
Abstract
In this work, we assessed the potential of Cel6D, a recently reported exocellulase from Paenibacillus barcinonensis, as a biorefining agent for flax pulp. Pulp fibers were treated with this enzyme, Cel9B (an endocellulase previously shown to possess biorefining action) and the two in combination. Samples of biorefined flax pulp were mechanically refined to obtain handsheets. All three biorefining treatments decreased air permeance in the handsheets. Cel9B increased tensile index and folding endurance, and the Cel6D − Cel9B combination increased tensile index and burst index but also resulted in markedly decreased tear index and folding endurance. On the other hand, Cel6D increased tensile index and burst index; also, more importantly, it increased tear resistance, albeit slightly, relative to the other two treatments. The results of this work can be useful to understand the differential effects of exocellulases and endocellulases as biorefining tools and open up new avenues for exploring their use in other biotechnological applications.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Their abundance, availability and low processing costs have aroused growing interest in non-wood fibers lately, especially in countries with scant wood resources (Abd El-Sayed et al. 2020). The primary sources of nonwood cellulose fibers for the paper industry include bagasse, bamboo, straw, sisal, jute, abaca, cotton linters, reeds, and flax (Ferdous et al. 2021; Manian et al. 2021). Flax fibers have thick walls and a very narrow lumen. They are exceptionally long (4–66 mm) with a diameter of approximately 30 µm. Additionally, in comparison to other non-wood fibers like abaca, esparto, straw, hemp, sisal, and cotton, flax fibers display remarkable uniformity in fiber width (Judt 1993). These characteristics make flax (Linum usitatissimum) an excellent candidate for manufacturing durable, lightweight sheets commonly used in the production of filters, printing and writing papers, napkins, and others (Smeder and Liljedahl 1996).
Most paper production processes involve pulping, stock preparation, sheet formation and a finishing step (Torres et al. 2012). Refining during stock preparation causes fibrillation, bursting of primary and secondary cell walls, formation of fines and a reduction in fiber length. In fact, fibrillation alters both external and internal fiber surfaces, and improves their binding properties by increasing their flexibility (Biermann 1996; Torres et al. 2012). Refining breaks primary and secondary fiber walls and removes them in part; in this way, it increases fiber surface areas and fiber − fiber bonding, thus leading to improved strength-related properties in the resulting handsheets. Refining additionally promotes the formation of fines and increases fiber length cut, thereby enhancing handsheet flexibility and density (Biermann 1996; Przybysz Buzała et al. 2016; Torraspapel 2009). The intensity of the refining process will depend on the desired properties in the paper. This process accounts for 15–18% of the total electrical energy required in paper production (Ahmad et al. 2006).
The paper industry is increasingly using cellulases to reduce production costs and environmental impacts. Other enzymes used in the paper industry include lipases (used to degrade pitch) and xylanases, which reduce the need for bleaching chemicals by degrading xylans and enhancing lignin extraction (Sharma et al. 2020; Skals et al. 2008). In this work, we focus on the use of cellulases as biorefining agents. There are three basic types of cellulases, namely:
-
(a)
Endoglucanases (EGs), which hydrolyze amorphous cellulose by randomly breaking internal links in cellulose chains to give oligosaccharides of variable size, thus causing new reducing and nonreducing chain ends to be formed for attack by the enzymes (Quiroz-Castañeda and Folch-Mallol 2013; Siqueira et al. 2020).
-
(b)
Exoglucanases or cellobiohydrolases (CBHs), which act on the ends of cellulose chains to release cellobiose molecules as main products. Thus, cellobiohydrolases act on the reducing ends of cellulose chains (CBH I), whereas other exoglucanases target nonreducing ends (CBH II) (Koivula et al. 1998; Siqueira et al. 2020).
-
(c)
β-D-glucosidases, which hydrolyze cellobiose and cellodextrins with a maximum degree of polymerization of 6 to produce glucose (Siqueira et al. 2020; Tomme et al. 1995).
Using enzymes that alter fiber surfaces can increase fiber − fiber cohesion and enhance the mechanical properties of paper as a result. For example, a cellulase-based pretreatment can facilitate subsequent mechanical refining and reduce energy costs as a result (Gil et al. 2009). Cellulases have proved widely efficient as refining aids (Wei et al. 2021). Thus, Pere et al. (1995) found endoglucanases from Trichoderma reesei to impair the mechanical properties of the resulting paper. In subsequent research into enzymes from Trichoderma reesei as biorefining agents, they found using cellobiohydrolase CBH I prior to refining to save energy by up to 20% and thermochemical pulp thus obtained to have improved strength-related properties (Pere et al. 2000). Research into the potential of cellulases of diverse origin for improving the mechanical properties of paper has led to contradictory outcomes (Kmiotek et al. 2021; Nagl et al. 2021). Thus, cellulases have shown biorefining potential, but their actual effect depends on the particular type of enzyme, conditions and application time. The characteristics of the starting material are also crucial, such as the origin of cellulose and its crystallinity, as indicated by Nagl et al. (2022), who observed differences in refining behavior among various endoglucanases. For these reasons, identifying and developing new cellulases to modify cellulose fibers, thereby obtaining products with unique properties while saving energy and reducing the environmental impact, is a current technological priority for the paper industry.
Previous studies on the use of endocellulase Cel9B from Paenibacillus barcinonensis before mechanical refining have shown it to considerably improve some mechanical properties including tensile strength and burst index in eucalyptus and flax sheets (Cadena et al. 2010; García et al. 2002; Garcia-Ubasart et al. 2013). Thus, Cel9B facilitates refining with substantial energy savings and provides paper with markedly improved mechanical properties. The emergence of Cel6D, which is a recently reported GH6 cellobiohydrolase from Paenibacillus barcinonensis (Cerda-Mejía et al. 2017), and the excellent results previously obtained with Cel9B, led us to explore the use of exocellulase Cel6D as a biorefining enzyme in this work.
The primary aim of this work was to examine the biomodifying effects of cellulases Cel6D, Cel9B and the two in combination on cellulose fibers from flax. The combination of Cel9B, which follows a processive and endo mechanism, and Cel6D, an exo and processive enzyme, was expected to have a synergistic effect leading to improved mechanical properties of the resulting paper (i.e., the enzymes were expected to possess biorefining action). The starting hypothesis was checked by examining the effect of various enzymatic treatments on the refining process and the properties of the resulting paper.
Materials and methods
Pulp
ECF flax pulp was supplied by CELESA (Tortosa, Spain) and pretreated by soft refining according to ISO 5264–1:1979 in a Valley mill for 10 min.
Enzymes
Purified Cel9B was obtained from Escherichia coli BLR(DE3)/pET28aCel9B clarified cell extract by binding and elution from Avicel as described elsewhere (Chiriac et al. 2010). Clarified cell extract from Cel6D-producing E. coli recombinant clones (Cerda-Mejía et al. 2017) was purified by using the same method and analyzed by sodium dodecyl sulfate − polyacrylamide gel electrophoresis (SDS-PAGE). Cel6D and Cel9B production were scaled up in a 50 L bioreactor.
Cel9B and Cel6D concentrations were determined according to Bradford (1976), using bovine serum albumin as standard. Additionally, these results were confirmed using a Nanodrop® 1000 spectrophotometer, employing molecular weights of 103 kDa and 84 kDa and extinction coefficients of 236500 and 13370 at 280 nm for Cel9B and Cel6D, respectively. Finally, proteins were analyzed by sodium dodecyl sulfate − polyacrylamide gel electrophoresis (SDS − PAGE).
Enzymatic treatments
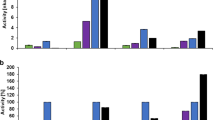
The Cel9B used had an activity of 0.36 CMCase U/mg protein. Cellulase activity was determined by using the DNS method to measure the amount of reducing sugars released from carboxymethyl cellulose (Miller 1959). The assay mixture contained 1.5% carboxymethylcellulose (CMC) in a final volume of 100 µl of 50 mM acetate buffer (pH 5) and the mixture was incubated at 50 °C for 30 min. Color development was measured at 540 nm. One unit of enzymatic activity was defined as the amount of enzyme releasing 1 µmol of reducing sugar equivalent per minute under the assay conditions used.
Enzymes were dosed as protein [mg/g odp (oven-dry) pulp] into the solution prior to adding any pulp in order to allow them to disperse evenly in the pulp. Six different enzyme doses were used, namely: 1 mg Cel6D/g (odp), 1.5 mg Cel6D/g (odp), 3 mg Cel6D/g (odp), 1 mg Cel9B/g (odp), 1.5 mg Cel9B/g (odp) and 3 mg Cel9B/g (odp). A control treatment was also performed under identical conditions in the absence of enzyme.
The enzyme treatments were done in polyethylene bags that were placed in a laboratory water bath. An amount of 30 g (odp) pulp at 5% consistency in 50 mM sodium acetate buffer at pH 5 at 50 °C was treated with enzyme for 1 h (Cadena et al. 2010; García et al. 2002), the reaction being stopped by washing the pulp with deionized water in a porous glass filter funnel of porosity grade 3. The resulting liquors were recovered for analysis by thin-layer chromatography (TLC) spotted on silica gel plates (Kieselgel 20 F254 20 × 20 cm; Merck, Darmstadt, Germany), using 3:6:1 (v/v/v) chloroform/acetic acid/water as solvent. Oligosaccharides were detected by spraying the plates with a 95:5 (v/v) ethanol/concentrated sulfuric acid mixture and heating at 120 °C. Once the enzyme doses to be used were established, they were employed in further tests conducted under the same incubation conditions.
Mechanical refining and handsheet properties
Enzyme-treated and control pulp samples were refined at 1000 revolutions (rev) once in a PFI mill from Hamjern Maskin a.s. (Hamar, Norway) according to ISO 5264. Pulp properties including drainage resistance (°SR, ISO 5267) and water retention value (WRV, ISO 23714) were measured once in triplicate. Fiber morphology was examined in a Kajaani FS300 fiber analyzer in terms of fiber length and content in fines according to ISO 16065–1:2001. Mechanical properties were determined according to ISO 5269–2:2004 in handsheets obtained with a Rapid-Köthen lab former. The three different enzyme doses mentioned earlier were applied to flax pulp to produce 100 g/m2 handsheets. Once the doses of Cel9B and Cel6D were determined for use, eight handsheets weighing 74 ± 6 g/m2 were prepared following ISO 5331 standards and tested mechanically under the following ISO standards: 1924 for tensile index, 2758 for burst index, 1974 for tear index, 5626 for folding endurance and 5636 for Bendtsen permeance. Handsheets made from unrefined flax pulp, refined flax pulp, enzyme-treated flax pulp and enzyme-treated and refined flax pulp were included in all tests. They were designated Cel6D 0 rev, Cel9B 0 rev and Cel6D + Cel9B 0 rev according to whether the pulp had been treated with Cel6D, Cel9B or both enzymes, respectively. Likewise, the handsheets from pulp treated with Cel6D, Cel9B and both enzymes, and mechanically refined at 1000 revolutions, were designated Cel6D 1000 rev, Cel9B 1000 rev and (Cel6D + Cel9B) 1000 rev, respectively. Since the mechanical properties measurement destroys the handsheets, each property was measured once using three different portions from three randomly selected different handsheets (that is, three measurements for each property).
Microscopy analysis
An optical microscope (Olympus) was used to examine the appearance of the pulp samples. Also, small pieces of paper were analyzed by scanning electron microscopy with a JSM 7100 F thermal field microscope from JEOL (Tokyo, Japan) equipped with an LED filter.
Results and discussion
Cellulase production
Cellulases Cel9B (Chiriac et al. 2010) and Cel6D (Cerda-Mejía et al. 2017) from Paenibacillus barcinonensis were expressed and purified by affinity adsorption. The prominent bands observed corresponded to the theoretical molecular weight of the proteins (103 kDa for Cel9B and 84 kDa for Cel6D; Fig. 1). This purification method is straightforward and inexpensive, so it is highly suitable for industrial use.

Results of the SDS − PAGE analysis. A Cel9B. B Cel6D
Optimum enzyme doses
Properly dosing cellulases is very important as too high a dose can dramatically impair the mechanical properties of the resulting pulp and paper. In this work, the first approach to decide the optimum dose of Cel6D and Cel9B consisted in analyzing the liquors of the enzymes treatments by using thin-layer chromatography (S1). For all tested doses of both Cel9B and Cel6D, hydrolysis products of both enzymes were observed. Cellobiose (G2), cellotriose (G3), and glucose (G1) were detected in the Cel9B product lanes. This pattern is typical for endoglucanases. On the other hand, for Cel6D, cellobiose (G2) was observed with all three doses, which is a typical product of exoglucanase hydrolysis. Then, paper properties were assessed in handsheets of 100 g/m2 rather than the standard 75 g/m2 in order to amplify the effects of the enzymes. The handsheets were tested for air permeance, density and tensile strength.
As can be seen from Table 1, Cel6D and Cel9B at any dose considerably reduced air permeance compared to the control samples. Also, they increased tensile strength. Specifically, a Cel6D dose of 1 mg enzyme/g odp increased tensile index by 18% and 1.5 or 3 mg/g odp increased it by 23%. On the other hand, a Cel9B dose of 1 mg/odp increased the index by 9%, whereas 1.5 mg/odp increased it by 18% —and, interestingly, a dose of 3 mg/g odp increased it by only 9%. Cel9B has a proven effect on various types of cellulose fibers that results in improved pulp and handsheet properties (Cadena et al. 2010; García et al. 2002; Garcia-Ubasart et al. 2013). An optimal dose of 1.5 mg/g odp was chosen for both enzymes.
Analysis of liquors
Analysis by thin layer chromatography of the liquors from the different enzymatic treatments showed both Cel9B and Cel6D to be active on flax pulp, both individually and in combination (Fig. 2). The only hydrolysis product for Cel6D was cellobiose, which confirmed its cellobiohydrolase activity. On the other hand, Cel9B, which is a processive endoglucanase, released cellobiose and cellotetraose in addition to glucose. The application of both enzymes in combination resulted in the formation of cellobiose, along with the presence of cellotetraose and glucose. (i.e., the liquor was similar in composition to those provided by the individual enzymes).

Thin-layer chromatograms for the hydrolysis products of enzymatically treated flax pulp. Lane 1: Cel6D. Lane 2: Cel9B. Lane 3: Cel6D + Cel9B. Lane 4: negative control without enzyme. Lane M: markers containing glucose (G1), cellobiose (G2), cellotriose (G3), cellotetraose (G4) and cellopentaose (G5)
Effects of the enzymes on pulp fibers
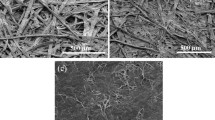
Whether the enzymatic treatments altered the morphology of the fibers was checked by optical and electron scanning microscopy (Fig. 3). Conditioning the starting pulp in the Valley mill caused the fibers to exhibit external fibrillation and cut. This was especially so with Cel6D1000rev and influenced the mechanical properties of the resulting handsheets. On the other hand, as was apparent in the optical microscopy images, Cel9B 1000rev contained more particles (fines) than Control 1000rev did.

Optical and SEM images of handsheets obtained from enzymatically treated and untreated (control) pulp
Table 2 shows the drainage resistance and water retention value of the pulp samples. As can be seen, biorefining with Cel9B followed by mechanical refining, Cel9B 1000 rev pulp compared to 1000 rev pulp, raised drainage resistance by 17%, which is consistent with the results of studies using Cel9B on various cellulose substrates (Cadena et al. 2010; García et al. 2002). The three enzymatic treatments markedly increased WRV (by 7, 9 and 10% with Cel6D, Cel9B and Cel6 + Cel9B, respectively which is a consequence of the enzymes causing softening and/or delamination of the outer walls of cellulose fibers.
Effect of the enzymes on handsheet density and air permeance
Once the effect of the enzymatic treatments on the physical properties of flax pulp was examined, the samples were used to form handsheets for mechanical and optical analysis. As can be seen from Fig. 4, all enzymatic treatments decreased air permeance to a similar extent, which suggests that the enzymes resulted in more compact handsheets that were thus less permeable to air. As expected, combining the enzymatic treatments with mechanical refining further decreased air permeability relative to unrefined samples. Interestingly, however, all refined handsheets —control, refined samples treated with no enzyme included and enzyme-treated and refined handsheets— were similar in air permeability. In terms of density, the treatment with Cel6D, that is, Cel6D 0 rev, and the treatment with both enzymes, Cel9B + Cel6D 0 rev, increased the density while no noticeable change in density was observed with the Cel9B treatment. The increase in density is especially marked in the handsheets from mechanically refined pulp treated with either Cel9B or the Cel9B + Cel6D combination —which suggests that density and air permeability changes were induced to a greater extent by Cel9B than they were by Cel6D when mechanical refining was applied.

Air permeance vs density plot
The light scattering coefficient is a measure of interfiber bonding, with which it is inversely related (Mansfield et al. 2002; Retulainen 1996). As can be seen from Fig. 5, the coefficient decreased slightly in the sequence 1000 rev > Cel6D 1000 rev > Cel9B 1000 rev. Interestingly, the (Cel9B + Cel6D) 0 rev handsheets exhibited a marked decrease —it seems that the enzymes act synergistically, resulting in a high degree of interfiber bonding, which is reflected in the reduced light scattering coefficient and increased density.

Light scattering coefficient vs density plot
Effect of the enzymes on the mechanical properties of the handsheets
As can be seen from Fig. 6, the three enzymatic treatments modified the tensile strength and tear index of the handsheets. Thus, Cel6D 0 rev exhibited a tensile index 9% higher, and Cel9B 0 rev and (Cel6D + Cel9B) 0 rev 22% and 26% higher, respectively, than that of the handsheets from pulp treated with no enzyme (0 rev). Also, the enzyme–mechanical refining combination increased tensile strength by 9% in Cel6D 1000 rev and by 12% in Cel9B 1000 rev, as well as in the case of (Cel6D + Cel9B) 1000 rev, relative to handsheets from pulp that underwent mechanical refining at 1000 rev. Taken together, these results testify to the clear influence of Cel9B on the tensile strength of the handsheets. Other studies have investigated the impact of enzymes on tensile strength different kind pulps where this property exhibited an increase (Haske-Cornelius et al. 2020; Morais et al. 2021).

Tensile index vs tear index plot
With conventional refining, the mechanical properties of paper develop through a gradual increase in tensile strength and a gradual decrease in tear resistance. However, Cel6D 0 rev handsheets exhibited a slightly increased tear index (Fig. 6). Conversely, Cel9B 0 rev exhibited a tear index 26% lower than that of 0 rev handsheets. Interestingly, the handsheets from (Cel6D + Cel9B) 0 rev pulp exhibited a drastic decrease in tear resistance (37%) whereas those from (Cel6D + Cel9B) 1000 rev pulp retained the tear resistance of its unrefined counterpart. As expected, combining the enzymatic treatments with mechanical refining (Cel6D 1000 rev and Cel9B 1000 rev handsheets) decreased tear strength even further. Tear strength in the handsheets from Cel9B 1000 rev and (Cel6D + Cel9B) 1000 rev was lower than it was in the control handsheets (1000 rev). However, Cel6D 1000 rev handsheets exhibited slightly higher tear strength than the control samples. Therefore, Cel6D led to the best mechanical properties in the handsheets.
The tear index is strongly influenced by both the length of fibers and the proportion of fines (fiber length ≤ 0.2 mm) in handsheets (Ferreira et al. 1999). Figure 7A is a plot of tear index against the content in fines. As can be seen, 0 rev and Cel6D 0 rev handsheets, and their mechanically refined counterparts, had a similar content in fines. However, Cel9B increased such a content and decreased tear index as a result. The effect of this enzyme was enhanced by its combination with Cel6D, which increased fines and decreased tear resistance. The effect of Cel9B on fiber length (Fig. 7B) was especially apparent in Cel9B 1000 rev, which exhibited a decreased length. Further proof of the synergistic action of Cel9B and Cel6D was provided by the fact that (Cel6D + Cel9B) 1000 rev exhibited a markedly decreased fiber length. This result suggests that a combination of biorefining and mechanical refining at 1000 revolutions had an especially strong effect, so refining at lower revolutions is one way of enhancing the physical and mechanical properties of the handsheets without compromising tear index.

Tear index as a function of the content in fines (A) and fiber length (B)
Cel6D altered neither fiber length nor the content in fines, so it had a less marked effect on tear resistance. This result is interesting since a decrease in tear strength is a logical consequence of refining and there is great interest in developing technological tools to avoid a reduction in tear strength when refining.
As can be seen from Table 3, Cel6D, Cel9B and (Cel6D + Cel9B) increased burst index relative to 0 rev handsheets. The increase was especially marked in Cel6D 0 rev (25%). After mechanical refining, all handsheets exhibited an increased burst strength, the increase being less marked in Cel9B 1000 rev handsheets than in the others. The folding endurance of Cel6D 0 rev, Cel9B 0 rev and (Cel6D + Cel9B) 0 rev was similar to that of the control 0 rev handsheets. Interestingly, with refining, Cel6D 1000 rev and (Cel6D + Cel9B) 1000 rev exhibited a decrease in folding endurance by 2 and 18%, respectively, relative to 1000 rev handsheets, which once again suggests that the combination of biorefining and mechanical refining at 1000 revolutions was excessive. By contrast, Cel9B 1000 rev handsheets exhibited a folding endurance 9% higher than that of 1000 rev handsheets, a result that testifies to the advantages of this enzyme for enhancing this mechanical property.
Overall, the mechanical properties of handsheets seem to depend on the type of enzyme, application conditions, substrate type, and their origin. When considering only the enzyme type, different outcomes are observed. For instance, in the case of Cellulomonas fimi cellulases Cel5A and Cel6A, both β-1,4-endoglucanases significantly damaged paper strength. Conversely, Cel6B and Cel48C, two cellobiohydrolases from the same bacterium, yielded different results, with only Cel48C improving paper tensile strength (Mansfield et al. 2002). Pere et al. (2000) found that CBH I and an endoglucanase from T. reesei improved handsheet strength properties. However, Cel48C from P. barcinonensis, a CBH II, had insufficient effects on Eucalyptus globulus fibers to influence the mechanical properties of the handsheets (Cadena 2009).
In this work, Cel6D (an exocellulase), and Cel9B (an endocellulase) acting alone o synergistically, enhance product release on flax fibers, resulting in improved properties like reduced air permeance, increased density, and tensile index. A recent study by Nagl et al. (2022) revealed that enzymes performing better during refining also reduced amorphous regions in cellulose.
Cel9B had demonstrated a preference for amorphous substrates, as is typical for endoglucanases while Cel6D exhibited a preference for crystalline substrates, consistent with the typical characteristics of exocellulases. However, when it comes to pulp fibers, Cel6D has demonstrated a preference for flax over eucalyptus (Cerda Mejía 2016), which could explain its effect as a biorefining agent. Undoubtedly, understanding the mechanisms of enzyme action is crucial for comprehending their impact on refining and applying these powerful tools most effectively.
Conclusions
In this work, we assessed the effect of purified cellulases Cel6D, Cel9B and Cel6D + Cel9B on flax pulp and compared it with that of mechanical refining. The enzymatic treatments by themselves decreased air permeance in the resulting handsheets. As regards mechanical properties, Cel9B increased tensile index and, in combination with mechanical refining, folding endurance as well. Cel6D failed to alter fiber length, so it had a lesser impact on tear strength compared to control samples and other treatments; also, it increased burst index. Finally, a combination of Cel9B and Cel6D considerably decreased tear strength and folding endurance in the handsheets, which suggests that both enzymes weakened pulp fibers. The enzyme combination increased tensile strength and burst index, but the improvements were due to the individual effects of either enzyme rather than to a synergistic action. The results testify to the potential of Cel9B as a biorefining agent and suggest that Cel6D can also be useful for industrial biorefining of paper. Either enzyme is useful for a specific purpose, but Cel6D has a proven biotechnological potential for application to other types of cellulose fibers.
Data availability
The data supporting the findings of this study are available from the corresponding authors on reasonable request.
References
Abd El-Sayed ES, El-Sakhawy M, El-Sakhawy MA-M (2020) Non-wood fibers as raw material for pulp and paper industry. Nord Pulp Paper Res J 35:215–230. https://doi.org/10.1515/npprj-2019-0064
Ahmad S, Jain R, Mediratta R, Prasad KD, Arora SS (2006) Enzymatic treatment on chemical pulp in beating/refining process-an attempt towards energy conservation. IPPTA 18(3):127
Biermann CJ (1996) Handbook of pulping and papermaking. Elsevier
Bradford MM (1976) A rapid and sensitive method for the quantitation of microgram quantities of protein utilizing the principle of protein-dye binding. Anal Biochem 72:248–254. https://doi.org/10.1006/abio.1976.9999
Cadena EM (2009) Estudio del refinado de pastas de papel utilizando métodos biotécnológicos (enzimas) (Ph.D. thesis). Universitat Politècnica de Catalunya
Cadena EM, Chriac AI, Pastor FIJ, Pastor FIJ, Diaz P, Vidal T, Torres A (2010) Use of cellulases and recombinant cellulose binding domains for refining TCF kraft pulp. Biotechnol Prog 26:960–967. https://doi.org/10.1002/btpr.411
Cerda Mejía, L (2016) Enzimas modificadoras de la pared celular vegetal. celulasas de interés biotecnológico papelero (Ph.D. thesis). Universitat de Barcelona
Cerda-Mejía L, Valenzuela SV, Frías C, Diaz P, Pastor FIJ (2017) A bacterial GH6 cellobiohydrolase with a novel modular structure. Appl Microbiol Biotechnol 101:2943–2952. https://doi.org/10.1007/s00253-017-8129-4
Chiriac AI, Cadena EM, Vidal T, Torres AL, Diaz P, Pastor FIJ (2010) Engineering a family 9 processive endoglucanase from Paenibacillus barcinonensis displaying a novel architecture. Appl Microbiol Biotechnol 86:1125–1134. https://doi.org/10.1007/s00253-009-2350-8
Ferdous T, Ni Y, Quaiyyum MA, Uddin MN, Jahan MS (2021) Non-wood fibers: relationships of fiber properties with pulp properties. ACS Omega 6:21613–21622. https://doi.org/10.1021/acsomega.1c02933
Ferreira PJ, Matos S, Figueiredo MM (1999) Size characterization of fibres and fines in hardwood Kraft Pulps. Part Part Syst Charact 16:20–24. https://doi.org/10.1002/(SICI)1521-4117(199905)16:1%3c20::AID-PPSC20%3e3.0.CO;2-M
García O, Torres AL, Colom JF, Pastor FIJ, Diaz P, Vidal T (2002) Effect of cellulase-assisted refining on the properties of dried and never-dried eucalyptus pulp. Cellulose 9(2):115–125. https://doi.org/10.1023/A:1020191622764
Garcia-Ubasart J, Torres AL, Vila C, Pastor FIJ, Vidal T (2013) Biomodification of cellulose flax fibers by a new cellulase. Ind Crops Prod 44:71–76. https://doi.org/10.1016/j.indcrop.2012.10.019
Gil N, Gil C, Amaral ME, Costa A, Duarte AP (2009) Use of enzymes to improve the refining of a bleached Eucalyptus globulus kraft pulp. Biochem Eng J 46:89–95. https://doi.org/10.1016/j.bej.2009.04.011
Haske-Cornelius O, Hartmann A, Brunner F, Pellis A, Bauer W, Nyanhongo GS, Guebitz GM (2020) Effects of enzymes on the refining of different pulps. J Biotechnol 320:1–10. https://doi.org/10.1016/j.jbiotec.2020.06.006
Judt M (1993) Non-wood plant fibres, will there be a come-back in paper-making? Ind Crops Prod 2(1):51–57
Kmiotek M, Dybka-Stępień K, Karmazyn A (2021) Mild enzymatic treatment of bleached pulp for tissue production. Bioresources 16(2):4221–4236. https://doi.org/10.15376/biores.16.2.4221-4236
Koivula A, Linder M, Teeri T (1998) Structure-function relationships in Trichoderma cellulolytic enzymes. In Harman GE, Kubicek CP, editors, Trichoderma and Gliocladium. vol. 2. Taylor & Francis, LondonBristol. pp 3-23
Manian AP, Cordin M, Pham T (2021) Extraction of cellulose fibers from flax and hemp: a review. Cellulose 28:8275–8294. https://doi.org/10.1007/s10570-021-04051-x
Mansfield SD, Gilkes NR, Warren RAJ, Kilburn DG (2002) The effects of recombinant Cellulomonas fimi β-1,4-glycanases on softwood kraft pulp fibre and paper properties. Prog Biotechnol. pp 301–310. https://doi.org/10.1016/S0921-0423(02)80033-8
Miller GL (1959) Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal Chem 31:426–428. https://doi.org/10.1021/ac60147a030
Morais FP, Carta AMMS, Amaral ME, Curto JM (2021) Cellulose fiber enzymatic modification to improve the softness, strength, and absorption properties of tissue papers. BioResources 16(1):846–861
Nagl M, Haske-Cornelius O, Skopek L, Pellis A, Bauer W, Nyanhongo GS, Guebitz GM (2021) Biorefining: the role of endoglucanases in refining of cellulose fibers. Cellulose 28(12):7633–7650. https://doi.org/10.1007/s10570-021-04022-2
Nagl M, Haske-Cornelius O, Skopek L, Bausch F, Pellis A, Bauer W, Nyanhongo GS, Guebitz GM (2022) Mechanistic investigation of the effect of endoglucanases related to pulp refining. Cellulose 29(4):2579–2598. https://doi.org/10.1007/s10570-021-04386-5
Pere J, Siika-Aho M, Viikari L (2000) Biomechanical pulping with enzymes: Response of coarse mechanical pulp to enzymatic modification and secondary refining. Biotechnology 83(5):1–8
Pere J, Siika-aho M, Buchert J, Viikari L (1995) Effects of purified Trichoderma reesei cellulases on the fiber properties of kraft pulp. Tappi J 78(6):71–78
PrzybyszBuzała K, Przybysz P, Kalinowska H, Derkowska M (2016) Effect of cellulases and xylanases on refining process and Kraft pulp properties. PLoS One 11:e0161575. https://doi.org/10.1371/journal.pone.0161575
Quiroz-Castañeda RE and Folch-Mallol JL (2013) Hydrolysis of biomass mediated by cellulases for the production of sugars. sustainable degradation of lignocellulosic biomass techniques, applications and commercialization. InTech, pp 119–155. https://doi.org/10.5772/53719
Retulainen E (1996) Fiber properties as control variables in papermaking?: Part 1. Fiber properties of key importance in the network. Pap Puu 78:187–194
Sharma A, Balda S, Gupta N, Capalash N, Sharma P (2020) Enzyme cocktail: an opportunity for greener agro-pulp biobleaching in paper industry. J Clean Prod 271:122573. https://doi.org/10.1016/j.jclepro.2020.122573
Siqueira JGW, Rodrigues C, de Souza Vandenberghe LP, Woiciechowski AL, Soccol CR (2020) Current advances in on-site cellulase production and application on lignocellulosic biomass conversion to biofuels: a review. Biomass Bioenergy 132:105419. https://doi.org/10.1016/j.biombioe.2019.105419
Skals PB, Krabek A, Nielsen PH, Wenzel H (2008) Environmental assessment of enzyme assisted processing in pulp and paper industry. Int J LCA 13:124–132
Smeder B, Liljedahl S (1996) Market oriented identification of important properties in developing flax fibres for technical uses. Ind Crops Prod 5(2):149–162
Tomme P, Warren RAJ, Gilkes NR (1995) Cellulose hydrolysis by bacteria and fungi. Adv Microb Physiol 37:1–81
Torraspapel (2009) Formación Fabricación de papel. Torraspapel Web. https://eaaoa.es/impresion/wp-content/uploads/2016/04/FormacionFabricacionPapel-TORRAS.pdf. Accessed 20 July 2023
Torres CE, Negro C, Fuente E, Blanco A (2012) Enzymatic approaches in paper industry for pulp refining and biofilm control. Appl Microbiol Biotechnol 96:327–344. https://doi.org/10.1007/s00253-012-4345-0
Wei S, Liu K, Ji X, Wang T, Wang R (2021) Application of enzyme technology in biopulping and biobleaching. Cellulose 28:10099–10116. https://doi.org/10.1007/s10570-021-04182-1
Acknowledgments
The authors thank the Fermentation Service of the University of Barcelona for technical support in preparing the enzymes in a 50 L bioreactor.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. This work was funded by Spain’s Scientific and Technological Research Council (MINECO) through grant CTQ2017-84966-C2-2-R and the PID2020-114070RB-I00 (CELLECOPROD) project, funded by MCIN/AEI/10.13039/ 501100011033. Verónica Cabañas-Romero expresses gratitude for receiving financial support through a doctoral fellowship from the National Postgraduate Scholarship Program Abroad “Don Carlos Antonio López” of Paraguay’s Ministry of Finance.
Author information
Authors and Affiliations
Contributions
LC conducted most of the experiments, collected the data and wrote the manuscript draft. OC took part in the planning of the study, supervised the experiments and checked the results, CB produced the enzymes and contributed to the writing of the manuscript, CV took part in the planning of the study, supervised the experiments and checked the results, MR took part in the planning of the study, supervised the experiments, checked the results and contributed to the writing of the manuscript, SV took part in the planning of the study, supervised the experiments, checked the results and revised the manuscript draft. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics and consent to participate approval
Not applicable.
Human and animal rights statement
This research did not involve any Human Participants and/or Animals.
Consent for publication
All authors have read and commented on the study. Also, all consent to the publication of this work.
Competing interests
The authors have no conflicts of interest to declare.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Cabañas-Romero, L.V., Cusola, O., Buruaga-Ramiro, C. et al. Flax biorefining for paper production. Cellulose 31, 4497–4508 (2024). https://doi.org/10.1007/s10570-024-05866-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-024-05866-0