
Abstract
In this study, the influence of four different process parameters on hot gas welding of CF/epoxy fiber composites functionalized with a PA6 thermoplastic film is investigated. Additional experiments are carried out on specimens adorned with triangular beads of coupling material that are printed onto the plates, ensuring extra material within the joining zone. This approach offers a great advantage for compensating geometric tolerances. The parameters considered are common process parameters for regular two-step processes: Heating element temperature (THE), heating time (HT), welding force (F) and welding time (HTF). The design of experiments (DoE) is planned according to the Taguchi method. An orthogonal array is used to set up the experimental plan. Three factor levels of each welding parameter are considered. The test series are carried out with two sample variants. In the second sample variant, additional thermoplastic material is placed in the joining zone. The strength of the welded joints is investigated by tensile shear tests according to DIN EN 1465. The results show that the welding force has the greatest influence on the welding strength. Heating times of 20 s were found to be optimal. Within the first sample variant, a saturation behavior of the welding force can be observed at 500 N. Higher heating element temperatures (500 °C) and welding forces (1165 N) are advantageous using additional material. High welding temperatures result in a negative effect on the interdiffusivity of the polymer chains.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In view of the generally increasing scarcity of resources, such as crude oil, lightweight design technologies are becoming more and more important. Lightweight design is therefore seen as the most important future technology in vehicle, machine and plant design, the construction industry and medical technology [1]. Reliable and cost-effective joining technologies for fiber composites offer great potential for saving weight. A lower vehicle weight in turn leads to a reduction in fuel consumption and thus to savings in CO2 emissions [2, 3].
An ideal lightweight structure is basically designed without necessary joints, as the latter introduce additional weight and provoke weak points, for example through holes [4, 5]. It is therefore important to develop and establish new joining technologies to further improve the manufacturing and assembly of structural components made of composite materials.
The joining of classic fiber reinforced thermoset composites is limited to traditional joining technologies, including mechanical joining and adhesive bonding. Polymer composites react sensitively to holes required for mechanical joining, as stress concentrations occur around the hole. Adhesive technologies on the other hand require surface preparations and long curing times to create a strong bond [6].
Thermoplastic joining processes offer various advantages for joining thermoset composite structures. With these joining processes, component requirements, such as the repairability, easy assembly and disassembly of structures, can be met [4, 5]. Unlike adhesive bonding, welding does not require any elaborate preparation of the surface and is characterized by short process times. Furthermore, drilled holes are not necessary for the connection [6]. For the application of thermoplastic joining processes, the surface of the thermoset composite is functionalized by co-consolidation with a thermoplastic film (Fig. 1) [7,8,9]. A significant advantage of hybrid connections of components made of fiber-reinforced thermosets and thermoplastics is the possibility of integrating thermoplastic functional elements and the recyclability due to the possibility of material separation at the end of the product life cycle.

Schematic representation of the functionalisation of fibre composites
Various thermoplastic welding processes with high technological maturity are available, including ultrasonic, induction, resistance and hot plate welding [10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27]. Depending on the area of application, every single welding process has advantages and disadvantages. Ultrasonic and induction welding, for example, are well suited for successive spot welding but it is difficult to join large components with a continuous weld seam geometry [28,29,30,31]. Two-stage processes, like hot plate welding, are suitable for joining large components with a complex joining zone geometry and thick wall thicknesses or shell components, as the entire welding zone is heated in one process step. Another advantage of the two-stage process is that the larger heat-affected zone results in a lower cooling rate. This in turn leads to a high crystallinity and tensile strength of the polymer in the welding zone. On the other hand, ultrasonic welding results in fast cooling rates, as the joining zone is heated sequentially. Consequently, a better welding quality is achieved with 2-step processes than with processes that heat the joining zone sequentially [32,33,34,35,36,37,38]. With direct hot plate welding, however, there is a risk of material sticking to the heating element [29, 37,38,39].
This paper deals with hot gas welding, which is a further development of hot plate welding. The advantage of this process is that the joining zone is heated by an inert gas flow without degradation of the material. Furthermore, it is particle-free and contactless [40, 41]. Within the scope of this study, the influence of the welding parameters on the welding strength is investigated. To create a basis for further studies, the Taguchi method [42,43,44,45,46] is used to predict the maximum achievable welding strengths. Since it is essential for the industrial use of this hybrid joining technology to be able to compensate for certain manufacturing tolerances, this study also demonstrates the possibility of tolerance compensation on samples with additionally applied 3D-printed coupling material within the joining zone, comparable to adhesive beads in bonding processes. This approach offers a significant advantage for the compensation of geometric tolerances. This study contributes to the efficient joining of fiber-reinforced thermoplastic-thermoset hybrid materials for industrial applications using hot plate welding. This is the key to enabling lightweight designs under the premise of using the right material in the right place.
2 Experimental Procedure
2.1 Materials
The careful selection of materials is essential for the formation of an interphase between the matrix system of the fiber composite and the thermoplastic functional layer while curing. The partners must be chemically compatible to form a semi-interpenetrating network (semi-IPN) [11, 47, 48]. In addition, materials are chosen that show a wide range of possible applications, thereby creating a vast and appealing field of opportunities for applications based on the experiments to be conducted.
A thermosetting, toughened phenolic resin system is chosen as matrix for fiber-reinforced prepregs (pre-impregnated materials). According to the resin manufacturer, Delta-Tech S.p.A. (Lucca, Italy), the matrix system is intended for application in the automotive industry [49]. The used prepreg material is DT190 from Delta-Preg S.p.A. (Teramo, Italy) [50]. The resin system belongs to the phenol–formaldehyde resins of the novolak (epoxy-phenol novolak resin). Novolaks are cured exothermically with the help of reactants. 4,4'-Methylenedianiline is used as a reactant. In general, phenolic resins are too brittle for most structural applications, so the phenolic resin is toughened with the help of bisphenol-A (bisphenol A epichlorohydrin). Phenolic resins begin to degrade at temperatures of 280 to 300 °C [50,51,52].
The selected prepreg GG380T(T700)-DT190-40 contains a woven twill 2 × 2 carbon fiber fabric with an areal weight of 380 g/m2. The carbon fiber used is T700.
A compatible engineering thermoplastic is chosen for the thermoplastic functional layer. Therefore, investigations are carried out with Ultramid® C37 LC which is produced by BASF for film and monofilament applications. The material is based on PA6/66 and is compatible with the matrix material. The melting point is 181 to 185 °C [53]. The thermoplastic functional layer has a thickness of 0.18 mm.
2.2 Mechanical Testing and Specimen Preparation
Single lap-shear test specimens are used to determine the welding strength. The test specimens are manufactured and tested in accordance with DIN EN 1465 for overlap adhesives. The bonding surface specified in the standard corresponds with the welding zone. The overlap of the welding zone has a dimension of 12.5 × 25 mm2. The thickness of the test specimens is determined by the number of prepreg layers. A specimen thickness of 2.1 ± 0.1 mm is produced. For this purpose, five layers of the prepreg material are placed on top of each other in the same orientation and a layer of the coupling material is added last. The layers have a size of 200 × 300 mm2. The stack is cured in a Langzauner LZT-OK-130-L laboratory press. The process parameters are given in Table 1.
Two different specimen variations are created: 2 mm specimens (a-specimens) and 2 mm specimens including additional material (b-specimens) in the joining zone. For producing the b-specimens, half of the consolidated plates are additionally adorned with triangular beads that are printed onto the plates, as shown schematically in Fig. 2 and during the printing process in Fig. 3. This approach offers a great advantage for compensating geometric tolerances. An Ultimaker3 Extended FDM printer is used. The filament consists of non-colored coupling layer material. The specimens are cut from the plates, then ground and deburred to exact size with a belt grinder.

Schematic illustration of the b-specimens

3D-printing of additional coupling material on the test plates
All welded specimens are tested mechanically under laboratory conditions at room temperature by means of tensile shear tests on a Zwick Z100 (Zwick Roell, Ulm, Germany) tensile and compression testing machine. The specimens are clamped at 50 mm from the joining zone and preloaded with 50 N. The test is performed at a speed of 0.1 mm/s.
2.3 Hot Gas Welding Process
The hot gas welding process is classified as an indirect two-step process, as there is no direct contact between the component and the heating element in the joining zone [54]. Heat is transferred without contact by a controlled flow of inert gas. For this purpose, the inert gas passes a heating element and emerges through thin nozzles located in the joining zone. The arrangement of the nozzles is adapted to the geometry of the joining zone. The oxidation of the plastic material induced by the elevated thermal load, is mitigated by the presence of inert gas. If the heating element is not insulated, it also contributes to the heating of the joining zone [40, 55].
The hot gas welding process consists of the following process steps:
-
1.
Semi-finished products are placed into the tool
-
2.
Heating element is positioned between the upper and lower halve of the tool
-
3.
Both halves are moved vertically towards the heating element
-
4.
Joining zones are heated by the inert gas flow
-
5.
Heating element is removed from the joining zone
-
6.
Closing of the tool and build up pressure
-
7.
Tool is opened
-
8.
Welded component is removed
The welding process is schematically shown in Fig. 4.

Overview of the hot gas welding process
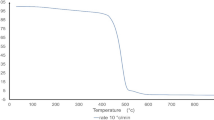
The used heating element is designed for laboratory tests and can be adapted to different two-dimensional specimens. For a joining zone of 12.5 × 25 mm2, 32 gas guiding nozzles, with a diameter of 1.85 mm each, channel the heated inert gas into the joining zone. Nitrogen is used as inert gas, with a flow rate of 1.5 l/min, which is distributed to all nozzles. The heating element is not insulated. The correlation between heating element temperature and hot gas temperature at a flow rate of 1.5 l/min is shown in Fig. 5.

Temperature curve of the exit temperature of the gas with increasing heating element temperature
The tool used is also designed for laboratory tests. It consists of two tool halves. The lower tool half is mounted on the lower tool holder. The upper tool half is screwed onto the upper tool holder accordingly. The specimen is held in place by a vacuum mechanism. Through this, the generated vacuum securely holds the specimens in position. This mechanism allows specimens of different two-dimensional geometries to be accommodated. To decouple the specimens, an insulation mat is used. The insulation mat is placed between the tool and the specimens. The alignment of the tool and the resulting overlap corresponds to the defined overlap of the welding zone according to DIN EN 1465.
2.4 Design of Experiments According to Taguchi
A suitable test plan for the prediction of the optimized welding parameters and the maximum tensile shear strength is chosen. Specimens joined by indirect hot plate welding are used as reference. The reference specimens are welded with the following process parameters: heating element temperature = 340 °C, heating time = 30 s, welding force = 1000 N, welding time = 30 s.
Controllable process parameters for hot gas welding are the heating element temperature, the volume flow of the inert gas, the duration of the heating time, the consolidation pressure/force and the holding time of the pressure/force. These are general process parameters of the two-step process, except for the volume flow of the inert gas. Therefore, the four process parameters: Heating element temperature (THE), Heating time (HT), Welding force (F), Welding time (HTF) are chosen as factors. All other influencing variables are, if possible, randomized or not varied.
With the help of a statistical design of experiments (DoE), the experimental effort of a full factorial design of experiments can be effectively reduced. The advantage of statistical experimental design is the consideration of the entire factor space by means of a parallel approach. Each factor assumes different states, based on different boundary conditions. Alternatively, a ‘standard method’ can be used to change one factor at a time. The disadvantage of this simpler method is that the variations only relate to one starting point in each case. It remains unclear how the system reacts from a different starting point. Dependencies in complex systems can therefore only be recognized with the help of statistical experimental design. Taguchi [42,43,44,45,46] has developed a method that makes it possible to predict behavior for other unknown factor combinations. The Taguchi method considers three different steps: DoE (using the parallel approach), the evaluation based on an objective criterion, and the optimization of the results. The aim of the Taguchi method is to make products and processes robust and offers distinct advantages. It prioritizes achieving a mean performance close to the target value over hitting specific specification limits, thereby enhancing product or process quality. Its simplicity makes it an effective tool for various engineering scenarios. It can be used to quickly limit the scope of a research project or to identify potential problems in a manufacturing process based on existing data. Moreover, it enables the analysis of multiple parameters without demanding an extensive number of experiments. For instance, it drastically reduces the required experiments from thousands to a mere fraction using orthogonal arrays. This approach efficiently identifies crucial parameters affecting performance characteristics, guiding further experimentation while disregarding less impactful variables. However, the method does have drawbacks. As orthogonal arrays don't test all variable combinations, it's unsuitable for situations necessitating examination of all relationships among variables. Criticism in literature also points out its difficulty in handling parameter interactions.
The prerequisite is that one or more outcomes of certain factor values of a complex system are known. Taguchi uses the signal-to-noise ratio (SNR) as an objective criterion for evaluating system functions. A maximum SNR index means that a system reliably and precisely fulfils its function despite disturbance variables. Here, the influences of the disturbance variables are neutralized to a large extent by using non-linear transmission properties of the factors [43]. The SNR index is defined in Eq. 1:
With the mean value \(\overline{y }\) (Eq. 2) and the variance σ2 (Eq. 3):
For further calculation steps involving the SNR index, the logarithmic form commonly used in communication technology, as given in Eq. 4, is often applied. The results are displayed in decibels (dB) for differentiation:
Since the focus of the tests is the maximization of the welding strength, the purpose-oriented SNR index LTB "Larger-the-better" (Eq. 5) is used to assess the results.
The LTB index is also maximized.
The construction plan of the experiments is created using an orthogonal array. An essential property of orthogonal arrays is that all combinations of factors, considered in pairs, occur equally often in a column. In this way, a balanced array of factor levels is created. A balanced array has the advantage that interactions between the factors can be detected [43]. The purely orthogonal array for four factors with three levels each is shown in Table 2.
The factor levels are determined in a way that the largest possible area of the process window is covered. The aim is to select the factor levels in a manner that one level lies in the lower range of the process window, one in the middle and the last level in the upper range. Each factor level should be comparable to the process parameters of the reference specimen. This results in the following experimental plan shown in Table 3, which is carried out with the two specimens' variants a- and b-specimens.
3 Performing the Experiments
For an efficient design of experiments, each experiment is started with the lowest heating element temperature of the experimental plan. All tests are carried out with the same temperature one after another and then continued with the next higher temperature.
Once a parameter configuration is set on the welding system, all specimen types considered by the experimental plan are welded with the corresponding sample size (a-specimens: 7 and b-specimens: 5). The specimens are sorted according to the plate number and joining partners. To ensure that a sample does not only consist of specimens from one plate, the specimen pairs are always taken from different stacks for randomization.
To insert the specimens in the tool, the tool halves are moved apart, while the heating element is not located in between. The specimens are positioned centrally over the vacuum ports. The narrow specimen edge, which is located at the joining zone, is aligned with the corresponding tool plane. To insert the specimens, the tool plane is therefore extended by a steel ruler against which the specimens are aligned. Figure 6 shows an inserted specimen in the tool. After a pair of specimens has been inserted, the welding process begins.

Inserted test specimen in the tool
4 Results and Discussion
The classification of the tests is done on reference specimens joined by indirect hot plate welding. With the parameters given in 2.4, a shear strength of 24.2 MPa is achieved by single lap-shear tests according to DIN EN 1465.
The results of the hot gas welded specimens are summarized in Table 4.
The parameter configurations of experiment 2, 6 and 9 achieve efficiencies of over 100% for both reference values with both the 2 mm a-specimens and the b-specimens. An efficiency of more than 80% is achieved in each case.
The higher the average weld strength becomes, the more frequently a purely cohesive material failure is observed in the composite. In the b-specimens, the material failure is predominantly a mixture of cohesive material failure in the thermoplastic functional layer and the composite. Exceptions are experiments 6 and 9 with exclusively cohesive material failure in the composite. The cohesive material failure of the composite material is registered more frequently in the a-specimens and corresponds to the desired failure pattern (Fig. 7).

Cohesive fracture pattern of the CFRP of an a-specimen
During the execution of experiments 5, 7, 8 with the a-specimens and experiments 1, 2, 4, 5, 7, 8 with the b-specimens, the material starts smoking after the inert gas flow subsides can be observed (Fig. 8).

Thrown up additional material and rising cloud of smoke after heating
During experiments 5, 7 and 8 with the a-specimens, the highest temperatures are registered with more than 300 °C in the welding zone. Temperatures above 300 °C are also measured in experiments 4, 5, 7 and 8 of the b-specimens. Furthermore, the filament was not conditioned for printing the specimens. The presence of moisture accelerates degradation processes [56]. The resulting degradations can be seen in the amber color of the printed white material after heating and in the fracture pattern of the associated samples with partial cohesive material failure in the coupling layer in form of a yellow cast (Figs. 9 and 10). It can be concluded that excessive heating, resulting from heating element temperatures which are too high in combination with long heating times, has a negative effect on the interdiffusivity of the polymer chains and thus negatively influences the welding strength.

Degraded printed material in the joining zone after heating

Mixed cohesive material failure in the joining zone with visible degradation of a b-specimen
The heating of the b-specimens (Fig. 11 right) is less homogeneous compared to the a-specimens (Fig. 11 left) due to the additionally imprinted material. Due to the inert gas flow and the unequal temperature distribution in the material, the additional coupling material is likely to throw up and small accumulations of material appear in the form of humps (Fig. 8). This behavior and the more frequently observed degradation processes of the b-specimens have an influence on the fracture pattern of the specimens and are the reason for the increased cohesive failure in the thermoplastic functional layer.

Heat distribution after heating of a a-specimen and b b-specimen
Furthermore, it is observed that despite large, non-welded areas, tensile shear strengths in the range of 100% efficiency can be achieved (experiment 2 and 4 of a-specimens). The comparison of the joining zone of a 2 mm specimen after heating with the non-welded surfaces of another specimen, shown in Figs. 12 and 13 respectively, proves that it is not a matter of cohesive material failure in the coupling layer.

Joining zone of an a-specimen after heating

Partially non-welded surfaces in the joining zone of an a-specimen
4.1 Qualitative Influences on Mechanical Integrity
Since an orthogonal experimental design was chosen, it is possible to separate the effects of the factors at different levels of the factor stages by averaging all values of the SNR of a factor stage, which is given in Eq. 6. The LTB ratio is used as the SNR. The parameter nz corresponds to the number of times a factor level of a factor is considered in the experimental design. In the selected experimental design, nz is always three.
This leads to the following results of the averaged SNR of the LTB index shown in Table 5.
The range of the average SNR is generally very small with a maximum value of 1.1 dB. Figure 14 shows, that the largest range is observed for the parameter of the welding force. Consequently, this parameter has the greatest influence on the welding strength. Furthermore, a saturation behavior in relation to the welding force can be observed for the a-specimen. For a-specimens, the temperature of the heating element follows with the second largest influence. However, the temperature has the least influence on the b-specimens.

Main effect diagrams of the different factors
Furthermore, the results in Fig. 14 show that an optimum heating time is between 10 and 20 s. The temperature of the heating element is the second most important factor. If there is less thermoplastic material in the joining zone, lower heating element temperatures achieve better results. For the b-specimens, an optimum of the heating element temperature between 500 °C and 550 °C can be identified. In addition, higher welding forces and longer welding times often achieve better welding strengths. The curve of the welding time for the a-specimens is contradictory. The expected behavior for the factor is the same as for the b-specimens. Further studies with a larger sample size might provide more information on this issue.
To determine the percentage effect contribution of the factors, the Total Sum of Squares (TSS), Sum of Squares Between Groups (SSB) and Sum of Squares Within Groups (SSW) are calculated first as shown in Eqs. 7–9:
Here, nv corresponds to the number of experiments in the experimental design. In this case there are nine experiments. The quality characteristic under consideration is the SNR: snri. \(\overline{SNR }\) corresponds to the mean value of all snri. The index f describes the factor under consideration. The index z stands for the factor level. The following relationship in Eq. 10 applies between the different sums of squares:
The percentage effect contribution of a factor Pf is then composed as given in Eq. 11:
The resulting percentage effect contributions of the different factors are given in Table 6.
The diagrams in Fig. 15 graphically represent the effect contribution of the factors for the two specimen variants. The welding force has a significant influence on the welding quality with 58.1% for the a-specimens and 43.6% for the b-specimens. With more material in the joining zone, the heating time and the welding time become more important. Both the percentages effect contribution of the heating time and of the welding time increase by about 10% for the b-specimens compared to the a-specimens. At the same time, the percentage effect contribution of the welding force decreases by 14%. The temperature of the heating element has a greater influence on the result of a-specimens. The large influence of the welding force results from the high viscosity of the coupling layer material. A high force is needed to create the intimate contact of the joining surfaces which leads to a collapse of the surfaces and the interdiffusion of the polymer chains.

Percentage effect contributions
Yeni et al. [10] optimized the parameters of the classic hot plate welding and derived their influence on the welding result. In hot plate welding, the hot plate temperature has the greatest influence with 86%. The results thus show that the parameters of hot plate welding are not directly transferable to hot gas welding.
4.2 Prediction of the Optimal Welding Parameters
Based on the results it is possible to determine the optimal welding parameters. For this purpose, the factor levels with the highest SNR are chosen. This leads to the following parameter configurations shown in Table 7.
With the help of further calculations, optimized target values are predicted. This is done by adding the effect sizes over the average. For the SNR the formula from [43] is given in Eq. 12:
Similarly, the average weld strength is calculated. Table 8 shows the predicted target values.
These target values and their evaluation form the basis for further studies.
5 Summary / Conclusion
In this study, the Taguchi method was applied to qualify the hot gas welding process to join hybrid thermoplastic-thermoset fiber composites. By using this method, the percentual influence of the welding parameters on the result can be determined. Furthermore, it is possible to identify optimized process parameters with a reduced experimental effort. The test plan, which was created with the help of an orthogonal array, was carried out with two different specimen variants. In one variant, additional material was placed in the joining zone using 3D printing.
In general, efficiencies above 100% could already be achieved without optimized parameters compared to the reference specimens. Weld strengths of 25.8 MPa for the a-specimens and 25.2 MPa for the b-specimens have been achieved. The welding force, which is decisive for the consolidation pressure, has the greatest influence on the quality of the joint. If there is little material in the joining zone, the heating element temperature and the welding time also have a great influence on the resulting joint. With more material in the joining zone, the influence of the heating and welding time on the result becomes more significant. At the same time, the effect contributions of the welding force and the heating element temperature decrease.
For optimized results, a heating time of 20 s is observed. If no additional material is present in the joining zone, lower heating element temperatures are preferable. For the selected configuration, 450 °C for the a-specimens and 500 °C for the b-specimens are ideal. For the a-specimens, a saturation behavior concerning the welding force is observed at 500 N. The b-specimens are better welded at an elevated force of 1165 N.
The welding forces can be converted into pressures by taking the joining surface into account. In this way, the optimized parameters can be transferred to other configurations. Further studies, especially the evaluation of the optimization and the scalability of the results to larger dimensions must follow.
From an economic and environmental point of view, further studies could also investigate whether a possible tempering process following the CFRP production can be used directly for joining, dependent on whether the temperatures reach the melting point of the coupling layer.
References
Leichtbau in Mobilität und Fertigung. Chancen für Baden-Württemberg, Stuttgart (2012). Accessed 5 May 2023
Friedrich, H.E. (ed.): Leichtbau in Der Fahrzeugtechnik, 2nd edn. ATZ/MTZ-Fachbuch, Springer Vieweg, Wiesbaden, Heidelberg (2017)
Wegmann, S., Rytka, C., Diaz-Rodenas, M., Werlen, V., Schneeberger, C., Ermanni, P., Caglar, B., Gomez, C., Michaud, V.: A life cycle analysis of novel lightweight composite processes: Reducing the environmental footprint of automotive structures. J. Clean. Prod. 330, 129808 (2022). https://doi.org/10.1016/j.jclepro.2021.129808
Elsevier Applied Science, Matthews, F.L. (eds.): Joining Fibre-reinforced Plastics. Edited by F.L. Matthews, Springer, Amsterdam (1987)
Mittelstedt, C.: Rechenmethoden Des Leichtbaus. Grundlagen, Stäbe Und Balken, Energiemethoden. Springer Vieweg, Berlin, Heidelberg (2021)
Ageorges, C., Ye, L. (eds.): Fusion Bonding of Polymer Composites. From Basic Mechanisms to Process Optimisation, 1st edn. Springer-Verlag, London (2002)
Bruckbauer, P.: Struktur-Eigenschafts-Beziehungen von Interphasen zwischen Epoxidharz und thermoplastischen Funktionsschichten für Faserverbundwerkstoffe. Dissertation, Technical University Munich (2018). https://nbn-resolving.org/urn/resolver.pl?urn:nbn:de:bvb:91-diss-20181204-1427427-1-0
Rawa, M., Kuttner, D.: Stoffschlüssiges Fügen Von faserverstärkten Duroplast-Thermoplast-Hybriden. Lightweight Des. 11(6), 14–21 (2018). https://doi.org/10.1007/s35725-018-0059-2
Huber, F., Mitterer, M., Lochner, H., Peter, M.: Fibre-reinforced thermoset plastic component with a functional layer for connecting to a thermoplastic component patent WO 2015/097147 A1
Yeni, Ç., Ülker, A., Sayer, S., Özdemir, U., Kocatüfek, U.: Optimization of hot plate welding parameters of glass fibered reinforced Polyamide 6 (PA6 GF15) composite material by Taguchi method. Usak Uni. J. Mater. Sci. 3(1), 69 (2014). https://doi.org/10.12748/uujms.201416502
Deng, S., Djukic, L., Paton, R., Ye, L.: Thermoplastic–epoxy interactions and their potential applications in joining composite structures – A review. Compos. Part A Appl. Sci. Manufac. 68, 121–132 (2015). https://doi.org/10.1016/j.compositesa.2014.09.027
Ageorges, C., Ye, L.: Resistance welding of thermosetting composite/thermoplastic composite joints. Compos. Part A: Appl. Sci. Manufac. 32(11), 1603–1612 (2001). https://doi.org/10.1016/S1359-835X(00)00183-4
Villegas, F.I., Rubio, P.V. (eds.): High-temperature hybrid welding of thermoplastic (CF/Peek) to thermoset (CF/Epoxy) composites. 20th International Conference on Composite Materials, Copenhagen, 19–24 July (2015)
Lionetto, F., Morillas, M.N., Pappadà, S., Buccoliero, G., Fernandez Villegas, I., Maffezzoli, A.: Hybrid welding of carbon-fiber reinforced epoxy based composites. Compos. Part A Appl. Sci. Manufac. 104, 32–40 (2018). https://doi.org/10.1016/j.compositesa.2017.10.021
Löbel, T., Holzhüter, D., Sinapius, M., Hühne, C.: A hybrid bondline concept for bonded composite joints. Int. J. Adhes. Adhes. 68, 229–238 (2016). https://doi.org/10.1016/j.ijadhadh.2016.03.025
Paton, R., Hou, M., Beehag, A., Falzon, P.: A breakthrough in the assembly of aircraft composite struktures. In: 25th international Congress of the Aeronautical Sciences, Deutschland, September (2006)
Perrin, H., Bodaghi, M., Berthé, V., Klein, S., Vaudemont, R.: On the hot-plate welding of Reactively Compatibilized Acrylic-based Composites/Polyamide (PA)-12. Mater. (Basel Switzerland) 16(2),(2023). https://doi.org/10.3390/ma16020691
Rubino, F., Parmar, H., Mancia, T., Carlone, P.: Ultrasonic welding of glass reinforced epoxy composites using thermoplastic hybrid interlayers. Compos. Struct. 314, (2023). https://doi.org/10.1016/j.compstruct.2023.116980
Schieler, O., Beier, U.: Induction welding of Hybrid Thermoplastic-Thermoset Composite Parts. KMUTNB Int. J. Appl. Sci. Technol. 9(1), 27–36 (2016). https://doi.org/10.14416/j.ijast.2015.10.005
Tsiangou, E., Teixeira de Freitas, S., Fernandez Villegas, I., Benedictus, R.: Investigation on energy director-less ultrasonic welding of polyetherimide (PEI)- to epoxy-based composites. Compos. Part B Eng. 173, 107014 (2019). https://doi.org/10.1016/j.compositesb.2019.107014
Villegas, I.F., Hubert, P., Bersee, H.E., Yousefpour, A.: Performance analysis of resistance welded and co-consolidated joints in continuous fibre reinforced thermoplastic composites. In: Society for the Advancement of Material and Process Engineering (ed.) Proceedings of SAMPE 2010. New materials and processes for a new economy. SAMPE 2010, Seattle, USA, 17.-20. Mai 2020 pp. 1–11 (2010)
Zweifel, L., Ritter, K., Brauner, C.: The mechanical characterization of welded hybrid joints based on a fast-curing epoxy composite with an integrated phenoxy coupling layer. Mater. (Basel Switzerland). 15(3), (2022). https://doi.org/10.3390/ma15031264
Da Costa, A.P., Botelho, E.C., Costa, M.L., Narita, N.E., Tarpani, J.R.: A review of welding technologies for thermoplastic composites in aerospace applications. J. Aerosp. Technol. Manage. 4(3), 255–266 (2012). https://doi.org/10.5028/jatm.2012.040303912
Bhudolia, S.K., Gohel, G., Leong, K.F., Islam, A.: Advances in ultrasonic welding of thermoplastic composites: A review. Mater. (Basel Switzerland). 13(6), (2020). https://doi.org/10.3390/ma13061284
Brauner, C., Nakouzi, S., Zweifel, L., Tresch, J.: Co-curing behaviour of thermoset composites with a thermoplastic boundary layer for welding purposes. Adv. Compos. Lett. 29, 1–9 (2020). https://doi.org/10.1177/2633366X20902777
Li, W., Frederick, H., Palardy, G.: Multifunctional films for thermoplastic composite joints: Ultrasonic welding and damage detection under tension loading. Compos. Part A Appl. Sci. Manufac. 141, 106221 (2021). https://doi.org/10.1016/j.compositesa.2020.106221
Li, W., Palardy, G.: Electro-Mechanical response of Ultrasonically Welded Thermoplastic Composite interfaces under Static and cyclic Flexural loads using nanocomposites. ACS Appl. Polym. Mater. 4(7), 5209–5223 (2022). https://doi.org/10.1021/acsapm.2c00737
Cloud, G.L., Patterson, E., Backman, D.: Joining Technologies for Composites and Dissimilar Materials, vol. 10. Springer International Publishing, Cham (2017)
Stokes, V.K.: Joining methods for plastics and plastic composites: An overview. Polym. Eng. Sci. 29(19), 1310–1324 (1989)
Grimm, R.A.: Fusion welding techniques for plastics. Weld. J. 69, 23–28 (1990)
Grimm, R.A.: Welding processes for plastics. Adv. Mater. Processes 147(3), 27–31 (1995)
Koutras, N., Amirdine, J., Boyard, N., Fernandez Villegas, I., Benedictus, R.: Characterisation of crystallinity at the interface of ultrasonically welded carbon fibre PPS joints. Compos. Part A Appl. Sci. Manufac. 125, 105574 (2019). https://doi.org/10.1016/j.compositesa.2019.105574
Villegas, I.F.: Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos. Part A Appl. Sci. Manufac. 65, 27–37 (2014). https://doi.org/10.1016/j.compositesa.2014.05.019
Villegas, I.F.: Ultrasonic welding of thermoplastic composites. Front. Mater. 6, (2019). https://doi.org/10.3389/fmats.2019.00291
Talbott, M.F., Springer, G.S., Berglund, L.A.: The effects of Crystallinity on the Mechanical properties of PEEK Polymer and Graphite Fiber Reinforced PEEK. J. Compos. Mater. 21(11), 1056–1081 (1987). https://doi.org/10.1177/002199838702101104
Lee, W.I., Talbott, M.F., Springer, G.S.: Effects of cooling rate on the Crystallinity and Mechanical properties of Thermoplastic composites. J. Reinf. Plast. Compos. 6, 2–12 (1987)
Ageorges, C., Ye, L., Hou, M.: Advances in fusion bonding techniques for joining thermoplastic matrix composites: A review. Compos. Part A Appl. Sci. Manufac. 32, 839–857 (2001)
Yousefpour, A., Hojjati, M., Immarigeon, J.-P.: Fusion bonding/welding of thermoplastic composites. J. Thermoplast. Compos. Mater. 17(4), 303–341 (2004). https://doi.org/10.1177/0892705704045187
Fernie, J.A., Threadgill, P.L., Watson, M.N.: Progress in joining of advanced materials. Weld. Met. Fabr. 59(4), 179–184 (1991)
Schulz, H.G.: Verfahren Zum Schweißen Von Kunststoffteilen. Deutschland Patent DE 100 19 300 B4, 27 July (2006)
Dukane Corporate Headquarters: DUKANE, Heißgasschweißen (2023)
Siebertz, K., van Bebber, D., Hochkirchen, T.: Statistische Versuchsplanung. Design of Experiments (DoE), 2nd edn. Springer Vieweg, Berlin, Heidelberg (2017)
Rüfer, H.: Treffsichere Analysen, Diagnosen Und Prognosen. Leben ohne Statistik Nach Genichi Taguchi. SpringerLink Bücher. Springer Vieweg, Berlin, Heidelberg (2018)
Mori, T., Tsai, S.-C.: Taguchi Methods: Benefits, Impacts, Mathematics. ASME Press, Statistics and Applications (2011)
Krishnaiah, K., Shahabudeen, P.: Applied Design of Experiments and Taguchi methods. PHI Learning (2012)
Yizong, T., Ariff, Z.M., Khalil, A.M.: Influence of processing parameters on injection molded polystyrene using Taguchi method as design of experiment. Procedia Eng. 184, 350–359 (2017). https://doi.org/10.1016/j.proeng.2017.04.105
Gorton, B.S.: Interaction of nylon polymers with epoxy resins in adhesive blends. J. Appl. Polym. Sci. 8(3), 1287–1295 (1964). https://doi.org/10.1002/app.1964.070080319
Wang, Y.-Y., Chen, S.-A.: Polymer compatibility: Nylon-epoxy resin blends. Polym. Eng. Sci. 20(12), 823–829 (1980). https://doi.org/10.1002/pen.760201209
DELTA-TECH: DT190 Toughened Epoxy Matrix For Automotive Structures, 6th edn. Matrix TDS. Technical Data Sheet (2014)
DELTA-PREG: Sicherheitsdatenblatt. Imprägnierharz DT190; Imprägnierharz DT190N, 5th edn. (2015)
AVK–Industrievereinigung Verstärkte Kunststoffe eV (Hrsg.) (ed.): Handbuch Faserverbundkunststoffe / Composites, 4th edn. Grundlagen · Verarbeitung · Anwendungen, Springer Vieweg, Wiesbaden (2013)
Ehrenstein, G.W.: Faserverbund- Kunststoffe. Werkstoffe - Verarbeitung - Eigenschaften, 2nd edn. Carl Hanser Verlag GmbH & Co. KG (2006)
BASF SE: Sicherheitsdatenblatt. Ultramid C37 LC, 3rd edn. (2016)
Deutsches Institut für Normung: Schweißen und verwandte Prozesse - Kunststoffschweißen - Teil 3: Prozesse zum Schweißen thermoplastischer Kunststoffe(DIN 1910-3:2023-05) (2023)
KVT Bielefeld GmbH: HGS- Heiß-Gas-Schweißen; KVT Bielefeld; Auf die sichere Verbindung kommt es an! (2023)
Tuna, B., Benkreira, H.: Chain extension of recycled P a 6. Polym Eng Sci 58(7), 1037–1042 (2018). https://doi.org/10.1002/pen.24663
Funding
Open access funding provided by University of Applied Sciences Upper Austria. The authors received no financial support from funding agencies for the research, authorship, and/or publication of this article.
Author information
Authors and Affiliations
Contributions
Conceptualization: G.S., M.T., D.K. and H.L.; Methodology: G.S., M.T. and D.K.; Validation: G.S., M.T. and D.K.; Formal analysis: G.S., M.T.; Investigation: G.S., M.T. and D.K.; Resources: G.S.; Data curation: G.S.; Writing - original draft preparation, G.S., M.T.; Writing - review and editing: M.T., D.K. and H.L.; Visualization: G.S.; Supervision: M.T.; Project administration: D.K.; All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Steiner, G., Kuttner, D., Lochner, H. et al. Optimization of Hot Gas Welding of Hybrid Thermoplastic-Thermoset Composites Using Taguchi Method. Appl Compos Mater 31, 775–797 (2024). https://doi.org/10.1007/s10443-024-10208-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-024-10208-1