg L−1 and from 2600 to 2375 mg L−1 for seawater and RO brine, respectively. The recovery of Ca by phosphate precipitation was about 98 and 75% from seawater and RO brines, respectively; the corresponding Mg recovery values were 47 and 24%. The Authors identified three process design schemes for the recovery of Ca, Mg and sodium salts. The first scheme was designed for the chemical recovery of seawater for new desalination plants; the second scheme was developed for plants that can be readapted by replacing conventional pretreatment with NF to obtain high Ca recoveries and with membranes/thermal processing and ion exchange for Mg recovery; the third scheme is always applicable to plants which can be adapted by optimizing chemical precipitation by sodium phosphate or sodium carbonate treatment. The study stopped before the optimization of the developed schemes and the identification of the necessary costs for the industrial re-adaptation.
In the work of Dong et al. (2017), Mg2+ was precipitated with NH4OH obtaining Mg(OH)2 with a purity of 93.5%; the obtained hydroxide was then calcined giving highly reactive MgO. In a later work, Dong et al. (2018) obtained MgO from reject brines by precipitating Mg2+ with NaOH, obtaining Mg(OH)2 with small impurities of calcium carbonate.
Cipollina et al. (2015) studied Mg recovery from exhausted brines discharged from saltworks. This work provided clearer ideas on the crystallization processes of Mg, highlighting the different factors which contribute to the variation in the purity grade of the product and its final separation. Using NaOH as alkali sources to precipitate Mg2+, experiments were performed under different operating conditions: the purity of Mg precipitates was 98–100% in most experimental runs. Reactive precipitation also allowed a total recovery of Mg from the brine using a stoichiometric injection of alkaline reactant. Furthermore, the process was applied on relevant environment, thus showing promising results for its application. However, the main drawback is related to the formation of particles flakes incorporating large amounts of liquor, making it difficult to separate with simple sedimentation.
Ahmad et al. (2019) studied, in real field, the performance of precipitating Mg, Ca, boron, sulfate and strontium from the rejected brine of two seawater RO desalination plants, showing that NaOH is a better precipitating agent compared to calcium hydroxide and NH4OH. Further precipitation experiments were performed using NaOH by varying temperature and pH and the results showed that more than 78% Mg was recovered with a precipitation standard method at pH 10 and 90 °C. Through a statistical analysis on real field applications, the Authors highlighted the economic return for industries.
In the work of Mohammad et al. (2019), the recovery of Mg(OH)2 from desalination reject brines was achieved by reacting MgCO3, contained in the brine as a major component, with a different precipitant reagent NH4OH, according to the following reaction:
The best results (99% Mg recovery as Mg(OH)2) were obtained at 15 °C, brine salinity concentration of 85 g L−1 and NH3/Mg molar ratio of 4.4. The innovative aspect lies down in the development of a model able to predict process performance as a function of the thermodynamic reaction conditions. Taking into account simultaneously different parameters—such as reaction temperature, brine salinity and molar ratio of precipitant reagent/Mg—it was possible to define the conditions to maximize Mg recovery yield. The prospect of associating technological development with predictive data helps increasing process efficiencies by reducing analytics costs as well as environmental impact. Hajbi et al. (2010) developed the first approach obtain an algebraic solution able to compare different thermodynamic parameters for wastewater forecasting. This research set the starting point for extending the study into a pilot scale.
In order to recover Mg(OH)2 from multicomponent salt solutions, La Corte et al. (2020) proposed a new technology which merges reactive crystallization with membrane crystallization (CrIEM): to avoid a direct contact between the saline stream and the alkaline solution feeding the reactor, an anion exchange membrane is placed which separates the two compartments while allowing the transfer of hydroxyl ions. Crystallization of Mg(OH)2 occurs in the saline compartment and Mg recovery efficiencies were between 90 and 100%. The advantages of this technology are the use of low-cost reagents (Ca(OH)2) without the risk of co-precipitation and contamination in the final crystals which affect recoveries and purity grade, the possibility to use it in continuous mode, thus allowing to carry out field tests with excellent results. In addition, this approach ensures flexibility of the method using low environmental impact reagents. Calcium co-precipitation represented the main limitation to the achievement of high purity levels of Mg crystals, which were about 97%. Future investigation may be necessary in order to test this technology in the long term, considering the criticality of fouling growth on membranes, which might hinder their intended operation.
Recently, Vassallo et al. (2021) investigated the recovery of Mg from synthetic brines mimicking the NF retentate obtained from water softening plants; the process was tested at demonstration-scale and consists in two precipitation steps at controlled pH and allowed recovering high quality Mg and Ca hydroxides.
In order to give a comprehensive view on the topic, some literature attempts of exploitation of dissolved seawater components by eutectic freezing crystallization (EFC) are here reported. These processes consist in freezing the feed concentrate stream continuously until it reaches the eutectic temperature, so that the salt is crystallized out as a product. According to the investigations of Nelson and Thompson (1954) on sea-water, ice is the first solid phase precipitating at temperature of − 1.9 °C, followed by mirabilite (Na2SO4 × 10H2O) at − 8.2 °C, hydrohalite (NaCl × 2H2O) at − 22.9 °C, sylvite (KCl) and MgCl × 12H2O at − 36 °C, antarcticite (CaCl2 × 6H2O) at − 54 °C; in alternative pathways, gypsum (CaSO4 × 2H2O) precipitation also occurs at about − 22 °C. However, high operative costs determine a low competitiveness of the freezing technology. Through this route, Himawan et al. (2006) studied the laboratory-scale parameters for the recovery of epsomite (MgSO4 × 7H2O) from wastewater desulfurization plant by crystallization, with the aim of determining the degree of hydration and the properties of salt and ice crystals.
Reactive crystallization of Mg(OH)2 was employed by Tsuge and Matsuo (1990); the Authors applied this techniques on Mg chloride by addition of calcium hydroxide.
4.2 Other technologies
Other technologies for Mg recovery from brines include solvent extraction, water electrolysis and adsorption.
Li et al. (2019) tested a binary extraction system composed of Aliquat 336 and Versatic Acid 10 for Mg removal from synthetic brines. The study is focused on salt-lake brines and is here reported to provide additional information on other possible methods which can be used to extract Mg. It was found that Mg can be quantitatively removed with [A336][V10] in three continuous counter-current extraction steps; Li co-extraction was about 10%. Sano et al. (2018) proposed a system for continuously extracting Mg from seawater by electrolysis reaction. The Authors found out that the reaction leading to the production of Mg(OH)2 depends on the amount of electricity supplied per unit volume of seawater (C L−1), since this parameter is proportional to the production of OH−. Quantitative Mg recovery was achieved at 12,000 C L−1 without the addition of any chemicals.
Lehmann et al. (2014) based their efforts on adsorption of solid amorphous Mg(OH)2 to the surface of magnetite (Fe3O4) microparticles, followed by magnetic separation of the mixture from the bulk seawater brine. Once separated, the solid slurry is subjected to a dissolution step with strong acids (pH = 4–6). The regenerated magnetite solids can be thus used in a further adsorption cycle. Under the optimized operational conditions, three high purity (> 97%) Mg(II) solutions were obtained at costs which are comparable to equivalent commercial products. In addition, the Authors conducted a rough cost analysis showing that the production of MgSO4 and Mg(HCO3)2 is attractive cost wise, while MgCl2 can be produced at a cost which is similar to commercial products.
4.3 Integrated processes
The studies reported in this section refer to processes where Mg recovery is integrated in a broader flow-sheet and the production of freshwater and/or other salts and compounds (such as gypsum, CaCO3 and NaCl) are pursued through a combination of different technologies.
Davis (2006) conducted a laboratory study on the production of NaCl, Mg(OH)2 and Br2 from seawater RO brine. Figure 2 shows the process flow-sheet. The special ion-exchange membranes in the ED stacks are selectively permeable to Na and Cl ions so that the dilute had a Mg2+ concentration 5 times greater than that in seawater. The NaOH addition allowed Mg2+ to be precipitated as Mg(OH)2. To prevent Ca from interfering with Mg precipitation, the RO brine is treated with Na2CO3. The purity of the obtained Mg(OH)2 is 99% or more.

Schematic illustration of SWRO brine treatment with ED and recovery of NaCl, Br2 and Mg(OH)2 (Davis, 2006)
Drioli et al. (2004), in order to limit calcium sulfate precipitation which causes the reduction of SO42− content in the solution thus decreasing the recovery of Mg sulfate, proposed a method to precipitate Ca2+ ions from artificial NF retentate solutions by reaction with NaHCO3/Na2CO3 produced by reactive absorption of CO2 into NaOH solutions (Drioli et al., 2004). The proposed process includes a film crystallization step which allows the creation of super-saturation for salts crystallization (Fig. 3).

Flow sheet of the integrated membrane system for the recovery of dissolved salts in NF retentate (Drioli et al., 2004)
Ahmed et al. (2003) described an integrated process (SAL-PROC process) for the sequential recovery of resources from rejected desalination brines by evaporation, cooling, de-sulfation, crystallization, washing, and finally dewatering. A preliminary feasibility study was conducted using real data resulting from four desalination plants. The obtained products were NaCl, CaCl2, gypsum, CaCO3, Mg(OH)2, and Na2SO4. The revenues which can be obtained by processing 405,000 m3 y−1 of SWRO brine are estimated to be about US$ 9,000,000 y−1.
Ohya et al. (2001) proposed an integrated approach which combines recovery technologies such as HPRO, ion-exchange, adsorption and NF for the recovery of all valuable materials contained in seawater.
From the analysis of the available literature, it was found that generally batch processes are adopted for Mg recovery, while continuous recovery systems have not been proposed yet, except for few cases (Sano et al., 2018). Most of the studies focused on brines valorization are only assessed at laboratory scale; more efforts are thus needed in order to scale-up these technologies at industrial level.
Precipitation/crystallization is the most occurring recovery technique; the process is often carried out at room temperature and it allows high recovery rates (95–100%). The recovered Mg can be utilized as a source for valuable Mg products and has potential to generate economic, social and environmental benefits (Zhang et al., 2021). For example, Mg(OH)2 can be used in medication and water/wastewater treatment as well as fire retardant, while MgO—produced by calcination of Mg(OH)2—can be used in applications such as food, cosmetics, pharmaceutical and construction industries (Dong et al., 2018; Zhang et al., 2021). The obtained Mg(OH)2 has purity grade ranging from 93.5 to 98.8% in most cases; these purity grade values are mainly due to co-precipitation of Ca ions, which concentration in the brine is about one third of Mg. It was also observed that when Mg recovery is integrated in a broader process flow-sheet, information about the efficiency and purity of the obtained Mg products is not exhaustive, since most of the reported results refer to NaCl and CaCO3. To accelerate the development of salt recovery technologies toward commercialization, a potential research direction should be then in the field of applied separation and purification technologies: the ultimate goal is optimizing and improving such separation steps in a cost-effective way, thus obtaining a product with purity grade levels able to meet market requirements.
Further studies are necessary to evaluate the costs of the proposed technologies, with the aim of verifying the possibility to commercially exploit the recovered Mg. Shahmansouri et al. (2015) performed an economic analysis to evaluate the feasibility of extracting MgO from brines. The Authors found out that changes in magnesia price and operation and maintenance costs greatly affect the profitability of the extraction and that magnesia mining can be considered profitable at a price above 420 $ t−1, assuming an interest rate of 6%; in particular, when the price is 540 $ mt−1, the estimated net worth for its production would be 18.9 million $, with a payback period of 8 years. Kim (2011) performed an economic analysis of concentrate utilization compared to disposal and found out that MSF and ED as well as the Dow chemical process are relatively expensive methods for producing salts compared to NF and MCr, evaporation and ion exchange. Davis (2006) performed a preliminary analysis of the economic feasibility of the proposed ZLD process by using a mathematical model based on material and energy balances. The Authors found out that NaCl salt is the most profitable product and its value offsets the cost of its recovery; Mg and Br recovery appear to be economical as well and could support the added cost of the required equipment.
Another research line to be addressed is in the field of sustainability studies. It is in fact evident that comprehensive studies which take into account not only technical issues, but also sustainability aspects are missing. LCA studies will actually help evaluating the feasibility and environmental impact of improvement processes, contributing to the expansion of the technology. To the best of our knowledge, research studies focused on LCA applied on seawater brines valorization through salt production are missing. Sola et al. (2019) evaluated Chile's environmental monitoring initiatives to identify the critical issues that need to be overcome in order to reduce the environmental impacts caused by desalination activities. Herrero-González et al. (2020) studied the environmental sustainability of a treating process of a brine coming from a SWRO plant using EDBM for the integrated production of acids and bases: the Authors found out that EDBM allow reducing the environmental burdens due to brine discharge; however further research is needed in the field of LCA applied on integrated SWRO-EDBM systems.
5 Conclusions
The aim of the present review is to report and discuss the relevant literature on Mg recovery from seawater desalination brines.
In order to reduce the detrimental effects of desalination technologies on the environment and to make them sustainable it is of fundamental importance to develop “circular” approaches aimed at valorizing the concentrate streams requiring disposal, with the ultimate goal of zero liquid discharge. It was found that extensive research has been performed on Mg extraction (mainly as brucite) from seawater brines using different technologies; although a few demonstration-scale studies exists on Mg recovery processes both from seawater from industrial brines, most of the recovery technologies are still performed at laboratory scale. Few studies have evaluated the technical, economic and environmental feasibility of the extraction and purification technologies, comparing energy requirements, chemical consumption, costs and environmental burdens. Incorporating the extraction scheme into a seawater desalination plant could be in that sense an interesting approach to overcome some of the barriers.
Abbreviations
- BWRO:
-
Brackish water reverse osmosis
- CCU:
-
Carbon capture and utilization
- CDI:
-
Capacitive deionization
- CrIEM:
-
Ion exchange membrane crystallizer
- CSTR:
-
Continuous-flow stirred-tank reactor
- DiaNF:
-
DiaNanoFiltration
- EC:
-
Electrical conductivity
- ED:
-
Electrochemical potential-driven
- EDBM:
-
Electrodialysis with bipolar membranes
- EDR:
-
Electrodialysis reversal
- EFC:
-
Eutectic freezing crystallization
- EMP:
-
Environmental monitoring plans
- EoL:
-
End of life
- EU:
-
European Union
- GHG:
-
Greenhouse gases
- HPRO:
-
High pressure reverse osmosis
- IG:
-
Interessen-Gemeinschaft
- LCA:
-
Life cycle assessment
- MCr:
-
Membrane crystallization
- MD:
-
Membrane distillation
- MED:
-
Multi effect distillation
- MLD:
-
Minimal liquid discharge
- MPLC:
-
Mineral Processing Licensing Corporation
- MSF:
-
Multistage flash
- NF:
-
Nanofiltration
- OECD:
-
Organization for Economic Co-operation and Development
- Ppm:
-
Parts per million
- PRO:
-
Pressure retarded osmosis
- QMC:
-
Queensland Metals Corporation
- RED:
-
Reverse electrodialysis
- RO:
-
Reverse osmosis
- SWRO:
-
Seawater reverse osmosis
- t-BAMBP:
-
4-Tert-butyl-2-(α-methylbenzyl) phenol
- TDS:
-
Total dissolved solids
- VC:
-
Vapor compression
- ZLD:
-
Zero liquid discharge
References
Ahmad, M., Garudachari, B., Al-Wazzan, Y., Kumar, R., & Thomas, J. P. (2019). Mineral extraction from seawater reverse osmosis brine of Gulf seawater. Desalination and Water Treatment, 144, 45–5646. https://doi.org/10.5004/dwt.2019.23679
Ahmad, N., & Baddour, R. E. (2014). A review of sources, effects, disposal methods, and regulations of brine into marine environments. Ocean & Coast Management, 87, 1–7. https://doi.org/10.1016/j.ocecoaman.2013.10.020
Ahmed, M., Arakel, A., Hoey, D., Thumarukudy, M. R., Goosen, M. F. A., Al-Haddabi, M., & Al-Belushi, A. (2003). Feasibility of salt production from inland RO desalination plant reject brine: A case study. Desalination, 158(1–3), 109–117. https://doi.org/10.1016/S0011-9164(03)00441-7
Akram, W., Sharqawy, M.H., & Lienhard, V.J.H. (2013). Energy utilization of brine from an MSF desalination plant by pressure retarded osmosis. In The International Desalination Association World Congress on Desalination and Water Reuse, 2013, Tianjin, China, Ref. IDAWC/TIAN13-316.
Amy, G., Ghaffour, N., Li, Z. Y., Francis, L., Linares, R. V., Missimer, T., & Lattemann, S. (2017). Membrane-based seawater desalination: Present and future prospects. Desalination, 401, 16–21. https://doi.org/10.1016/j.desal.2016.10.002
Bardi, U. (2010). Extracting minerals from seawater: An energy analysis. Sustainability, 2, 980–992. https://doi.org/10.3390/su2040980
British Geological Survey. (2004). Mineral profiles. Magnesium
Casas, S., Aladjem, C., Larrotcha, E., Gibert, O., Valderrama, C., & Cortina, J. L. (2014). Valorisation of Ca and Mg by-products from mining and seawater desalination brines for water treatment applications. Journal Chemical Technology Biotechnology, 89, 872–883. https://doi.org/10.1002/jctb.4326
Chen, W.-S., Lee, C.-H., Chung, Y.-F., Tien, K.-W., Chen, Y.-J., & Chen, Y.-A. (2020). Recovery of rubidium and cesium resources from brine of desalination through t-BAMBP extraction. Metals. https://doi.org/10.3390/met10050607
Cipollina, A., Bevacqua, M., Dolcimascolo, P., Tamburini, A., Brucato, A., Glade, H., & Micale, G. (2015). Reactive crystallisation process for magnesium recovery from concentrated brines. Desalination & Water Treatment, 55(9), 2377–2388. https://doi.org/10.1080/19443994.2014.947771
COM. (2020). 474 Final communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. In Critical raw materials resilience: Charting a path towards greater security and sustainability.
Davis, T. A. (2006). Zero discharge seawater desalination: Integrating the production of freshwater, salt, magnesium, and bromine. In Report USBR Research Report 111. U.S. Bureau of Reclamation. University of South Carolina Research Foundation.
Dong, H., Unluer, C., Yang, E. H., & Al-Tabbaa, A. (2017). Synthesis of reactive MgO from reject brine via the addition of NH4OH. Hydrometallurgy, 169, 165–172. https://doi.org/10.1016/j.hydromet.2017.01.010
Dong, H., Unluer, C., Yang, E. H., & Al-Tabbaa, A. (2018). Recovery of reactive MgO from reject brine via the addition of NaOH. Desalination, 429, 88–95. https://doi.org/10.1016/j.desal.2017.12.021
Drioli, E., Curcio, E., Criscuoli, A., & Di Profio, G. (2004). Integrated system for recovery of CaCO3, NaCl and MgSO4·7H2O from nanofiltration retentate. Journal of Membrane Science, 239, 27–38. https://doi.org/10.1016/j.memsci.2003.09.028
Dühnen, S., Betz, J., Kolek, M., Schmuch, R., Winter, M., & Placke, T. (2020). Toward green battery cells: Perspective on materials and technologies. Small Methods, 4, 2000039. https://doi.org/10.1002/smtd.202000039
Elsaid, K., Kamil, M., Sayed, E. T., Abdelkareem, M. A., Wilberforce, T., & Olabi, A. (2020). Environmental impact of desalination technologies: A review. Science of the Total Environment, 748, 141528. https://doi.org/10.1016/j.scitotenv.2020.141528
European Commission. (2015). Report on critical raw materials for the EU. Critical raw materials profiles. Ref. Ares, 3396873—14/08/2015.
European Commission. (2020). Study on the EU’s list of critical raw materials.
Fernández-Torquemada, Y., Gónzalez-Correa, J. M., Loya, A., Ferrero, L. M., Díaz-Valdés, M., & Sánchez-Lizaso, J. L. (2009). Dispersion of brine discharge from seawater reverse osmosis desalination plants. Desalination and Water Treatment, 5(1–3), 137–145.
Giwa, V., Dufour, F., Al Marzooqi, M., Al Kaabi, S., & Hasan, W. (2017). Brine management methods: Recent innovations and current status. Desalination, 407, 1–23. https://doi.org/10.1016/j.desal.2016.12.008
Hajbi, F., Hammi, H., & M’nif, A. (2010). Reuse of RO desalination plant reject brine. Journal of Phase Equilibria Diffusion, 31, 341–347. https://doi.org/10.1007/S11669-010-9727-3
Herrero-Gonzalez, M., Admon, N., Dominguez-Ramos, A., Ibañez, R., Wolfson, A., & Irabien, A. (2020). Environmental sustainability assessment of seawater reverse osmosis brine valorization by means of electrodialysis with bipolar membranes. Environmental Science & Pollution Research, 27, 1256–1266. https://doi.org/10.1007/s11356-019-04788
Himawan, C., Kramer, H. J. M., & Witkamp, G. J. (2006). Study on the recovery of purified MgSO4·7H2O crystals from industrial solution by eutectic freezing. Separation & Purification Technology, 50, 240–248. https://doi.org/10.1016/j.seppur.2005.11.031
IDA Desalination Yearbook. (2017–2018). Ed. Media Analytics Ltd, UK, 2017.
Jeppersen, T., Shu, L., Keir, G., & Jegatheesan, V. (2009). Metal recovery from reverse osmosis concentrate. Journal of Cleaner Production, 17, 703–707. https://doi.org/10.1016/j.jclepro.2008.11.013
Jones, E., Qadir, M., Van Vliet, M. T. H., Smakhtin, V., & Kang, S. (2019). The state of desalination and brine production: A global outlook. Science of the Total Environment, 657, 1343–1356. https://doi.org/10.1016/j.scitotenv.2018.12.076
Kim, D. H. (2011). A review of desalting process techniques and economic analysis of the recovery of salts from retentates. Desalination, 270(1–3), 1–8. https://doi.org/10.1016/j.desal.2010.12.041
La Corte, D., Vassallo, F., Cipollina, A., Turek, M., Tamburini, A., & Micale, G. (2020). A novel ionic exchange membrane crystallizer to recover magnesium hydroxide from seawater and industrial brines. Membranes, 10, 303. https://doi.org/10.3390/membranes10110303
Le Dirach, J., Nisan, S., & Poletiko, C. (2005). Extraction of strategic materials from the concentrated brine rejected by integrated nuclear desalination systems. Desalination, 182(1–3), 449–460. https://doi.org/10.1016/j.desal.2005.02.037
Lehmann, O., Nir, O., Kuflik, M., & Lahav, O. (2014). Recovery of high-purity magnesium solutions from RO brines by adsorption of Mg(OH)2(s) on Fe3O4 micro-particles and magnetic solids separation. Chemical Engineering Journal, 235, 37–45. https://doi.org/10.1016/j.cej.2013.09.014
Li, Z., Mercken, J., Li, X., Riaño, S., & Binnemans, K. (2019). Efficient and sustainable removal of magnesium from brines for lithium/magnesium separation using binary extractants. ACS Sustainable Chemical Engineering, 7(23), 19225–19234. https://doi.org/10.1021/acssuschemeng.9b05436
Loganathan, P., Naidu, G., & Vigneswaran, S. (2016). Mining valuable minerals from seawater: A critical review. Environmental Science: Water Research & Technology, 3, 37–53. https://doi.org/10.1039/C6EW00268D10.1039/C6EW00268D
Mayor, B. (2019). Growth patterns in mature desalination technologies and analogies with the energy field. Desalination, 457, 75–84. https://doi.org/10.1016/j.desal.2019.01.029
Melian-Martel, N., Sadhwani, J. J., & Ovidio Perez Baez, S. (2011). Saline waste disposal reuse for desalination plants for the chlor-alkali industry: The particular case of pozo izquierdo SWRO desalination plant. Desalination, 281, 35–41. https://doi.org/10.1016/j.desal.2011.07.04010.1016/j.desal.2011.07.040
Mohammad, A. F., El-Naasb, M. H., Al-Marzouqia, A. H., Suleimanc, M. I., & Al Musharfy, M. (2019). Optimization of magnesium recovery from reject brine for reuse in desalination post-treatment. Journal of Water Process Engineering, 31, 100810. https://doi.org/10.1016/j.jwpe.2019.100810
Mohammadesmaeili, F., Badr, M. K., Abbaszadegan, M., & Fox, P. (2010). By product recovery from reclaimed water reverse osmosis concentrate using lime and soda-ash treatment. Water Environmental Research, 82(4), 342–350. https://doi.org/10.2175/106143009X12487095236919
Naidu, G., Jeong, S., Johir, M. A. H., Fane, A. G., Kandasamy, J., & Saravanamuthu, V. (2017). Rubidium extraction from seawater brine by an integrated membrane distillation-selective sorption system. Water Research, 123, 321–331. https://doi.org/10.1016/j.watres.2017.06.078
Nelson, K. H., & Thompson, T. G. (1954). Deposition of salts from seawater by frigid concentration. Journal of Marine System, 13, 166.
Ohya, H., Suzuki, T., & Nakao, S. (2001). Integrated system for complete usage of components in seawater: A proposal of inorganic chemical combination seawater. Desalination, 134, 29–36. https://doi.org/10.1016/S0011-9164(01)00112-6
Ortiz-Albo, P., Torres-Ortega, S., Prieto, M. G., Urtiaga, A., & Ibañez, R. (2018). Techno-economic feasibility analysis for minor elements valorization from desalination concentrates. Separation & Purification Review. https://doi.org/10.1080/15422119.2018.1470537
Panagopoulos, A., & Haralambous, K. J. (2020). Minimal Liquid Discharge (MLD) and Zero Liquid Discharge (ZLD) strategies for wastewater management and resource recovery—Analysis, challenges and prospects. Journal of Environmental Chemical Engineering, 8(5), 104418. https://doi.org/10.1016/j.jece.2020.104418
Panagopoulos, A., Haralambous, K. J., & Loizidou, M. (2019). Desalination brine disposal methods and treatment technologies—A review. Science & Total Environment, 693, 133545. https://doi.org/10.1016/j.scitotenv.2019.07.351
Petersen, K.L., Frank, H., Paytan, A., & Bar-Zeev, E. (2018). Impacts of seawater desalination on coastal environments. In: Sustainable desalination handbook (pp. 437–463). Elsevier Inc.
Petersková, M., Valderrama, C., Gibert, O., & Cortina, J. L. (2012). Extraction of valuable metal ions (Cs, Rb, Li, U) from reverse osmosis concentrate using selective sorbents. Desalination, 286, 316–323. https://doi.org/10.1016/j.desal.2011.11.042
Portillo, E., Ruiz de la Rosa, M., Louzara, G., Ruiz, J. M., Marín-Guirao, L., Quesada, J., González, J. C., Roque, F., González, N., & Mendoza, H. (2014). Assessment of the abiotic and biotic effects of sodium metabisulphite pulses discharged from desalination plant chemical treatments on seagrass (Cymodocea nodosa) habitats in the Canary Islands. Marine Pollution Bulletin, 80, 222–233. https://doi.org/10.1016/j.marpolbul.2013.12.048
Qasim, M., Badrelzaman, M., Darwish, N. N., Darwish, N. A., & Hilal, N. (2019). Reverse osmosis desalination: A state-of-the-art review. Desalination, 459, 59–104. https://doi.org/10.1016/j.desal.2019.02.008
Ramasamy, B. (2019). Short review of salt recovery from reverse osmosis rejects salt in the Earth, Mualla Cengiz Çinku and Savas Karabulut. IntechOpen. https://doi.org/10.5772/intechopen.88716
Sano, Y., Hao, Y., & Kuwahara, F. (2018). Development of an electrolysis based system to continuously recover magnesium from seawater. Heliyon, 4(11), 923. https://doi.org/10.1016/j.heliyon.2018.e00923
Seko, N., Katakai, A., Hasegawa, H., Tamada, M., Kasai, N., Takeda, H., Sugo, T., & Saito, K. (2017). Aquaculture of uranium in seawater by a fabric-adsorbent submerged system. Nuclear Technology, 144, 274–278. https://doi.org/10.13182/NT03-2
Schwochau, K. (1984). Extraction of metals from sea water. In: Topics in current chemistry. Springer. https://doi.org/10.3390/su2040980
Shahmansouri, A., Min, J., Jin, L., & Bellona, C. (2015). Feasibility of extracting valuable minerals from desalination concentrate: A comprehensive literature review. Journal of Cleaner Producton, 100, 416. https://doi.org/10.1016/j.jclepro.2015.03.031
Sola, I., Sánchez-Lizaso, J. L., Muñoz, P. T., García-Bartolomei, E., Sáez, C. A., & Zarzo, D. (2019). Assessment of the requirements within the environmental monitoring plans used to evaluate the environmental impacts of desalination plants in Chile. Water, 11, 2085. https://doi.org/10.3390/w11102085
Sorour, M. H., Hani, H. A., Shaalan, H. F., & Al-Bazedi, G. A. (2014). Schemes for salt recovery from seawater and RO brines using chemical precipitation. Desalination & Water Treatment, 55, 1–10. https://doi.org/10.1080/19443994.2014.946720
SWD. (2018). 36 final, Commission Staff Working Document. In Report on Critical Raw Materials and the Circular Economy.
Talens Peiro, L., Nuss, P., Mathieux, F., & Blengini, G. (2018). Towards recycling indicators based on EU flows and raw materials system analysis data, EUR 29435 EN, Publications Office of the European Union, Luxembourg, ISBN 978-92-79-97247-8 (online). https://doi.org/10.2760/092885 (online), JRC11272.
Tedesco, M., Scalici, C., Vaccari, D., Cipollina, A., Tamburini, A., & Micale, G. (2013). Performance of the first reverse electrodialysis pilot plant for power production from saline waters and concentrated brines. Journal of Membrane Science, 500, 33–45.
Turekian, K. K. (1968). Oceans. Prentice-Hall.
Tsuge, H., & Matsuo, H., et al. (1990). Reactive crystallization of Mg hydroxide. In A. Myerson (Ed.), Crystallization as a separations process, ACS symposium series. American Chemical Society.
Turek, M., & Gnot, W. (1995). Precipitation of magnesium hydroxide from brine. Industrial & Engineering Chemical Research, 34(1), 244–250. https://doi.org/10.1021/ie00040a025
Ullman’s Encyclopedia of Industrial Chemistry. (2011). Magnesium, (p.14540). Wiley WCH
USGS. (2020). Magnesium compounds data sheet. Mineral Commodity Summaries.
USGS. (2021). Mineral commodity summaries. https://doi.org/10.3133/mcs2021
Vassallo, F., La Corte, D., Cipollina, A., Tamburini, A., & Micale, G. (2021). High purity recovery of magnesium and calcium hydroxides from waste brines. Chemical Engineering Transactions, 86, 931–936. https://doi.org/10.3303/cet2186156
Yoo, Y., Kang, D., Park, S., & Park, J. (2020). Carbon utilization based on post-treatment of desalinated reject brine and effect of structural properties of amines for CaCO3 polymorphs control. Desalination, 479, 114325. https://doi.org/10.1016/j.desal.2020.114325
Zarzo, D., & Prats, D. (2018). Desalination and energy consumption. What can we expect in the near future? Desalination, 427, 1–9. https://doi.org/10.1016/j.desal.2017.10.046
Zhang, X., Zhao, W., Zhang, Y., & Jegatheesan, V. (2021). A review of resource recovery from seawater desalination brine. Reviews in Environmental Science & Biotechnology, 20, 333–361. https://doi.org/10.1007/s11157-021-09570-4
Funding
Open access funding provided by Ente per le Nuove Tecnologie, l'Energia e l'Ambiente within the CRUI-CARE Agreement. The authors received no specific funding for this work.
Author information
Authors and Affiliations
Contributions
DF designed the manuscript, DF and FF drafted the work, all authors contributed to the development of the work discussing the results, and all authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fontana, D., Forte, F., Pietrantonio, M. et al. Magnesium recovery from seawater desalination brines: a technical review. Environ Dev Sustain 25, 13733–13754 (2023). https://doi.org/10.1007/s10668-022-02663-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10668-022-02663-2