
Abstract
Hybrid components consisting of continuous fiber reinforced thermoplastic (CFRT) and steel components exhibit promising potential in advanced lightweight construction. However, the joining operation presents a significant challenge due to the materials’ distinct physical and chemical properties. This paper studies a joining method in which dual pin arrays protruding from the surface of the metal component are inserted into the locally heated CFRT component to create a form-fitting joint. The primary objective is to scrutinize the influence of various CFRT materials on joint formation and quantify the resulting properties. The fiber type (glass and carbon) and fiber architecture (unidirectional and bidirectional reinforcement) are varied. All materials could successfully be joined via the direct pin pressing process, while depending on the CFRT material, distinct characteristic fiber morphologies could be identified. Bidirectionally reinforced carbon fiber reinforced samples showed the highest overall strength, while unidirectionally glass fiber reinforced samples showed the highest energy absorption and second highest ultimate strength.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Continuous fiber-reinforced thermoplastics (CFRTs) offer promising properties such as high weight-related strength and stiffness [1, 2] as well as impact properties [3].
Moreover, compared to thermoset-based composites, the solidification mechanism of the matrix in continuous CFRTs relies on physical cooling and crystallization rather than chemical cross-linking. This distinction makes CFRTs notably more suitable for large-scale serial production. Additionally, unlike thermoset prepregs, CFRTs can be stored without the need for refrigeration, which is otherwise necessary to prevent the premature curing of the thermoset matrix [4].
The unique properties of CFRTs position them as a promising material group for lightweight applications in larger-scale manufacturing, especially in the mobility sector, where weight reductions often translate to diminished greenhouse gas emissions. In these sectors, CFRTs can effectively replace traditional engineering materials like aluminum or steel. Despite these advantageous properties, certain conditions can impose limitations on CFRT applications. Examples include exposure to elevated temperatures surpassing the glass transition temperature (for amorphous matrices) or the crystallite melting temperature (for semi-crystalline matrices), scenarios involving complex stress states, and applications demanding high surface hardness or expecting significant erosive wear [5].
A possible approach to address these limitations involves the use of hybrid construction. In this approach, a CFRT component is combined with a metal component, such as a higher-strength steel or aluminum part, locating each material where its properties are best suited. However, this method encounters challenges, including differences in physical properties such as thermal expansion coefficients and/or stiffness between the materials and chemical incompatibilities that make conventional joining methods, such as welding, infeasible [6, 7]. Consequently, the primary challenge in this hybrid approach lies in the joining operation.
In state-of-the-art CFRT-to-metal joining, form-fitting methods such as riveting and bolting are frequently employed. However, these techniques contribute to increased weight and cost of the structure due to the use of auxiliary elements. Additionally, the requirement for precisely drilled bolt holes increases manufacturing expenses and often destroys load-bearing fibers, thereby weakening the composite component [8].
On the other hand, adhesive bonding stands out as a joining method well-suited for composite applications, offering the advantage of distributing forces over a large area, thus minimizing stress concentrations [9]. However, adhesive bonding with numerous thermoplastic matrix systems, particularly polyolefin polymer composites, poses challenges due to their low surface energy and polarity [10]. Consequently, surface pre-treatment or specialized adhesives become necessary, increasing the complexity of the joining process. Furthermore, curing cycles are often time-consuming, and process and quality control become more challenging than traditional joining techniques.
For joining with thermoset composites, this joining technology is already well described for several different materials [11,12,13] but for CFRTs only exemplary investigations with minor variation of the materials but no systematic studies with comparable joining parameters and a variation of the CFRT material are known: In [14] and [15] pre-consolidated twill weave Glass fiber/Polypropylene (GF/PP) materials are used while in [16] bidirectional glass fiber/Polyetherimide from pre-consolidated tape material is used. In several other investigations, unidirectionally reinforced GF/PP material is utilized [17,18,19]. Especially for endless carbon fiber reinforced CFRTs joined with pin structures, no publications are known that investigate the joinability, resulting fiber morphology, or mechanical performance. Carbon fibers typically have a stiffness between 240 GPa (pan high tenacity fibers (HT)) and 540 GPa (ultra-high modulus fibers (UHM)) with an elongation at break between 0.4% (UHM) and 1.6% (HT) [20]. Comparing these values to the typical stiffness and elongation of E-glass fibers, which are around 80 GPa and 4.0%, shows, that carbon fibers are significantly stiffer and at the same time less tough [20]. Furthermore, carbon fibers show anisotropic properties in themselves while glass fibers are isotropic. This makes carbon fibers significantly more sensitive to forces normal to the fiber direction than glass fibers. These properties lead to the assumption that carbon fibers are more difficult to join via the direct pin pressing process, where the occurring fiber displacement typically leads to fiber strain and transversal forces, which might severely damage the fiber reinforcement of the sample and consequently weaken the joint. Furthermore, the high stiffness of carbon fibers could hinder the fiber displacement required to insert the pin, which is necessary to create a sufficient form fit that is needed for an effective load transfer between both joining partners.
A relatively recent development in joining technology involves the use of cold-formed pin structures protruding from the metal component, which can be inserted into the locally heated CFRT specimen, as previously described in other studies [14, 21]. The key advantage lies in the occurrence of fiber displacement rather than fiber cutting, minimizing fiber damage compared to bolted or riveted joints [22, 23], potentially resulting in less pronounced weakening of the composite component [24].
While this joining technology is well-documented for thermoset composites with various materials [11,12,13], the scope for CFRTs is limited to exemplary investigations with minor material variations and lacks systematic studies, including comparable joining parameters and CFRT material variations. For instance, previous studies [14, 15] used pre-consolidated twill weave glass fiber/polypropylene (GF/PP) materials, and in another case [16], bidirectional glass fiber/polyetherimide from pre-consolidated tape material was utilized. Numerous other studies employed unidirectionally reinforced GF/PP material [17,18,19]. There is a notable absence of studies on the joinability, resulting fiber morphology, and mechanical performance of continuous carbon fiber reinforced CFRTs with pin structures.
Carbon fibers typically have a stiffness ranging between 240 GPa (pan high tenacity fibers (HT)) and 540 GPa (ultra-high modulus fibers (UHM)), with an elongation at break between 0.4% (UHM) and 1.6% (HT) [20]. Comparing these values to the typical stiffness and elongation of E-glass fibers, which are around 80 GPa and 4.0%, respectively, shows the significantly higher stiffness and concurrently lower toughness of carbon fibers [20, 25]. Furthermore, carbon fibers have anisotropic mechanical properties, whereas glass fibers are isotropic in themselves. This makes carbon fibers more susceptible to forces perpendicular to the fiber direction than glass fibers.
These properties lead to the assumption that carbon fibers are more difficult to join via the direct pin pressing process, where fiber displacement can induce strain and transversal forces, potentially causing damage to the fiber reinforcement and consequently weakening the joint. Additionally, the high stiffness of carbon fibers may hinder the necessary fiber displacement for pin insertion, which is essential for establishing a sufficient form fit required for effective load transfer between both joining partners.
In summary, in the current state of the art no systematic study is known in which the effect of different fiber orientations and fiber material on the resulting fiber orientation and mechanical properties of the joint is investigated. Behind this background, this study aims to close this research gap for unidirectionally and bidirectionally reinforced CFRTs with glass (G) and carbon (C) fiber reinforcement. In this study, the joinability of different materials, the resulting fiber morphologies, and the mechanical performance of the different hybrid joints is investigated. Thereby, the focus lies on the joinability of different reinforcement fibers and textile architecture, potential fiber damage in the joining process, and consequently the mechanical performance of the created joints.
In the current state of the art, a noticeable gap exists, as no systematic study has been found that investigates the influence of varying fiber orientation and fiber material on the resulting fiber orientation and mechanical properties of joints. Against this background, the objective of this study is to close this research gap, specifically focusing on unidirectionally and bidirectionally reinforced continuous fiber reinforced thermoplastics (CFRTs) with glass (G) and carbon (C) fiber reinforcement.
In this study, the joinability of different materials, resulting fiber morphologies, and mechanical performance of various hybrid joints is investigated. The primary focus is placed on investigating the joinability of distinct reinforcement fibers and textile architectures, evaluating potential fiber damage during the joining process, and subsequently analyzing the mechanical integrity of the formed joints.
1.1 Definition of Sample Geometry
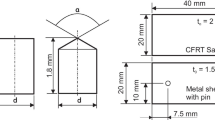
For this study, single lap shear samples have been manufactured based on the DVS Bulleting 3480-1 [26]. Both components have a width of 45 mm and a length of 105 mm, while on the metal specimen, two cylindrical pins with a diameter of 1.5 mm, a height of 1.8 mm, and a spacing between both pins of 6 mm are located. The pins are placed along the middle axis of the specimen, with the first pin being placed 8 mm from the short edge of the sample as it would be for point samples defined in DVS3480-1. Contrary to the bulletin, the overlap length has been increased to 22 mm instead of 16 mm in order to accommodate the increased length of the joining zone of 6 mm due to the double pin layout of the joint. The pin structures are manufactured as cylindrical protrusions from the sheet surface via a cold-forming process, as it is described in Sect. 1.2. An undercut is not present in the used geometries. The dimensions of the single-lap specimen are illustrated in Fig. 1.

Dimension of steel sample (left), CFRT sample (middle), and joined lap sheer sample (right)
1.2 Used Materials
1.2.1 Composite Materials
Within the scope of this study, a comparative analysis is conducted on four CFRT materials. Two laminates are crafted from G-fiber and polypropylene, while the remaining two are composed of C-fiber and polypropylene. Each material group entails the production of one laminate with a unidirectional (UD) fiber orientation and another with a 0°/90° bidirectional (BD) stacking orientation.
In the following the investigated materials are referred to as named in Table 1. The determination of crystallization and melt peak temperatures is carried out using differential scanning calorimetry (DSC) on a DSC 2500 device manufactured by Texas Instruments (Newcastle, USA).
All investigated materials have been measured in density via a gas pycnometer and the fiber content by weight has been measured via incineration. The thickness was measured via caliper, and the theoretical fiber volume content was calculated from the fiber weight content and the density of matrix (0.95 g/m3) and fibers (2.5 g/m3 for E-glass fibers and 1.3 g/3 for C-fibers). It has to be noted that the used densities are assumptions derived from the literature and that potential voids are neglected in the calculation. All values are summarized in Table 2.
Both G-fiber materials are manufactured from non-crimp fabrics from Saertex GmbH & Co. KG (Saerbeck, Germany) with a polypropylene matrix BJ100 HP from Borealis AG (Vienna, Austria). Therefore, the fibers for both materials are E-Glass fibers. The unidirectionally reinforced variant is stitched with a polyester (PET) sewing thread with a grammature of 76 dtex and a total aerial weight of 12 g/m2. The main E-glass fiber reinforcement is oriented in the weft direction or 90° to the production direction, and the aerial weight is 283 g/m2. In addition, a small amount (1 g/m2) of 68 tex fibers in warp direction is used to give the fabric sufficient stability for the manufacturing and impregnation processes. Consequently, the aerial weight of the resulting non-crimp fabric is 296 g/m2. The bidirectionally reinforced variant is stitched with an aramid sewing thread with a grammature of 110 dtex and an aerial weight of 9 g/m2. The fiber grammature of the fibers in weft directions is 600 tex while the grammature of the warp fibers is 1,200 tex, and the areal weight of both layers is 307 g/m2 leading to an overall areal weight of 623 g/m2.
The carbon fiber materials are manufactured from tape semi-finished products of the type Cetex® TC960 from Tencate performance composites (Camarillo, USA). The manufacturing process from tape material to the sample plates has been conducted by the Institute of Lightweight Engineering and Polymer Technology of the Technical University in Dresden, Germany. Therefore, 16 tape layers were stacked and consolidated on a hot press under heat and pressure to create sample plates with a thickness of approximately 2.4 mm. The measured density is 1.33–1.36 g/cm3 and the measured fiber content is measured to 64–65% by weight or calculated to 47–48% by volume.
1.2.2 Steel Components
The steel components utilized in this study were fabricated and provided by the Institute of Manufacturing Technology at Friedrich-Alexander-University Erlangen-Nuremberg. The pin manufacturing process employed a full-forward extrusion technique, utilizing the [25, 26] same tool detailed in [27]. In this process, pins were extruded through a linear punch movement, displacing material into a double cavity that defines the pins’ geometry. An adjustable blank holder was employed to restrict lateral material flow, enhancing the material displacement into the cavities.
The sheet thickness maintained a constant of 1.5 mm, and the punch penetration depth was iteratively adjusted to achieve the targeted pin height of 1.8 mm. The material used was a higher-strength steel type HCT590X supplied by Salzgitter Flachstahl GmbH (Salzgitter, Germany). This steel exhibits an ultimate strength ranging from approximately 590 to 700 MPa and a yield strength within the range of 330 to 430 MPa [28].
1.3 Joining Process
The joining process has been conducted on an adapted polymer welding machine from KLN Ultraschall AG (Heppenheim, Germany). The heating of the CFRT samples was realized through a short-wave infrared spot from the manufacturer Optron GmbH (Garbsen Germany). Thereby, the radiation peak lies at 1,200 nm, which typically leads to an improved radiation penetration into the sample, resulting in a more even heating through the thickness of the sample when compared to a medium or long wave radiator. During the entire operation, the steel and CFRT samples are located in form fitting and vacuum-assisted joining tools, which ensure repeatable positioning of the samples. In addition, the CFRT sample is placed on top of an insulating polyetheretherketone (PEEK) insert to avoid excess heat loss from the sample into the tool.
Therefore, the joining process is structured in the following steps:
-
1.
Pre-heating of the CFRT sample over the melt temperature of the matrix. Due to the different heat conductivity of C- and G-fibers, different heating parameters had to be defined via pre-trial. Between uni- and bidirectional fiber orientation, no differentiation is done (compare Table 3).
-
2.
Pressing of pins into CFRT component with a joining force of 3,000 N.
-
3.
Cooling and reconsolidation stage under maintenance of joining forces to allow a complete reconsolidation of the CFRT sample. The applied forming forces enable both the matrix and fibers to flow into cavities, effectively closing deconsolidations and conforming to the shape of the pin structures. This process continues as long as the matrix temperature remains above the crystallization temperature.
The heating and joining process, as well as an image of the welding machine are shown in Fig. 2.

Adapted polymer welding machine (left) and schematic joining process (right)
The pre-heating parameters were determined through preliminary trials with a focus on achieving sufficient heating of the matrix above its melting temperature. This was required to allow the joining operation and to achieve displacement of fibers during the joining process. Given the relatively low thermal conductivity of the samples, especially in the thickness direction, we opted for lower power settings and extended exposure times to prevent overheating of the sample surface. Overheating could lead to matrix degradation, indicated by fume development on the sample’s surface. Consequently, the long chosen heating times allow a heat transfer to melt the material through its thickness while avoiding thermal degradation on the samples’ surface.
The heating parameters for G-fibers were derived from [19], incorporating insights from extensive pre-trials. In contrast, C-fibers, characterized by significantly higher thermal conductivity, presented challenges due to increased heat loss in the sheet plane. Consequently, the heating parameters for C-fibers involved reduced power settings, longer heating times, and an increased irradiated area achieved by excluding a mask and increasing the spot distance to the sample. The specific heating parameters are detailed in Table 3.
It’s noteworthy that the chosen heating settings for C-fibers result in larger molten zones, theoretically enabling fibers to reorient over a broader area. This, in turn, contributes to reduced fiber elongation, considering the increased stiffness and reduced elongation before break inherent in C-fibers.
1.4 Mechanical Characterization – Single Lap Shear Tests
Prior to testing, the samples have been stored under normalized climate [29] for a minimum of 24 h. The used testing machine is of the type Z1465 from ZwickRoell AG (Ulm, Germany), and quasi-static conditions were chosen with a testing speed of 1 mm/min. The testing was performed until the failure of the joint, and a sample size of 3 was chosen. Thereby, the G-fiber samples have been tested in two different orientations. For unidirectionally reinforced samples, the fibers have been oriented at 0° and 90° in relation to the load direction. For bidirectionally reinforced material, the outer layer of the fiber reinforcement has been oriented at 0° and 90° in order to investigate the influence of the fiber orientation in the outer layer and different grammature of the reinforcement of the textile layers in weft (600 tex) and warp direction (1,200 tex).
The C-fiber reinforced samples have been tested only in one direction each: 90° for unidirectionally reinforced materials and 90° for the outer layers of the bidirectionally reinforced samples. Consequently, the total number of different reinforcement types and orientations is six. The elongation is measured via a tactile extensometer with a measuring distance of 50 mm. This allows us to determine both elongation and together with the measured reaction force to calculate the energy absorption via the integration of the force over elongation.
1.5 Microscopic Investigation
To evaluate the resulting fiber displacement, microscopic images of the joining zones were created. For each of the six samples, one representative microscopic microsection was created, accompanied by overview images of the joining zones at a total magnification of 25x. Additionally, detailed images at a magnification of 100x were captured, focusing on the pin tips. During this process, the metal component was removed from the CFRT component prior to creating the microsections. This removal was possible by the use of cylindrical pins without an undercut. Consequently, the pins could be extracted from the CFRT component in an orthogonal direction to the sample’s surface without causing damage. The microsections were created in the Y/Z plane, allowing for the examination of both resulting pinholes under the microscope, as illustrated in Fig. 3.

Illustration of microscopic sample preparation
The used microscope is of the type Axio Imager.M2, which is equipped with an Axiocam 305. Both components are manufactured by Carl Zeiss Microscopy (Oberkochen, Germany). The created images are qualitatively investigated by means of resulting fiber displacement and potentially damaged or broken fibers.
1.6 Micro Computer Tomographic Investigation
In order to investigate the resulting fiber morphology in a larger number of orientations and layers, a micro-computer tomographic (sub µ-CT) investigation was conducted. Thereby, the used sub µ-CT was custom-manufactured by the Fraunhofer Institute for Integrated Circuits (IIS) e.V., Erlangen, Germany. All sample scans are sighted in detail, and they are analyzed for fiber reorientation and potential breakage, which could be indicated by sudden shifts in fiber direction or voids in otherwise continuous fiber bundles.
2 Results
2.1 Microscopic Investigation
Figure 4 shows overview images of the joining zones with different CFRT materials. In all images, with the exception of CF/PP 90°, a black void can be seen in the area where the pin has been located. The reason for this phenomenon is that during the embedding process of the sample, no vacuum was applied, resulting in the embedding resin not completely penetrating into the pin holes, consequently causing the described black voids.
It is noticeable that the structure of G-fiber and C-fiber reinforced samples differs significantly: G-fiber reinforced samples show a heterogeneous structure with fiber rovings in which a high fiber volume content is visible and matrix-rich zones in-between the individual rovings. In contrast to that, C-fiber reinforced samples are significantly more homogeneous with a mesoscopically constant fiber volume content. This can be explained by the different manufacturing processes of both sample types: While G-fiber products are manufactured from textile semi-finished products with distinct fiber rovings, which can still be seen in the finished organo sheet, C-fiber sheets are manufactured from tape material, which typically contains evenly distributed fibers in each layer.
Over all images, a fiber displacement along the pin insertion direction can be seen in the vertical direction. Hereby, fibers that lie in the plane of the microsections are running horizontally from right to left of the image, as it can be seen in the GF/PP 0° sample (also compare Fig. 3). These fibers are in the following described as “0° fibers” and show a different displacement behavior than fibers that run perpendicular to the observation plane (as can be seen in the GF/PP 90° sample) and consequently are cut in the microsections. In the following, these fibers are described as “90° fibers”.
0° fibers are directly displaced downwards by the pin insertion motion furthermore, especially in G-fiber reinforced samples, a matrix-rich zone can be seen left and right from the inserted pin. These matrix-rich zones are created by the downwards displacement of the fibers during pin insertion, which creates voids that are subsequently filled with matrix in the reconsolidation and cooling phase. This phenomenon has already been thoroughly described and explained in a previous study [22].
90° fibers show a more indirect displacement. This latter phenomenon is very distinct in the GF/PP 90° sample, where the G-fiber rovings in an area of approximately 1 mm left and right of the pin are distorted downwards. An explanation for this phenomenon the sheer forces that are created through the pin insertion. A similar effect on adjacent fibers can also be seen in the warm hole molding processes [30] as well as the thermoactivated pinning process [31].
Biaxially G-fiber reinforced samples show a morphology that can be described as a combination of the previously described displacement behavior of 0° and 90° fibers as a result of the stacking sequence of the different fiber layers. However, it can be seen that the downwards displacement of 0° layers is occurring more abruptly and closer to the pin, as is the case for unidirectionally reinforced samples. The explanation for this phenomenon is that the large-area downward displacement of the 0° layers is hampered by the 90° layers, leading to a more localized displacement accompanied by more sudden changes in fiber direction.
For the CF/PP 90° material, a slight vertical displacement of the fibers can be seen. Due to the reduced contrast that results from the homogeneous fiber distribution, however, this distortion can primarily be seen in the transition between different layers that appear slightly brighter in the image compared to the surrounding material. CF/PP 90°/0° material shows a very different appearance: 0° layers appear very bright due to the light-reflecting properties of the polished C-fibers and the method of bright-field microscopic investigation. In comparison to GF/PP 90°/0° material, the vertical displacement of the 0° C-fibers is even more abrupt, which again is explained by the hampering effect of the 90° layers and can be seen as a sign of fiber breakage and likely is a result of the higher stiffness and reduced toughness of C-fibers in comparison to G-fibers.

Overview images of joining zones in the y/z plane
Figure 5 shows detailed images of the identical samples from Fig. 4 in the area of the left pin corner. At this magnification, it is possible to identify individual fibers and to detect potential fiber damage. It can be seen that the C-fibers are significantly smaller than the used G-fibers, which is typical for both materials.

Detailed image of microsection of joining zone in the area of left pin tip in y/z plane
When investigating 0° G-fibers in the 0° unidirectional as well as the bidirectional samples, interruption of the fiber paths can be seen, especially in the direct proximity to the pin corners. These interruptions are interpreted as fiber breakage that occurs due to critical fiber elongation or due to sharp bending of the fibers at the pin corner. This phenomenon is most pronounced in the GF/PP 0° sample. In contrast to that, it can be seen that 90° fibers are very densely packed and generally come in contact with neighboring fibers. Additionally, Fig. 6 highlights areas with fiber damage with further increased magnification.
When investigating the images of biaxially reinforced samples, the relatively sharp downward displacement of 0° layers is very recognizable. In the GF/PP 0°/90° example, a 0° roving is displaced in such a way that it is oriented vertically downwards and closely follows the shape of the pin flank and is abruptly reoriented at the pin corner by 90° and consequently runs horizontally. This abrupt change in orientation is accompanied by a clear interruption of the fiber path at the pin corner that indicates a complete breakage of the fiber roving. The CF/PP 90°/0° sample shows phenomena with partially even more abrupt changes in fiber orientation.

Highlighted areas with visible fiber damage at the pin corner
In summary, it is evident that a certain degree of fiber breakage is to be expected across all investigated reinforcement materials and architectures. The extent of fiber damage, however, depends upon the fiber type, with G-fibers demonstrating greater tolerance to the joining process. Moreover, the architecture featuring unidirectional materials allows for more unrestricted fiber displacement, resulting in reduced fiber breakage.
The observed fiber damage is primarily localized in the proximity of the pin corner, where fibers undergo reorientation with a sharp radius. This phenomenon introduces forces transversal to the fiber direction, leading to stress concentrations. Additionally, the reoriented fibers in this region may experience bending radii below the minimum, resulting in evident fiber breakage. According to [32], the critical bending radius (Rc) can be calculated using the fiber diameter (r), tensile modulus (E), and ultimate tensile strength (\({\sigma }_{c}\)) with the following equation:
Using tensile moduli of 400 GPa for high modulus C-fibers and 80 GPa for E-g-fibers, ultimate strength strength of 2.45 and 3.5 GPa for C- and G-fibers respectively, and diameters of 7 and 20 μm for C and G-fibers a critical radius of 0.57 mm for C-fibers and 0.22 for G-fibers. When comparing these calculated values with Fig. 6, the C-fibers are bent in a significantly smaller radius while G-fibers are, to a large part, bent in the range of Rc: Some rovings, especially further away from the pin tip, are bent in a larger radius while fibers running close to the pin tip are deformed with a smaller radius.
A potential strategy to avoid fiber damage involves employing a tapered pin head. However, previous research, such as [22], has already shown that the overall fiber displacement with significant downward displacement of fibers does not fundamentally change with a tapered pin. Additionally, findings in [17] suggest that a tapered pin does compromise the shear load capacity of the joint. This reduction is attributed to the diminished cylindrical portion of the pin when a tapered tip is used, resulting in a reduced load-bearing area and forces that could lead to pin extraction due to the angled surface of the pin tip.
An alternative approach for future exploration could be incorporating a radius on the pin tip within the range of the critical radius for the specific fiber type used. This adjustment aims to decrease the bending radius and minimize induced transversal stresses while preserving the load-bearing cylindrical section of the pin. The primary research question in this context would revolve around determining the optimal radius dimension that strikes a balance between these two effects, ultimately enhancing the overall strength of the joint and the cold-forming manufacturing process of a defined tip radius.
Another intriguing pin-joining approach that avoids vertical fiber displacement and, consequently, likely reduces fiber damage is the hole-forming and pin-caulking process, as outlined in [30]. However, it’s important to note that this method introduces added complexity due to the required hole-forming process and potential tolerance issues, especially when dealing with multi-pin arrays.
2.2 Computer Tomographic Investigation
Figure 7 shows a summary of the computer tomographic images in the horizontal x/y plane. For all examples, the shown plane is located approximately 0.1 mm below the sample surface. Here, GF/PP 90° and GF/PP 0° show fiber displacements that are characterized by a lateral distortion and are comparable to the displacement shown in [23], where the fiber reorientation of multi-pin arrays with a larger number of pins are investigated. Biaxially reinforced G-fiber samples, on the other hand, show a combination of the phenomena of unidirectionally reinforced 0° and 90° samples with fibers being laterally displaced by the pin insertion motion depending on the investigated layer. Therefore, the chosen examples partially show fibers at 0° and 90°.
In contrast to the G-fiber samples, the morphology of C-fiber reinforced samples exhibits a distinct difference, characterized by only minimal (CF/PP 90°) or no (CF/PP 90°/0°) significant shift in fiber orientation in the proximity of the pinhole. This limited displacement aligns with the observations from microsections of the biaxially reinforced sample, where fibers undergo a sharp reorientation with the pin insertion motion, resulting in minimal lateral fiber displacement. Consequently, it is hypothesized that the joining process with C-fibers induces significant fiber breakage, potentially leading to a notable weakening of the Continuous Fiber Reinforced Thermoplastic (CFRT) component.

Summary of computer-tomographic images in x/y plane
2.3 Mechanical Characterization
When assessing the mechanical performance of the investigated pin joints, a distinct influence of the material type on the maximum transmittable force is evident. Consistent with findings from prior studies, the shear load capacity of unidirectional samples with a fiber orientation of 0° relative to the load direction is observed to be 31% lower at 490 N compared to samples with a fiber orientation of 90°, which exhibits an average load capacity of 713 N [17, 30, 33].
In the case of biaxially reinforced GF/PP samples, both orientations (0°/90° and 90°/0°) demonstrate nearly identical mean values, measuring 590 N and 583 N, respectively. Notably, these values fall approximately halfway between the load capacities of unidirectionally reinforced 0° and 90° samples. The detailed results of the mechanical characterization are presented in Table 4.
In comparison to G-fiber reinforced samples, C-fiber reinforced samples exhibit a more pronounced influence on the reinforcement architecture. Samples with a 90° reinforcement display the lowest average load capacity among all samples, failing at only 457 N, while 0°/90° samples demonstrate almost a twofold increase in failure loads, averaging 996 N. Figure 8 provides a summary of the average maximum load capacity for all investigated samples. The higher load capacity of biaxially reinforced CF samples can be attributed to the typically higher strength and stiffness of C-fibers compared to G-fibers. On the other hand, the low strength of 90° C-fiber reinforced samples can be explained by the failure mode. The unfavorable load direction perpendicular to the fiber reinforcement leads to an abrupt failure of the composite sample at relatively low loads. This is in contrast to G-fiber reinforced samples, where the fiber architecture features fibers along the load direction, resulting in a different failure mechanism (see Sect. 1.2). Further detailed descriptions of the failure modes of the different materials are detailed below.
Generally, the standard deviation of the test series is comparably large, especially for GF/PP 90°, GF/PP 0°/90° and CF/PP 90° exceeds 10% of the average load capacity. A possible explanation for this scattering could be found in the inhomogeneous structure of GF-reinforced samples. It is expected that this scattering will be reduced when larger multi-pin arrays are used in future studies, as a larger joining zone would average out fluctuations in the material structure. For CF-reinforced samples, the explanation can be seen in the failure mode: since samples failed abruptly in the composite, the notch effect caused by the reinforcement fibers limits the load capacity, which is expected to cause significantly significant volatility.

Maximum shear load of different samples
When comparing the energy absorption up to the point of maximum load, an interesting phenomenon can be seen (Compare Fig. 9): G-fiber reinforced samples, especially those with a 90° reinforcement, exhibit substantially higher energy absorption in comparison to CF-reinforced samples despite showcasing similar or lower maximum load capacities. GF 0° and GF bidirectionally reinforced samples demonstrate average energy absorptions ranging between 112 and 166 Nmm, a range comparable to bidirectionally reinforced CF samples at 149 Nmm.
In contrast to these values, unidirectionally reinforced 90° CF samples exhibit significantly lower energy absorption, averaging only 26.3 Nmm, while their counterpart, the 90° reinforced GF sample, records the highest energy absorption at 322 Nmm. Given that the underlying fiber architecture between both materials is similar, this result is, at first glance, surprising and consequently requires further analysis.

Energy absorption at maximum load
Investigating the force-displacement curves (see Fig. 10) and the failure modes (see Fig. 11), a distinct contrast in behavior and failure patterns can be seen between C-fiber and G-fiber-reinforced samples. Specifically, unidirectionally reinforced G-fiber samples show two distinctive behaviors depending on the orientation of the fibers in relation to the load direction.
For 0° samples, failure occurs at an average displacement of 0.32 mm, marked by an initial bearing failure of the pin holes, followed by the pin structures plowing through the CFRT sample. This process is accompanied by a reduction in reaction force as displacement increases. In contrast, 90° reinforced samples experience failure at an average elongation of 0.59 mm due to pin extraction occurring at comparably higher loads and larger displacements. Notably, a significant reduction in initial stiffness is observed before reaching the point of maximum force, indicating increasing damage to the CFRT sample prior to the initial failure. In a previous study, the damage in a sample at maximum force for tests with single pins with a diameter of 1.0 mm is shown for loads in 0° and 90° to the fiber direction. In this study, significant matrix cracks could be shown in the sample, which most likely are also present in the present study [33].
Moreover, despite the CFRT sample itself being less stiff in 90° orientation compared to 0° orientation, the initial stiffness of both orientations is comparable. This leads to the assumption that the joint itself is stiffer when oriented at 90° to the load direction. GF/PP 90°, on average, exhibits the maximum force at the highest displacement among all samples, contributing to the high energy absorption observed in these samples, in addition to their high load capacity.
Bidirectional GF samples (see Fig. 11, middle row) show a combined failure mode of initial bearing failure of the pin hole and subsequent pin extraction. Thereby, the elongation at max. Force with 0.26 mm (0°/90°) and 0.36 (90°/0°) is lower than for GF/PP 90° samples, leading to energy absorptions that are comparable to GF/PP 0° samples. A likely explanation for the failure at lower elongation when compared to GF/PP 90° samples is the bearing damage in the sample, which leads to pin extraction at comparably low elongation.
CF/PP samples show very distinct behavior when compared to GF/PP samples (compare Fig. 10, bottom): 90° reinforced PP/CF samples have a steep drop off after max. Force, which can be explained with the failure mode: Due to the lack of fiber reinforcement in 0° and notch effects as well as strain increase induced by the reinforcement fibers, the samples abruptly failed at comparably low load and an average elongation of only 0.1 mm. Thereby, samples both broke in the area of the joint as well as in the middle of the sample where no effect by the joining process or the clamping force must be expected. This abrupt failure at low elongation, in combination with the relatively low failure loads, explains the very low absorbed energy CF/PP 90° samples of only 26.3 Nmm.
In comparison, CF/PP 90°/0° fail at significantly higher loads and a higher mean elongation of 0.22 mm, leading to an energy absorption of 149.3 Nmm that can be compared with most GF/PP samples. Also, CF/PP samples show the highest stiffness, which can be explained by the stiff fiber reinforcement and slightly larger sample thickness of the CF/PP samples when compared to GF/PP samples. Thereby, the failure mode is pin extraction with slight damage of the top 90° reinforcement layer, which, due to the higher sample stiffness, occurs at lower elongation values when compared to biaxially reinforced GF/PP samples. Due to the high stiffness of the sample, the energy absorption is only average despite the high ultimate load capacity.

Force displacement curves of different samples

Summary of characteristic damage modes of different composite materials; image in x/y plane
To evaluate the potential of the pin-joining process, it is necessary to compare the joint strength of pinned joints with established methods, such as adhesive bonding. To achieve this comparison, the failure load must be normalized by a reference joining area, resulting in an area-related strength value. In this study, where only a 1-D array of two pins has been utilized, a hypothetical joining area is assumed. Assuming a square array with pin spacing of 6 mm in both the X- and Y-directions, the joining area per pin is 36 mm², or 72 mm² for the complete joining area with two pins, as employed in this study. Table 5 compiles the resulting hypothetical shear strength.
The observed average strength values range between 6.3 and 13.8 MPa, depending on the orientation and type of fiber reinforcement. In comparison, 3 M Scotch-Weld DP 8005, an acrylate adhesive designed for low-energy polymers, is specified in its datasheet with a strength of 7.6–7.9 MPa on unreinforced PP and 17.1–17.2 MPa on glass fiber-reinforced plastic [34]. It is noteworthy that the matrix polymer on the latter values is unspecified and could potentially be an epoxy resin, which typically achieves stronger adhesive bonds. Comparing both joining technologies, the strength of pinned joints with all investigated fiber reinforcement types is at least in the range of adhesively bonded PP joints. For bidirectionally C-fiber reinforced samples, it approaches the strength of glass fiber composite-bonded joints [35].
Furthermore, it is important to note that the strength potential of the pin-joining process is not fully exhausted in this study, offering significant opportunities for optimization. First, the use of conical pins, as demonstrated in [17], can increase joint strength under shear load, and a radius on the pin tip may reduce fiber damage (see Sect. 2.1). Second, the pin spacing on the joining area has not been optimized, and a higher pin density or improved placement, as suggested in [23], could lead to increased achievable joint strength and more favorable fiber orientation. Thirdly, improved process routes, such as utilizing ultrasonic vibration to heat the matrix, may result in better reconsolidation, fewer defects, and voids in the joining zone, consequently yielding higher joint strength. Finally, the surface structuring of the joining area and the pin structure itself could create interlocking effects between the polymer matrix and metal component, combining the benefits of both the direct joining process and the pin joining process.
In future studies, there are plans to conduct adhesive joining trials with suitable adhesives and the same composite materials to obtain actual, practical reference values.
In summary, it can be seen that the type and orientation of the fiber reinforcement have a significant effect on the mechanical properties of the pin-joined metal/composite joints: C-fibers leading to very stiff and, depending on the fiber architecture, also very strong samples with the downside of only average energy absorption at maximum load and a comparably abrupt failure behavior while G-fibers lead to less stiffness and less strong samples than bidirectionally C-fiber reinforced samples but are superior in means of energy absorption before failure. When comparing the joint strength with adhesive bonds, the investigated pin joints are, despite being in a similar strength range, less strong than can be expected for adhesively bonded joints. However, there is significant potential that has to be lifted in future studies.
3 Summary and Conclusion
In future studies, it is necessary to increase the joint strength in comparison to adhesive joints: It is planned to investigate adapted pin-geometries with rounded edges that reduce the fiber damage in this area. Therefore a simple tapered pin tip will not be sufficient, as in previous studies, it could be shown that a conical pin tip acts similar to a draft angle and reduces the load capacity of the joint. Furthermore, adapted process routes, including different heating mechanisms, such as ultrasound, need to be investigated in order to reduce the processing time as well as the void content, which is expected to further improve the mechanical performance of the joint.
In this study, different continuous fiber-reinforced thermoplastics with a polypropylene matrix were joined with identical metal components using the direct pin-pressing process with infrared radiation. Cylindrical double pin structures were pressed into the CFRT samples after infrared pre-heating to create a form-fitting joint.
It was demonstrated that all examined materials could be effectively joined with the metal component through the direct pin-pressing process. Analyzing fiber displacement, all samples exhibited a shift along the pin insertion motion. Unidirectionally reinforced samples displayed a characteristic and pronounced displacement, while bidirectional samples showed a less pronounced vertical displacement, attributed to the hampering effect of alternating fiber orientations on fiber displacement. All 0° layers exhibited signs of fiber damage around the pin corners, potentially compromising the composite strength. C-fiber samples, due to their increased stiffness, exhibited a more abrupt reorientation in bidirectional samples compared to their G-fiber counterparts, indicating more pronounced fiber damage, while unidirectionally reinforced CF samples showed slightly larger reorientation.
Regarding mechanical performance among G-fiber-reinforced composites, the unidirectionally reinforced material with a fiber orientation of 90° in relation to the load direction demonstrated the highest maximum force and the greatest energy absorption among all investigated materials, including C-fibers. 0° reinforced GF samples exhibited lower reaction force and energy absorption, while bidirectionally reinforced materials fell between 0° and 90° in both maximum load capacity and energy absorption. No significant synergetic effect of bidirectional reinforcement or substantial influence of stacking sequence in bidirectional samples was observed.
C-fiber bidirectional samples showed the highest load capacity and stiffness among all investigated samples, which led back to the superior mechanical properties of C-fibers compared to G-fibers. Unidirectionally reinforced C-fiber samples with 90° fiber orientation were comparably stiff but failed at lower loads and exhibited very low elongation, resulting in limited energy absorption.
For future studies, it is necessary to enhance joint strength compared to adhesive joints. Planned strategies include investigating adapted pin geometries with rounded edges to minimize fiber damage in this area. A simple tapered pin tip is insufficient, as previous studies indicated that a conical pin tip acts similarly to a draft angle and reduces the joint’s load capacity. Additionally, adapted process routes involving different heating mechanisms, such as ultrasound, will be explored to reduce processing time and void content, ultimately enhancing the mechanical performance of the joint.
Declarations.
Data Availability
The raw data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Siebenpfeiffer, W.: Leichtbau-Technologien im Automobilbau, ATZ/MTZ-Fachbuch, 1. SpringerVieweg, Wiesbaden (2014)
Thomason, J.L., Vlug, M.A.: Influence of fiber length and concentration on the properties of glass fibre-reinforced polypropylene: 1. Tensile and flexural modulus. Compos. Part A: Appl. Sci. Manufac. 27, 477–484 (1996)
Thomason, J.L., Vlug, M.A.: Influence of fibre length and concentration on the properties of glass fibre-reinforced polypropylene: 4. Impact properties. Compos Part A: Appl Sci Manufac 28, 277–288 (1997). https://doi.org/10.1016/S1359-835X(96)00127-3
Sommer, M., Edelmann, K., Wöginger, A., Christmann, M., Mack, J., Medina, L.: Thermoplastische Prepregs Und Halbzeuge. In: Neitzel, M., Mitschang, P., Breuer, U. (eds.) Handbuch Verbundwerkstoffe, pp. 147–199. Carl Hanser Verlag Munich (2014)
Barkoula, N.-M., Karger-Kocsis, J.: Effects of fibre content and relative fibre-orientation on the solid particle erosion of GF/PP composites. Wear 252, 80–87 (2002). https://doi.org/10.1016/S0043-1648(01)00855-9
Martinsen, K., Hu, S.J., Caerlson, B.E.: Joining of dissimilar materials. CIRP Annals Manuf. Technol. 64, 696–699 (2015). https://doi.org/10.1016/j.cirp.2015.05.006
Mitschang, P., Velthuis, R., Rudolf, R.: Fügeverfahren für FKV. In: Neitzel, M., Mitschang, P., Breuer, U. (eds.) Handbuch Verbundwerkstoffe 469–482. Carl Hanser Verlag, Munich (2014)
Dawai, Z., Qi, Z., Xiaoguang, F., Shengdung, Z.: Review on joining process of Carbon Fiber Reinforced Polymer and Metal: Methods and joining process. Rare Metal Materials and Engineering 47(12), 3686–3696 (2018). https://doi.org/10.1016/S1875-5372(19)30018-9
Schürmann, H.: Klebeverbindungen. In: Konstruieren Mit Faser-Kunststoff-Verbunden 569–604. Springer Verlang, Berlin-Heidelberg (2005)
Brockmann, W.: Adhesive bonding of polypropylene. In: Karger-Kocsis, J. (ed.) Polypropylene: An A-Z Reference 1–6. Kluwer, London (1999)
Ucsnik, S., Scheerer, M., Zaremba, S., Pahr, D.H.: Experimental investigation of a novel hybrid metal-composite joining technology. Compos Part A 41, 369–374 (2010). https://doi.org/10.1016/j.compositesa.2009.11.003
Graham, D.P., Rezai, A., Baker, D., Smith, P.A., Watts, J.F.: A Hybrid Joining Scheme for High Strength Multi-Material Joints. 18th Int. Conf. Compos. Mater. (2011)
Parkes, P.N., Butler, R., Meyer, J., de Oliveria, A.: Static strength of metal-composite joints with penetrative reinforcement. Compos Struct 118, 250–256 (2014). https://doi.org/10.1016/j.compstruct.2014.07.019
Kraus, M., Frey, P., Kleffel, T., Drummer, D., Merklein, M.: Mechanical joining without auxiliary element by cold formed pins for multi-material-systems. AIP Conf. Proc. 2113 (2019). https://doi.org/10.1063/1.5112570
Thakkar, R., Ucsnik, S.: Cost efficient metal to fibre reinforced composite joining. In: Marotzke, C._Feldmann, T. (Hrsg.): ECCM16 - European conference on composite materials. Serville, Spain: Universidad de Sevilla 1–8. (2014)
Feistauer, E.E., Ebel, T., Santos, J.M., Amancio-Filho, S.T.: Ultrasonic Joining of through-the-thickness Reinforced Ti-4 Al-6 V and Polyetherimide Hybrid Joints. Society of Plastics Engineers: SPE ANTEC Anaheim 2017, vol. USA, pp. 1718–1724. Anaheim (2017)
Popp, J., Kleffel, T., Drummer, D.: Influence of pin geometry on the joint strength of CFRT-metal hybrid parts with metallic pins. Join. plastics/Fügen Von Kunststoffen 3, 177–183 (2021)
Römisch, D., Kraus, M., Merklein, M.: Investigation of the influence of formed, non-rotationally symmetrical pin geometries and their effect on the joint quality of steel and aluminium sheets by direct pin pressing. Proc. Institution Mech. Eng. Part L: J. Materials: Des. Appl. 236(6) (2022). https://doi.org/10.1177/146442072210814
Popp, J., Drummer, D.: Joining of continuous fiber reinforced thermoplastics/steel hybrid parts via undercutting pin geometries and infrared heating. J. Adv. Join. Proc. 5 (2022). https://doi.org/10.1016/j.jajp.2021.100084
Karger-Kocsis, J.: Werkstoffe. In: Neitzel, M., Mitschang, P., Breuer, U. (eds.) Handbuch Verbundwerkstoffe, pp. 31–71. Carl Hanser Verlag Munich (2014)
Popp, J., Römisch, D., Merklein, M., Drummer, D.: Joining of CFRT/Steel Hybrids parts via Direct Pressing of Cold formed Non-rotational symmetric pin structures. Appl. Sci. 12 (2022). https://doi.org/10.3390/app12104962
Popp, J., Kleffel, T., Römisch, D., Papke, T., Merklein, M., Drummer, D.: Fiber orientation mechanism of continuous Fiber Reinforced Thermoplastic Hybrid Parts joined with metallic pins. Appl Compos Mater 28, 951–972 (2021). https://doi.org/10.1007/s10443-021-09892-0
Popp, J., Busch, M., Hausotte, T., Drummer, D.: Fiber orientation in continuous fiber-reinforced thermoplastics/metal hybrid joining via multi-pin arrays. Sci Eng Compos Mater 30,(2023). https://doi.org/10.1515/secm-2022-0165
Eberl, L., Avila Gray, L., Zaremba, S., Drechsler, K.: The effect of fiber undulation on the strain field for pinned composite/titanium joints under tension. Composites: Part. An. 103, 48–160 (2017). https://doi.org/10.1016/j.compositesa.2017.09.015
Ehrenstein, G.W.: Verstärkungsfasern, In: Ehrenstein G.W.: Faserverbund-Kunststoffe 19–49, Carl Hanser Munich (2006)
Deutscher Verband für Schweißen und Verwandte Verfahren: DVS/EFB 3480-1 Testing of Properties of joints - testing of Properties of Mechanical and Hybrid (mechanical/bonded) Joints. DVS Media GmbH, Beuth Verlag GmbH, Düsseldorf, Berlin (2007)
Römisch, D., Merklein, M.: Experimental and Numerical Analysis of Cold Formed Multi Pin Structures Using a Multi-Acting Tool Design, Proceedings of the 12th Tooling Conference and Exhibition Tooling 2022, Örebro Sweden, 507–514 (2022)
Salzgitter, A.G.: HCT590X; https://www.salzgitter-flachstahl.de/fileadmin/mediadb/szfg/informationsmaterial/produktinformationen/kaltgewalztes_feinblech/deu/hct590x.pdf; latest acces: 21th of april 2023
Deutsches Institute für Normung DIN e.V: DIN EN ISO 219:2008, Plastics-Standard Atmospheres for Conditioning and Testing. DVS Media GmbH, Beuth Verlag GmbH, Berlin (2008)
Römisch, D., Popp, J., Drummer, D., Merklein, M.: Joining of C FRT-steel hybrid parts via hole-forming and subsequent pin caulking. Prod Eng Res Devel 16, 339–352 (2022). https://doi.org/10.1007/s11740-021-01093-9
Hufenbach, W., Kupfer, R., Hornig, A.: Thermoactivated Pinning – A Novel joining technique for Thermoplastic composites. Solid State Phenomen 188, 176–181 (2012). https://doi.org/10.4028/www.scientific.net/SSP.188.176
Sharp, K.W., Bogdanovich, A.E.: Fibre Damage Impaired by 3D Orthogonal Weaving of Pitch Carbon and Ceramic Yarns, ICCM International Conference on Composite Materials, (2009)
Popp, J., Merklein, R.D., Drummer, M.: Joining of CFRT/Steel Hybrid Parts via Direct Pressing of Cold formed Non-rotational symmetric pin structures. Appl Sci 12(10), 49–62 (2022). https://doi.org/10.3390/app12104962
3 M Deutschland GmbH: : Scotch-Weld DP 8005, 2-Komponenten-Konstruktionsklebstoff auf Acrylatbasis, https://multimedia.3m.com/mws/media/826521O/datasheets-klebstoffe-2k-epx.pdf; latest access: 08.02.2023
Popp, J., Wolf, M., Drummer, D.: Fügen thermoplastischer Faserverbunde über Pin-Strukturen mit variablen Prozessrouten, Werkstoffe in der Fertigung (2023)
Funding
Open Access funding enabled and organized by Projekt DEAL. Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – TRR 285/2–418701707.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study’s conception and design. Julian Popp built the specialized processing equipment, including the joining tools. Material preparation of CFRT components and data collection were performed by Julian Popp. Analysis of the acquired data was performed by Julian Popp. The original draft was written by Julian Popp. Dietmar Drummer contributed to review and editing of the original draft as well as in supervision. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflicts of interest/Competing Interests
It is not applicable; there are no competing interests to be declared.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Popp, J., Drummer, D. Influence of the Textile Reinforcement on the Joint Formation of Pin-Joined Composite/Metal Parts. Appl Compos Mater 31, 799–822 (2024). https://doi.org/10.1007/s10443-024-10203-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-024-10203-6