
Abstract
We report the use of the DBU-CO2 switchable solvent system for the direct electrospinning of cellulose. Two cellulose types were investigated, i.e. microcrystalline cellulose (MCC) and cellulose pulp (CP). The morphologies of the obtained cellulose fibers were studied using scanning electron microscopy and optical microscopy. Results obtained showed that only particles with mean diameter about 1.2 μm could be obtained when MCC was used, even at high concentration (10 wt%). In the case of CP, an optimized concentration of 4 wt% resulted in standing fibers with a mean diameter of about 500nm. In order to improve the spinnability of the cellulose, different concentrations and ratios of PVA in combination with cellulose were investigated. The combination of cellulose (both MCC and CP) resulted in the formation of a unique fiber morphology, characterized by a homogeneous bead-like structure. An in-depth study of the fiber structure was carried out using Raman spectroscopy and showed that both cellulose and PVA were present in the formed beads. Finally, the challenge observed remained a complete removal of the solvents, which are not volatile enough, as well as explore a coagulation collection process for the fiber recovery in order to recover and re-use the employed solvent.
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Bio-based raw material sources have gained global interest as a potential replacement for their fossil-based counterparts. In this regard, cellulose, which is the most abundant renewable carbon based material of our planet offers huge valorization opportunity as a viable alternative (Klemm et al. 2005). In addition, cellulose offers a competitive advantage compared to other bio-based resources, as it does not compete with food or feed, and constitutes 35–50 % of the more than 170 × 109 tons of lignocellulosic biomass produced annually (Delidovich et al. 2016; Putro et al. 2016; Rose and Palkovits 2011). Apart from being the key raw material for the pulp and paper industry, (Klemm et al. 2005) well known cellulose derivatives such as cellulose esters, cellulose ethers or more recently cellulose carbonates, find applications in various areas ranging from optical films, textile, coating, cigarette filters, non-woven fibers, drug release and as viscosity modifiers (Klemm et al. 2005; Dwyer and Abel 1986; Edgar et al. 2001; Elschner and Heinze 2015; Law 2004; Doshi and Reneker 1995). Electrospinning involves applying a high voltage between a polymer solution and a metal collector, which causes the charged polymer solution to move towards the collector (electrostatic force), leading to formation of sub-micron (nano-) fibers upon reaching the collector as the solvent evaporates (Doshi and Reneker 1995; Fong and Reneker 2018;, Colman et al. 2008), which are of interest for filtration, catalysis or biomedical applications (Huang et al. 2003; Heidari et al. 2017).
One of the challenges of for cellulose elctrospinning remains the difficulty of solubilizing cellulose in a sustainable fashion. Due to the strong intra- and inter-molecular hydrogen bonds, cellulose does not solubilize in common organic solvents including water (Klemm et al. 2005). Thus, special solvents able to break this intra-inter hydrogen bonds are required to solubilize cellulose. Examples such as N,N-dimethylacetamide-lithium chloride (DMAc-LiCl), (McCormick and Dawsey 1990) N-methylmorpholine N-oxide (NMMO), (Fink et al. 2001) dimethyl sulfoxide-tetramethyl ammonium fluoride (DMSO-TBAF), (Heinze et al. 2000) or trifloroacetic acid (TFA) (Hasegawa et al. 1992). These solvents suffer from limitations including difficult recovery and/or toxicity and are thus not considered sustainable. However, such solvents have been explored for direct electrospining of cellulose. As an example, Ohkawa and colleagues reported the direct electrospining of cellulose in trifloroacetic acid (TFA) leading to formation of nanocellulose fibers with mean diameter of 40 nm (Ohkawa et al. 2009). It is noteworthy that the use of TFA in the solubilization of cellulose proceed through a derivative step in which the cellulose is modified to cellulose trifloroacetate (Heinze and Koschella 2005). Whereas the direct electrospinning of cellulose offers benefits i.e. avoiding any pre-derivatization. The use of TFA (acute toxicity LD50, rat 200–400 mg/kg-rat) raises environmental and safety concerns. In a similar fashion, DMAc-LiCl as well as NMMO/H2O was employed by Kim et al. (2005, 2006) for direct electrospinning of cellulose to obtain sub-micron fibers with diameters ranging from 150 to 750 nm.
Another class of solvents that offer a more sustainable option for direct cellulose solubilization are ionic liquids. They are generally defined as low melting molten salts with melting temperatures below 100 °C (Welton 1999; Hallett and Welton 2011) and are classified as “greener” solvents due to their very low vapor pressures with a potential to be recycled and reused, which are all important aspects for sustainability (Swatloski et al. 2002). This solvent have been explored for various chemical modification (El Seoud et al. 2007; Mormann and Wezstein 2009; Wu et al. 2004). Coutinho and co-workers employed a mixture of the ionic liquids 1-ethyl-3-methylimidazolium acetate and 1-decyl-3-methylimidazolium to electrospin cellulose fibers, obtaining nanofibers with average diameters ranging between 165 and 185 nm (Freire et al. 2011). The cellulose fibers were collected via coagulation in water and the ionic liquid could be recovered and re-used. Similarly, Linhard et al. reported the direct electrospinning of cellulose and cellulose-heparin in RTIL (room-temperature ionic liquids, using 1 N-butyl-3-methylimidazolium chloride and 1 N-ethyl-3-methylimidazolium benzoate) (Viswanathan et al. 2006). Unlike the previous report, the cellulose fibers were obtained by extraction of the RTIL using ethanol. However, larger micron-sized cellulose fibers were obtained and this was attributed to the non-volatility of the solvents. Finally, 1-allyl-3-methylimidazolium chloride (AMIMCl) in DMSO was used by Han et al. (Xu et al. 2008). Though ionic liquids might be “greener” solvents compared to the traditional ones, they are not without limitations and challenges (Clough et al. 2015). Among their limitations are toxicity (example [C4mim]+ Cl-, LD50, rat = 50–300 mg/kg) (Gericke et al. 2012) and non-inertness to cellulose especially those with acetate anion, (Clough et al. 2015; Ebner et al. 2008), which makes their recovery more challenging and expensive compared to other cellulose solvents.
To overcome the difficulty and challenges in solubilizing cellulose, researchers have employed the use of cellulose derivatives like cellulose acetate (CA), methyl cellulose and carboxymethylcellulose (CMC), which can be more easily solubilized in common solvents for electrospinning (Formhals 1938a, b). It is noteworthy that a post-derivatization step is necessary to recover the native cellulose fibers. This extra step creates more wastes, making the approach less sustainable. In 2003, Park and co-workers reported the electrospinning of cellulose acetate (CA) in an acetone/water mixture containing between 10 and 15 wt% water (Son et al. 2004). CA fibers with mean diameter of 2.3 μm were obtained under acidic conditions, while much thinner fibers with a mean diameter of 460 nm were obtained under basic conditions. Frenot et al. reported the electrospinning of CMC (carboxy methyl cellulose), HPMC (hydroxy propyl methylcellulose), and MC (methyl cellulose). CMC was electrospun in a 1:1 ratio with PEO using water as solvent (Frenot et al. 2007). Nanofibers with mean diameter between 200 and 250 nm were obtained. Morphology of the fibers was studied using SEM and showed that the obtained morphology was independent on the MW and DS but rather depended on the substitution pattern. In addition, extraction of PEO after the electrospinning process resulted in a change in fiber morphology and depended on the substitution pattern in the CMC. Similar to CMC, the obtained fiber morphology was not influenced by molecular weight (MW) or degree of substitution (DS). In the case of CMC using same solvent system as for HPMC, a more wet fiber was collected showing a more coarse and collapse fiber morphology (Frenot et al. 2007).
While cellulose remains an important and versatile renewable resource, it is important to consider beyond the raw material source to ensure sustainability (Llevot et al. 2016; Onwukamike et al. 2018a). In this regard, and to ensure a more sustainable electrospinning of cellulose, the use of a more sustainable solvent system with a potential of recyclability will enable us to improve the sustainability of this process. A very good example of a sustainable solvent system based on CO2 in the presence of an organic super base was developed by Jessop et al. in (2005). This system allows the possibility to switch the polarity of a solvent simply by adding/removal of CO2. The application of this solvent system for cellulose solubilization was independently and simultaneously demonstrated by Zhang et al. (2013) and Xie et al. (2014).
Recently, we reported a thorough optimization of the solvent system and proved the presence of a cellulose carbonate intermediate, which introduces the solubility of cellulose in the DMSO solvent (Onwukamike et al. 2017). We were able to achieve complete cellulose solubilization within 10–15 min at 30 °C under very low CO2 pressure (2–5 bar). Such mild solubilization conditions allowed us to explore this switchable solvent system to show a more sustainable succinylation of cellulose, (Söyler et al. 2018) transesterification of cellulose using plant oils directly, (Onwukamike et al. 2018c) and in multicomponent reaction, in which the CO2 was employed as a C1-carbon source (Onwukamike et al. 2018b). In addition, we employed this solvent system to produce cellulose aerogels with porosity higher than 95 % (Onwukamike et al. 2019). These examples showed the high versatility of the CO2 switchable solvent system and equally open up their potential for other cellulose-based applications.
In this report and based on our previous experiences working with the CO2-switchable solvent system for various cellulose valorization, we investigated the potential of this solvent system in the direct electrospinning of cellulose. The challenge was the difficulty to keep the cellulose solution stable over electrospinning process. Two different cellulose were investigated, i.e. microcrystalline cellulose (MCC) and cellulose pulp (CP). Parameters investigated include the cellulose concentration, electrospinning conditions as well as use of various additives to improve the electrospinning process.
Method and materials
Materials
Microcrystalline cellulose (MCC) was bought from Sigma-Aldrich. Cellulose pulp was provided from Rayonier Advanced Materials Company (Tartas Biorefinery, France) and was produced by ammonium sulphite cooking and bleached with an elementary chlorine free (ECF) process (purity in alpha-cellulose is 94 %). All cellulose samples were dried at 100 °C for 24 h under vacuum to remove free water before use. Dimethyl sulfoxide (DMSO) 99 % was purchased from VWR. Diazabicyclo [5.4.0] undec-7-ene (DBU, > 98 %) was bought from TCI and used without further purification. PVA 98–99 % hydrolyzed (molecular weight: 31,000–50,000 g/mol) was obtained from Sigma-Aldrich, while Polyethyleneoxide, PEO (MW 900,000 g/mol) was bought from Alfa Aesar.
Methods
Solubilization of MCC and CP
The solubilization of MCC and CP was carried out according to our previous report (Onwukamike et al. 2017). Briefly described, cellulose was stirred in DMSO, followed by addition of DBU (3 Eq. per anhydroglucose unit). The cloudy suspension was transferred to a steel pressure reactor, where 5 bar of CO2 was applied at 30 °C for 15 min. The solubilized and clear cellulose solution was carefully transferred to a syringe, ensuring the trapped CO2 does not escape, and ready for the electrospinning process. Equally, PVA and PEO were separately dissolved in DMSO and was added to cellulose solution in different ratios depending on the target wt%.
Electrospinning of cellulose solutions
The prepared solutions were electrospun under different electrospinning conditions. The parameters namely (cellulose concentration, applied voltage, feed rate and distance) were optimized in order to obtain bead-free smooth fibers. Different concentrations of PVA in DMSO were prepared and subsequently added to cellulose solutions.
Measurement of fiber diameter
The average diameter of particles and fibers was measured by means of 100 random measurements using the software ImageJ on the basis of SEM images.
Optical microscopy
Optical microscope images were taken with a Smartzoom5 (Zeiss).
Scanning electron microscope (SEM)
The morphology of micro and nanoparticles was examined by Scanning electron microscope (SEM) using Zeiss electron microscope model LEO 1530. The average nanofiber diameter was determined by means of at least 100 random measurements using ImageJ software based on SEM images.
Raman spectroscopy
A confocal WITec alpha 300 RA + imaging system equipped with a UHTS 300 spectrometer and a back-illuminated Andor Newton 970 EMCCD camera was employed for Raman imaging of MCC/PVA nanofibers. Raman spectra was obtained using an excitation wavelength of λ = 532 nm, a step size of 10 pixels/µm and integration times of 1 s/pixel (100× objective, NA = 0.9, software WITec Control FOUR 4.1). All spectra were exposed to a cosmic ray removal routine and baseline correction.
Results and discussions
Among the various factors playing a key role in the electrospinning process, the polymer molecular weight and the respective viscosity of the electrospinning solution are considered as the most critical ones. These factors, among others, usually determine whether fibers (electrospinning) or particles (electro spraying) are produced. In this aspect, we have employed two cellulose types with obvious differences in molecular weight. Crystallinity of the cellulose type in this case is less critical, since this is mostly lost in a solubilized state is as shown from previous reports (Xie et al. 2014; Onwukamike et al. 2018c). The difference in their molecular weight is expected to play an important role in the outcome of the electrospinning/electro spraying process.
Investigation using microcrystalline cellulose (MCC)
Optical microscopy was used for the preliminary experiments, which is brought in supporting information part (S1 and S2). SEM analysis was done to further characterize the morphology of the particles. Preliminary investigations have been done using MCC. In the first set of experiments, the cellulose concentration was varied between 1 and 10 wt%. For all these concentrations, only particles with sizes ranging between 600 nm and 1.30 μm were obtained. The variation of the various electrospinning parameters (voltage, feed rate, electrospinning distance) did not make much difference. However, as expected, larger particle sizes were obtained at higher cellulose concentrations. It is important to point out that at 5 wt%, the electrospraying process was more stable, resulting in homogenous round-shaped particles with mean diameter about 1.2 μm (see Fig. 1). The obtained particles are smaller when compared to the report from Kyung et al. (2013) where slightly larger particles with mean diameter between 5 and 10 μm were obtained from electrospraying using ionic liquids. Whereas the initial objective of this work was to prepare cellulose fibers, such homogenous and well defined cellulose microparticles could also find applications in food industry, electronic and pharmaceuticals as reported by Chin et al. (2018).

SEM image showing particles (1.3 ± 0.5 μm) produced from electrospraying of cellulose at 5wt% in DBU-CO2 switchable solvent system (E-spraying conditions: 22Kv-15 cm-0.12ml/hr)
Considering the previous reports on electrospinning that have shown increasing the viscosity of a solution is one way to transition from a particle to a fiber, (Agarwal 2016) we investigated higher concentrations of MCC. However, above 10 wt% MCC, the solution became much more unstable after solubilization, thus making it impossible to be used for electrospinning. As reported by Greiner et al. (2010) the use of additives such as PVA or PEO have been shown to improve the spinnability of a solution as well as to remove particles during an electrospinning process. These polymers additives can actually be removed after the fibers have been formed as seen from the works of Frenot and co-workers (Frenot et al. 2007). Considering the stability of the process at 5 wt% MCC, this concentration was employed for the trials with the both PVA and PEO as additive polymers.
Use of additives for electrospinning of MCC
For the investigation using PVA as an additive, the required PVA concentration was prepared in DMSO, to allow easier miscibility when added to the solubilized cellulose in the DBU/CO2/DMSO system. Figure 2 shows the SEM image of the obtained beaded nanofibers. In these experiments, 5 wt% MCC solution was prepared as described previously (Onwukamike et al. 2017). Next, the PVA solution was added and allowed to become homogenous under mild stirring. Extra care was required at this stage to avoid the escape of CO2 which will otherwise led to precipitation. Various ratios of MCC and PVA were investigated as shown in Table 1 and the corresponding optical images are shown in the Supporting Information (S1). Observations in supporting information are based on the results from optical microscopy. In the first sets of experiments, 5 wt% PVA was used, as a reference, electrospraying of neat 5 wt% PVA resulted only to formation of participles. When this concentration of PVA was mixed with 5 wt% MCC at 50/50 ratio, only particles were obtained. In like manner, only particles were obtained when the ratio was changed to 45:55 (MCC:PVA). In order to increase the chance of obtaining fibers, the next sets of experiments (1f and 1 g) were carried out using 10 wt% PVA. The ratio between 5 wt% MCC and 10 wt% PVA was kept at 50/50, resulting in a combination of particles and fibers. To our delight, when this ratio was slightly modified to 45 % MCC and 55 % PVA, a very stable electrospinning process was observed resulting to beaded fibers (See Fig. 2). The morphology of the obtained fibers was studied using SEM and showed well distributed and homogenous beaded fibers with mean diameter below 100 nm. Unlike what is commonly seen in the literature,(Jacobs et al. 2010; Liu et al. 2008) the beaded fibers obtained in this case appear to be continuous and evenly distributed along the fibers as shown in Fig. 2. It is noteworthy to mention that changing the electrospinning conditions did not affect the formation of this specific and uncommon structure.

SEM image showing beaded fibers (< 100 nm) produced from electrospinning of 5 wt% MCC and 10 wt% PVA in a ratio 45/55 respectively in DBU-CO2 switchable solvent system (E-spinning conditions: 7Kv-20 cm-0.12ml/hr)
Raman spectroscopy was used in order to further investigate, if the beads are comprised of MCC, PVA or both of them. A first hypothesis to explain this phenomenon was related to a potential phase separation between the MCC and PVA leading to the formation of such beads. If this was true, we would expect to observe either MCC or PVA enriched in these beads. Further investigations using Raman spectroscopy showed that in the mixture, the peak at 1440 cm -1 is attributed to symmetric bending mode of the CH2 group of PVA and the one at 1380 cm-1 is ascribed to O–H bending for MCC, which ascertains the presence of both MCC and PVA within the beads as seen in Fig. 3. Also, worthy to consider at this stage is the potential influence of CO2, which is trapped within the solvent system. Zuo and colleagues have investigated on the origin of beads during electrospinning of poly(hydroxybutyrate-co-valerate) (Zuo et al. 2005). The outcome of their research showed that beads formation resulted from the instability of the electrospinning solution (axisymmetric instability) and was influenced by the viscosity, feed rate, applied voltage and surface tension. While their work explained the general mechanism of bead-in-fiber formation during electrospinning, it doesn´t explain the observed consistent and unique beads obtained in this study. So far, no previous report in the literature reported on a similar phenomenon.

Raman spectroscopy of (a) blue (PVA), red (MCC), (b) combined spectra in MCC/PVA nanofibers
Building on our observations using 10 wt% PVA, we decided to investigate higher PVA concentration (15 and 20 %). The motive here was to leverage on their higher viscosity at lower addition ratio in order to achieve fibers at higher MCC ratio. Upon using 15 wt% PVA, only particles were obtained when the ratio with MCC was kept at 90:10. Increasing the PVA ratio to 23 % (the highest we could achieve to reach a homogenous solution), a mixture of fibers with particles was obtained. However, the electrospinning process was very unstable leading to the formation of large droplets during process. When 20 wt% PVA was employed, it was possible to achieve a somewhat stable electrospinning process at the higher MCC ratio of 60 %. Notwithstanding, the most optimized electrospinning process was rather achieved when using 10 wt% PVA at 45:55 ratio between MCC and PVA (See supporting information S1 for optical microscopy images).
In addition to the use of PVA as an additive to improve the electrospinning process, we have equally employed the use of high molecular weight polyethyleneoxide (PEO). The various conditions investigated are summarized in Table 2. In order to have a reference, an electrospinning of neat 2 wt% PEO was carried out and resulted in a mixture of fibers and beads (See supporting information S2). In the subsequent experiments, the ratio of 5 wt% MCC was increased from 45 to 90 %. It was interesting to note that, irrespective of the incorporated MCC ratio, beaded fibers were obtained similar to those obtained when 10 wt% PVA was used as an additive at 45 % MCC incorporation (See supporting information S2 for optical microscopy images). These results are interesting in that we could achieve a high MCC loading ratio, while still maintaining a stable electrospinning process. One possible reason for still achieving such beaded fibers at relatively low PEO ratio could be attributed to the very high molecular weight of this polymer employed (9.105 g/mol). In an attempt to further increase the viscosity of these systems in order to eliminate these beads, a higher weight concentration solution of PEO was prepared (4.6 wt%). With this much higher viscous solution, we could only achieve a stable electrospinning dope at a maximum MCC loading ratio of 45 % which still resulted to beaded-fibers (See Supporting information S2, 2e).
Investigation using cellulose pulp (CP)
Considering that the molecular weight of a polymer is a key factor in the viscosity of the electrospinning dope and following the promising results obtained using MCC, we decided to employ a higher molecular weight cellulose type, i.e. CP. The assumption here was that by using CP, we could perhaps completely eliminate the beads in the beaded fibers obtained in the previous experiments with MCC, and that could not be eliminated by use of additives. Cellulose pulp (CP) was solubilized in the DBU-CO2 solvent system in the presence of DMSO as previously described (Onwukamike et al. 2017). In the first sets of experiments, the concentration of CP was varied between 1 and 5 wt%. These experiments and resulting observations are summarized in Table 3.
From the performed experiments, mostly particles were obtained with few fibers when 1 wt% CP was used (See Support Information S3, 3a). When the CP concentration was increased to 2 wt% (3b), a mixture of particles and standing fibers were obtained (Fig. 4). These observations of standing fibers have been previously reported by Frenot et al. from a direct electrospinning of cellulose from a DMAc-LiCl solution (Frenot et al. 2007). The authors attributed this observation to the high conductivity (high charges present) of this electrospinning solution, resulting to a stronger electrostatic attraction towards the opposite charged collector plate. Therefore, it was not surprising for us considering that we are employing an equally ionically charged solvent system [Cellulose-OCO2]-[HDBU]+ (Onwukamike et al. 2017). Similar standing fibers, but with fewer beads, were observed when the CP concentration was increased from 2 to 3 wt%. As the cellulose concentration was increased to 4 %, only standing fibers were obtained as shown in Table 3.

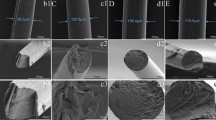
Image showing standing fibers on the collector from electrospinning of 4 % CP in DBU-CO2 switchable solvent system (E-spinning conditions: 29Kv-20 cm-0.12ml/hr)
The morphology of the obtained fibers was studied using SEM and the result is shown in Fig. 5. Increasing the CP concentration to 5 wt% still resulted in standing fibers with a mean diameter of 560 ± 30 nm.

SEM image showing electrospun fibers (< 1 μm) produced from electrospinning of 4 wt% CP in DBU-CO2 switchable solvent system (E-spinning conditions: 29Kv-20 cm)
Use of additives for electrospinning of CP
As described above, the electrospinning of neat CP from the DBU-CO2 solvent system resulted to standing fibers. The challenge this poses is that fibers easily collapse into much larger fibers. In addition, the non-uniform fibers resulting from this process are not interesting from an application point of view. As shown in the work on Frenot et al. (Frenot et al. 2007), where they obtained similar standing fibers, the phenomenon was attributed to the highly ionic solvent employed. Therefore, hypothesized that addition of a polymer additive might improve the process. This hypothesis was confirmed to be true when we obtained only beaded fibers when PVA as an additive was included (3 wt% CP and 5 wt% PVA at ratio of 56:44, see Expt. 3 g, optical image included in Supporting Information S3). The addition of PVA led to the disappearance of standing fibers and a very stable electrospinning process was obtained. Increasing the CP ratio to 67 % (experiment 3 h) still resulted to beaded fibers. SEM showed that the morphology of the obtained beaded fibers was very similar to those obtained when PVA was also used as an additive in MCC electrospinning (see Fig. 2). Similar beaded fibers were equally obtained when a higher weight concentration of CP (5 wt%) was employed. The SEM of beaded fibers obtained at 5 wt% CP at 67:33 ratio with 5 wt% PVA is shown in Fig. 6. This result further strengthens our earlier hypothesis that the observed unique beaded morphology might be strongly related to the interaction between the cellulose and polymer additive.

SEM image showing electrospun fibers (< 2 μm) produced from electrospinning of 5 % CP and 5wt% PVA in a ratio 67/33 respectively in DBU-CO2 switchable solvent system (E-spinning conditions: 8.5Kv-20 cm-1)
Conclusions
In this work, we prepared electrospun cellulose nanofibers of two types of cellulose, namely microcrystalline cellulose (MCC) and cellulose pulp (CP), using the DBU-CO2 switchable solvent system. The obtained morphology of the fibers was studied using optical microscopy and scanning electron microscopy (SEM). Using MCC up to 10 wt% resulted in getting particles with mean diameter about 1.2 μm. When 4 wt% CP was employed, standing fibers (without beads) were obtained with a mean fiber diameter of about 500 nm. In addition, and to improve the spinnability of MCC and CP, PVA and PEO were employed as additives. When PVA was used as an additive for both CP and MCC, an interesting homogenously distributed beaded fiber was obtained. An investigation by Raman spectroscopy showed that both PVA and Cellulose were present in these beads. It is important to note that without a calibration of the technique is difficult to tell if there is an enrichment of either PVA or cellulose in these beads. In conclusion, the obtained electrospun cellulose fibers from this study could open up application in filtration technology.
Availability of data and material
The data will not be deposited.
References
Agarwal S (2016) Electrospinning. A practical guide to nanofibers. De Gruyter, Berlin
Carroll CP, Zhmayev E, Kalra V, Joo YL (2008) Nanofibers from electrically driven viscoelastic jets: modeling and experiments. Korea Aust Rheol J 20(3):153–164
Chin SF, Jimmy FB, Pang SO (2018) Size controlled fabrication of cellulose nanoparticles for drug delivery applications. J Drug Deliv Sci Technol (43):262–266
Clough MT, Geyer K, Hunt PA, Son S, Vagt U, Welton T (2015) Ionic liquids: not always innocent solvents for cellulose. Green Chem, 17(1), 231–243
Delidovich I, Hausoul PJC, Deng L, Pfützenreuter R, Rose M, Palkovits R (2016) Alternative monomers based on lignocellulose and their use for polymer production. Chem Rev 116(3):1540–1599
Doshi J, Reneker DH (1995) Electrospinning process and applications of electrospun fibers. J Electrostat 35(2–3):151–160
Dwyer RW, Abel SG (1986) The efficiencies of cellulose acetate filters. Beiträge zur Tabakforschung Int Contrib Tob Res 13:243–253
Ebner G, Schiehser S, Potthast A, Rosenau T (2008) Side reaction of cellulose with common 1-alkyl-3-methylimidazolium-based ionic liquids. Tetrahedron Lett 49(51):7322–7324
Edgar KJ, Buchanan CM, Debenham JS, Rundquist PA, Seiler BD, Shelton MC, Tindall D (2001) Advances in cellulose ester performance and application. Prog Polym Sci 26(9):1605–1688
El Seoud OA, Koschella A, Fidale LC, Dorn S, Heinze T (2007) Applications of ionic liquids in carbohydrate chemistry: a window of opportunities. Biomacromol 8(9):2629–2647
Elschner T, Heinze T (2015) Cellulose carbonates: a platform for promising biopolymer derivatives with multifunctional capabilities. Macromol Biosci 15(6):735–746
Fink H-P, Weigel P, Purz HJ, Ganster J (2001) Structure formation of regenerated cellulose materials from NMMO-solutions. Prog Polym Sci 26(9):1473–1524
Fong H, Reneker DH (2018) Electrospinning and the formation of nanofibers. In: Salem DR (ed) Structure formation in polymeric fibers. Carl Hanser Verlag GmbH and Co. KG, München, pp 225–246
Formhals A (1938a) Electrical spinning of fibers from solutions (U.S. Patent 2123992)
Formhals A (1938b) Electrical spinning of fibers such as those produced from cellulose acetate (US Patent, 2116942)
Freire MG, Teles ARR, Ferreira RAS, Carlos LD, Lopes-da-Silva JA, Coutinho JAP (2011) Electrospun nanosized cellulose fibers using ionic liquids at room temperature. Green Chem 13(11):3173
Frenot A, Henriksson MW, Walkenström P (2007) Electrospinning of cellulose-based nanofibers. J Appl Polym Sci 103(3):1473–1482
Gericke M, Fardim P, Heinze T (2012) Ionic liquids–promising but challenging solvents for homogeneous derivatization of cellulose. Molecules 17(6):7458–7502
Hallett JP, Welton T (2011) Room-temperature ionic liquids: solvents for synthesis and catalysis. 2. Chem Rev 111:3508–3576
Heidari M, Bahrami H, Ranjbar-Mohammadi M (2017) Fabrication, optimization and characterization of electrospun poly(caprolactone)/gelatin/graphene nanofibrous mats. Mater Sci Eng C 78:218–229
Heinze T, Dicke R, Koschella A, Kull AH, Klohr E-A, Koch W (2000) Effective preparation of cellulose derivatives in a new simple cellulose solvent. Macromol Chem Phys 201:627–631
Heinze T, Koschella A (2005) Solvents applied in the field of cellulose chemistry: a mini review. Polímeros 15(2):84–90
Huang Z-M, Zhang Y-Z, Kotaki M, Ramakrishna S (2003) A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos Sci Technol 63(15):2223–2253
Jacobs V, Anandjiwala RD, Maaza M (2010) The influence of electrospinning parameters on the structural morphology and diameter of electrospun nanofibers. J Appl Polym Sci 115(5):3130–3136
Jessop PG, Heldebrant DJ, Li X, Eckert CA, Liotta CL (2005) Green chemistry: reversible nonpolar-to-polar solvent. Nature 436(7054):1102
Kim C-W, Frey MW, Marquez M, Joo YL (2005) Preparation of submicron-scale, electrospun cellulose fibers via direct dissolution. J Polym Sci Part B Polym Phys 43(13):1673–1683
Kim C-W, Kim D-S, Kang S-Y, Marquez M, Joo YL (2006) Structural studies of electrospun cellulose nanofibers. Polymer 47(14):5097–5107
Klemm D, Heublein B, Fink H-P, Bohn A (2005) Cellulose: fascinating biopolymer and sustainable raw material. Angewandte Chemie (International ed. in English) 44(22):3358–3393
Kyung KM, Hyunkyu P, Hyungsup K (2013) Preparation of cellulose microparticles by electrospraying. J Text Eng 50(3):187–192
Law RC (2004) Applications of cellulose acetate—cellulose acetate in textile application. Macromol Symp 208:255–266.
Liu Y, He J-H, Yu J-Y, Zeng H-M (2008) Controlling numbers and sizes of beads in electrospun nanofibers. Polym Int 57(4):632–636
Llevot A, Dannecker P-K, von Czapiewski M, Over LC, Söyler Z, Meier MAR (2016) Renewability is not enough: recent advances in the sustainable synthesis of biomass-derived monomers and polymers. Chemistry 22(33):11510–11521 (Weinheim an der Bergstrasse Germany)
Hasegawa M, Isogai A, Onabe F, Usuda M (1992) Dissolving states of cellulose and chitosan in trifluoroacetic acid. J Appl Polym Sci 45(10):1857–1863
McCormick CL, Dawsey TR (1990) Preparation of cellulose derivatives via ring-opening reactions with cyclic reagents in lithium chloride/N,N-dimethylacetamide. Macromolecules 23(15):3606–3610
Mormann W, Wezstein M (2009) Trimethylsilylation of cellulose in ionic liquids. Macromol Biosci 9(4):369–375
Ohkawa K, Hayashi S, Nishida A, Yamamoto H, Ducreux J (2009) Preparation of pure cellulose nanofiber via electrospinning. Text Res J 79(15):1396–1401
Onwukamike KN, Grelier S, Grau E, Cramail H, Meier MAR (2018a) Critical review on sustainable homogeneous cellulose modification: why renewability Is not enough. ACS Sustain Chem Eng 7(2):1826–1840
Onwukamike KN, Grelier S, Grau E, Cramail H, Meier MAR (2018b) On the direct use of CO2 in multicomponent reactions: introducing the Passerini four component reaction. RSC Adv 8(55):31490–31495
Onwukamike KN, Grelier S, Grau E, Cramail H, Meier MAR (2018c) Sustainable transesterification of cellulose with high oleic sunflower oil in a DBU-CO2 switchable solvent. ACS Sustain Chem Eng 6(7):8826–8835
Onwukamike KN, Lapuyade L, Maillé L, Grelier S, Grau E, Cramail H, Meier MAR (2019) Sustainable approach for cellulose aerogel preparation from the DBU-CO2 switchable solvent. ACS Sustain Chem Eng 7(3):3329–3338
Onwukamike KN, Tassaing T, Grelier S, Grau E, Cramail H, Meier MAR (2017) Detailed understanding of the DBU/CO2 switchable solvent system for cellulose solubilization and derivatization. ACS Sustain Chem Eng 6:1496–1503
Putro JN, Soetaredjo FE, Lin S-Y, Ju Y-H, Ismadji S (2016) Pretreatment and conversion of lignocellulose biomass into valuable chemicals. RSC Adv 6(52):46834–46852
Rose M, Palkovits R (2011) Cellulose-based sustainable polymers: state of the art and future trends. Macromol Rapid Commun 32(17):1299-1311
Son WK, Youk JH, Lee TS, Park WH (2004) Electrospinning of ultrafine cellulose acetate fibers: studies of a new solvent system and deacetylation of ultrafine cellulose acetate fibers. J Polym Sci Part B Polym Phys 42(1):5–11
Söyler Z, Onwukamike KN, Grelier S, Grau E, Cramail H, Meier MAR (2018) Sustainable succinylation of cellulose in a CO2 -based switchable solvent and subsequent Passerini 3-CR and Ugi 4-CR modification. Green Chem 20:214–224
Sun J, Bubel K, Chen F, Kissel T, Agarwal S, Greiner A (2010) Nanofibers by green electrospinning of aqueous suspensions of biodegradable block copolyesters for applications in medicine, pharmacy and agriculture. Macromol Rapid Commun 31(23):2077–2083
Swatloski RP, Spear SK, Holbrey JD, Rogers RD (2002) Dissolution of cellose with Ionic liquids. J Am Chem Soc 124(18):4974–4975
Viswanathan G, Murugesan S, Pushparaj V, Nalamasu O, Ajayan PM, Linhardt RJ (2006) Preparation of biopolymer fibers by electrospinning from room temperature ionic liquids. Biomacromol 7(2):415–418
Welton T (1999) Room-temperature Ionic liquids. Solvents for synthesis and catalysis. Chem Rev 99:2071–2084
Wu J, Zhang J, Zhang H, He J, Ren Q, Guo M (2004) Homogeneous acetylation of cellulose in a new ionic liquid. Biomacromol 5(2):266–268
Xie H, Yu X, Yang Y, Zhao ZK (2014) Capturing CO2 for cellulose dissolution. Green Chem 16:2422–2427
Xu S, Zhang J, He A, Li J, Zhang H, Han CC (2008) Electrospinning of native cellulose from nonvolatile solvent system. Polymer 49(12):2911–2917
Zhang Q, Oztekin NS, Barrault J, de Oliveira Vigier K, Jérôme F (2013) Activation of microcrystalline cellulose in a CO(2)-based switchable system. ChemSusChem 6(4):593–596
Zuo W, Zhu M, Yang W, Yu H, Chen Y, Zhang Y (2005) Experimental study on relationship between jet instability and formation of beaded fibers during electrospinning. Polym Eng Sci 45(5):704–709
Acknowledgments
Mina Heidari would like to thank SFB 840 and Project B8 for supporting this project. Kelechukwu N. Onwukamike would like to thank the EU for Ph.D. funding under the horizon 2020 Marie Sklodowska Curie ITN Project EJDFunMat (Project 641640). Henri Cramail and Michael A.R. Meier are also thankful for this funding. We are grateful to Lothar Benker for conducting Raman measurement.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
MH and KNO worked equally on the project, analyzed the data and wrote the manuscript. MARM, HC, SG, EG and AG supervised the project and reviewed the manuscript.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Heidari, M., Onwukamike, K.N., Grau, E. et al. Direct electrospinning of cellulose in the DBU-CO2 switchable solvent system. Cellulose 28, 6869–6880 (2021). https://doi.org/10.1007/s10570-021-03967-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-021-03967-8