
Abstract
Cellulosic materials are highly sensitive towards environmental changes such as temperature and especially towards humidity. Besides morphological changes like swelling and/or shrinking, the mechanical properties of pulp fibres and fibre to fibre joints change as well. The current study sets to elucidate the changes and the extent to which elevated or decreased relative humidity (RH) influences the load bearing capacity of individual hardwood and softwood fibres and joints. The device used for the measurements is a micro bond tester with a custom-built humidity chamber in which the humidity can be controlled in a range from 25 to 95% RH. Individual fibres and joints have been tested at 30, 50 and 80% RH after equilibration time of 120 min. The breaking load of individual softwood fibres and joints displayed a maximum breaking load at 50% RH, with the values showing a decreasing trend towards higher or lower RH. In case of hardwoods, no change in the breaking load of either individual fibres or fibre to fibre joints has been observed at different RH.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Paper products are expected to bear load and hold structural form in a variety of environmental conditions, many of which differ greatly from laboratory conditions in which the paper and the constituent fibres are usually tested. How relative air humidity affects the elastic modulus, stiffness and strength of paper is well known (Salmen and Back 1980). Upon increasing moisture content at higher RH, the paper starts to exhibit a more ductile and elastic behaviour, whereas upon drying, the material becomes more brittle. Softening of the material is attributed to the glass transition temperatures of the fibre cell walls, which in dry state, are 230 °C for cellulose and 165–225 °C for hemicellulose, as reported by Salmen and Back (1980). By increasing the relative air humidity, and subsequently, the moisture content, the glass transition temperature can be easily lowered to room temperature. Once at this point, the material starts exhibiting more viscous behaviour, leading to the decrease in elastic modulus and strength (Salmen and Back 1980). However, the situation with individual fibres and bonds is a far less understood phenomenon. Numerous studies have investigated the influence of water or humid air on the properties of natural fibres (Kallmes and Perez 1965; De Yong et al. 1977; Placet et al. 2012; Ganser et al. 2015). Nevertheless, few have yielded straightforward answers regarding the effect that water or humid air have on the fibre properties and even fewer have been able to put their findings into correlation with the abovementioned behaviour of paper. If one is to draw conclusions from the behaviour of paper and individual components, it is right to assume that the e-modulus and strength of the fibres will decrease upon exposure to water or humid air and increase upon drying. It is at this point, that the data collected from the literature tends to branch off in two different directions. Certain studies have shown that the mechanical properties, mainly strength of individual fibres will increase (Wardrop 1951; Leopold and Thorpe 1968) upon exposure to high RH or water; whereas others have shown that the strength of fibres decreases when exposed to high relative humidity or water (Kersavage 1973; Klauditz et al. 1947; Russell et al. 1964; Kallmes and Perez 1965).
Individual fibre strength
Kersavage (1973) tested holocellulose Douglas fir latewood tracheids at 1, 29, 66, 83% RH and in the wet state. Compared to fibres tested at different relative humidities, wet fibres exhibited lower breaking loads, tensile strength and e-moduli than the dry ones. The fibers were restrained during conditioning. The reduction was attributed to the high hemicellulose content and the hollocellulose in wood which upon wetting or saturation becomes plastic and weak, resulting in overall weaker bonding between the cellulose structural units. As the tracheid initially dries, the hemicelluloses become less plastic and the bonding between the carbohydrates becomes stronger resulting in higher dry strength. Upon further drying, the carbohydrates and cellulose in particular become more brittle, inflexible and susceptible to microcracks. Optimum of breaking load was at 60–70% RH while the optimum of e-modulus was at 25–30% RH.
Russell et al. (1964) tested unbleached bisulphite softwood pulp in dry and wet state using the Instron tensile tester. The fibers were glued at 50% relative humidity and wetted before testing. Even though lower e-moduli and lower strength values for wet fibres were observed, no explanation for this behaviour was given.
Klauditz et al. (1947) tested highly delignified (soda cooking plus acid dissolving stage) Pinus merkusii tracheids in wet—never dried state, wet—once dried state; and dry state. The fibers were fixated at 50% RH and were restrained during reconditioning. The highest breaking loads were observed for the dry fibres, with the lowest results obtained for the never-dried-wet fibres. The explanations for this behaviour are as follows: during cooking, dissolution of soluble cell wall components (hemicellulose and lignin) leaves voids within the cell wall, making the cellulose grid loosely packed and weak when in hydrated state. During drying, the cell wall densifies, voids close and the fibre becomes stronger. If such densified, dried fibre is rewetted, the strength decreases, but not to the level of a nevedried fibre. Such fibre retains some of the cell wall cohesion due to hornification. For the same reason, or the absence of densification as a results of drying, the wet-never-dried fibres exhibit the lowest breaking loads.
Leopold and Thorpe (1968) tested spruce pulp fibres (earlywood and latewood of kraft, sulphite-bisulphite and acid sulphite cook) in dry and wet state. The fibers have been dried under full restraint. In their study, they have observed that latewood fibres show higher breaking loads in the wet state, but lower ones for earlywood fibres. The assumption being that the strength of the fibres depends on mainly two factors—the internal cohesion of the fibre wall and the ability to distribute the stress evenly across the fibre cross sectional area. When water accesses the fibre wall, hydrogen bonds are broken and the loss of these causes plasticisation. Latewood fibres are considered to have a higher degree of crystallinity and cell wall cohesion. Therefore, the water absorbed increases the ability of the cell wall to distribute the stress more evenly. On the other hand, earlywood fibres have lower cell wall cohesion and in this case, the loss of hydrogen bonds causes the decrease in fibre strength. Hartler et al. (1963) tested spruce early- and latewood fibres delignified by acid bisulphite cooking. The fibres were tested at three different relative humidities, 30, 50 and 65% RH. Fibre drying was performed in restraint condition. Maximum strength of fibres was obtained at 65% RH, but no explanations for the observed behaviour were given.
Wardrop (1951) tested individual earlywood tracheids of Pinus radiata in wet and dry state using a modified Westphal balance. The fibres were deliginified by a combination of hydrogen peroxide and glacial acetic acid. It has not been reported whether the fibres have been conditioned in restrained or unrestrained state. The observed higher breaking loads of wet fibres were attributed to the water present in the intermicellar regions, allowing movement between cellulose molecules and distributing internal stress more evenly.
From the studies listed above, there are two main explanations on what goes on inside of a fibre in different conditions. In the case where the fibre is stronger at higher RH or in wet state, it is attributed to the water acting either as a lubricant of plasticiser in the cell wall. Absorbance of water in the intermicellar regions, pores, or in between the cellulose chains permits more movement within the cell wall and helps distribute the internal stresses more evenly across the fibre cross sectional area. More uniform/even stress distribution results in higher breaking loads (Wardrop 1951; Hartler et al. 1963). On the other hand, if the fibre has higher breaking load in dry state or at low RH, it is attributed to the densification (higher cohesion) of the cell wall. In this case, the water absorbed acts as a plasticizer breaking the hydrogen bonds, permitting slippage between the cellulose chains and leads to reduction in the breaking load (Kersavage 1973; Russell et al. 1964; Klauditz et al. 1947).
Fibre to fibre joint testing
To the authors’ knowledge there are only two studies dealing with the influence of water or relative humidity on the properties of individual fibre to fibre joints (Russell et al. 1964; Schniewind et al. 1964).
Russell et al. (1964) analyzed unbleached bisulphite softwood pulp. They tested dry and wet fibre to fibre joints, which were fixed in dry state and wetted by placing a small droplet of water on them. The shear load of 0.5 g in case of dry samples and 0.064 g in case of wet samples was obtained. Since the optically bonded areas could not be measured in wet state, no values for joint strength nor explanations for the decrease in the breaking load were given.
Schniewind et al. (1964) tested white fir fibre to fibre joints (obtained by nitric acid cooking) in different combinations (early- earlywood, late-earlywood, late-latewood). The samples were glued and conditioned under restraint at different RH-s (30, 65, 95% RH) for 4 and 24 h. However, prior to testing the samples were reconditioned in laboratory conditions. Reconditioning allowed the joints to be tested at equilibrium of 50% RH, thus the values obtained from those tests are inconclusive and cannot be considered as a direct consequence of conditioning in different relative humidity. For earlywood-earlywood fibre to fibre joints Schniewind et al. (1964) found a decrease between the control group at 50% RH and all other relative humidities. For the other joints no significant reductions were observed.
With regard to fibre to fibre joints, the literature provides limited amount of data. The decrease in case of higher RH is attributed to the differences in the shrinkage coefficient of the constituent fibres. However, when conditioning fibres and joints at certain RH and testing in a different one, it should be kept in mind that two changes are taking place, one during the real exposure time and the second one during reconditioning for the testing. As such, it is not possible to discern which effect or change is attributed to which cycle.
In this study, a chamber for conditioning of individual fibres and joints prior to mechanical testing has been developed. The present study compares the force needed to break individual hardwood as well as softwood fibres and fibre to fibre joints at three different relative humidities (30, 50, 80% RH). Since the strength of paper mainly depends on the strength of individual fibres and fibre to fibre joints (Page 1969), it is important to know how the fibres and joints will behave when exposed to elevated or decreased RH. The results of this study are expected to provide deeper insight and understanding of behaviour of hardwood and softwood fibres and joints and their impact on the failure process at different humidity levels.
Material and methods
All investigations have been performed using both softwood and hardwood pulp. Softwood pulp was an industrial, once dried, unbeaten, unbleached kraft pulp (mixture of spruce and pine, \(\kappa\)-number < 45). Hardwood pulp was an industrial, once dried, unbeaten, bleached kraft pulp (mixture of Eucalyptus nitens and Eucalyptus globulus, \(\kappa\)-number < 1). Individual fibres and joints were prepared according to Kappel et al. 2009. After the preparation, the samples were conditioned at 50% RH and 23 °C for a minimum of 24 h. For subsequent testing at 30 or 80% RH, 50% RH this was used as the starting humidity.
Testing setup, sample fixation and testing procedure
For the purpose of this study, 10 samples of both pulps at three RH-s (30, 50 and 80%) have been tested. All the tests have been performed using a micro bond tester developed at Graz University of Technology (see Fischer et al. 2012). As an additional part, a conditioning chamber was manufactured where the different relative humidities could be controlled in a range from 25 to 95% RH by circulating air from a S503 Humidity Generator (Michell instruments). The working principle of the humidity generator and the conditioning chamber is shown in Fig. 1 and is as follows:

Conditioning chamber and testing setup
Within the generator, the air is sucked in through an air inlet by means of an internal ventilator and circulated over a silica gel and/or deionised water beaker (depending on whether the desired air is saturated or dried). Once the starting RH (in this case 50% RH) is reached, the extraction ventilator is turned on and the air is blown through the air outlet through a rubber tube into the closed conditioning chamber. At this point, humidity and temperature in the chamber are recorded by means of a RH/temperature sensor (Rotronic Hygroclip S).
Sample fixation
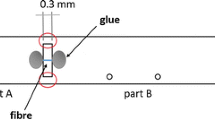
Fixation of samples for individual fibre tensile testing was done using sample holders with span lengths of 1 mm (softwood) and 0.3 mm (hardwood). In case of joint testing, a two-piece sample holder was used. Fixation procedure and sample holders are described in detail in previous studies (Fischer et al. 2012; Jajcinovic et al. 2016).
Testing procedure
After placing the sample holder carrying the fibres and joints on the micro bond tester, the chamber was closed and the conditions within the chamber were left at 50% RH and 23 °C for 5–10 min. Changing the RH immediately was postponed for two reasons—to ensure that the signal from the load cell (measured during conditioning time) comes from the fibre response and not from vibrations induced during mounting, and, secondly, in case of joints, to provide sufficient time for the adhesive to cure. The signal from the load cell was recorded for both individual fibres and joints. During preliminary tests, it was observed that upon drying, the fibres exhibited increase in load due to shrinkage. To avoid such drying stresses, similar to restrained drying, individual fibres were unloaded during conditioning in the following manner. Once the fibre has been mounted and the vibrations in the load cell ceased, decreasing of RH was started, simultaneously to the load signal recording. The signal was monitored and it was observed that the increase in the load signal was most pronounced at the initial stage. Once the signal stopped increasing, the load was decreased by moving the mount backwards, i.e. relaxing the fibre. Unloading rate was 1 μm until the signal of an unloaded cell was reached. If subsequently an increase in the load signal was observed the fiber was again relaxed as described above. In case of fibres conditioned at higher RH, no load increase was detected. Hardwoods, being weaker and tested over a shorter span could only be tested after applying the unloading procedure described above. In cases where unloading was not done, the fibre broke during conditioning time. Softwood fibres, being stronger, were able to condition without breaking and were therefore tested both in the unrelaxed and relaxed state (10 samples each). In case of joints, no unloading procedure was performed since the moving of one of the fibres in the joint would result in damaging the joint prior to testing. Both humidity and temperature were recorded at an interval of one measurement per minute during the setting, conditioning and testing time.
Conditioning of fibres and joints, while performing the relaxation steps if necessary, was performed for 120 min at the level of relative humidity chosen for testing. After conditioning, fibres and joints were loaded at a rate of 1 μm until failure in the set humidity. The entire testing procedure was recorded using a digital film camera mounted on a microscope.
Sorption behaviour
Isotherms of water vapour sorption were determined with a Dynamic Vapour Sorption (DVS) with a dynamic gravimetric water sorption analyser (DVS Intrinsic, Surface Measurement Systems, Alperton-London, UK). Approximately 40 mg of the pulp was placed in the sample pan and was pre-conditioned at 0% (RH) for 12 h at 25 °C to remove any adsorbed water molecules prior to all three sorption tests. After being conditioned at 0%, the RH was elevated to a desired level of 30, 50 and 80% and kept constant for 12 h. The mass of the fibre sample was recorded continuously during the measurement.
Results and discussion
Sorption behaviour and conditioning time
For both, softwood and hardwood pulp, the development of pulp moisture content (MC) was measured for changes of RH between 0% RH and 30, 50 and 80% RH, respectively. Equilibrium moisture content was recorded after 12 h. The deviation from EMC (equilibrium moisture content), i.e. the progress in equilibration from 0% RH to 30, 50 and 80% RH, is plotted in Fig. 2. Table 1 shows the time needed to reach equilibrium moisture content as well as the percentage of EMC reached after 120, 240 and 480 min. From the results it can be seen that after 120 min more than 99.77% of the water adsorption is completed, after 480 min 99.98% of the adsorption has taken place.

Sorption behaviour of softwood kraft pulp
In general, the time to reach equilibrium moisture content depends on the initial MC of the pulp, the final level of relative humidity and time needed for mass transport within the fibres. For the measurements performed within this study, the pulps started bone dry (equilibrated at 0% RH) and were subsequently conditioned and equilibrated to final levels of 30, 50 and 80% RH. Eventhough the pulp sample was continuously flushed with air throughout measurement process, one can assume that the sorption process is somewhat slower for the bulk pulp sample during the DVS measurement than for the individual fibre in the bond tester. Thus the equilibration time for the fibres and fibre joints in case of this study is probably faster than the ones obtained in the DVS measurements. According to the results obtained from the DVS measurements it can be concluded that after 120 min certainly more than 99.77% of the sorption has taken place. Therefore, the equilibration time of 120 min was found to be sufficient for the joints and fibres to reach an equilibrium state.
Single fibre tensile testing
Figure 3 and Table 2 show the box plots and the values for the breaking load obtained for single fibre tensile testing at different levels of relative humidity. The red line in the box plots represents the median value, the box size is the inter quartile range (IQR) i.e. the range comprising 50% of the data points. The whiskers are giving the minimum and maximum values, not considering outliers (+) which are defined to be outside one IQR from the range comprised by the box. These results are all showing fibers relaxed during reconditioning.

Breaking load of softwood and hardwood fibres
As can be seen in case of both softwood and hardwood, there is a decreasing trend in breaking load when moving toward higher or lower RH, having somewhat of a maximum around 50% RH.
In case of softwoods, the breaking load is around 20% smaller when the fibres were tested either in elevated or decreased humidity. This difference, however, was not statistically significant. The only significant difference was obtained with softwood fibres conditioned under restraint at 30% RH (\(\alpha =0.01\), p value = 0.0047), i.e. without stress relaxation during equilibration as described in section 2.3. In case of hardwood fibres, the same behaviour as in case of non-restrained softwoods can be observed. For fibres tested at 30 and 80% RH, a reduction in breaking load of 29 and 38% compared to 50% relative humidity can be seen, respectively, but no statistically significant difference was obtained in either of the cases. Figure 4 shows a comparison of current values for softwood with values from previous studies. The values obtained in the current study have a similar trend like the most comprehensive study performed by Kersavage (1973), who found a maximum at 60% RH and a decrease when moving towards higher or lower RH.

Comparison of breaking loads of individual softwood fibres
Nevertheless, besides the wet samples in case of Kersavage (1973), none of the values from the previous or the current study show a statistically significant difference. Additionally, the majority of the studies performed focused only on the differences in fibre behaviour in the dry and wet state which rendered most of the studies incomparable. Leopold and Thorpe (1968) have attributed the change in breaking load to the breaking of hydrogen bonds within the fibre. In case of fibres with low internal cohesion (i.e. earlywood fibres) the strength decrease is due to hydrogen bond disruption, whereas in case of latewood fibres, the breaking of hydrogen bonds improves the stress distribution across the fibre surface. Wardrop (1951) also attributed increase in breaking load of wet fibres to more uniform stress distribution. Additionally, lower breaking load values in case of dry fibres could be attributed to the possible development of strength reducing flaws during drying (Russell et al. 1964). Higher occurrence of such weak spots, in combination with tension forces during conditioning, could result in a fibre that is already damaged prior to testing. Contrary to that, Klauditz et al. (1947) and Kersavage (1973) attributed higher strength of dry fibres to a closer contact and higher cell wall cohesiveness. The increase in strength is attributed to either the increase in cell wall cohesiveness present at lower MC (Kersavage 1973; Klauditz et al. 1947 and Leopold and Thorpe 1968) or an improvement of internal stress distribution at higher MC or RH (Russell et al. 1964; Wardrop 1951; Leopold and Thorpe 1968). In conclusion, there are two hypotheses existing in the literature.

Response of fibres mounted under restrain to changes in RH. Drying leads to embrittlement and moisturing to softening
Anyhow, it is possible that both mechanisms, better stress distribution and improved cell wall cohesiveness, coexist and compete at the same time, and the nonlinearity of their behaviour results in a fibre strength maximum at around 50% RH. Additionally, there is a third factor that plays a role in the outcome of the testing, the effect of restrained testing. A free standing fibre, when conditioned from 50 to 30% RH will shrink, rotate and twist. By gluing it in one plane, all three natural behaviors are inhibited. Due to these restrictions, the fibre cannot shrink freely, inner tension develops and the fibre becomes more brittle. Due to the tension forces created by the fibre shrinkage, it is possible that cracks in the wall are initiated even without any external load. The embrittlement, in combination with possible crack initiation would account for the loss in the load bearing capacity. An amplified effect of the embrittlement present at lower RH can be seen with softwood fibres which were tested “under restraint” and where the unloading sequence was not performed. Those fibres are the only ones that exhibited statistically significantly lower values than the fibres tested at 50% RH. In case of fibres tested at 80% RH, the opposite effect takes place and the moisture absorbed from the air act as a plasticizer. Since the fibre is still fixed during moisture absorption and therefore cannot move, it is possible that some internal bonds break, cellulose chains slip, and the load bearing capacity of the softened matrix diminish. Figure 5 shows the principle of the changes the fibres undergo upon variation in the relative humidity, the embrittlement which is present with low RH, and softening present at higher RH.
Nevertheless, had the fibres been conditioned in a unrestrained state, it is very probable that somewhat different results would have been obtained.
Fibre to fibre joint testing
Figure 6 and Table 3 show breaking load values of joints tested at three different levels of RH.

Breaking load of softwood and hardwood joints
Softwood joints tested at 30 and 80% RH show lower values when compared to values obtained at 50% RH. Those tested at 30% RH show a 35% reduction in breaking load whereas bonds tested at 80% show a 52% reduction when compared to 50% RH. On the contrary, hardwoods seem to exhibit little or no change in the breaking load when exposed to a range of RH values. According to a t test, no statistically significant difference between bonds tested at 30 and 50% RH could be obtained in neither of the cases. However, there is a significant difference in case of softwood joints tested at 80% RH (\(\alpha = 0.05\), p value = 0.023).

Fibre to fibre joint response towards changes in RH
The reduction in breaking loads of joints tested at elevated or decreased RH is attributed to the increase of the dried-in stresses at 30% RH and to the softening of the fibres at 80% RH. Figure 7 illustrates the response of the joints towards changes in RH.
The drop in fibre–fibre joint strength at 30% RH can be attributed to an increase of stresses in the fibre–fibre bond. During drying of fibre–fibre bonds internal stresses are building in the bonding region (Sirviö 2008), because the fibres are shrinking laterally much more than longitudinally. These internal stresses are indicated by the arrows in Fig. 7. Same as in the case of individual fibres, the joints were also fixed in one plane and could therefore not swell or shrink freely. The dried-in stresses increase due to the shrinkage of the fibres in the cross direction, while the shrinkage in the longitudinal direction imposes additional tensile stress on the joint, which is indicated by the dashed red lines in Fig. 7. As stated earlier, it was not possible to perform the unloading procedure in case of joints, but the fact that they did not break gives an indication that the embrittlement evident in individual fibres was avoided through compensation of the crossing fibre bending.
In case of fibres tested at 80% RH, the strength decrease is attributed to the decrease in the dried in stresses and partial failure of the bond due to swelling. As the moisture gets absorbed, the fibres swell and soften which leads to partial failure of the fibre–fibre bond due to the reduced E-modulus of the fibres (Hirn and Schennach 2017).
So for the fibre–fibre bonds there are two mechanisms taking place when relative humidity changes: increase in internal stresses upon drying and weakening of the fibre–fibre bonds during moisturing. It seems that around 50% RH there is an optimum between these mechanisms leading to highest strength. Results similar to softwood kraft pulp, i.e. lower fibre–fibre breaking loads at 30 and 80% RH compared to 50% RH, have also been observed for softwood sulphite pulp (Jajcinovic 2017). In earlier work the fibre–fibre joints have been tested either fully wet or in laboratory conditions (Schniewind et al. 1964 and Russell et al. 1964) and the authors are not aware of experiments on fibre to fibre bond strength at varying relative humidity. Thus, according to this initial work in this field, the authors see a tendency that fibre to fibre joint strength is lower at 30 and 80% RH compared to 50% RH. Nevertheless, same as in the case of individual fibres, it is quite possible that different results would be obtained if the joints had been conditioned in a unrestrained state.
It must be mentioned that differences in the cooking-, bleaching- or drying process have a large impact on the water sorption of pulp fibers at different levels of relative humidity (Leuk et al. 2016). It can be expected that this will also affect the strength of the fibres and fibre–fibre joints.
Conclusions
In the present study, a method and a setup for investigating the influence of relative humidity on fibres and joints was developed, the results presented and future improvements suggested.
Single fibre tensile tests
In single fibre tensile testing a decreasing trend but no significant difference in the breaking loads of individual fibres was observed (both for softwood and hardwood fibres). It appears that the optimum for the breaking load is around 50% RH with decreasing trends towards high or low RH. The lower breaking load values appear to be a consequence of three effects taking place: the increase in stiffness (or cell wall cohesiveness), moisture induced softening (more uniform stress distribution) and the effect of restrained conditioning (causing embrittlement or chain slippage). However, due to the large scattering of the values, no statistically significant differences could be obtained.
Fibre to fibre joint testing
When it comes to fibre-to-fibre joints, a decreasing trend and significant difference in case of softwood joints tested at 80% RH can be observed, but not in the case of joints tested at 30% RH. Hardwood joints show no response to either high or low relative humidity, which, at this point, is considered to be an artefact of the measurement system. The lower breaking load values of softwood joints are attributed to the changes in intensity of the dried-in stresses and the effect of restrained conditioning.
The aim of this study was to gain a better understanding of the fibre and joints behaviour when exposed to different RH. Both fibres and joints appear the exhibit the maximum breaking loads at around 50% RH. However, to obtain more conclusive answers, further tests with non-restrained (free) conditioning should be performed both for fibres and joints.
References
De Yong J, Higgins H, Irvine G (1977) Moisture response of thermomechanical and other fibres. In: Proceedings of the 6th fundamental research symposium. Fibre–water interactions in paper-making, Oxford, pp 589–606
Fischer WJ, Hirn U, Bauer W, Schennach R (2012) Testing of individual fiber–fiber joints under biaxial load and simulataneous analysis of deformation. Nord Pulp Pap Res J 27(2):237–244
Ganser C, Kreiml P, Morak R, Weber F, Paris O, Schennach R, Teichert C (2015) The effects of water uptake on mechanical properties of viscose fibres. Cellulose 22:2777–2786
Hartler N, Kull G, Stockman L (1963) Determination of fibre strength through measurement of individual fibres. Sven Papp 8:301–308
Hirn U, Schennach R (2017) Fiber–fiber bond formation and failure: mechanisms and analytical techniques. In: Proceedings of the 16th fundamental research symposium, Oxford, pp 839–864
Jajcinovic M (2017) Strength of individual fibres and fibre to fibre joints-influence of the pulp type, environmental conditions and the degree of refining. Ph.D. thesis, Graz University of Technology
Jajcinovic M, Fischer WJ, Hirn U, Bauer W (2016) Strength of individual hardwood fibres and fibre to fibre joints. Cellulose 23:2049–2060
Kallmes OJ, Perez M (1965) Load/elongation properties of fibres. In: Bolam F (ed) Consolidation of the paper web, pp 507–528
Kappel L, Hirn U, Bauer W, Schennach R (2009) A novel method for the determination of bonded area of individual fibre–fibre bonds. Nord Pulp Pap Res J 24(2):199–205
Kersavage P (1973) Moisture content effect on tensile properties of individual douglas-fir latewood tracheids. Wood Fiber Sci 5(2):105–117
Klauditz W, Marschall A, Ginzel W (1947) Zür technologie verholzter pflanzlicher zellwände: ermittlung der zgfestigkeit von zellstofffasern aus pinus merkusii-holz. Holzforschung 4:98–103
Leopold B, Thorpe J (1968) Effect of pulping on strength properties of dry and wet pulp fibers from norway spruce. Tappi 51(7):304–308
Leuk P, Schneeberger M, Hirn U, Bauer W (2016) Heat of sorption: a comparison between isotherm models and calorimeter measurements of wood pulp. Dry Technol 34(5):563–573
Page DH (1969) A theory for the tensile strength of paper. Tappi J 52(4):674–681
Placet V, Cisse O, Lamine Boubakar M (2012) Influence of environmental relative humidity on the tensile and rotational behaviour of hemp fibres. J Mater Sci 47:34353446
Russell J, Kallmes OJ, Mayhood CH (1964) The inluence of two wet-strength resins on fibers and fiber–fiber contacts. Tappi J 47(1):22–25
Salmen N, Back E (1980) Moisture-dependent thermal softening of paper, evaluated by its elastic modulus. Tappi 63(6):117–120
Schniewind A, Nemeth L, Brink D (1964) Fiber and pulp properties: I. Shear strength of single-fiber crossings. Tappi 47:244–248
Sirviö J (2008) Paper physics. Book 16 of papermaking science and technology. Fibres and bonds, Chapt. 2. Paperi ja Puu Oy, Helsinki, pp 60–92
Wardrop A (1951) Cell wall organization and the properties of the xylem: I. Cell wall organization and the variation of breaking load in tension of the xylem in confer stems. Aust J Sci Res 4:391–414
Acknowledgments
Open access funding provided by Graz University of Technology. Financial support for this work in the framework of the PhD School DokIn’Holz and the CD Laboratory by the Austrian Federal Ministry of Science, Research and Economy, Sappi and Mondi is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Jajcinovic, M., Fischer, W.J., Mautner, A. et al. Influence of relative humidity on the strength of hardwood and softwood pulp fibres and fibre to fibre joints. Cellulose 25, 2681–2690 (2018). https://doi.org/10.1007/s10570-018-1720-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-1720-8