
Abstract
For the successful commercialisation of microfibrillated cellulose (MFC) it is of utmost importance to carefully characterise the constituent cellulose particles. This could for instance lead to the development of MFC grades with size distributions tailored for specific applications. Characterization of MFC is challenging due to the heterogeneous chemical and structural nature of MFC. This study describes a fractionation approach that combines two steps of physical sieving of larger particles and a final centrifugation step to separate out the smallest, colloidally stable particles, resulting in four distinctly different size fractions. The properties, such as size and charge, of each fraction were studied, as well as MFC filtration time, film formation, and film properties (mechanical and optical). It was found that virtually all surface charges, determined by polyelectrolyte adsorption, are located in the colloidally stable fraction of the MFC. In addition, the amount of available surface charges can be used as an estimate of the degree of fibrillation of the MFC. The partly fibrillated particles frequently displayed a branching, fringed morphology. Mechanical testing of films from the different fractions revealed that the removal of large particles may be more important for strength than achieving full fibrillation. Overall, this study demonstrates that by controlling the size distribution in MFC grades, property profiles including dewatering time to make films by filtration, rheology, film strength and optical transmittance could be optimised.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Today, strong research efforts are focused on finding sustainable materials as alternatives to non-biodegradable petroleum-based materials. One material that has been identified as a strong candidate is cellulose, especially when the macroscopic fibres have been broken down into their constituent fibrous parts, commonly referred to as cellulose microfibrils or nanofibrils. It has been suggested that this type of material can be used for example in barrier films, coatings, paper strengthening agents and dispersion agents (Eichhorn et al. 2010; Klemm et al. 2011; Moon et al. 2011; Lavoine et al. 2012). The microfibrillation of cellulose fibres stems from the early 1980s (Turbak et al. 1983) but, due to the energy-demanding process of homogenisation or fluidisation, it was not until the early 2000s when energy-reducing pre-treatments, such as enzymatic hydrolysis (Pääkkö et al. 2007; Henriksson et al. 2008), or oxidative treatments to introduce charges (Saito et al. 2006; Wågberg et al. 2008), were developed that the research and development really gained momentum (Eichhorn et al. 2010; Klemm et al. 2011; Moon et al. 2011; Lavoine et al. 2012). The development has also been further accelerated by the increasing demand for producing high-value-added products from forest raw materials. However, due to the heterogeneous chemical and structural nature of wood and consequently of the pulp produced from it, this type of process naturally produces a chemically and structurally heterogeneous material. This heterogeneity is often decreased by further ultrasonication to break down aggregates remaining after homogenisation and/or ultracentrifugation to exclude particles that do not fulfil some defined size quality criterion (Saito et al. 2006; Ahola et al. 2008; Wågberg et al. 2008; Aulin and Lindström 2011). This is however hardly a feasible alternative for large-scale production and it is therefore crucial to characterise the material produced and to facilitate its proper use in suitable products. To make things even more complex, microfibrillated cellulose (MFC) can be produced from basically any cellulose fibre raw material, and this affects the properties of the MFC produced even if the process itself is standardised.
The characterisation of MFC particle size can be divided into high-precision morphology characterisation, aiming for a fundamental understanding, and rapid characterisation of properties that are indirectly linked to the morphology, in other words characterisation suitable for product and process control. Only high-resolution microscopy, such as scanning, transmission or atomic force microscopy, has so far been identified in the first category (Kangas et al. 2014; Desmaisons et al. 2017), but they all have difficulty in simultaneously determining the width and length of this type of high-aspect-ratio particle. Furthermore, these techniques are not only time-consuming and require skilled operators, but they also often require rather complicated sample preparation, creating uncertainty as to whether the microscopic image is representative of the bulk material, and the material is complex to analyse if there is a broad size distribution. In the second category, an extensive set of techniques has been developed to measure for example turbidity, optical transmittance, dynamic light scattering, rheology, water retention value, specific surface area, nanofraction by centrifugation and mechanical properties of films (Kangas et al. 2014; Moser et al. 2015; Desmaisons et al. 2017). In a recent paper, Desmaisons et al. (2017) used a large number of these indirect measurements to calculate an overall quality index to compare different grades of MFC, and they found a good correlation between this index and the expected degree of fibrillation and the energy consumption of their process.
Both the direct and indirect morphological characterisation and understanding of MFC would be facilitated by fractionation, but this is not a straightforward task due to the small size of (most) MFC particles and their propensity to form gel-like films. A number of fractionation procedures have been reported, the simplest being by centrifugation to separate the colloidally stable nanosized fraction from the larger fibril aggregates and fibre fragments, but this method seldom gives an adequate understanding of low-charge MFC since the matter in the sediment pellet would still have a complex, polydisperse structure (if the pellet is analysed at all). A more refined method utilises some kind of sieving or membrane filtration to separate the MFC into several better-defined fractions (Madani et al. 2011; Tanaka et al. 2012; Zhu et al. 2012). Care must however be taken not to alter the effective cut-off of the screen or membrane by forming an MFC film. To ensure good separation, these techniques require recirculation and washing of the retentate, but this addition of water leads to an extensive dilution of the final filtrate (Tanaka et al. 2012). In the present paper, we present a relatively fast fractionation procedure, without a need of advanced equipment or extensive dilutions, and an effective and presumably bulk-representative sample preparation technique followed by state-of-the-art microscopy. The degree of fibrillation is then also assessed by measuring the surface charge, so that the morphology is linked to a relatively rapidly measured indirect property. Finally, MFC films were fabricated from each fraction and their optical and mechanical properties were measured. The results show that tailored size distributions is a feasible route towards new MFC grades where property profiles are optimised, for instance in terms of dewatering time for making films and the strength of these films.
Materials and methods
Microfibrillated cellulose
MFC produced by Borregaard AS, Sarpsborg, Norway, from bleached sulphite pulp (about 92% cellulose and about 6% hemicellulose, estimated from monosaccharide carbohydrate analysis of the MFC) made from Norway Spruce (Picea abies) without any prior introduction of additional charges was used. Four different MFC grades were supplied at a dry content of 2 wt%, labelled, based on a presumed increasing degree of fibrillation, and designated MFC A−, MFC A, MFC B and MFC B+.
Total and surface charge determination
The total charge (µeq/g) was determined by conductometric titration according to the SCAN-CM 65:02 Standard, using an automated Metrohm titrator. About 0.5 g (dry mass) of MFC was dispersed in 80 ml of deionized water and mixed for 15 min using a magnetic stirrer. To protonate the charged groups, the suspension was adjusted to pH 2 by drop-wise addition of 1 M hydrochloric acid, and the suspension was allowed to equilibrate under stirring for 30 min. The sample volume was then increased to 500 ml by the addition of deionized water and titrated with 0.10 M sodium hydroxide. The amount of sodium hydroxide, corresponding to the plateau value in the titration curve was used to calculate the total charge. Experiments were performed in triplicate.
The surface charge (µeq/g) of the MFC grades and their fractions was determined by polyelectrolyte adsorption using streaming potential titration in a stabino particle charge titrator (Particle Metrix Gmbh, Meerbusch, Germany). With this method, the charge accessibility of a high-molecular-weight polyelectrolyte of opposite charge is determined, assuming an ion-exchange between the charges of the polyelectrolyte and the MFC. If all charges can be accessed by the polyelectrolyte, the determined charge will be the same as the charge determined with conductometric titration, i.e. the total charge (Fall et al. 2011). It has earlier been shown that the surface charge of wood-sources fibres typically is 5–10% of the total charge of the same fibre (Horvath et al. 2006). The more open the fibre wall is, or the higher the desintegration of the fibres is, the higher the surface charge. In the present evaluation the MFC was diluted to 1 g/l using deionized water, and homogenized using a T25 Ultra Turrax (UT) dispenser (IKA, Staufen, Germany) for 10 min at 12 500 rpm. A volume of 10 ml of 1 g/l MFC suspension was titrated to charge neutralisation with a 400–500 kDa poly(diallyldimethylammonium chloride) (PDADMAC) having a volume charge density of 0.347 µeg/ml. For the titration of MFC fractions of lower solids content (between 0.7 and 0.08 g/l), a diluted PDADMAC with a volume charge density of 0.027 µeq/ml was used. Titrations were performed in triplicate.
Fractionation
MFC A and B were divided into four fractions of different sized particles by a sequential procedure utilising both filtration-based and centrifugation-based fractionation. Filtration-based fractionation was first performed in a Britt Dynamic Drainage Jar (BDDJ) equipped with a vaned jar (Paper Research Materials, Seattle, WA, US) and two types of sieve with pore sizes matching commonly suggested lengths of cellulose nanofibrils, their aggregates and fines: a Paper Research Material’s 125 W screen with 20 µm circular holes and a Twilled Dutch 325 × 2300 metal mesh with a nominal filter rating of 1–2 µm (G. Bopp & Co AG, Zürich, Switzerland). More sieves with other cut-offs can naturally be added, but would result in a longer fractionation time, greater final dilution and smaller fractions with higher relative uncertainty. Therefore, two sieves were deemed sufficient for this initial study. With the BDDJ equipped with the coarser screen and the stirrer set to 3000 rpm, the fractionation procedure was started by adding 0.5 l of MFC at a consistency of 2 g/l. While the MFC suspension was draining, 1 l of water was added to the jar, little by little, until about 1.3 l of filtrate had passed through the screen. The filtrate was then set aside, and the retentate was washed with 5 l of water to remove residual amounts of smaller particles that would otherwise complicate the morphology study (although residual small particles would constitute only a small mass fraction, they could become a significant number fraction). The retentate (about 0.2 l) was collected as the coarsest fraction (F1) and the BDDJ was then fitted with the finer metal mesh. The 5 l of washing water from the earlier step was first filtered, after which the filtrate was discarded, unfortunately with a possible loss of particles small enough to pass the metal mesh as well as any dissolved matter. The filtrate from the first fractionations step was then filtered and the above procedure was repeated, i.e. a gentle addition of 1 l of water to give about 2.1 l of filtrate consisting of small MFC particles followed by 5 l of washing water that was then discarded, introducing a second potential loss of material. This yielded about 0.2 l of retentate (F2). The filtrate (about 2.1 l) was then further separated by centrifugation into two fractions in an Avanti J-E Centrifuge (Beckman Coulter, Brea, CA, USA), operating for 1 h at 4500 rpm: a sediment fraction (F3) and a colloidally stable fraction (F4). The overall fractionation procedure is shown in Scheme 1. The procedure took 6–7 h per sample, where the final washing with deionised water was the most time-consuming step. To estimate the magnitude of the losses during the fractionation, the original MFC without fractionation was centrifuged to quantify the amount of colloidally stable fraction.

Schematic illustration of the fractionation procedure
Scanning electron microscopy
Two different scanning electron microscopes (SEMs) were used to study the fractionated samples: a Hitachi S-4800 field-emission SEM for high-resolution imaging, and a Hitachi TM-1000 Tabletop SEM for low-magnification imaging. A novel technique was used to prepare the MFC samples, based on vacuum filtration of very dilute MFC fractions through a nanoporous aluminium oxide membrane (FlexiPor 20 nm; SmartMembranes GmbH, Halle, Germany). An amount of particles corresponding to 0.01–1 g/m2 (depending on particle size) was deposited by filtration of 10 ml of agitated dilute (0.2–20 mg/l) MFC. In order to suppress specimen charging during imaging, the specimens were sputtered with a 1–2 nm thick platinum–palladium grounding layer using a 208HR Cressington Sputter Coater (Cressington Scientific Instruments, Watford, UK).
Vacuum-assisted dewatering and film fabrication
Films were made from both fractionated and unfractionated MFC by vacuum-assisted filtration through a circular microporous membrane (Durapore DVPP09050, 0.65 µm) with an active filtration radius of 71 mm and the time required to dewater each fraction was recorded. To make films with an approximate dry weight at 50% relative humidity of 0.2 g, 368 ml of the three coarser fractions were filtered at a concentration of 0.5 g/l. For the finest fraction 3.65 l was filtered at 0.05 g/l (since it was significantly more dilute than 0.5 g/l after the fractionation). Prior to film fabrication, all the fractions were subjected to UT mixing for 10 min at 12 500 rpm. The wet films were dried between two membranes for 15 min at 93 °C and at a reduced pressure of 95 kPa using a Rapid Köthen drier (Paper Testing Instruments, Laakirchen, Austria).
Mechanical testing of films
Tensile testing was performed at 23 °C and 50% relative humidity with an Instron 5944 MicroTester (Instron, Norwood, MA, USA), equipped with a 500 N load cell and an AVE 2 non-contacting video extensometer. Test pieces, 5 mm wide and 33–43 μm thick, were clamped with a gauge length of 20 mm and strained at a rate of 2 mm/min. The thickness was determined at ten random locations on each film using a digital Mitutoyo thickness gauge. The strain was determined by the video extensometer and the Young’s modulus was calculated as the slope of the stress–strain curve between 0.2 and 0.6% strain. A total of seven test pieces were tested for each degree of modification.
Results and discussion
Fractionation
The dry content and total mass of each of the four fractions, F1, F2, F3 and F4, was determined to calculate the relative mass fractions in MFC A and MFC B. The results in Fig. 1 show good reproducibility and that there was a significant difference in the degree of fibrillation of the two grades. The coarser MFC A grade contained about 40% by mass of material that was unable to pass the fine metal mesh (with a nominal filtration rating of 1–2 µm), whereas the finer MFC B grade had a corresponding mass fraction of about 20%, and contained significantly more colloidally stable matter. The exact values for the two finer fractions are uncertain because of losses (found in the discarded washing water) which accounted for about 20% of the total mass. Assuming that the losses have the same relative composition as that of the two finer fractions (F3 and F4), it can be estimated that the mass fraction of colloidally stable particles (F4) was 16% and 27% for the coarser and finer MFC, respectively. The composition of the losses may however be biased towards the smaller particles that can more easily pass through the mesh. It should also be noted that the losses probably contain dissolved matter or small low-aspect-ratio colloids, a type of matter that (Tanaka et al. 2012) reported to constitute 5–10% of the MFC grades they studied. Centrifugation of unfractionated MFC to determine the relative fraction of colloidally stable particles, presumably similar to those in fraction F4, gave values of 17 ± 3% and 25 ± 2% respectively for MFC A and B. These values are in good agreement with the calculated F4 fractions after compensation for the losses observed.

Mass fraction distribution of a MFC A and b MFC B; where MFC A was delivered as a presumed coarser MFC than MFC B. The fraction reported as loss belongs to fractions F3 and F4. Values are means of four independent fractionations with standard deviation
Size and charge characterisation
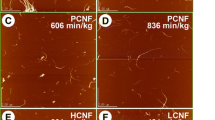
For non-spherical particles with a cylindrical or more complex shape, such as a branching filamentous structure, the size of the screen or mesh is a too crude a measure of the size of the particles, and a more refined technique such as microscopy is needed to assess their dimensions. In an attempt to differentiate natural aggregates of cellulose nano- and microfibrils in the MFC from aggregates or a network formed during sample preparation, very dilute suspensions and dispersions were filtered through nanoporous (∅ = 20 nm) membranes to have sparsely distributed particles deposited on the membrane. Figure 2 shows representative SEM micrographs of the four fractions of the two MFC grades fractionated in this study. Both grades showed similar particle shapes and sizes within a given fraction, although there were in some cases large variations in the relative composition. The coarsest fraction (F1) consisted of low-aspect-ratio fibre fragments with widths of 5–20 µm (Fig. 2a, b), that is a width consistent with that of an intact pulp fibre, whereas the finer fractions (F2–F4) consisted of high-aspect-ratio fibril aggregates of steadily decreasing width; the F2 fraction had a typical particle width of 200 nm to several micrometres (Fig. 2c, d), the F3 fraction had a typical width of 100–300 nm (Fig. 2e, f), and the F4 fraction consisted of 20–100 nm wide aggregates of nanofibrils (Fig. 2g, h). In addition, the morphologically complex F2 and F3 fractions frequently showed branched, fringed particles where filamentous particles split into several thinner filaments as schematically shown in Fig. 3 (more SEM images showing this branching can be found in the Electronic supplementary material).

SEM micrographs of MFC A (left) and MFC B (right) for the four different fractions: a, b F1, c, d F2, e, f F3 and g, h F4. The small pores seen in the images taken at higher magnification are the 20 nm pores of the membrane used in the specimen preparation

Schematic illustration of the branched structure observed in the MFC
Figure 2, together with Fig. 1, clearly demonstrates the heterogeneity and complexity of partially fibrillated MFC grades, and emphasises the need for an in-depth characterisation of the property of interest for each fraction and determine which fraction dominates each property. For example, the finest fraction is likely to have the largest specific surface area, while the larger-particle fractions have the higher opacity or turbidity. A study of all properties is not within the scope of this study, but one property that is linked to the specific surface area and thus to the degree of fibrillation, is the amount of available surface charges (as described in the Materials and Methods section). A surface charge titration can be performed in a few minutes and would consequently facilitate a near-real-time monitoring of the fibrillation process. Figure 4 shows the results of this type of titration, where the surface charge increased as the particle size became smaller. Since native cellulose has no charged moieties and charges can only exist, predominantly on hemicelluloses, in non-ordered regions and on surfaces, a match between surface and total charge would mean that all charges are located at accessible surfaces and thereby indicate a more or less complete fibrillation. It is however important to remember that fibres are heterogeneous by nature and the surface charge of the finest fraction can in fact be greater than the total charge of the starting material (Fall et al. 2011, 2014), explaining why the surface charge of the finest fraction of MFC A is similar to the total charge before fractionation, 67 µeq/g, without being fully fibrillated. On the other hand, the summation of the surface charge of each fraction multiplied with its relative fraction size should give the surface charge of the non-fractionated MFC, but this calculation gives a significantly lower value; about 20 µeq/g instead of the measured 30 µeq/g for MFC A. To shed further light on this, separate charge density measurements were made on the colloidally stable fraction obtained by centrifugation of unfractionated MFC, that is, a fine fraction without any losses. This colloidally stable fraction of MFC A had a surface charge of 96 µeq/g, whereas the corresponding fraction of MFC B had a surface charge of 73 µeq/g, that is, both grades showed much higher charge densities than their respective F4 fraction. This indicates, rather surprisingly, that the material lost during fractionation had a significantly higher surface charge than the F4 fractions.

Surface charge of different fractions of a MFC A and b MFC B, as well as their unfractionated counterparts. The total charges of the two grades were 67 ± 10 µeq/g and 73 ± 7 µeq/g, respectively
Fabrication of films and their characterisation
MFC films of the same dry weight were made by vacuum filtration of each MFC fraction. Table 1 shows how the filtration time to achieve dewatering increased with increasing fineness of the fraction, an observation in agreement with the significant difference in size observed in Fig. 2. Only the films made of the F1 fraction had a thickness, and consequently a density, deviating from that of the others, although the filtration time increased with decreasing particle size. This suggests that a degree of fibrillation corresponding to fraction F2 (i.e. particles of sub-micrometre width) might, from a mechanical strength perspective, be sufficient for some film applications, while being produced through a significantly faster filtration process.
Representative stress–strain curves for the dry MFC films are shown in Fig. 5 and quantitative results are shown in Table 2. The film/paper made from the coarsest fraction (MFC A F1) had properties resembling those of a conventional paper, which indeed is in agreement with their macroscopic size shown in Fig. 2a, whereas the other films displayed strength and modulus values similar to those commonly observed in films made from MFC and cellulose nanofibrils (Klemm et al. 2011). The Young’s modulus of the films is expected to scale with density (Table 1), that is, the volume fraction of MFC. Indeed, the film made from the F1 fraction show a substantially lower modulus than films made from the other fractions. The most interesting property is the tensile strength, where we expect the presence of defects to reduce the strength (Henriksson et al. 2008). The fractions with the finest MFC particles (F3 and F4) also provide the highest tensile strengths (Table 2). One may also note that the yield strength (onset of a non-linear deformation behaviour) is higher for films made from the finest MFC fractions. Since the density is also higher for the films made from the finer fractions, it is, however, not possible to clearly conclude on the mechanisms for the improved mechanical properties. The optical transparencies of the films (Table 1) were also different. Since optical transmittance is expected to be sensitive to porosity, where a lower porosity correlates with a higher transmittance, these film data illustrate the complexity of using indirect methods to characterise MFC. As proposed by Desmaisons et al. (2017), a combination of several indirect methods is therefore preferred to obtain a more complete picture of the quality of the MFC.

Mechanical properties of films made from different MFC fractions, as well as of unfractionated MFC; a MFC A and b MFC B
Rapid determination of the degree of fibrillation of MFC by surface charge determination
For process quality control purposes, it is important to be able to rapidly determine the degree of fibrillation. Since surface charge is sensitive to the specific surface area and thereby the size of the MFC particles, we suggest that the surface charge of the original unfractionated sample is a good and rapid measure of the degree of fibrillation. To demonstrate this, the surface charge was measured for the two MFC grades used for the fractionation, as well as two additional grades: one with a presumed lower degree of fibrillation (MFC A−) and one with a presumed higher degree of fibrillation (MFC B+), and Fig. 6 shows that there was a good correlation between the surface charge and the expected degree of fibrillation. This technique thus has the potential to be a good initial way of assessing the degree of fibrillation, although a more thorough analysis is needed to fully understand the complex morphology of MFC.

Surface charge of unfractionated MFC at different degrees of fibrillation
Conclusions
A reproducible and relatively fast protocol for fractionating low-charge MFC has been developed and MFCs with different degrees of fibrillation have been characterised with respect to size distribution and surface charge (i.e. a property related to the available surface area of the particles) and vacuum-filtered films have been made, and their dry mechanical properties tested. The width of the particles in each fraction was determined by scanning electron microscopy after filtration of highly dilute suspensions and dispersions to form sparse networks, an approach that facilitated identification of individual particles. Fractionation in combination with this type of microscopy revealed a highly heterogeneous particle size distribution of particles that displayed a fringed morphology, that is, large-diameter, fibrous particles that branch into thinner fibril aggregates. This morphology highlights the complex structure of MFC. However, the results suggest that the charge can be used as a first, fairly rapid, way of assessing the degree of fibrillation of a given MFC. Since all but the coarsest fraction formed mechanically strong films, this study indicates that reducing the amount of micrometre-sized particles is more important than increasing the amount of nanometre-sized particles. The reason is most likely that larger particles serve as initiation sites for failure processes.
The characterization of individual fractions via this approach can be used to understand how to tailor the size distribution in MFC grades with respect to its final use. The property profiles can then be optimised to provide MFC dispersions with desired rheological properties, or to have a dewatering time for filtration-based film production that is meeting a pre-defined process requirement while simultaneously providing adequate physical and mechanical properties of the films.
References
Ahola S, Salmi J, Johansson LS, Laine J, Österberg M (2008) Model films from native cellulose nanofibrils. Preparation, swelling, and surface interactions. Biomacromolecules 9(4):1273–1282
Aulin C, Lindström T (2011) Biopolymer coatings for paper and paperboard. In: Plackett D (ed) Biopolymers—new materials for sustainable films and coatings. Wiley, Chichester
Desmaisons J, Boutonnet E, Rueff M, Dufresne A, Bras J (2017) A new quality index for benchmarking of different cellulose nanofibrils. Carbohydr Polym 174:318–329
Eichhorn SJ, Dufresne A, Aranguren M, Marcovich NE, Capadona JR, Rowan SJ, Weder C, Thielemans W, Roman M, Renneckar S, Gindl W, Veigel S, Keckes J, Yano H, Abe K, Nogi M, Nakagaito AN, Mangalam A, Simonsen J, Benight AS, Bismarck A, Berglund LA, Peijs T (2010) Review: current international research into cellulose nanofibres and nanocomposites. J Mater Sci. 45(1):1–33
Fall AB, Lindström SB, Sundman O, Ödberg L, Wågberg L (2011) Colloidal stability of aqueous nanofibrillated cellulose dispersions. Langmuir 27(18):11332–11338
Fall AB, Burman A, Wågberg L (2014) Cellulosic nanofibrils from eucalyptus, acacia and pine fibers. Nord Pulp Pap Res J 29(1):176–184
Henriksson M, Berglund LA, Isaksson P, Lindström T, Nishino T (2008) Cellulose nanopaper structures of high toughness. Biomacromolecules 9(6):1579–1585
Horvath AE, Lindström T, Laine J (2006) On the indirect polyelectrolyte titration of cellulosic fibers. Conditions for charge stoichiometry and comparison with esca. Langmuir 22(2):824–830
Kangas H, Lahtinen P, Sneck A, Saariaho A-M, Laitinen O, Hellen E (2014) Characterization of fibrillated celluloses. A short review and evaluation of characteristics with a combination of methods. Nord Pulp Pap Res J 29(1):129–143
Klemm D, Kramer F, Moritz S, Lindström T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Edn 50(24):5438–5466
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90(2):735–764
Madani A, Kiiskinen H, Olson JA, Martinez DM (2011) Fractionation of microfibrillated cellulose and its effects on tensile index and elongation of paper. Nord Pulp Pap Res J 26(3):306–311
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40(7):3941–3994
Moser C, Lindström ME, Henriksson G (2015) Toward industrially feasible methods for following the process of manufacturing cellulose nanofibers. BioResources 10(2):2360–2375
Pääkkö M, Ankerfors M, Kosonen H, Nykänen A, Ahola S, Österberg M, Ruokolainen J, Laine J, Larsson PT, Ikkala O, Lindström T (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 8(6):1934–1941
Saito T, Nishiyama Y, Putaux J-L, Vignon M, Isogai A (2006) Homogeneous suspensions of individualized microfibrils from tempo-catalyzed oxidation of native cellulose. Biomacromolecules 7(6):1687–1691
Tanaka A, Seppänen V, Houni J, Sneck A, Pirkonen P (2012) Nanocellulose characterization with mechanical fractionation. Nord Pulp Pap Res J 27(4):689–694
Turbak AF, Snyder FW, Sandberg KR (1983) Microfibrillated cellulose, a new cellulose product: properties, uses, and commercial potential. ITT Rayonier Inc., Shelton
Wågberg L, Decher G, Norgren M, Lindström T, Ankerfors M, Axnäs K (2008) The build-up of polyelectrolyte multilayers of microfibrillated cellulose and cationic polyelectrolytes. Langmuir 24(3):784–795
Zhu H, Helander M, Moser C, Ståhlkranz A, Söderberg D, Henriksson G, Lindström M (2012) A novel nano cellulose preparation method and size fraction by cross flow ultrafiltration. Curr Org Chem 16(16):1871–1875
Acknowledgments
Funding is acknowledged from the European Union’s Horizon 2020 research and innovation programme under Grant Agreement No.709746, a European Project funded by the Bio-Based Industries Joint Undertaking.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Larsson, P.A., Riazanova, A.V., Cinar Ciftci, G. et al. Towards optimised size distribution in commercial microfibrillated cellulose: a fractionation approach. Cellulose 26, 1565–1575 (2019). https://doi.org/10.1007/s10570-018-2214-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-2214-4