
Abstract
In the present work, we developed a hybrid membrane via phase inversion process composed from polysulfone (PSF), cellulose nanocrystals (CNCs), and polyaniline (PANI) polymers for oil/water separation. Multiple techniques were used to characterize the developed membranes. Results demonstrated that under a gravity-driven process, the blended PSF membrane with CNC and PANI had a greatly higher water flux of 31.10, 29.01 and 29.95 L m−2 h−1 for pure water, soybean water mixture, and diesel water mixture respectively as compared to pure PSF and PSF/CNC membranes. Meanwhile, the water flux values under constant pressure-driven process, high water flux of PSF/CNC/PANI membrane could reach 800 L m−2 h−1 KPa−1 for various types of oils. The results showed ultrafiltration (UF) membrane with good micro-porosity, acceptable hydrophilicity, and good mechanical properties. Moreover, PSF/CNC/PANI membrane possessed high permeability properties at gravity-driven and pressure-driven processes for various oil water mixture separation with oil rejection efficiency (~ 88.2%).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Modern industry is the main source of pollution that produce large quantities of oily wastewater. These industries includes textiles, mining, foods, petrochemicals, and metal/steel industries (Li et al. 2019b). Oil contaminants of oily wastewater have three categories that can be briefly divided into, free oil (> 150 μm), dispersed oil (20–150 μm) and emulsified oil (< 20 μm). Oil droplets are the most difficult to clean up or recycle from water by traditional methods (Shakiba et al. 2021; Zhang et al. 2017, 2013). Membrane technology is cost-effective and efficient method for oil water (O/W) separation (Xie et al. 2021a). Despite having excellent physicochemical properties, polymeric membranes have a low degree of hydrophobicity, which limits their separation applications and thus enhancing membrane fouling is the main dilemma (Modi and Bellare 2019; Mousa et al. 2020a). Several polymers were used in membrane separation such as polysulfone (PSF), polyether-sulfone, and polyvinylidene fluoride (PVDF) with enhanced fouling (Modi and Bellare 2019; Obaid et al. 2018). Among these, PSF, as a polymeric material with a glass transition temperature of almost 200 °C, is widely used in oil/water separation membranes application. It has excellent thermal stability, superior chemical resistance, mechanical strength, and outstanding processability, as well as suitability in adjusting membrane microstructure (Chen et al. 2016). Despite of all these merits, PSF membranes weaken and lose their efficiency over a period with using continuous operations due to hydrophobic surfaces of PSF membranes that cause easy blocking of pores size and ultimately a permanent flux decline take place(Mousa et al. 2020b; Xie et al. 2022). Several techniques are used to improve membrane surface properties including crosslinking (Cui et al. 2021b), hydrothermal growth with active antifouling properties (Xie et al. 2021b), and coating with specific hydrophilic materials such as polydopamine (Cui et al. 2021a). To improve hydrophilicity of PSF membrane surface performance, various methods have been used for surface modification such as blending process which simple and relatively low cost (Goel and Mandal 2019).
In current years, “Green” hydrophilic polymers for instance cellulose nanocrystals (CNCs), derived from cellulose, have attracted the attention of many researchers (Wang et al. 2019a). Adding CNCs as fillers in different polymers allows generating cellulosic nanocomposites with mechanical reinforcement and higher water flux. CNCs have a range of potential applications due to remarkable properties such as biodegradability non-toxicity, biocompatibility, and human and environmental safety. It also has high modulus, high crystallinity, high aspect ratio, high stiffness and young's modulus, high mechanical strength (Younas et al. 2019). Moreover, CNCs have been widely studied for the creation of separation membrane materials in the field of oil/water separation with aerogels and sponges (Yagoub et al. 2019a). In addition, polyaniline (PANI) based nanocomposites have been widely studied because their simplistic preparation and ecofriendly stability resulted in better membranes performance which attribute to the hydrophilicity of PANI (Pereira et al. 2015). These PANI nanocomposites have good adsorption capability because of their high number of amine and imine functional groups in the polymer molecules, which have been used as adsorbents for the removal of heavy metal ions/dyes from wastewater in several studies. Also, it was observed that by reason of hydrophilic amino groups and the presence of an electric double layer around the PANI chain, PANI nanofibers can increase hydrophilicity and oil rejection (Faraji et al. 2020; Liu et al. 2015; Shakiba et al. 2021). PANI is a promising polymer due to its ease of synthesis, tunable properties, low-cost monomer, and good stability. On the hand, hybrid polymers containing PANI used as conducting filler in other polymers matrixes received much attention due to enhanced processability, adequate mechanical properties, and conductivity. Hence, there is a wider scope for the practical applications of such hybrid polymeric materials (Bhadra et al. 2009). Phase inversion technique is adaptable, effective, versatile, cheap, and industry-viable technology. Polymeric membranes can be prepared via applying phase separation process, wherein an additive was presented into either polymer solution or coagulation bath to induce polymer collecting and thus construct micro/nano-structured roughness on membrane surfaces (Peng et al. 2017). Herein, we fabricated a hybrid membrane with blended CNCs and PANI, using PSF polymer as the base matrix by means of the phase inversion method. The addition of PANI is to obtain membrane permeability and antifouling property which can obtained due to the high surface energy of PANI. The hybrid membranes prepared were characterized using various techniques such as FESEM, FTIR, TGA, WCA, mechanical strength. Finally, the oil/water separation performance of the hybrid membranes were investigated through a simple gravity-driven filtration system and under-pressure process. This assessed in presence of pure water flux, permeate flux with two oil types (soybean and diesel) as oil-in-water mixture used as feed, percent oil rejection (% R), flux recovery ratio (FRR), and decline ratio (TR).
Experimental
Materials
Polysulfone (PSF) (average molecular weight 30.000 g/mol) supplied by Sigma Aldrich, was used as the base polymer in the membrane casting. Aniline (AN), ammonium persulfate (APS), N, N-dimethyl-formamide (DMF) Hydrochloric acid (HCl), and sulfuric acid hydrolysis (H2SO4) were purchased from Sigma Aldrich. Pulp was used as a raw material, Soybean oil, diesel oil and distilled water were used for oil/water separation experiments. All chemicals used in this study was reagent grade or better, as indicated.
Preparation of cellulose nanocrystals (CNCs)
Nanocrystalline cellulose was obtained by hydrolyzing bleached pulp with 65% sulfuric acid at 45 °C. This experiment was performed in a flask containing a thermometer and a mechanical stirrer, in which about 10 g of bleached pulp were slowly added to 100 mL of 65% sulfuric acid. The hydrolyzed pulp was treated at 45 °C with mechanical stirring for 25 min. After centrifugation, the excess acid was removed, and the pulp was dialyzed against water for several days with changing water continuously until the pH became neutral (6–7). After obtaining the nanocrystals, the aggregate was reduced by sonicating them for 5 min (Abou-Zeid et al. 2015; Mousa et al. 2022a).
Preparation of PANI
Polyaniline (PANI) was prepared via using interfacial polymerization method according to the previous reported work (Yuan et al. 2019). Firstly, an aqueous solution was prepared from 3 ml of aniline (AN) were dissolved in a 1 mol/L doping HCl (50 mL) solution, and another solution was prepared from 1.5 g of APS, which acts as an oxidizer, and dissolved in an HCl (50 mL) solution. Rapid mixing reactions were achieved by pouring the two solutions together and directly stirring for 60 s to ensure sufficient mixing before polymerization starts, then the solution was left for 5 h for curing at room temperature. The polymerization can be observed when the solution characteristic turned from dark to green which indicating PANI had become visible. The resulting products were filtrated by 0.2 μm microfiltration membrane, the products were purified by several times with solutions that prepare from HCl (0.1 M solution), deionized water, and acetone. Finally, PANI was dried in a vacuum oven for 12 h at 60 ℃.
Membrane preparation
Scheme 1b the shows phase inversion technique used to fabricate membranes using polymer PSF membranes and hybrid membranes. In preparation of all membrane solutions, PANI and CNC solutions of 1 and 2 wt.% were added to DMF to obtain hybrid membranes with the concentrations shown in Table 1. The solution was first stirred for 15 min followed by ultra-sonication for 1 h to obtain uniform dispersion, then PSF particles were dissolved in the mixture with vigorous stirring for 24 h to obtain a 20 wt.% concentrated PSF solution. In the vacuum oven, the solution is placed for 6 h at room temperature. All membranes were prepared via phase inversion process using casting solutions, glass plates, and metallic casting knifes. A 150 µm thickness of metallic casting knife was employed to cast the dope solutions on the glass plates. Immediately after forming of the film, it was immersed in a deionized water (DI) water bath at a room temperature until the membrane peels from the glass plate. Thereafter, the membranes were kept for 24 h to completely form the phase transition and remove residual solvent. A pure polymer PSF reference membrane was prepared under the same conditions. The membranes were kept in DI water until use.

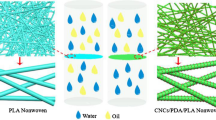
a Synthesis steps of CNCs, and b proceeding of membrane fabrication using phase inversion technique and oil/water separation setup
Membrane characterization
Membrane morphology and hydrophilicity
FESEM was used to study the morphological characterization of the membrane surface. All membranes samples were sputter-coated with gold to increase surface conductivity and to improve contrast of the images taken. The water contact angle (WCA) measurements were performed on the flat sheet membranes to investigate the hydrophilicity of the membrane surface characteristics. Dry membranes were cut into pieces (30 mm × 10 mm) and put on a glass plate. The measurements were recorded using deionized water droplets as the probe liquid that deposited on the surface of each membrane, all measurements were performed in room temperature and triple samples were recorded with their standard.
Membranes physiochemical properties
FTIR analysis were studied the chemical composition of all samples. The FTIR spectrometer was used to determine the changes in the functional groups of each membrane via an attenuated total reflectance. The FTIR measurements were carried out on diamond plate with the scanning range of 500–4000 cm−1. X-ray diffraction (XRD) patterns were recorded at (Cu Kα, 0.154 nm) between 5 and 70° 2θ with a step size of 0.01°/sec.
Membrane thermal and mechanical properties
Thermogravimetric analyzer was used to characterize the thermal properties of the membrane samples. TGA analysis was carried out under nitrogen gas over a temperature range of 20–800 °C at a heating rate of 10 °C min−1. Thermal degradation sketch of each membrane was then established. Thermal properties of pure PSF, PSF/CNC, and PSF/CNC/PANI membranes were also carried out via DSC using nitrogen atmosphere that heated and cooled at a rate of 10 °C min−1. The phase transition temperatures of polymer were determined from the second DSC cycle. Mechanical strength of membranes was established using universal testing machine (Model: Instron 5567, Instron) according to ASTM882-12. The gauge length and gauge running speed were fixed at 40 mm and 2 mm min−1, respectively. A membrane samples was established more than three times and its mechanical properties (stress, strain, and breaking elongation) were estimated with respect to ultimate tensile strength.
Evaluation of the membrane performance for oil/water separation
To evaluate the membranes performance during oil/water separation under-gravity process, the membranes were placed between transparent glass feeders and a suction flask using a clip, and the joints were sealed by vacuum grease. The Oil/Water mixtures were poured onto the membranes and separated. According to Scheme 1b, two types of emulsions i.e. oil/water mixtures (soybean-water mixture and diesel water mixture) were separated by water immediately permeating through the membranes, and the oil remained above the membranes driven only by gravity. Thereafter, the separated oil and permitted water were composed with the beaker and the glass vessel, respectively. Afterward the separated oil and permitted water were composed in the beaker and the glass vessel, respectively.
Moreover, the oil–water separation was performed in crossflow separation under pressure mode which is schematically shown in Scheme 2. The active membrane surface area is 30 cm2 covered with a speed spacer. Soybean and diesel emulsions were passed through the membrane at ambient condition with constant pressure equal 0.3 bar. The permeate water was collected using graduated measuring cylinder.

Pressure induced system for oily wastewater separation
Membrane permeability evaluation
The flux (J) of liquid through the membrane was measured from Eq. (1) (Mozafari et al. 2019):
where V (mL) is defined as the volume of filtrated liquid, A (m2) being the effective (surface) area of the separation membrane in the setup and Δt (h) is the filtration time.
The separation efficiency for each mixture was calculated from Equation (2).
where V0 is the volume of the water before separation process and V1 is the volume of the permitted water after the separation process.
Evaluation of Membrane porosity and antifouling
The antifouling properties of the membranes were estimated. Firstly, the pure water flux was recorded as (Jw1) using DI water by under gravity through the membranes. Then, separation of emulsion and the permeation flux (Jo) was measured. After filtering of soybean-water and diesel-water mixtures solutions, the membranes were cleaned from oil by soaking in DI water for 30 min. Finally, the pure water flux was then determined again, the water flux recovery (FR) and the total flux decline ratio (TR) were calculated according to the using Eqs. (3, 4) (Cao et al. 2018):
where Jw1 and Jw2 are the pure water flux of membrane before and after oil-in-water mixture respectively. To achieve better antifouling properties when the value of FRR is higher and TR lower, which means easily washed from the surface of membranes due to the foulants are difficult to adsorb on the membrane surface.
Membrane porosity was determined by the method of gravimetric, through the weight of the liquid contained in the membrane pores was determined. After immersing the membrane in distilled water and cleaning the surface of the membrane with filter paper, it was weighed as a wet membrane. After being placed in an air-circulating oven at 60 °C for 24 h, the wet membrane was further dried in a vacuum oven at 80 °C for 24 h before the dry weight of the swelling membrane was determined. From the two weights (wet sample weight and dry sample weight), the porosity of membrane was determined using the Eq. (5) (Yong et al. 2019).
where ww is the mass of wet membrane (g), wd is the mass of dry membrane (g), Vm is the membrane volume (mm3) and \(\rho_{w}\) is the density of water (0.001 g/mm3).
UV–Visible and microscopic test of the permeated water
The determination of the oil concentration in the oily wastewater via extraction the reading in the UV–vis spectroscopy for the absorption at a wavelength was performed. The oil concentration in the permeated water was estimated. The oil content was estimated with the help of the calibration curves of the oil in the respective solvent. Accordingly, the rejection of oil (R%) was calculated after stopping the water flow through the membrane and holding the oil over the surface of the membrane using the following Eq. (6) (Lv et al. 2018):
where, Cp and Cf are the concentrations of oil (in ppm) in the permeate water and feed mixture, respectively.
Results and discussion
Physicochemical characterization of CNCs
The XRD pattern of the CNCs is shown in Fig. 1a with characteristic planes of native cellulose which correspond to (110), (200), and (004), and peaks of CNC structure were both exhibited and located at 2θ = 15.4◦, 22.5◦, and 34.4◦, respectively with agreement of the previous reported work (Awang et al. 2019; Lv et al. 2019; Vatansever et al. 2020). Figure 1b shows the morphological structure of CNCs using TEM analysis. The CNC structure appears as a rod with some agglomerated networks. This agglomeration can be attributed to the strong hydrogen bond and high specific area of CNCs extracted from cellulose pulp (Blanco et al. 2018). The width of isolated nanocrystals was in the ranges from 5 to 7 nm while the length was in the range from 79 to 150 nm. These results agree with other studies reported (Beck-Candanedo et al. 2005; Habibi et al. 2010). The prepared CNCs were analyzed using FTIR spectrum as shown in Fig. 1c. The broad peak at 3400 cm−1 is attributed to the O–H stretching vibrations and peak bands at 2900 cm−1 assigned to the stretching vibration of C–H and CH2 groups. The peaks at 1150 and 1060 cm−1 are related to the saccharide structure which are reported in the literature (Lu et al. 2014; Rasheed et al. 2020; Wang et al. 2019b).

Scheme shows CNC characterization: a CNC XRD, b CNC TEM image, c FTIR analysis. d FESEM of PSF membrane, e FESEM of PSF/CNC membrane, and f FESEM of PSF/CNC/PANI membrane
Membrane morphology and wettability properties
Membrane top-surface was investigated with FESEM images of the developed three membranes, pure PSF membrane, PSF/CNC membrane, and PSF/CNC/PANI membrane. Results show the influence of CNCs and PANI into the pristine PSF that display different pore size distribution on the surface of membranes. The FESEM images of the top surfaces are presented in Fig. 1d–f. Figure 1d illustrates a pristine PSF with a porous structure, these structures are caused during phase inversion process, which improving the separation performance. These porous structures formed by the casting solution could accelerate the exchange between the solvent (MDF) and non-solvent (water) during the membrane fabrication (Majed M. Alghamdi 2019, Modi and Bellare 2019). In the modified PSF/CNC membrane (Fig. 1e) possesses a wrinkled surface topography. It was found that the added CNCs pronounced as hydrophilic nanoparticles that can be well dispersed into the PSF matrix a little effect on pores size with well distribution. Figure 1f present FESEM images of the PSF/CNC/PANI hybrid membranes observed affect the structure and physicochemical properties of the resulting membranes. Polyaniline as blended polymers influence membrane hydrophilicity and porous structure (Bai et al. 2020, Yuan et al. 2019). The inclusion of increasing pores size can clearly be seen with the addition of cellulose nanocrystals additives with polyaniline into the pristine PSF that accelerated the diffusion rate between MDF and water thus increasing porosity (Hudaib et al. 2018). The pore size distribution is relatively narrow the PSF/CNC/PANI hybrid membranes. To sum up the increasing of pore size can support that the membrane can be used for microfiltration (MF) applications which can remove clays and bacteria (Mousa et al. 2022b).
The wettability of membranes was investigated by means of WCA. Figure 2a shows that the resulting PSF membrane has approximately 65.2º of WCA. The lower WCA is attributed to that pores on the surface serve as cavities that allow water to penetrate the membranes (Obaid et al. 2018). On the other hand, the WAC of PSF/CNC membrane increased to 73º, this was attributed to the wrinkled surfaces and decreasing of pores size comparing to PSF membrane. Interestingly, the hydrophilicity of the PSF/CNC/PANI membrane is enhanced with WCA that decreases into 57.5º. Thus, incorporation of CNCs and PANI as hydrophilic conductive polymer can enhanced the hydrophilicity of the membrane surface and improved the water flux of the hybrid membranes. These attributed to the increased porosity of the membrane and hydrophilic polymer preferentially migrates to the water-polymer interface during phase inversion process (Yuan et al. 2019).

Membranes characterization: a surface properties using water contact angle of the different prepared membranes. b chemical bonding analysis using FTIR technique for the developed membranes, c TGA analysis, and d DSC analysis
FTIR analysis
FTIR was used to study the chemical composition of the different membrane. The FTIR spectra of pure PSF membrane, PSF/CNC membrane, and PSF/CNC/PANI membrane are shown in Fig. 2b. The series of peaks located within the range of 1010 to 3140 cm−1 in Table 2. The characteristic peaks were recorded at 1010.5 cm−1 (corresponding to the C–H stretching vibrations) while O=S=O stretching groups appeared at 1163.83 cm−1. Furthermore, the peak at 1247.72 cm−1 refers to asymmetric C–O–C stretching of aryl ether group. The peak is appeared at 1583.27 cm−1 indicating the presence of aromatic C=C stretching groups of the PSF. The peak at 1681.62 cm−1 representing the carbonyl (C=O) group stretching vibration. In addition, peak between 3140 and 3000 cm−1 represent hydroxyl groups (–OH) stretching. Therefore, it may be concluded from FT-IR results that the excellent chemical stability of PSF resists the modification process at all conditions.
Thermal behavior of the developed membranes
The thermal properties of the different developed membranes were evaluated by TGA and DSC. The TGA results of membranes were illustrated in Fig. 2c in relations of residual weight (%) as a function of temperature (°C). The initial weight loss at 50 °C correspond to the evaporation of free water or desorption of water bonded to the hydrophilic sulfonic groups, while the weight loss which at 450 °C, is attributed to the decomposition of polymer backbone (Hwang et al. 2016; Martínez-Morlanes et al. 2015). There was a temperature correlation between the maximum thermal degradation rates for both pure PSF and PSF/CNC membranes at 490 °C. These curves indicate that CNC content contributes to the enhancement of the thermal stability of hybrid membranes to a great extent at temperatures above 700 °C (Rafiq et al. 2012). The pure PSF, PSF/CNC, and PSF/CNC/PANI membranes showed to have a better thermal stability for oil/water separation applications at temperatures below 100 °C.The DSC was performed to determine glass transition temperature (Tg) of pure PSF, PSF/CNC, and PSF/CNC/PANI hybrid membranes which shown in Fig. 2d. The DSC test provides valuable results on the hardness and flexibility of polymer chains. In case of amorphous polymers such as PSF, the glass transition temperature (Tg) is usually used to explain the membrane structure, glass transition temperatures of PSF range from 180 to 250 °C (Sastri 2010). A lower glass transition temperature generally indicates more free volume in the polymer which tends to loosen its molecular structure (Vilakati et al. 2014). As can be seen, the glass transition temperature of pure PSF membrane (Tg) is slightly lower (218 °C) than PSF/CNC membranes (216 °C). While the addition of PANI decrease the glass transition temperature to 190 °C corresponding to PSF/CNC/PANI membranes. These results indicate that all membranes possess good thermal resistance properties.
Membrane mechanical properties
Mechanical properties of membrane are efficiently for their practical application. The stress–strain curves of the different membranes are presented in Fig. 3a, and the mechanical properties results are reported in Table 3. The mechanical properties, including tensile strength of a membrane is considered very important due to it relates to the physical strength and durability of the membrane. The values of tensile strength and elongation at the point of breakage were measured. Moreover, the ultimate tensile strength (UTS) of the membranes was determined. Hence, pure PSF membranes presented high UTS values than composite membranes. In addition, the values of tensile strength for PSF, PSF/CNC, and PSF/CNC/PANI membranes were (2.13, 1.23, and 1.4 MPa) respectively, the addition of CNCs and PANI to PSF lowers the tensile strength of the membranes. The decrease in the UTS of the membranes reason is due to the presence of pores and macro-voids in the whole membrane structure that lead to often have poor mechanical properties (Ismail et al. 2017). Indeed, the voids and surface pores of membranes are visible in FESEM micrographs. The change in elongation at break with tensile stress is presented in Fig. 3b. In contrast, the values of elongation at the break for PSF/CNC/PANI membranes (15.27%) were higher than that of the pure PSF membranes (11.5%). The results show that the PSF/CNC/PANI membranes indicated better flexibility properties. Overall, hybrid membranes satisfy the good mechanical properties requirements for oil/water separation process.

Membrane mechanical properties: a stress & strain curve. b Mechanical properties (tensile and elongation)
Membrane’s performance evaluation
Membranes permeability
Permeation flux is important membrane properties which play an important role in evaluation of membrane’s performance. To investigate the permeate flux and separation efficiency for different membranes that correspond to the permeate pure PSF, PSF/CNC, and PSF/CNC/PANI membranes were performed in gravity-driven separation using emulsion (oil in water). The oil-in-water mixture was poured onto the membrane for separation experiments. During the separation process, the flux of oil to the water for different types of oils (soybean, diesel) was determined when water passes rapidly through membranes and oil is held on the membrane surface. The results of separation process were performed under gravity driven only in Fig. 4 shows the results of the pure PSF membrane. Water flux of deionized water was initially used, and the pure water flux was obtained to be about 16,075.4 ± 3566.5 mL m−2 h−1 with separation efficiency of pure PSF membrane for 70 min is low (50%) as shown in Fig. 4a. Moreover, the measured water fluxes for soybean oil–water mixture separation. The separation efficiency was very low about 24% for 70 min as shown in Fig. 4b. On the other hand, the membrane was washed and reused for diesel water mixture, in which it showed water flux of 6107.9 ± 587.6 mL m−2 h−1 of pure PSF membrane as shown in Fig. 4c. The diesel oil–water separation efficiency is almost equal to soybean oil–water separation efficiency by small difference (20%). In Fig. 4d shows photographs of emulsion (oil in water) feed and its filtrate with image of membrane before and after separation which indication of membrane durability.

PSF membrane separation performance using different mixtures: a pure water, b soybean emulsion, and c diesel emulsion, and d Optical images show oily wastewater and PSF membrane before and after separation process
Comparison between the average water flux rate of the prepared pure PSF membrane is different trend compared between the various oils-water mixture as present in Fig. 5. The developed PSF/CNC membrane was carried out at the same separation process that was performed on pure PSF membrane. As a result, water flux was studied on both pure water and the two types of oil (soybean and diesel) during 70 min for the separation process. The results of separation process that the water flux rate of pure water, soybean emulsion, and diesel emulsion was 27.24 ± 4.65, 23.53 ± 2.76, and 19.81 ± 2.63 L m−2 h−1 respectively, as presented in Fig. 6a–c. Moreover, separation efficiency of PSF/CNC membrane was higher than PSF membrane. Herein, separation efficiency of soybean oil–water mixture, and diesel oil–water mixture was 70%, and 65% respectively. Furthermore, PSF/CNC membrane was examined for separation of oils emulsion and the results displayed that the average water flux rate was almost stable, as shown in Fig. 6d. It is noted that from the separation of water from oil in this experiment took longer time which attributed to membrane fouling. The fouling process due to oil may be enclosed in the membranes pores and thus resulting in a longer time for the water to penetrate membranes (Ehmann et al. 2014a). PSF/CNC/PANI membrane has the highest water flux of 31.10 ± 4.71 L m−2 h−1 with separation efficiency 88%, as displayed in Fig. 7a. Additionally, the water flux rate and separation efficiency for oils decrease slightly on pure water as illustrated in Fig. 7b of soybean-water mixture and Fig. 7c of diesel emulsion was 29.01 ± 4.6485 with 81% and 29.95 ± 6.98 L m−2 h−1 with 76% respectively. Figure 7d summarize the average water flux of the PSF/CNC/PANI membrane with decayed linear according to the oil type. The three types of membranes were studied by calculating the change of water flux with the time during the separation of oil emulsion at the same condition. The permeation flux and separation efficiency of the membranes for oil emulsion gradually increased with time. The reason may be explained by Darcy's law, which describes the resistance to fluid flow across a porous material (Wang et al. 2019a). The clear difference in the values of permeation flux of different membranes under similar operating conditions for different membranes probably due to difference in porosity, difference in hydrophilicity, and differencing thickness of the oil layer formed above the membrane surface (Bai et al. 2020, Chakrabarty et al. 2008; Ehmann et al. 2014b). It can be notice that there are observed changes in the permeate flux of the membranes during gravity separation process that the PSF/CNC/PANI membrane has a high performance for separation process, where the presence of CNCs and PANI in the prepared membrane should make the membrane more hydrophilic result in higher water flux than the membrane without CNCs and PANI because of have hydrophilic property (Fan et al. 2008), and also in the tested oils emulsion has higher water flux than pure PSF and PSF/CNC membrane as shown in Fig. 8.

Summary of water flux of PSF membrane in the different mixtures oily wastewater

PSF/CNC membrane characteristics: a water flux rate in pure water, b soybean oil emulsion flux and separation efficiency, c diesel emulsion flux and separation efficiency, and d average water flux of the prepared membrane in different emulsion of oily wastewater

PSF/CNC/PANI membrane characteristics: a water flux rate in pure water, b soybean emulsion flux and separation efficiency, c diesel emulsion flux and separation efficiency, and d average water flux of the prepared membrane in different oily wastewater emulsion

Histogram shows a comparison of the different membranes at different mixtures of oily wastewater in terms of water separation flux at under gravity driven oily wastewater separation
In actual experiment membranes are usually applied with an external pressure to improve the water flux and enhance the process efficiency through ambient condition with constant pressure equal 0.3 bar. Therefore, Fig. 9a a displayed the dependence of permeation flux of pure PSF, PSF/CNCs, and PSF/CNC/PANI membranes on pure water and trans-membrane pressure for mixtures with different oil contents. The soybean and diesel emulsions were utilized as the target oil for preparing oil- water mixture. Thus, the values of water flux increase gradually from pure PSF membrane (< 500 L m−2 h−1 KPa−1), PSF/CNC membrane (< 600 L m−2 h−1 KPa−1), and PSF/CNCs/PANI membrane (< 800 L m−2 h−1 KPa−1) with constant pressure, but water flux decreases dramatically with the oil content because the rejected oil reduces the contact area between the membrane surface and the water phase. As mentioned above, applying separation experiment was performed on gravity process for three membranes with pure water, soybean oil, and diesel oil. Experimental results were compared between the values of permeate flux for pure PSF, PSF/CNC, and PSF/CNC/PANI membranes in two cases applied the gravity force and pressure driven process that shown in Fig. 9b–d. The water flux values were measured for the three membranes from the pressure-driven process are much higher than conventional gravity-driven process to pure water and various emulsions. Therefore, the membranes are excellent performance for oils- water separation application when applying pressure during separation process.

a summary of the water flux of the different membrane using pure water, soybean oil, and diesel oil, b comparison of gravity induced membrane and pressurized PSF membrane, c comparison of gravity induced membrane and pressurized PSF/CNC membrane, d comparison of gravity induced membrane and pressurized PSF/CNC/PANI membrane.
Membranes antifouling studies and porosity
A membrane's fouling resistance impacts its performance, which has been measured by a flux decline ratio (FR) and flux recovery ratio (FRR). The antifouling behavior of different samples was calculated by measuring the water flux of the deionized water values after oil rejection experiments. In Table 4, FRR and TR values increase and decrease, respectively, as CNCs and PANI added in PSF pristine. PSF/CNC/PANI membrane has the highest FRR value with 70.5% followed by PSF/CNC membrane with 68% and PSF membrane with 63%. This means that the lowest reduction in TR values was in the PSF/CNC/PANI membrane with 7%. PSF/CNC and PSF membranes had TR values of 13% and 52%, respectively. Consequently, the antifouling results indicated that the addition of PANI and CNCs to PSF improved the oil/water separation membranes' antifouling properties because of their hydrophilic property. This improvement can be attributed to the hydrophilic membrane for oil/water separation.
The variations in the porosity of the different membranes are shown in Table 4. The porosity of the pure PSF membrane was 27.85% and incorporation of CNCs (2 wt.%) increased the porosity of the PSF membrane to 69.33% which attributed to hydrophilic hydroxyl groups on the surface of CNCs (Wang et al. 2019a). The PSF/CNC/PANI membrane exhibited high porosity 81.5% due to the increase pore size from 1.0 to 7.3 µm that resultant in phase inversion process for membrane fabrication and contains PANI (1 wt.%) as hydrophilic polymer.
UV–Visible and microscopic test of the filtered water
To further investigate the separation ability of three membranes, before separation, water-soybean emulsion (W-S), and water-diesel emulsion (W-D) was prepared as feed oil/water separation in Fig. 10. After separation process, the droplets sizes of collected filtrates for (W-S) and (W-D) are high oil rejection. Moreover, at both the beginning and end of each experiment for separation process of the (W-S) and (W-D) were analyzed via UV–visible spectroscopy, as shown curves in Fig. 11a–d for three membranes (PSF, PSF/CNC, and PSF/CNC/PANI membranes) between transmission vs wavelength, and between absorbance vs wavelength to detect the absorption capacities of soybean and diesel oil concentration in the permeated water. The separation efficiencies of the oil/water mixture were calculated by Eq. (6) (Halim et al. 2019; Obaid et al. 2015; Zhang et al. 2014). The oil rejection was conducted with oil-in-water mixture of PSF/CNC/PANI membrane shows high rejection efficiency ~ 88.2% for oil/water. The oil rejection efficiency gradually increasing from PSF, PSF/CNC, and PSF/CNC/PANI membranes as present in Fig. 12.

Optical microscopy images captured for oily wastewater before and after separation process for three different membranes at magnification 10X: (W-S) refer to soybeans emulsion, (W-D) refer to diesel emulsion, and symbols S refer to soybeans oil and D refer to diesel oil

Optical properties of the oily wastewater and separated water through different membranes microscopy: a Transmission % of water & diesel, b absorbance of water & diesel, c Transmission % of water & soybean, b absorbance of water & soybean. (W-S) refer to oily wastewater mixed with soybeans oil, (W-D) refer to oily wastewater mixed with diesel oil, and symbols S refer to soybeans oil and D refer to diesel oil

Histogram shows a comparison of the different membranes oil rejection at different emulsion of oily wastewater under gravity driven oily wastewater separation
Table 5 provides a comparison between the study of the properties of prepared membranes from CNCs into different polymers with three membranes’ this paper for oil/water separation application, using various oils during process. Since different contents of additives are used in the literature, the present work shows comparable thickness, porosity, flux, permeability, and efficiency of membrane for oil/water separation. To sum up, the performance of the developed membranes is improved by pressure-driven separation process.
Conclusion
Hybrid membrane was successfully fabricated via incorporating of CNCs into PSF with polyaniline as hydrophilic polymer. Performance of the developed hybrid membranes was studied during both gravity and pressure-driven oil/water separation. The different properties of the developed membranes under pure water and two types of emulsions (i.e. soybean and diesel) was investigated to understand the different behavior of membrane at different working conditions. The PSF/CNC/PANI membrane displayed good hydrophilic, acceptable porosity and successfully separated various types of oil/water mixtures at oil rejection exceeding 88%, driven only by gravity. The PSF/CNC/PANI membrane exhibited a high oil/water separation water flux is < 31 L m−2 h−1, 29 L m−2 h−1 and < 29 L m−2 h−1 for pure water, soybean emulsion, and diesel emulsion respectively at gravity driven. On the other hand, when the pressure-driven oil/water separation high water flux of PSF/CNC/PANI membrane could reach < 800 L m−2 h−1 KPa−1 for various types of oils with constant pressure. Most importantly, as increasing FRR and decreased TR values, which pure PSF, PSF/CNC, and PSF/CNC/PANI membrane is increasing FRR values (63%, 68%, and 70.5%) respectively and decreasing TR values (52%, 13%, and 7%) respectively. While increasing the oil rejection efficiency of pure PSF, PSF/CNC, and PSF/CNC/PANI membrane is 63.4%, 78.3%, and 88.2% respectively. The results describe a hybrid membrane with excellent separation efficiency and ultrahigh flux when pressure-driven. It possessed good mechanical properties and can be easily fabricated in an environmentally friendly manner.
Availability of data and materials
Data available from the authors upon request.
References
Abou-Zeid RE, Hassan EA, Bettaieb F, Khiari R, Hassan ML (2015) Use of cellulose and oxidized cellulose nanocrystals from olive stones in chitosan bionanocomposites. J Nanomater 2015:687490
Alghamdi MM, A.A.E.-z., Badriah A. Asiri, (2019) Incorporation of magnetite nanoparticles in poly(vinyl chloride) microfiltration membrane for improving antifouling property and desalination performance. Desalination Water Treatment 165:54–62
Awang NW, Ramasamy D, Kadirgama K, Samykano M, Najafi G, Sidik NAC (2019) An experimental study on characterization and properties of nano lubricant containing Cellulose Nanocrystal (CNC). Int J Heat Mass Transf 130:1163–1169
Bai L, Wu H, Ding J, Ding A, Zhang X, Ren N, Li G, Liang H (2020) Cellulose nanocrystal-blended polyethersulfone membranes for enhanced removal of natural organic matter and alleviation of membrane fouling. Chem Eng J 382:122919
Barambu NU, Bilad MR, Huda N, Nordin NAHM, Bustam MA, Doyan A, Roslan J (2021) Effect of membrane materials and operational parameters on performance and energy consumption of oil/water emulsion filtration. Membranes 11(5):370
Beck-Candanedo S, Roman M, Gray DG (2005) Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspensions. Biomacromol 6(2):1048–1054
Bhadra S, Khastgir D, Singha NK, Lee JH (2009) Progress in preparation, processing and applications of polyaniline. Prog Polym Sci 34(8):783–810
Blanco A, Monte MC, Campano C, Balea A, Merayo N, Negro C (2018) Handbook of nanomaterials for industrial applications, Elsevier, pp 74–126
Cao J, Su Y, Liu Y, Guan J, He M, Zhang R, Jiang Z (2018) Self-assembled MOF membranes with underwater superoleophobicity for oil/water separation. J Membr Sci 566:268–277
Chakrabarty B, Ghoshal AK, Purkait MK (2008) Ultrafiltration of stable oil-in-water emulsion by polysulfone membrane. J Membr Sci 325(1):427–437
Chen Y, Wei M, Wang Y (2016) Upgrading polysulfone ultrafiltration membranes by blending with amphiphilic block copolymers: Beyond surface segregation. J Membr Sci 505:53–60
Cojocaru C, Dorneanu PP, Airinei A, Olaru N, Samoila P, Rotaru A (2017) Design and evaluation of electrospun polysulfone fibers and polysulfone/NiFe2O4 nanostructured composite as sorbents for oil spill cleanup. J Taiwan Inst Chem Eng 70:267–281
Cui J, Xie A, Liu Y, Xue C, Pan J (2021a) Fabrication of multi-functional imprinted composite membrane for selective tetracycline and oil-in-water emulsion separation. Composit Commun 28:100985
Cui J, Xie A, Yan Z, Yan Y (2021b) Fabrication of crosslinking modified PVDF/GO membrane with acid, alkali and salt resistance for efficient oil-water emulsion separation. Sep Purif Technol 265:118528
Daria M, Fashandi H, Zarrebini M, Mohamadi Z (2018) Contribution of polysulfone membrane preparation parameters on performance of cellulose nanomaterials. Mater Res Exp 6(1):015306
Ehmann HM, Mohan T, Koshanskaya M, Scheicher S, Breitwieser D, Ribitsch V, Stana-Kleinschek K, Spirk S (2014a) Design of anticoagulant surfaces based on cellulose nanocrystals. Chem Commun 50(86):13070–13072
Fan Z, Wang Z, Sun N, Wang J, Wang S (2008) Performance improvement of polysulfone ultrafiltration membrane by blending with polyaniline nanofibers. J Membr Sci 320(1):363–371
Faraji M, Nabavi SR, Salimi-Kenari H (2020) Fabrication of a PAN–PA6/PANI membrane using dual spinneret electrospinning followed by in situ polymerization for separation of oil-in-water emulsions. New J Chem 44(31):13488–13500
Ghaemi N, Madaeni SS, Alizadeh A, Daraei P, Badieh MMS, Falsafi M, Vatanpour V (2012) Fabrication and modification of polysulfone nanofiltration membrane using organic acids: Morphology, characterization and performance in removal of xenobiotics. Sep Purif Technol 96:214–228
Goel V, Mandal UK (2019) Surface modification of polysulfone ultrafiltration membrane by in-situ ferric chloride based redox polymerization of aniline-surface characteristics and flux analyses. Korean J Chem Eng 36(4):573–583
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem Rev 110(6):3479–3500
Halim A, Xu Y, Lin K-H, Kobayashi M, Kajiyama M, Enomae T (2019) Fabrication of cellulose nanofiber-deposited cellulose sponge as an oil-water separation membrane. Sep Purif Technol 224:322–331
Hudaib B, Gomes V, Shi J, Zhou C, Liu Z (2018) Poly (vinylidene fluoride)/polyaniline/MWCNT nanocomposite ultrafiltration membrane for natural organic matter removal. Sep Purif Technol 190:143–155
Hwang J, Choi J, Kim JM, Kang SW (2016) Water treatment by polysulfone membrane modified with tetrahydrofuran and water pressure. Macromol Res 24(11):1020–1023
Ismail N, Jakariah N, Bolong N, Anissuzaman S, Nordin N, Razali A (2017) Effect of polymer concentration on the morphology and mechanical properties of asymmetric polysulfone (PSf) membrane. J Appl Membr Sci Technol 21(1)
Khan A, Sherazi TA, Khan Y, Li S, Naqvi SAR, Cui Z (2018) Fabrication and characterization of polysulfone/modified nanocarbon black composite antifouling ultrafiltration membranes. J Membr Sci 554:71–82
Li D, Huang X, Huang Y, Yuan J, Huang D, Cheng GJ, Zhang L, Chang C (2019a) Additive printed all-cellulose membranes with hierarchical structure for highly efficient separation of oil/water nanoemulsions. ACS Appl Mater Interfaces 11(47):44375–44382
Li X, Cao M, Shan H, Tezel FH, Li B (2019b) Facile and scalable fabrication of superhydrophobic and superoleophilic PDMS-co-PMHS coating on porous substrates for highly effective oil/water separation. Chem Eng J 358:1101–1113
Liu M, Li J, Shi L, Guo Z (2015) Stable underwater superoleophobic conductive polymer coated meshes for high-efficiency oil–water separation. RSC Adv 5(42):33077–33082
Lu Q, Tang L, Lin F, Wang S, Chen Y, Chen X, Huang B (2014) Preparation and characterization of cellulose nanocrystals via ultrasonication-assisted FeCl 3-catalyzed hydrolysis. Cellulose 21(5):3497–3506
Lv J, Zhang G, Zhang H, Zhao C, Yang F (2018) Improvement of antifouling performances for modified PVDF ultrafiltration membrane with hydrophilic cellulose nanocrystal. Appl Surf Sci 440:1091–1100
Lv J, Zhang X, Yu N, Su S, Zhu J, Deng L, Liu Z (2019) One-pot synthesis of CNC-Ag@ AgCl with antifouling and antibacterial properties. Cellulose 26(13):7837–7846
Martínez-Morlanes MJ, Martos A, Varez A, Levenfeld B (2015) Synthesis and characterization of novel hybrid polysulfone/silica membranes doped with phosphomolybdic acid for fuel cell applications. J Membr Sci 492:371–379
Modi A, Bellare J (2019) Efficiently improved oil/water separation using high flux and superior antifouling polysulfone hollow fiber membranes modified with functionalized carbon nanotubes/graphene oxide nanohybrid. J Environ Chem Eng 7(2):102944
Mousa HM, Alfadhel H, Abouel Nasr E (2020a) Engineering and characterization of antibacterial coaxial nanofiber membranes for oil/water separation. Polymers 12(11):2597
Mousa HM, Alfadhel H, Ateia M, Abdel-Jaber GT, A, G.A. (2020b) Polysulfone-iron acetate/polyamide nanocomposite membrane for oil-water separation. Environ Nanotechnol Monit Manag 14:100314
Mousa HM, Fahmy HS, Abouzeid R, Abdel-Jaber GT, Ali WY (2022a) Polyvinylidene fluoride-cellulose nanocrystals hybrid nanofiber membrane for energy harvesting and oil-water separation applications. Mater Lett 306:130965
Mousa HM, Fahmy HS, Ali GAM, Abdelhamid HN, Ateia M (2022b) Membranes for oil/water separation: a review. Adv Mater Interfaces 9(27):2200557
Mozafari M, Seyedpour SF, Salestan SK, Rahimpour A, Shamsabadi AA, Firouzjaei MD, Esfahani MR, Tiraferri A, Mohsenian H, Sangermano M (2019) Facile Cu-BTC surface modification of thin chitosan film coated polyethersulfone membranes with improved antifouling properties for sustainable removal of manganese. J Membr Sci 588:117200
Nagaraju D, Bhagat DG, Banerjee R, Kharul UK (2013) In situ growth of metal-organic frameworks on a porous ultrafiltration membrane for gas separation. J Mater Chem A 1(31):8828–8835
Nguyen VHT, Nguyen MN, Truong TT, Nguyen TT, Doan HV, Pham XN (2020) One-pot preparation of alumina-modified polysulfone-graphene oxide nanocomposite membrane for separation of emulsion-oil from wastewater. J Nanomater 2020:9087595
Obaid M, Barakat NA, Fadali OA, Al-Meer S, Elsaid K, Khalil KA (2015) Stable and effective super-hydrophilic polysulfone nanofiber mats for oil/water separation. Polymer 72:125–133
Obaid M, Yang E, Kang D-H, Yoon M-H, Kim IS (2018) Underwater superoleophobic modified polysulfone electrospun membrane with efficient antifouling for ultrafast gravitational oil-water separation. Sep Purif Technol 200:284–293
Peng Y, Guo F, Wen Q, Yang F, Guo Z (2017) A novel polyacrylonitrile membrane with a high flux for emulsified oil/water separation. Sep Purif Technol 184:72–78
Pereira VR, Isloor AM, Al Ahmed A, Ismail A (2015) Preparation, characterization and the effect of PANI coated TiO 2 nanocomposites on the performance of polysulfone ultrafiltration membranes. New J Chem 39(1):703–712
Rafiq S, Man Z, Maulud A, Muhammad N, Maitra S (2012) Separation of CO2 from CH4 using polysulfone/polyimide silica nanocomposite membranes. Sep Purif Technol 90:162–172
Rasheed M, Jawaid M, Parveez B, Zuriyati A, Khan A (2020) Morphological, chemical and thermal analysis of cellulose nanocrystals extracted from bamboo fibre. Int J Biol Macromol 160:183–191
Saini B, Khuntia S, Sinha MK (2019) Incorporation of cross-linked poly (AA-co-ACMO) copolymer with pH responsive and hydrophilic properties to polysulfone ultrafiltration membrane for the mitigation of fouling behaviour. J Membr Sci 572:184–197
Santosh V, Babu PV, Gopinath J, Rao N, Sainath AVS, Reddy A (2020) Development of hydroxyl and carboxylic acid functionalized CNTs–polysulphone nanocomposite fouling-resistant ultrafiltration membranes for oil–water separation. Bull Mater Sci 43(1)
Sastri VR (2010) Plastics in medical devices. In: Sastri VR (ed), William Andrew Publishing, Boston, pp. 175–215
Shakiba M, Nabavi SR, Emadi H, Faraji M (2021) Development of a superhydrophilic nanofiber membrane for oil/water emulsion separation via modification of polyacrylonitrile/polyaniline composite. Polym Adv Technol 32(3):1301–1316
Vatansever E, Arslan D, Sarul DS, Kahraman Y, Gunes G, Durmus A, Nofar M (2020) Development of CNC-reinforced PBAT nanocomposites with reduced percolation threshold: a comparative study on the preparation method. J Mater Sci 55(32):15523–15537
Vilakati GD, Hoek EM, Mamba BB (2014) Probing the mechanical and thermal properties of polysulfone membranes modified with synthetic and natural polymer additives. Polym Test 34:202–210
Wang X, Cheng W, Wang D, Ni X, Han G (2019a) Electrospun polyvinylidene fluoride-based fibrous nanocomposite membranes reinforced by cellulose nanocrystals for efficient separation of water-in-oil emulsions. J Membr Sci 575:71–79
Wang Z, Ding Y, Wang J (2019b) Novel Polyvinyl Alcohol (PVA)/Cellulose Nanocrystal (CNC) supramolecular composite hydrogels: preparation and application as soil conditioners. Nanomaterials 9(10):1397
Xie A, Cui J, Liu Y, Xue C, Wang Y, Dai J (2021a) Preparation of Janus membrane based on biomimetic polydopamine interface regulation and superhydrophobic attapulgite spraying for on-demand oil-water emulsion separation. J Membr Sci 627:119242
Xie A, Cui J, Yang J, Li C, Wang Y, Dai J (2021b) Active antifouling carbon cloth@Ni-Co LDH/Ag membrane for efficient oil/water separation. Appl Clay Sci 211:106161
Xie A, Wu Y, Liu Y, Xue C, Ding G, Cheng G, Cui J, Pan J (2022) Robust antifouling NH2-MIL-88B coated quartz fibrous membrane for efficient gravity-driven oil-water emulsion separation. J Membr Sci 644:120093
Xiong Y, Wang C, Wang H, Jin C, Sun Q, Xu X (2018) Nano-cellulose hydrogel coated flexible titanate-bismuth oxide membrane for trinity synergistic treatment of super-intricate anion/cation/oily-water. Chem Eng J 337:143–151
Yagoub H, Zhu L, Shibraen MH, Xu X, Babiker DM, Xu J, Yang S (2019a) Complex membrane of cellulose and chitin nanocrystals with cationic guar gum for oil/water separation. J Appl Polym Sci 136(37):47947
Yagoub H, Zhu L, Shibraen MHMA, Altam AA, Babiker DMD, Rehan K, Mukwaya V, Xu J, Yang S (2019b) Manipulating the surface wettability of polysaccharide based complex membrane for oil/water separation. Carbohyd Polym 225:115231
Yong M, Zhang Y, Sun S, Liu W (2019) Properties of polyvinyl chloride (PVC) ultrafiltration membrane improved by lignin: Hydrophilicity and antifouling. J Membr Sci 575:50–59
Younas M, Noreen A, Sharif A, Majeed A, Hassan A, Tabasum S, Mohammadi A, Zia KM (2019) A review on versatile applications of blends and composites of CNC with natural and synthetic polymers with mathematical modeling. Int J Biol Macromol 124:591–626
Yuan X-S, Guo Z-Y, Geng H-Z, Rhen DS, Wang L, Yuan X-T, Li J (2019) Enhanced performance of conductive polysulfone/MWCNT/PANI ultrafiltration membrane in an online fouling monitoring application. J Membr Sci 575:160–169
Zhang W, Shi Z, Zhang F, Liu X, Jin J, Jiang L (2013) Superhydrophobic and superoleophilic PVDF membranes for effective separation of water-in-oil emulsions with high flux. Adv Mater 25(14):2071–2076
Zhang S, Wang P, Fu X, Chung T-S (2014) Sustainable water recovery from oily wastewater via forward osmosis-membrane distillation (FO-MD). Water Res 52:112–121
Zhang J, Xue Q, Pan X, Jin Y, Lu W, Ding D, Guo Q (2017) Graphene oxide/polyacrylonitrile fiber hierarchical-structured membrane for ultra-fast microfiltration of oil-water emulsion. Chem Eng J 307:643–649
Acknowledgments
Authors acknowledge Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB) for supporting open access publishing.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). The authors have not disclosed any funding.
Author information
Authors and Affiliations
Contributions
HSF: conceptualization, formal analysis, writing—original draft, RA: experimental and review, MSAES: characterizations, experimental, and review, GTAJ: supervision, AWY: supervision, HMM: Conceptualization, Resources, Formal analysis, characterization Writing—original draft, and supervision.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no conflict of interest.
Ethics approval and consent to participate
No results of studies involving humans or animals are reported.
Consent for publication
All authors consent to publishing this work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fahmy, H.S., Abouzeid, R., El-sadek, M.S.A. et al. Fabrication of polysulfone membranes by blending with polyaniline and cellulose nanocrystals: towards the effective separation of oil-in-water emulsions. Cellulose 30, 5871–5893 (2023). https://doi.org/10.1007/s10570-023-05237-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-023-05237-1