
Abstract
In this study, sound absorbing materials were produced through foam forming technique using hardwood and softwood pulps with varying chemical composition, ultrastructural, and morphological properties as raw materials. The sound absorption properties of the produced foams were measured and related to the ultrastructure and the morphology of the pulp fibres. All the fibre foams provided sound absorption properties comparable to those of conventional porous materials used for acoustic purposes. In general, further processing, as well as smaller fibre dimensions contribute to improve the sound absorption properties of the pulp fibre foams. The results provide valuable insight on the optimization of wood-based sound absorbing materials.
Graphic abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
It has been estimated that the building sector accounts for about one-third of the global greenhouse gas emissions resulting from operational and embodied energy of buildings (Levermore 2008; Häkkinen et al. 2020). Efforts to reduce emissions have been traditionally put into improving energy efficiency of buildings and energy production (Häkkinen et al. 2020; Kuittinen and le Roux 2018). As operational emissions are reduced, emissions from the manufacture of building materials become more important. It is then evident, that development of sustainable and easily recyclable building materials with lower embodied energies are needed to minimise emissions. In this context, wood-based materials have enormous potential to substitute many building materials with high environmental impact (Leskinen et al. 2018). Wood is biodegradable, renewable, recyclable, and most importantly, it acts as a carbon sink, storing the carbon extracted from the atmosphere during its operating life (Chambers et al. 2001). Indeed, many wood based building materials store more \(\hbox {CO}_{{2}}\) than they release to the atmosphere during their manufacture. The increase use of such carbon-negative building materials is indispensable towards an economy with net-zero greenhouse gas emissions, where buildings will reverse their role in the fight against climate change and contribute to reduce \(\hbox {CO}_{{2}}\) from the atmosphere.
A potential application of wood is the production of sound absorbing panels using wood-based pulp fibres as raw material. The properties of pulp fibres strongly depend on their origin and their chemical/mechanical treatments, and thus, it is essential to investigate the ultrastructure of different types of pulp fibres to understand their properties for the optimization of sound absorbers. Based on their mechanisms of sound energy dissipation, sound absorbing materials are classified as porous absorbers, membranes, and resonators. Membranes and resonators are narrow frequency band absorbers that are generally tuned to attenuate low frequency sound. Porous materials, on the contrary, are broad-band sound absorbers (Vér and Beranek 2005). In the latter, sound energy is dissipated and converted into heat due to interactions between the solid structure of the porous medium and the molecules of air disturbed by sound waves. The main mechanisms of dissipation are viscous effects associated with the relative motion between air molecules and the solid walls of the porous medium, thermal effects related to heat conduction between air molecules and the solid walls, and inertial effects associated with changes in the motion of air particles and thus causing loss of momentum in the direction of wave propagation (Attenborough 1971; Rossing 2007; Vér and Beranek 2005).
Over the past years, much research has been devoted to the study and development of acoustic eco-materials, i.e. recycled and bio-based materials. In (Oldham et al. 2011), the authors studied the sound absorption coefficients of a variety of fibrous and non-fibrous bio-materials. They concluded that natural fibres are effective sound absorbers and that fibres of smaller average diameter provide greater sound absorption. Similar findings were reported by (Koizumi et al. 2003) where the authors studied bamboo fibres. In (Arenas et al. 2014), the authors reported that materials produced from loose clumps of unbleached softwood cellulose fibres exhibit comparable sound absorption properties to mineral wool. Other researchers have reported efficient sound absorption properties of several other natural fibres, including jute (Oldham et al. 2011), cotton (Oldham et al. 2011), hemp (Berardi and Iannace 2015; Oldham et al. 2011), kenaf (Lim et al. 2018), coir (Fouladi et al. 2010), fique (Navacerrada et al. 2014), (Berardi and Iannace 2015), ramie (Yang and Li 2012), etc. An extensive review on the acoustical properties of eco-materials can be found in (Arenas and Asdrubali 2018).
Differences in chemical composition, structural and morphological properties of wood-based pulp fibres may have an influence on the acoustical properties of materials. Width and length of fibres are known to affect the sound absorption properties of fibrous porous absorbers (Bies and Hansen 1980; Voronina 1994; Koizumi et al. 2003; Garai and Pompoli 2005). In wood fibres, length and width vary considerably with the species and with the part of the individual tree from where fibres are extracted (Gullichsen et al. 2000). The average length and the width of softwood fibres range between 2–6 mm and 20–50 \(\upmu\)m, respectively. Differently, those of hardwoods range between 0.4–1.4 mm and 10–40 \(\upmu\)m (10–300 \(\upmu\)m for vessel elements) (Gullichsen et al. 2000).
The hierarchical porous structure of wood fibres is formed by the lumen of tracheids (softwood) and vessels and fibres (hardwood) with pore diameters varying between a few micrometres to half millimetre, together with the micrometre-sized natural pits found in the cell walls, and the nano-sized pores formed between cellulose fibrils in the cell wall (Chen et al. 2020). After pulping, the hierarchical pore structure of wood fibres remains. However, the pore size distribution changes with the removal of lignin and hemicellulose from the cell wall (Stone and Scallan 1965; Maloney and Paulapuro 1999; Fahlén and Salmén 2005; Liang et al. 2020). Furthermore, kinks and microcompressions in pulp fibres induce the creation of pores in the cell wall (Grönqvist et al. 2014). This multi-scale pore structure increases the number of air cavities connected inside fibrous porous materials, thus introducing additional mechanisms for sound absorption that are not found in the traditional synthetic fibre-based sound absorbers.
Another parameter for the optimization of porous absorbers is fibre flexibility. At low frequencies, the ability to dissipate sound energy of fibrous materials is quite sensitive to fibre flexibility (Attenborough 1971). In contrast, at high frequencies, the movement of fibres is null, and therefore sound absorption due to fibre flexibility can be neglected. The flexibility of pulp fibres depends on their morphological and chemical features and consequently on the mechanical and chemical processes to which they are exposed (Neagu et al. 2006). Dislocations, microcompressions, curling, crimps, and kinks tend to increase the flexibility of pulp fibres (Page et al. 1980). On the contrary, previous prehydrolysis to the Kraft process, and hornification have been shown to decrease fibre flexibility (Neagu et al. 2006; Kato and Cameron 1999). It should also be considered that in fibrous porous materials, fibre contact and bonding influences the flexibility of fibres and freedom of movement, and thus, they also influence the ability of the material to dissipate sound energy.
In this study, foam forming technique (Pöhler et al. 2016; Jahangiri et al. 2016; Härkäsalmi et al. 2017) was used to produce porous sound absorbers from softwood and hardwood pulp fibres with varying chemical composition and ultrastructural properties. The sound absorption coefficients of the produced materials were measured using an impedance tube. We studied the influence of chemical composition, ultrastructural and morphological properties of pulp fibres on the acoustic behaviour of the produced foams. The results provide valuable insight for the optimization of bio-based sound absorbing materials.
Materials and methods
Materials
Industrial hardwood (HW) and softwood (SW) Kraft and dissolving pulps were provided by Stora Enso Oyj. Kraft pulp samples were obtained from three different stages of the pulping process: before and after oxygen delignification, and after bleaching (ECF bleaching sequence, \(\hbox {D}_{{0}}\)-\(\hbox {E}_{{op}}\)-\(\hbox {D}_{{1}}\)-P). Dissolving pulps were produced by prehydrolysis Kraft (PHK) process. The pulps were either used as never-dried or as machine-dried as described in Table 1.
Preparation of pulp foam samples
The materials investigated were prepared using a foam-forming technique following the method described by (Pöhler et al. 2016). Pulp, water and sodium dodecyl sulphate (SDS) were axially agitated at a rotational speed ca. 3000 rpm in a cylindrical container of dimensions 67 cm length and 27 cm diameter. The mixer was built according to (Lappalainen and Lehmonen 2012). Fibre consistency was 2.5 % (250 g of dry pulp in 10 L of tap water) and the dosage of SDS was 0.5 g/L. The dry pulps were soaked in 10 L of water for 1 day at room temperature. Before the addition of SDS, the suspension of pulp in water was mixed for 5 minutes to disperse fibres. Then SDS was added and the foaming continued until the initial volume of the mixture doubled. The fibre foam was poured in a square mould of dimensions 40 cm × 40 cm × 50 cm with two stainless steel nets located at the bottom, and then left to gravity drain for over 15 minutes. The top net had an opening mesh of 0.16 mm, while the net below had a mesh opening of 5 mm. The latter served as a support for the top net to avoid curvature of the bottom surface of the samples being produced. The fibre foam was dried with heated air flow at 40–50 \(\hbox {C}^{\circ }\) for three days. Circular samples of 50 mm thickness and 29 mm diameter were cut from the produced foamed materials with the help of a bench drill, using a 32 mm circular cutter/drill. The produced samples had variable inner density, with a higher density at the bottom. The samples were stored in ambient conditions before measurements.
In order to attain more homogeneous samples in terms of density, a second and a third set of samples were produced by removing layers of fibres from both sides of the samples with the help of a sharp blade. The thicknesses of the samples of the second and third sets were 38 mm and 28 mm, respectively. The densities of the three set of samples are presented in Table 2. It is noted that two specimens were produced from each of the studied pulps. The densities reported in Table 2 are the average of the two specimens.
Determination of carbohydrates and lignin
Pulp carbohydrates and lignin were determined according to standard NREL/TP-510-42618 (Sluiter et al. 2012). The monosaccharides were analyzed by high performance anion exchange chromatography with pulsed amperometric detection (HPAEC-PAD) in a Dionex ICS-3000 system, equipped with a CarboPac PA20 column. The content of cellulose and hemicelluloses were determined applying the Janson formula (Janson 1970). Soluble lignin was measured in a UV-Visible spectrophotometer (UV-2550, Shimadzu).
Fibre morphological properties
Fibre length, width, kink, curl, fines, fibres per unit weight, and cell wall thickness (CWT) were characterised using Kajaani FiberLab optical fibre analyser (Metso automation, Finland).
Measurement of specific surface area (SSA) and pore size distribution (PSD)
Specific surface area was estimated by \(\hbox {N}_{{2}}\) sorption technique for pulp fibres before and after the foaming process. Prior the measurement, the wood pulp fibers were dried by critical point drying (CPD) to minimize hornification and consequently to reduce the collapse of the pores (Lovikka et al. 2016). The drying was performed as in (Ceccherini and Maloney 2019). The foamed fibres were not critical point dried but degasified under \(\hbox {N}_{{2}}\) flow to avoid hornification. The specific surface area was calculated using the Brunauer–Emmett–Teller (BET) equation (Brunauer et al. 1938), while the pore size using the Barrett–Joyner–Halenda (BJH) equation (Barrett et al. 1951). The adsorption branch of the isotherms was used for the determination of pore size, and pores were assumed to be cylindrical.
Measurements of sound absorption coefficients
The normal incidence sound absorption coefficients of the samples were determined using the impedance tube transfer-function method defined in the standard (ISO 10534-2 1998). The impedance tube used was a Brüel & Kjaer type 4206. All the samples were measured in the small impedance tube (diameter of 29 mm) providing results in the frequency range of 500–6000 Hz. The excitation signal used in the measurements was a logarithmic sweep covering the frequency range 20 Hz–20 kHz. Impulse responses were computed as explained in (Farina 2000). The sound absorption coefficients were computed from the impulse responses following the standard (ISO 10534-2 1998). The excitation signal was amplified using a power amplifier of the type Yamaha MX70. Two 1/4”-pressure microphones of the type Brüel & Kjaer 2670 were used to measure pressures at each microphone location. The measured signals were amplified using a pre-amplifier of the type Brüel & Kjaer Nexus. The audio interface used was the UltraLite-mk3 Hybrid. All the signal processing was performed in Matlab. Sound absorption coefficients reported here are given by the average of the results obtained for two samples.
Results and discussion
Chemical composition
Table 3 presents the chemical composition of the pulps before going through the foam forming process. The results are in accordance with previous findings reported in the literature (Sixta 2006; Dahlman et al. 2003; Duan et al. 2015). As expected, large amount of xylose is detected for the Kraft HWs, whereas greater proportions of mannose are found in the SWs pulps. Despite the significant difference in xylan content between HW and SW pulps, the remaining xylan in the dissolving pulps is almost equal. Residual hemicelluloses in the bleached and dissolving pulps are suggested to be present as co-aggregates with cellulose fibrils aggregates, which increases the complexity of their removal (Teleman et al. 2001). Residual hemicelluloses may be located in the inner layers of the cell wall structure with lower degree of accessibility (Le Moigne and Navard 2010; Dahlman et al. 2003). Additionally, xylan may be also found on the surface of the fibres due to readsorption ocurring during the last stages of Kraft pulping (Ribe et al. 2010; Pönni et al. 2014).

Nitrogen sorption isotherms and pore size distribution measured for the a, c unfoamed and CPD dried pulps, and b, d foamed and air dried pulps
Morphological properties of fibres and foam
Table 4 presents morphological properties of the pulps before foam forming. It is noted that the process of foam-forming may induce deformations and create kinks and curl to the fibres. Moreover, the content of fines in the pulp after foam forming is reduced as some fibre fraction goes through the mesh after pouring the foam in the mould. The cell wall thickness decreases with the removal of lignin and hemicelluloses, especially for the SW pulp fibres which have a thicker cell wall. The width of HWs slightly differs between bleached and unbleached pulp fibres. More significant differences in width are seen for the SWs. The greatest reduction in average fibre length is seen for the dissolving pulps with approximately 24 % length reduction for the \(\hbox {HW}_\text {diss}\) and 18 % for \(\hbox {SW}_\text {diss}\) fibres with respect to the length of the unbleached pulps. The greatest reduction in fibre length of dissolving pulp fibres is attributed to the weakening experienced by the fibres as larger amount of hemicelluloses is removed from the cell wall (Risén et al. 2004).
As expected, further processing of pulp results in increasing kink index, microcompressions, and curling of fibres. This increase in fibre defects creates pores in the cell wall (Grönqvist et al. 2014) and decreases fibre stiffness (Page et al. 1980). It can also be seen from Table 4 that the number of fibres per unit weight is greater for HW pulps than for SWs. Especially high is the value obtained for \(\hbox {HW}_\text {diss}\) pulp. The number of fibres per unit weight may influence the tortuosity of fibrous materials.

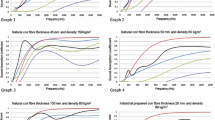
Effect of variable inner density across the thickness of the samples: sound absorption coefficients in third-octave bands measured from a unbleached, b oxygen delignified, c bleached and d dissolving pulp fibre foams. The results are averages of two measurements. Black and blue colors represent HW and SW pulp fibres, respectively. Continuous lines \((-)\) represent results obtained for the bottom side of the samples; the asterisk lines \((-*)\) represent results obtained when the densest side of the sample with the bottom layer removed (B.l.r.) was exposed to the sound source; and dashed lines \((--)\) represent results obtained for the top side of the samples
Porosity
Figure 1a, b show the \(\hbox {N}_2\) sorption isotherms of the unfoamed and foamed air-dried pulps, respectively. Both sets of pulps present isotherms of type II according to the IUPAC classification (Thommes et al. 2015). H3 type-hysteresis is only present in the isotherms of the unfoamed pulps. The drop in the desorption branch occurring at 0.5–0.42 P/\(\hbox {P}_0\) is typical from materials containing mesopores of diameter 3–5 nm (Kimura et al. 2016). Such drops have been attributed to cavitation effects, which emerge during the desorption process due to the material containing mesopores that are connected to the external surface by a neck diameter smaller than 5–6 nm in the case of nitrogen at 77 K (Thommes et al. 2015). The isotherms of the machine dried \(\hbox {SW}_\text {blch}\), \(\hbox {SW}_\text {diss}\) and \(\hbox {HW}_\text {diss}\) pulps, as opposed to the rest of the pulps, did not show any steep increase at higher relative pressure which indicates that the fibres have almost no macro-pores in the range 50–100 nm, which is in agreement with the results reported by (Kimura et al. 2013).
The resulting SSAs and mean pore sizes are reported in Table 4. The SSAs determined for the unfoamed samples were in agreement with the expected results according to the drying history of the pulps. The measured SSAs of the foamed and air dried pulps were remarkably reduced to lower than 2 \(\hbox {m}^2\)/g. The main reason for the collapse of the mesopores can be explained by hornification effects caused by air drying (Lovikka et al. 2016). It is also possible that due to the vigorous agitation of the pulp in water, hemicelluloses may rearrange in the cell wall filling some of the larger mesopores (Liang et al. 2020; Kimura et al. 2013). Further removal of hemicellulose would increase hornification, resulting in further collapse of mesopores as shown in (Oksanen et al. 1997).
The mean pore size measured for the unfoamed pulps was in the range 7.4–9.2 nm. These values were reduced for the foamed and air dried pulps to 6.5–8.2 nm, which indicates the collapse of larger mesopores. It can be observed that the never-dried \(\hbox {HW}_\text {unblch}\) and \(\hbox {HW}_\text {ox}\) pulps show the maximum pore volume at a pore diameter smaller than that of \(\hbox {SW}_\text {unblch}\) and \(\hbox {SW}_\text {ox}\). This difference is attributed to the difference in lignin content which is greater for SW pulp fibres (Kimura et al. 2016).
Normal incidence sound absorption coefficients
The material production process used in this study inherently produces samples that have variable inner density. The densest layer of fibres (1–2 mm thick) is found at the side of the samples that was in contact with the mesh in the draining phase. Figure 2 illustrates the effect of variable inner density on sound absorption. It can be seen that when the densest side of the samples is exposed to the sound source, the first peak of the sound absorption curve is found at lower frequencies. Furthermore, when the densest layer of fibres is removed from the samples (1–2 mm thick layer), the first peak of the sound absorption curves moves towards higher frequencies. The displacement in frequency of the first peak is remarkable for all the samples except for the \(\hbox {HW}_\text {blch}\) pulp. The more efficient sound absorption provided by the denser layer of fibres may be explained by the addition of mass that this layer adds to the system. Similar effects have been reported for the covers used to protect some mineral wool panels from releasing fibres (Cox and d’Antonio 2009). Figure 2 also shows that when the densest side of the sample is exposed to the sound source, the sound absorption coefficients are weakened at the frequency where the first dip occurs. Such dips are typical from impedance tube measurements, and they are caused due the fact that the impedance tube method considers only sound waves arriving at the sample in the perpendicular direction (Cucharero et al. 2020). Those dips tend to vanish in measurements of sound absorption coefficients using the reverberation room method (ISO 354 2003), which assumes sound waves arriving at the specimen from all directions.
As demonstrated in Fig. 3, the difference in sound absorption between the two sides of the samples diminishes as the variable inner density is reduced by removing layers of fibres from both sides of the samples. The effect of variable inner density is also seen at frequencies above 2000 Hz, where higher sound absorption coefficients are obtained for the samples measured from the top side. This is attributed to greater impedance matching between the two mediums of sound propagation, air and the less dense side of the samples, which results in lower rate of reflected sound energy from the sample surface.

Effect of reducing variable inner density across the sample on sound absorption coefficient. The results are averages of the sound absorption coefficients measured for all the pulp fibre foams with equal thickness. Continuous lines (–) represent results obtained for the bottom side of the samples. Dashed lines (–) represent results obtained for the top side of the samples. Black, blue and red lines represent sample thickness of 50, 38, and 28 mm, respectively

Sound absorption coefficients in third-octave bands measured from a unbleached, b oxygen delignified, c bleached and d dissolving pulp fibre foams. The results are averages of the sound absorption coefficients measured for two replicas of the same material and measured from both sides. Continuous and dashed lines represent HW and SW pulp fibre foams, respectively. Black, red and blue colors are used to represents the pulp fibre foams of thickness 50 mm, 38 mm, and 28 mm. In yellow is shown the sound absorption coefficients measured for a 50 mm thick glass-wool acoustic panel
Figure 4 illustrates the influence of the morphological properties of HW and SW fibres on sound absorption. The sound absorption coefficients of a glass-wool acoustic panel used for room acoustic purposes has also been plotted for comparison. The static air flow resistivity of the glass wool material was estimated to be approx. 23000 \(\hbox {Nsm}^{-4}\). This estimation was obtained though an inverse technique using the Delany & Bazley sound absorption prediction model (Delany and Bazley 1970) and the measured sound absorption coefficients as the known parameters. In general, HW fibres provide greater sound absorption than SW. As shown before, the density of the samples is a relevant parameter determining sound absorption, and it is the case here, that the density of \(\hbox {HW}_\text {unblch}\), \(\hbox {HW}_\text {ox}\) and \(\hbox {HW}_\text {blch}\) is in general greater than that of their counterpart SWs. On the contrary, the density of \(\hbox {HW}_\text {diss}\) is smaller than that of \(\hbox {SW}_\text {diss}\), however, the first peak of the sound absorption curves is found at considerably lower frequencies for the \(\hbox {HW}_\text {diss}\) than for \(\hbox {SW}_\text {diss}\).
It is confirmed here that, as a general trend for fibrous sound absorbers, shorter and thinner fibres move the first peak of the sound absorption curves towards lower frequencies, as reported earlier by other authors (Koizumi et al. 2003; Arenas and Asdrubali 2018). This effect has been attributed to the fact that the number of fibres to fill a unit volume increases as the fibre dimensions decreases, which results in more tortuous paths and surfaces for sound energy to dissipate inside the material. The number of fibres in each of the samples has been calculated from FiberLab measurements and it is illustrated in Table 5. It can be seen that the number of fibres in the HW samples is over twice the number of fibres in the SW samples for all the pulps.
However, smaller fibre dimensions do not always lead to materials with greater sound absorption. As an example, \(\hbox {SW}_\text {dis}\) fibres are wider and larger than \(\hbox {HW}_\text {unblch}\), and as opposed to expected, \(\hbox {SW}_\text {dis}\) foam samples provide similar sound absorption than \(\hbox {HW}_\text {unblch}\). This indicates that some other parameters influence the sound absorption properties of pulp fibre foams. In addition to fibre dimensions, it can also be observed from Fig. 4 a trend for further processed pulp fibres to provide greater sound absorption, especially when comparing unbleached and dissolving pulp fibre foams. Bleached and oxygen delignified pulp fibre foams do not fully follow this trend.
Significant differences in specific surface area were found between the different unfoamed pulp fibres. However, the differences were lost after foam forming process and air drying of the materials. As a consequence, the effect of fibre porosity on sound absorption could not be analysed in this study. Furthermore, the pulp fibre foams were produced to have approximately the same air content. However, equal air content does not guarantee even bubble size distribution for all the fibre foams (Al-Qararah et al. 2012, 2013). The hydrophilicity and flexibility of the different fibres studied in this work influence bubble size distribution of the foams (Lappalainen and Lehmonen 2012; Hou and Wang 2018), and therefore, it may also influence the sound absorption properties of the materials. In future research, the air bubble size distribution in the foam mixture containing different pulp fibres, and the changes in the inter-fibre pore structure caused by the drying process needs to be studied. Further research includes modification of the material manufacturing process to avoid hornification. A potential improvement for this purpose would be using foam forming technology but utilizing non- or less polar solvents instead of water to prevent closure of pores. The use of non- or less-polar solvents would prevent the formation of hydrogen bonds between fibres, thus reducing the mechanical strength of the material. Fibre foams, however, can be formed by adding small amounts of soluble adhesives to provide the inter-fibre bonding.
In general, all the different pulp fibre foams studied in this work provided sound absorption properties comparable to that of conventional synthetic sound absorbers as shown in Fig. 4. Understanding what properties of pulp fibres influence the most the ability of materials to dissipate sound energy is essential for the optimization of bio-based sound absorbers. Optimized wood-fibre based sound absorbers offer excellent acoustic properties while reducing \(\hbox {CO}_2\) from the atmosphere by binding \(\hbox {CO}_2\) into the building structure during the material operating life.
Conclusions
In this paper, we investigated the influence of the ultrastructure and morphological properties of pulp fibres on sound absorption. It was demonstrated that, in general, further processing of pulp fibres and smaller fibre dimensions contribute to greater sound absorption of wood-based pulp fibre foams. Dissolving pulps were shown to be more efficient sound absorbers than unbleached, oxygened delignified, and bleached pulp fibres. A comparison between the sound absorption coefficients of hardwood and softwood pulp fibres obtained from the same stage of the pulping process showed that, in general, HW pulp fibres provided greater sound absorption than SWs. This can be attributed to the smaller dimensions of HW fibres. Despite the greater dimensions of dissolving SW compared to unbleached Kraft HW pulp fibres, the former provided similar sound absorption properties as the latter one, which can be explained by the fact that dissolving SW pulp fibres are further processed. The presented research serves as the basis for further investigation on effects of natural fibre ultrastructures on acoustic properties.
References
Al-Qararah AM, Hjelt T, Kinnunen K, Beletski N, Ketoja J (2012) Exceptional pore size distribution in foam-formed fibre networks. Nord Pulp Pap Res J 27(2):226–230
Al-Qararah AM, Hjelt T, Koponen A, Harlin A, Ketoja JA (2013) Bubble size and air content of wet fibre foams in axial mixing with macro-instabilities. Colloids Surf A Physicochem Eng Aspects 436:1130–1139
Arenas JP, Asdrubali F (2018) Eco-materials with noise reduction properties. In: Martínez LMT, Kharissova OV, Kharisov BI (eds) Handbook of ecomaterials. Springer, Cham, pp 3031–3056
Arenas JP, Rebolledo J, del Rey R, Alba J (2014) Sound absorption properties of unbleached cellulose loose-fill insulation material. BioResources 9(4):6227–6240
Attenborough K (1971) The influence of microstructure on propagation in porous fibrous absorbents. J Sound Vib 16(3):419–442. https://doi.org/10.1016/0022-460X(71)90597-9
Barrett EP, Joyner LG, Halenda PP (1951) The determination of pore volume and area distributions in porous substances: i: computations from nitrogen isotherms. J Am Chem Soc 73(1):373–380
Berardi U, Iannace G (2015) Acoustic characterization of natural fibers for sound absorption applications. Build Environ 94:840–852
Bies D, Hansen CH (1980) Flow resistance information for acoustical design. Appl Acoust 13(5):357–391
Brunauer S, Emmett PH, Teller E (1938) Adsorption of gases in multimolecular layers. J Am Chem Soc 60(2):309–319
Ceccherini S, Maloney T (2019) Assessing wood pulp reactivity through its rheological behavior under dissolution. Cellulose 26(18):9877–9888
Chambers JQ, Higuchi N, Tribuzy ES, Trumbore SE (2001) Carbon sink for a century. Nature 410(6827):429
Chen C, Kuang Y, Zhu S, Burgert I, Keplinger T, Gong A, Li T, Berglund L, Eichhorn SJ, Hu L (2020) Structure–property–function relationships of natural and engineered wood. Nat Rev Mater:1–25
Cox T, d’Antonio P (2009) Acoustic absorbers and diffusers: theory, design and application. Tylor & Francis, Boca Raton
Cucharero J, Hänninen T, Lokki T (2020) Angle-dependent absorption of sound on porous materials. Acoust MDPI 2:753–765
Dahlman O, Jacobs A, Sjöberg J (2003) Molecular properties of hemicelluloses located in the surface and inner layers of hardwood and softwood pulps. Cellulose 10(4):325–334
Delany M, Bazley E (1970) Acoustical properties of fibrous absorbent materials. Appl Acoust 3(2):105–116
Duan C, Li J, Ma X, Chen C, Liu Y, Stavik J, Ni Y (2015) Comparison of acid sulfite (as)-and prehydrolysis kraft (phk)-based dissolving pulps. Cellulose 22(6):4017–4026
Fahlén J, Salmén L (2005) Pore and matrix distribution in the fiber wall revealed by atomic force microscopy and image analysis. Biomacromolecules 6(1):433–438
Farina A (2000) Simultaneous measurement of impulse response and distortion with a swept-sine technique. AES
Fouladi MH, Nor MJM, Ayub M, Leman ZA (2010) Utilization of coir fiber in multilayer acoustic absorption panel. Appl Acoust 71(3):241–249
Garai M, Pompoli F (2005) A simple empirical model of polyester fibre materials for acoustical applications. Appl Acoust 66(12):1383–1398
Grönqvist S, Hakala T, Kamppuri T, Vehviläinen M, Hänninen T, Liitiä T, Maloney T, Suurnäkki A (2014) Fibre porosity development of dissolving pulp during mechanical and enzymatic processing. Cellulose 21(5):3667–3676
Gullichsen J, Paulapuro H, Stenius P (2000) Forest products chemistry. Fapet Oy
Härkäsalmi T, Lehmonen J, Itälä J, Peralta C, Siljander S, Ketoja JA (2017) Design-driven integrated development of technical and perceptual qualities in foam-formed cellulose fibre materials. Cellulose 24(11):5053–5068
Hou Q, Wang X (2018) Effect of fiber surface characteristics on foam properties. Cellulose 25(6):3315–3325
Häkkinen T, Kuittinen M, Suomela M (2020) Kohti vähähiilistä rakentamista—Opas arviointiin ja suunnitteluun. Translated into English: Towards low-carbon building: A Guide for evaluation and design). Rakennustieto
ISO 10534–2 (1998) Acoustics—determination of sound absorption coefficient and impedance in impedance tubes—part 2: Transfer-function method. Standard, International Organization for Standardization, Geneva, CH
ISO 354 (2003) Acoustics—measurements of sound absorption in a reverberation room. Standard, International Organization for Standardization, Geneva, CH
Jahangiri P, Logawa B, Korehei R, Hodgson M, Martinez DM, Olson JA (2016) On acoustical properties of novel foam-formed cellulose-based material. Nord Pulp Pap Res J 31(1):14–19
Kato K, Cameron R (1999) A review of the relationship between thermally-accelerated ageing of paper and hornification. Cellulose 6(1):23–40
Kimura M, Kimura S, Qi Z, Kuga S, Isogai A (2013) Porous structure of never-dried pulp fibers analyzed by nitrogen adsorption method. In: Advances in Pulp and Paper Research, Cambridge 2013, Trans of the XVth Fund Res Symp, S.J. I’Anson, ed., pp 821–836
Kimura M, Qi ZD, Isogai A (2016) Analysis of mesopore structures in wood cell walls and pulp fibers by nitrogen adsorption method. Nord Pulp Pap Res J 31(2):198–204
Koizumi T, Tsuijuchi N, Adachi A (2003) The development of sound absorbing materials using natural bamboo fibers and their acoustic properties. J INCE Jpn 2:210–216
Kuittinen M, le Roux S (2018) Procurement criteria for low-carbon building. Ministry of the Environment
Lappalainen T, Lehmonen J (2012) Paper physics: determinations of bubble size distribution of foam-fibre mixture using circular hough transform. Nord Pulp Pap Res J 27(5):930–939
Le Moigne N, Navard P (2010) Dissolution mechanisms of wood cellulose fibres in naoh-water. Cellulose 17(1):31–45
Leskinen P, Cardellini G, González-García S, Hurmekoski E, Sathre R, Seppälä J, Smyth C, Stern T, Verkerk P (2018) Substitution effects of wood-based products in climate change mitigation. From Sci Pol 7:28
Levermore G (2008) A review of the ipcc assessment report four, part 1: the ipcc process and greenhouse gas emission trends from buildings worldwide. Build Serv Eng Res Technol 29(4):349–361
Liang R, Zhu YH, Wen L, Zhao WW, Kuai BB, Zhang YL, Cai LP (2020) Exploration of effect of delignification on the mesopore structure in poplar cell wall by nitrogen absorption method. Cellulose 27(4):1921–1932
Lim Z, Putra A, Nor M, Yaakob M (2018) Sound absorption performance of natural kenaf fibres. Appl Acoust 130:107–114
Lovikka VA, Khanjani P, Väisänen S, Vuorinen T, Maloney TC (2016) Porosity of wood pulp fibers in the wet and highly open dry state. Micropor Mesopor Mat J 234:326–335
Maloney T, Paulapuro H (1999) The formation of pores in the cell wall. J Pulp Pap Sci 25(12):430–436
Navacerrada MA, Díaz C, Fernández P (2014) Characterization of a material based on short natural fique fibers. BioResources 9(2):3480–3496
Neagu RC, Gamstedt EK, Berthold F (2006) Stiffness contribution of various wood fibers to composite materials. J Compos Mater 40(8):663–699
Oksanen T, Buchert J, Viikari L (1997) The role of hemicelluloses in the hornification of bleached kraft pulps. Holzforschung 51(4):355–360
Oldham DJ, Egan CA, Cookson RD (2011) Sustainable acoustic absorbers from the biomass. Appl Acoust 72(6):350–363
Page D et al (1980) The elastic modulus of paper: ii: the importance of fiber modulus, bonding, and fiber length. Tappi J 63(10):99–102
Pöhler T, Jetsu P, Isomoisio H (2016) Benchmarking new wood fibre-based sound absorbing material made with a foam-forming technique. Build Acoust 23(3–4):131–143
Pönni R, Galvis L, Vuorinen T (2014) Changes in accessibility of cellulose during kraft pulping of wood in deuterium oxide. Carbohyd Polym 101:792–797
Ribe E, Lindblad MS, Dahlman O, Theliander H (2010) Xylan sorption kinetics at industrial conditions: part 1: experimental results. Nord Pulp Pap Res J 25(2):138–149
Risén J, Hultén AH, Paulsson M (2004) Influence of fiber properties on the network strength of softwood and hardwood kraft pulp fibers from different stages of a bleaching sequence. J Wood Chem Technol 24(4):289–306
Rossing T (2007) Springer handbook of acoustics. Springer, Berlin
Sixta H (2006) Handbook of paper and board. Wiley-VCH, Hoboken
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D, Crocker D (2012) Nrel/tp-510-42618 - determination of structural carbohydrates and lignin in biomass. laboratory analytical procedure. NREL/TP-510-42618 17
Stone J, Scallan A (1965) Effect of component removal upon the porous structure of the cell wall of wood. J Polym Sci C Polym Symp 11:13–25
Teleman A, Larsson PT, Iversen T (2001) On the accessibility and structure of xylan in birch kraft pulp. Cellulose 8(3):209–215
Thommes M, Kaneko K, Neimark AV, Olivier JP, Rodriguez-Reinoso F, Rouquerol J, Sing KS (2015) Physisorption of gases, with special reference to the evaluation of surface area and pore size distribution (iupac technical report). Pure Appl Chem 87(9–10):1051–1069
Vér IL, Beranek LL (2005) Noise and vibration control engineering: principles and Applications. Wiley, Hoboken
Voronina N (1994) Acoustic properties of fibrous materials. Appl Acoust 42(2):165–174
Yang W, Li Y (2012) Sound absorption performance of natural fibers and their composites. Sci China Technol Sc 55(8):2278–2283
Acknowledgments
The authors gratefully acknowledge support from Lumir Oy (Finland), and cooperation of Lumir personnel Marko Makkonen, Kari Kammiovirta and Hannes Hynninen. The authors also acknowledged Sara Mähönen for her help in this research. Jani Lehmonen is also acknowledged for his valuable advice and sharing knowledge on foam forming technique with the authors. The authors would like to express their gratitude to Kristiina Lillqvist for taking the scanning electron microscopy images. The authors are grateful to Sirpa Välimaa and Stora Enso for providing the pulp fibres used in this study.
Funding
Open access funding provided by Aalto University. This research was partially funded by Business Finland research Grant (2218/31/2018).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Cucharero, J., Ceccherini, S., Maloney, T. et al. Sound absorption properties of wood-based pulp fibre foams. Cellulose 28, 4267–4279 (2021). https://doi.org/10.1007/s10570-021-03774-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-021-03774-1