
Abstract
Many textile products are using materials with higher thickness like foams, spacer fabrics and nonwoven materials in order to provide comfortable softness of the contact surface to the body. Such materials are often joint to another external layer who have to provide optical and mechanical stability of the system, and are joined together into a 3-dimensional geometry. This paper analyses some steps of joining such materials by sewing. The forces in the sewing threads are analyzed analytically. A numerical model based on finite element method (FEM) is implemented in LS-Dyna and the process of compaction of the sewing line, based on the thread force is simulated. The thread force propagation is numerically analyzed in the time, at different friction coefficients and for different foam stiffness. All simulations demonstrate logical results and can be used as a fundament for more complex investigations and optimizations of such products.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
High thickness or spacer materials like foams, high distance weft and warp knitted structures, non woven fleeces are used within a broad range of applications with different purposes. One of the most common reason for including high thickness material is based on their lower elasticity modulus, which ensure softness in the contacting areas to the human body, like seat covers, rucksack, shoes or posture correcting products [1], protection clothing [2] and other similar applications. Another reason is the blocked air within the material which builds suitable microclimate for better thermal insulation, or if the fabrics has open structure as place for air circulation [3, 4]. Normally these high thickness materials have to be connected together at the edges in order to build specific 3D form and often they are connected with additional textile or (natural or synthetic) leather layer, who provide the required aesthetic and design surfaces and the mechanical stability of the part. For the joining of such materials normally classical sewing machines are used, because the sewing thread provides required visual effect and strengths and is able to connect as well material with different properties and different thicknesses (Fig. 1). In order the elasticity of the thicker filler material will be kept but at the same time enough connection to the covering material need to be provided. Hence different pattern of the sewing lines can be applied, so that the final joined product build a 3D surface. Although using alternative joining methods and especially ultrasonic welding are reported from time to time, these have the priority in thick membrane structures for architecture where a homogenous layer of thermoplastic material is available [5]. Using sewing threads allows adjustment of the seam thickness and the product visual appearance, and can can lead to improved thermal insulation of the final product [6, 7].

Example of joined leather with thick foam for building 3D profile
None of the reported works consider the mechanical forces during the sewing of spacer or thicker materials, except one latest paper related to tufting [8], where the complete fabrics and sewing threads are modelled numerically. In the paper the composite reinforcements are modelled with triangular shell elements and the tufting thread as rod elements. The tufting hole is modelled as an intersection point between the rod chain and shell elements with a separated parametric conditions, and the reference element is fixed in the initial state. The applied approach demonstrates very good correlation between the experiment and simulation of the forming process of tufted products. A detailed review about the trough-the-thickness reinforcement for composites, including the sewing (in the paper named as stitching) is presented in [9]. As the paper conclude, for multilayer structures for composites the sewing stitches can be used to actively balance between the in-plane and out-of-plane properties of the complete structure. While for tufting only the one thread and its iteraction with the machine and the fabric is important, in the most sewing stitches at least two yarns interact. There are larger number of practical investigations about the relations between the yarn tension, sewing threads and the seam quality [10], material parameters over the sewing line [11] for example or on works, concentrated on the seam puckering and its evaluation and prediction [12,13,14,15]. The modelling of the seam with the complete mechanical properties of the high thickness materials would allow investigation and optimization procedures for adjustment of the yarn tension and the resulting 3D geometry of the products. Models which covers partial tasks in this directions are reported to use energy approach for the analysis of overfed seams [16] and others are implemented in Software Wisetex for representation of sewing in composites [17]. Different forms and parameters for geometrical description of threads are presented in [18] and implemented in software Sewing Stitch Generator [19]. Some initial results of FEM simulation of stitched thick braids are reported in [20], but the main dependencies about the relations between the yarn tension and the resulting thickness of the product are missing. This work has the goal to extend some theoretical and modelling issues and provide background for future modeling and analysis.
2 Forces in the sewing stitches after stitch formation
For joining thicker spacer products normally lock stitch is used, because the stability of the yarn interlacement. The chain stitches are more opening faster their interloping if one of the threads became broken. For the building of the lock stitch two threads are needed – upper (UT) and bottom (BT) thread (Fig. 2) which have to interlace in the middle of the joined materials. For classical textiles, the stitch length t is in the range of 1–5 mm and the thickness of the joined stack of layers h can vary between 0.5 and 3 mm. For spacer fabrics and other materials with high thickness, h increases and can be up to 40 mm. This larger spacer combined with the lower elasticity module of the most thick materials allows significant deformation of the joined material at the sewing place, which can have both very positive and very negative influence on the required properties.

Main parameters at the stitch building place
In order to get numerical description of the forces in this situation, the thread forces and their interaction with the joined material are analyzed in more detail (Fig. 3).

Forces in the sewing threads a) forces in the sewing thread at the stitch boundary b) forces at the interlacement point between the upper and bottom trhead c) forces of the thread in contact with the fabrics d) summarized system
At the interlacement point of the both upper and bottom threads can be assumed, that one thread is sliding or sticking around the other, which have circular cross section. The deformation of the cross section of the thread will be neglected in this investigation, because it does not lead to significant changes of the remaining results. If the wrap angle between the threads is \({\alpha }_{t}\) and the static friction coefficient between these is \({\mu }_{tt}\) then tensile force, which has to be applied in the thread after the interlacing point in order to overcome the friction and to start slippage can be expressed as:
After the interlacing with the bottom thread, the upper one wraps the materials which have to be joined. As the material is highly deformable, consideration of friction around arc surface with corresponding friction coefficient between the thread and the surface is \({\mu }_{ts}\) and wrap angle \({\alpha }_{s}\) has to be considered, so that the thread force after this region will be
In both equations it was assumed, that the friction between the thread and surface is one and the same. In case the reality, when sewing spacer fabrics or other thicker materials the surface of the fabrics have different properties and different friction than the internal part of the fabrics. This effect is neglected in the current investigation.
Combining these two equations the relation between the thread forces before one complete stitch an after it can be expressed as
Each sailor knows, that after three wrappings with one rope over a cylindrical body they can hold heavy boots and ships, which is the practically use of this well known equation. Figure 4 visualize the result of the application of Eq. (3) for multiple numbers of stitches for three different friction coefficients between threads and textile structure (it is assumed that \({\mu }_{tt}=\) \({\mu }_{ts}\) for this figure). For the evaluation of the influence of the stitches, the relative (dimensionless) tension was used (Eq. 4)

Thread tension distribution after different number of stitches
As the diagram (Fig. 4) show, after the first stitch between 50 and 80% of the yarn tension \(\overline{{F }_{2}}\) is lost acting against the friction and after the second and third stitch for the friction coefficient for the common textile yarns [21,22,23,24], which are higher than \(\mu >0.2\) not more than 5% of the thread tension remains there.
This result has the technological meaning, that once the stitch is build, the friction forces will keep the thread length of this stitch in the same range and some redistribution of the thread length and thus changes in the stitch place geometry between the stitches can be practically excluded. Only for very slippery materials, with oiled sewing threads can be expected some redistribution of the length between the last stitch and the active realized one.
3 FEM model and preliminary tests
The analytical result from the previous section is used as verification basis for a more complex FEM representation. The FEM allows investigation of the process with more complex material behavior and with any geometry in three dimensions. At the first stage the validity of the model to represent the reality were checked. For the current case the explicit solver LS-Dyna was preferred, because it allows automatic contact detection and has proven its suitability for simulation of transient problems with intensive contacts.
The FEM solvers provide different options as solution of the dynamic equilibrium of a mechanical system
where M, C and K are the mass, damping and stiffness matrices, f is the vector of the external forces, and x is the vector with the node coordinates and their derivatives. The sewing yarns have nearly linear elastic behavior in the initial load range where the stiffness matrix can be considered as constant and not dependent on the position in the current investigation
For proper sewing process simulation, the nonlinearity of the yarn force–elongation behavior has to be considered correctly. Here the stiffness is strain dependent and the stiffness matrix depends on the position K(x). At the higher speeds, the visco-elastic behavior gets considered during the damping matrix C.
The friction forces are then implemented on the right hand side as external forces \(\left\{f(x)\right\}\) and as they depend on the position of the yarns too, the complete system becomes highly nonlinear, normally stiff system. Such systems can be solved iterative by implicit solvers, where the equilibrium at each time step is computed and then the stiffness matrix, gets updated, however the explicit solvers are more convenient in such case, because for their procedures there is no need for computation of the inverse matrix of the stiffness matrix. For stable solution at the explicit solvers, the critical time step from the Courant-Friedrichs-Lewy (CLF) have to be considered, which relates the speed of the transmission of the forces (wave propagation) in the material and the system and the element size. The LS-Dyna solver is able to compute and updates the time step automatically in order to keep the stability of this condition. According to the Hughes-Liu beam formulation the time step size with L as characteristic length of the element and E and \(\rho\) the elastic modulus and mass density of the yarn material, is given by:
For the modelling of the sewing threads, based on the experience of the authors and reports of other researchers [25,26,27] Hughes-Liu beam elements where chosen with a tubular cross section type (1) and a Gaussian 2 × 2 integration point rule (2), which in this way well replicates the bending and shear behavior. The diameter was chosen with 0.2 mm. The beam elements at all provide significantly better computational efficiently compared to the solid elements and their use is not connected with problems of the interpenetration between the elements, which is common for the solid elements. To keep it simple, a linear elastic material model (MAT_001) with a thread density of 1.497 10–6, the elastic modulus of 190 and Poisson’s ratio of 0.3 were chosen. A consistent unit system (mm, ms, kg, kN, GPa) is the base for this values according to the high dynamic of the system. The interaction between the yarns was modeled with an edge to edge type (AUTOMATIC_GENERAL) contact model, which appears as the most stable one in this case. Penetration checking was included, all other parameters kept as default. In the first step, time dependent material properties are explicitly not included in this preliminary study.
Additionally, the modelling of yarns with high curvature as solid elements cause very often problems, because significant differences in the densities and the cross sections have to be considered. For the remaining material different options are suitable, depending on the details of the analysis – if the joined surface will be modelled at fiber, yarn or continuum level. In the current case the spacer or high distance fabrics is modelled as solid material with two contact layers covered by a woven structure in plain weave (Fig. 5). The applied tension on the upper and bottom thread represents the yarn tension during the stitch building process.

FEM Model for joining thick elastic material as continuum and thread as modelled as beam in initial step (a) and at increased yarn tension for the stitch building simulation (b)
Figure 5b represents the deformed state of the foam (in the middle presented transparent), both woven fabrics layers and the sewing threads. The stitches on the left side are available as initial state for the simulation. Of course the complete starting process with one first stitch only can be simulated, but in such case the first two-thee stitch building cycles have to be simulated, too, in order a steady state for the yarn tension and the interaction between the threads and the structure to be reached. In order to reduce the simulation time and concentrate on the investigation on the stitch building, five previous stitches are modelled, using the advantage of a symmetric representation to prevent this starting problem. Figure 6a represents the tension propagation with the deformed structure. Figure 6b visualizes the sewing threads. These preliminary tests are in close correlation with the analytically computed values – with each stitch the yarn tension reduces caused by friction.

Complete deformed structure (a) and local axial force distribution at the interlacement place (b) during the FEM simulation
Figure 7a and b demonstrates some numerical and modelling issues. Using a small representative piece of fabrics, as shown in Fig. 7a, leads to an opening of the selvages, if the yarn force is applied horizontally, as it gets oriented after small transport step of the sewing machine. To avoid this problem, larger piece of woven fabrics has to be used for such loads. Figure 7b demonstrates the problem of the loss of the contact between the sewing threads after increased tension. The problem indicates that increased yarn tension cause higher contact forces in the interlacing place and any small numerically or orientation based differences of the reaction forces leads to potential "solution" of the mechanical system with lower energy, where these yarn is jumped over the another one. Once jumped over, the contact forces are not more effective and the problem is transferred in a new condition. Similar problems are reported as well with Marc Mentat software in [20] and several other sources. Getting the simulation stable and realistic require very careful selection of the contact stiffness, damping and timestep adjustment.

Methodic lateral load problems (a) and contact problems at increased yarn tension (b) during the FEM simulation
4 Numerical Investigations
Figure 8 represents the development of the deformation of the stitches and the foam with the application of the correct force, applied during formation of the last stitch. At the initial time steps the contact algorithms are moving the threads and after that the tension starts its propagation and deformation of the spacer structure. The axial stress distribution for each stitch can be found in Fig. 11. The load is displacement controlled in vertical direction. After tension the threads, contacts are closing and they straighten to their preferential direction. For the sake of simplicity the inner foam structure are not affecting the threads in the model, those the shortest diagonal path will adjust. The early stages are dominated by oscillating since the explicit modeling strategy represents a very high dynamic problem at a short time level. To avoid this, extensive calculational effort would be necessary.

Deformed state of the assembly at different time during the stitch formation
Figure 9 demonstrates the influence of the friction coefficient on the tension propagation along the stitches. If the friction is ignored, the yarn tension gets redistributed and the complete structure starts deforming with some delay. Increasing the frictional coefficient up to 0.3 leads to the analytically expected result – where the highest forces are acting in the last stitch only and the foam deformation localizes.

Deformed state for different friction coefficients between the yarns (t = 0.02 ms)
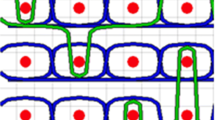
The foam stiffness has important influence on the deformation of the stitching line (Fig. 10). As expected, harder foams lead to more stable structures with only small local deformations on the contact areas at the woven structures. Softer foams instead deform more global comparable with the reality in Fig. 1.

Deformed state for different foam stiffness (t = 0.02 ms)
The graphical representation of stress distribution in the threads at different friction coefficient and stitches shows the expected differences. In the case of simulation without consideration of the yarn to yarn friction (Fig. 11a) there is still change of the yarn tension along the stitches with respect to time. This is mainly caused by the discretization of the yarns to small beam elements with a length to diameter ratio about 1/1 – which are not able to represent the correct behavior of the textile yarns with very low bending stiffness. Here at the deflection areas part of the axial force gets lost because only its projection on the next element is transferred as axial load. Based on this phenomenon, it can be expected, that generally the numerically predicted yarn tension will be tendentially higher than the real one and the effect of the friction in the simulations will be overestimated.

Effective stress distribution for each stitch for two different friction coefficients
Introducing the friction coefficient in the simulation (Fig. 11b) leads to more realistic results, where the first stitch induces the highest tension, the second just a portion of it and the next one just keeps some minimal amount.
5 Conclusions
The analytical analysis of the thread tension demonstrates, that the upper and bottom thread tension mainly influences the formation of the current stitch and the force can not cause redistribution or slippage of the previous, already build stitches. For more complex investigations in the future, the FEM model needs further improvements in order to achieve higher stability at lower calculation time. The FEM model was tested at different friction coefficients and foam stiffnesses and the simulations demonstrate logical results, comparable to the analytically predicted one. As a next step in this research, the forces and the deformation of the assembly have to be quantitative validated with experimental results.
Availability of data and material
Not applicable.
Code availability
Not applicable.
References
Dabolina, I., Fomina, J., Lapkovska, E., Silina, L.: Selected dynamic anthropometrics and body characteristics for posture corrector fit cdatp 1, 96–103 (2020)
Santos, G., Marques, R., Pinto, M., Pinheiro, F., Ferreira, P.: Innovative clothing system for protection against perforation cdatp 1, 121–129 (2020)
Brisa, V.J.D., Helbig, F., Kroll, L.: Numerical characterisation of the mechanical behaviour of a vertical spacer yarn in thick warp knitted spacer fabrics. J. Ind. Text. 45, 101–117 (2015)
Orlik, J., Pietsch, K., Fassbender, A., Sivak, O., Steiner, K.: Simulation and Experimental Validation of Spacer Fabrics Based on their Structure and Yarn’s Properties. Appl Compos Mater 25, 709–724 (2018)
Hussen, M.S., Kyosev, Y.K., Pietsch, K., Rothe, S., Kechi, A.: Effect of ultrasonic welding process parameters on hydrostatic pressure resistance of hybrid textiles for weather protection Textile Res J 004051752098812 (2021)
Saeed, H., Krzywinski, S.: An X-ray tomography approach to calculate air volume present in an insulation system sewn with lockstitch and spacer stitch IJCST 32, 775–788 (2020)
Saeed, H., Rödel, H., Krzywinski, S., Hes, L.: A New Stitching Technology for Improved Thermal Insulation of 3D Nowoven Assemblies Appl Compos Mater 26, 409–21 (2019)
Huang, J., Boisse, Hamila, N.: Simulation of the forming of tufted multilayer composite preforms Composites Part B: Engineering 220, 108981 (2021)
Gnaba, I., Legrand, X., Wang, P., Soulat, D.: Through-the-thickness reinforcement for composite structures: A review. J. Ind. Text. 49, 71–96 (2019)
Mandal, S.: Studies on seam quality with sewing thread size, stitch density and fabric properties (Hong Kong Polytechnic University) (2019)
Owczarek, M.: Impact of fabric parameters and properties on a 2D cutting and stitching line cdatp 1, 80–7 (2020)
Shiloh, M.: The Evaluation of Seam-puckering The Journal of The Textile Institute 62, 176–180 (1971)
Stylios, G., Lloyd, D.W.: Prediction of seam pucker in garments by measuring fabric mechanical properties and geometric relationships IJCST 2, 6–15 (1990)
Stylios, G., Sotomi, J.O.: Investigation of Seam Pucker in Lightweight Synthetic Fabrics as an Aesthetic Property Part I: A Cognitive Model for the Measurement of Seam Pucker The Journal of The Textile Institute 84, 593–600 (1993)
Kang, T.J., Lee, J.Y.: Objective Evaluation of Fabric Wrinkles and Seam Puckers Using Fractal Geometry. Text. Res. J. 70, 469–475 (2000)
Amirbayat, J., Morton, M.L.: An Energy Approach to the Instability problem of Overfed Seams IJCST 2, 7–13 (1990)
Lomov S V 2011 Modelling the geometry of textile reinforcements for composites: WiseTex Composite reinforcements for optimum performance (Woodhead publishing in materials) ed P Boisse (Oxford: Woodhead Publishing) pp 200–38
Kyosev, Y.: Topology-based modeling of textile structures and their joint assemblies: Principles, algorithms and limitations. Springer, Cham (2019)
Kyosev Y K 2019 Sewing Stich Generator (TexMind UG)
Kyosev, Y., Čapek, L.: Numerical Simulation of Joining Ropes by Sewing Stitches innoTRAC 1, 19–25 (2020)
Fort, T., Olsen, J.S.: Boundary Friction of Textile Yarns. Text. Res. J. 31, 1007–1011 (1961)
Olsen, J.S.: Factional Behavior of Textile Yarns. Text. Res. J. 39, 31–37 (1969)
Hivet, G., Allaoui, S., Cam, B.T., Ouagne, P., Soulat, D.: Design and Potentiality of an Apparatus for Measuring Yarn/Yarn and Fabric/Fabric Friction. Exp Mech 52, 1123–1136 (2012)
Campos, R., Bechtold, T., Rohrer, C.: Fiber Friction in Yarn—A Fundamental Property of Fibers Textile Research Journal 73, 721–6 (2003)
Pham, M.Q., Döbrich, O., Trümper, W., Gereke, T., Cherif.: Numerical Modelling of the Mechanical Behaviour of Biaxial Weft-Knitted Fabrics on Different Length Scales Materials (Basel, Switzerland) 12, (2019)
Hughes, T.J.R., Liu, W.K.: Implicit-Explicit Finite Elements in Transient Analysis: Stability Theory. J. Appl. Mech. 45, 371–374 (1978)
Pham, M.Q,, Wendtm E,m, Häntzschem, E., Gereke, T., Cherifm, m.C.: Numerical modeling of the mechanical behavior of textile structures on the meso‐scale for forming process simulations of composite 3D preforms Engineering Reports (2020)
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
Kyosev—theory, concept and draft of the text; Kühn – simulations, interpenetration and final text editing.
Corresponding author
Ethics declarations
Conflict of interest
Authors do not have any conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kyosev, Y., Kühn, T. Joining High Thickness Materials by Sewing – first Modelling Steps of the Stitched Place. Appl Compos Mater 29, 83–93 (2022). https://doi.org/10.1007/s10443-021-10001-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-021-10001-4