
Abstract
In this study, the characteristics of recycled aggregate concrete according to the mixing ratio of recycled coarse aggregate(RCA) were analyzed for different design strengths to explore the use of recycled materials in the production of ready-mixed concrete. The results show that, depending on the ratio of recycled aggregate, the compressive strength is similar to that of normal concrete and does not deteriorate. Therefore, it is possible to achieve a target design strength. Furthermore, if the ratio of recycled coarse aggregate for concrete is up to 25% of the total aggregate amount (50% of the total coarse aggregate), slump does not cause problems. Our findings show that the higher the design standard strength, the greater the amount of powder, and the more stringent the management of slump reduction, unit quantity, and performance necessary. The obtained results show that recycled aggregate can be used to produce ready-mixed concrete after adjusting its mixing ratio and concrete mix proportions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
According to the forecast for construction business and construction materials published in 2020 by the Construction Association of Korea, the demand for aggregate materials in 2019 was 229,963,000 m3, whereas the supply reached 252,889,000 m3. This resulted in 110% supply compared to the demand. The demand for aggregates in 2020 was 234,773,000 m3, whereas the supply was 247,118,000 m3. Coarse aggregates account for 52% (122,081,000 m3) whereas fine aggregates for 48% (112,692,000 m3). As for the sources of the aggregates, recycled aggregate is expected to represent 43.7% (107,967,000m3), rivers 1.3% (3,270,000 m3), sea 7.9% (19,400,000 m3), forests 41.5% (102,573,000 m3), and land 5.6% (13,908,000 m3) [1]. Unlike recycled aggregates, most natural aggregates are collected as natural resources, causing environmental destruction and environmental loads. The government is promoting the use of recycled aggregate to stabilize the supply and demand of aggregate.
As of 2019, the total amount of domestic construction waste was 221,102 tons/day, and noncombustible waste represented the highest proportion at 87.8% (193,977 tons/day). Waste construction material accounted for 99.4% (192,812 tons/day) of the noncombustible waste, and waste concrete represented 71.5% (137,816 tons/day) of the waste construction material [2]. Therefore, the use of construction waste as recycled aggregate can reduce the extraction of natural resources and increase the recycling rate. Per Article 15(1) of the Green Building Act and Articles 11(1) and 5 of the Enforcement Ordinance of the same act, mitigated construction standards are set according to the mixing ratio of recycled materials used in buildings. In particular, the floor area ratio can be relaxed by 5–15% depending on the ratio when recycled aggregate for concrete is used in the construction of the building frame. This includes foundations, columns, floors, walls, beams, stairs, and roofs, for a total floor area of 500 m2 or more [3]. Nevertheless, only recycled aggregate for road construction is used for main purposes, and the use of recycled aggregate for concrete is avoided owing to the lack of quality reliability. This is because recycled aggregate concrete has low slump and strength as the mortar attached to the recycled aggregate surface has higher water absorption than the aggregate and internal microcracks occur during the crushing process [4].
Recycled aggregate for concrete is mainly used by ready-mixed concrete companies. They are reluctant to produce recycled aggregate concrete because the quality of recycled aggregate is not uniform, adversely affecting the concrete quality. Therefore, in this study, the characteristics of recycled aggregate concrete according to the mixing ratio of recycled coarse aggregate(RCA) were analyzed for different design strengths to present basic data for its use in the production of ready-mixed concrete.
Plan and method
Experimental plan
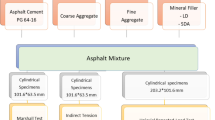
In this study, design strengths of 21, 24, and 27 MPa were considered. The quality of recycled aggregate concrete is managed by KCS 14 20 21 recycled aggregate concrete standards of the Korean Architectural Standard Specification [5], and KCS 14 20 10 general concrete specifications are applied [6]. Based on the specifications, a target slump of 150 ± 25 (125 ~ 17 5) mm, and a target air content of 4.5 ± 1.5(3.0 ~ 6.0)% were set. Mixing ratios of recycled coarse aggregate to total aggregate of 15, 20, and 25% were selected based on the 2018 utilization standards for recycled building materials (Ministry of Land, Infrastructure and Transport, Notice 522). Corresponding concrete mixes were designed for each mixing ratio [7]. The mixing ratio of recycled coarse aggregate compared to the total coarse aggregate amount (recycled coarse aggregate: crushed coarse aggregate ratio) was set to 0:100, 30:70, 40:60, and 50:50. To analyze the physical properties of recycled aggregate concrete, the slump and air content of the fresh concrete were measured over time.
The concrete was mixed using a built-in concrete mixer as specified in KS F 8009. Cement, blast furnace slag powder, fly ash, and aggregates were added and dry-mixed for 30 s. Subsequently, water was introduced and stirred for 60 s, followed by the addition of admixtures and an additional 90 s of stirring to prepare the concrete for discharge. A circular mold measuring Ø100 × 200 mm was utilized to cast the compressive strength test specimens, whereas a prismatic mold sized 100 × 100 × 400 mm was employed to fabricate the length change and freeze–thaw test specimens. To facilitate these tests, a total of 36 specimens were produced, three per each combination of compressive strength and mixing ratio. Each test specimen was poured in three layers, each compacted 25 times using a compaction bar. Subsequently, the compressive strength and length change test specimens were subjected to 24 h of air curing before being demolded. Following demolding, the units were cured underwater in a constant temperature water bath set at 20 ± 3 °C with a humidity level of 60 ± 5% until the required age was attained. As for the freeze–thaw test specimens, they were cured in water for 14 days after hardening, in accordance with KS F 2456 (Test method for resistance of concrete to rapid freeze–thaw).
The compressive strength was measured at 3, 7, 28, and 91 days of age for hardened concrete. In addition, the durability of recycled aggregate concrete was evaluated by measuring the length change after 30 and 90 days, and monitoring freeze–thaw for 300 cycles. Table 1 shows the experimental variables considered.
Materials and concrete mixes
Cement
To prepare recycled aggregate concrete specimens as per KS L 5201, type 1 Portland cement with a density of 3.15 g/cm3 and a fineness of 3602 cm2/g was used.
Blast furnace slag fine powder
High-quality material with a fineness of 4650 cm2/g and an ignition loss of 0.9%, which contained few foreign substances, was used for the densification of the pore structure.
Fly ash
Fly ash with a fineness of 3307 cm2/g and an ignition loss of 3.5%, as well as an admixture suitable for two types of KS L 5405 fly ash, were used.
Aggregate
The fine aggregate used in this study was sea sand. Recycled coarse aggregate conforming to recycled aggregate quality and KS F 2527 standards for concrete aggregate was used. The recycled coarse aggregate (smaller than 20 mm) was produced by company H as shown in Fig. 1 and the crushed coarse aggregate (smaller than 25 mm) by ready-mixed concrete company S as shown in Fig. 2. In the experiment, the saturated surface dry condition was applied to the natural and recycled aggregates. Table 2 shows the Materials properties.

Recycled coarse aggregate

Natural coarse aggregate
Admixtures
Two types of admixtures were used in the experiment: a polycarboxylate air-entraining superplasticizer and a liquid-type Tergitol swelling admixture. Tables 3 and 4 list the characteristics of the admixtures.
Concrete mixes
Design strengths of 21, 24, and 27 MPa were set, and a total powder content of 285–360 kg/m3 was defined according to the mixing ratios of the recycled coarse aggregate compared to the total aggregate amount (15, 20, and 25%). A water-to-binder ratio of 45–48% was selected, complying with the range of 60% or less indicated by the KCS 14 20 10 general concrete standard in the Korean Architectural Standard Specification. For each design strength, the experiment was performed after setting the concrete mixes with fixed contents of water, natural aggregate, powder, and admixture. Table 5 shows the concrete mix designs including recycled coarse aggregate.
Experimental method
Slump and air content
The slump test was conducted following KS F 2402 (slump test method for Portland cement concrete), setting a target slump of 150 ± 25(125 ~ 175) mm, which is the KCS 14 20 10 general concrete standard in the Korean Architectural Standard Specification. The air content test was conducted according to KS F 2421 (air content test method for fresh concrete by the pressure method), setting the target air content to 4.5 ± 1.5(3.0 ~ 6.0)%, which is the KCS 14 20 10 general concrete standard in the Korean Architectural Standard Specification. The slump and air content were measured after 0, 30, and 60 min.
Compressive strength
The compressive strength of hardened concrete was measured at 3, 7, 28, and 91 days of age in accordance with KS F 2405 (compressive strength test method for concrete).
Length change
The measurement of length change was conducted employing the dial gauge method specified within the test protocols outlined in KS F 2424 for mortar and concrete. A gauge, fabricated from non-corrosive metal, served as the standard indicator to quantify the specimen's length variation. Ensuring precision, the gauge plug was affixed at a minimum distance of 25 mm from both ends of the specimen, and utmost care was taken to prevent any damage to the gauge plug throughout the preservation period. Consistency was maintained in the environmental parameters and individual preservation conditions encompassing the specimens. A buffer zone of approximately 25 mm or greater was meticulously managed around the specimens. Subsequently, the specimens underwent a submerged curing process for a duration of 7 days, followed by measurements conducted at intervals of 30 and 90 days during air-dry curing. The length measurement frame remained in an unaltered state subsequent to the specimen measurement process. Thereafter, the contact point was aligned with the plug on one side of the standard ruler, facilitating the synchronous movement of the dial gauge spindle along the axis of the standard ruler. Subsequently, the spindle was methodically brought into contact with the opposing side of the standard ruler, enabling a visual inspection of the dial gauge scale. Subsequently, the spindle was retracted, and the aforementioned procedure was reiterated. The subsequent readings, beginning from the second iteration onwards, were then averaged. This process was replicated for each specimen, with the dial gauge readings being recorded as the mean value.
freeze–thaw resistance
The freeze–thaw test was conducted in adherence to the guidelines stipulated in KS F 2456, titled "Test Method for Concrete Resistance to Rapid Freeze–Thaw." Initially, a test specimen measuring 100 × 100 × 400 mm was fabricated and submerged for a curing period of 2 weeks. Subsequent to curing, the test protocol outlined in method A of KS F 2456 was followed, involving underwater freezing and dissolution procedures. The temperature of the pore water both below and above the freezing point of the concrete specimen was systematically raised and lowered at periodic intervals. Throughout the freeze–thaw cycle, the temperature variations spanned from 4 °C to −18 °C, alternating every 2 to 4 h, totaling 300 cycles.
Results and discussion
Slump
Figures 3 show the slump results according to the mixing ratio of recycled coarse aggregate(RCA) for each design strength. For a design strength of 21 MPa, the slump ranges from 135 to 170 mm when the mixing ratio is 15%. The slump ranges from 155 to 175 mm when the mixing ratio is 20%, and from 150 to 170 mm when the ratio is 25%. Thus, all slump values were found to satisfy the standard of 150 ± 25 mm for general concrete, KCS 14 20 10, of the National Construction Standards Specification. For 24 MPa, the slump ranges from 140 to 165 mm when the mixing ratio of the recycled coarse aggregate is 15%, from 135 to 150 mm when it is 20%, and from 150 to 175 mm when it is 25%. For 27 MPa, the slump ranges from 140 to 170 mm when the mixing ratio is 15%, from 135 to 145 mm when it is 20%, and from 150 to 160 mm when it is 25%.

Slump
For each design strength, the slump of the normal concrete and recycled aggregate concrete shows a tendency to decrease over time (0, 30, and 60 min). The slump begins to decrease at 30 min for all design strengths.
Recycled aggregate concrete has been reported to exhibit reduced workability due to the high water absorption of recycled aggregates [8, 9]. This finding aligns with previous research and is attributed to the presence of mortar adhering to the surface of recycled aggregates [10]. The adhesive mortar found on the surface of recycled aggregates is the result of deterioration during their service life, as well as the development of cracks and pores that appear, both on the surface and within the material, during the crushing of waste concrete [11, 12]. This surface texture of recycled aggregate serves as a direct factor contributing to increased water absorption and reduced aggregate density. Consequently, the presence of adhesive mortar augments friction with the cement paste and acts as a factor diminishing the fluidity of the concrete mixture [13, 14].
The slump at 30 min decreases by 5–30 mm compared to the initial slump at 0 min for design strengths of 21 and 24 MPa, but it tends to decrease by 5–10 mm for 27 MPa. The slump at 60 min decreases by 20–35 mm compared to the initial slump for 21 MPa, by 15–30 mm for 24 MPa, and by 10–30 mm for 27 MPa. This phenomenon is attributed to the fact that a higher design strength necessitates a greater quantity of cement powder [15, 16]. Consequently, effective slump management becomes imperative.
For each design strength, the slump results at 0, 30, and 60 min satisfy the standard value, indicating that slump does not become problematic for recycled coarse aggregate mixing ratios of up to 25% compared to the total aggregate amount (50% compared to the total coarse aggregate amount).
Air content
Figure 4 show the air content corresponding to different mixing ratios of the recycled coarse aggregate(RCA) for each design strength. The results conform to the conventional concrete standard of 4.5 ± 1.5%, as specified in KCS 14 20 10. For 21 MPa, the air content ranges from 5.0% to 5.4% when the mixing ratio is 15%. It ranges from 4.9% to 5.7% when the mixing ratio is 20% and from 4.8 to 5.5 mm when it is 25%. For 24 MPa, the air content ranges from 4.0% to 5.4% when the mixing ratio is 15%, from 3.9% to 6.0% when it is 20%, and from 4.4% to 6.0% when it is 25%. For 27 MPa, the air content ranges from 4.8% to 5.5% when the mixing ratio is 15%, from 4.5% to 5.3% when it is 20%, and from 4.9% to 5.8% when it is 25%. The air content at 30 min decreases by 0.1–0.5% compared to the initial air content at 0 min for 21 MPa. It tends to decrease by 0.4–1.4% for 24 MPa and by 0.1–0.5% for 27 MPa. The air content at 60 min decreases by 0.4–0.8% compared to the initial air content for 21 MPa. It decreases by 1.4–2.1% for 24 MPa and by 0.5–0.9% for 27 MPa.

Air content
Compared to conventional concrete, recycled aggregate concrete exhibits a slight reduction in air content over time. This observation aligns with established literature, which indicates that the air content tends to increase when a significant proportion of recycled aggregate, characterized by low density and high water absorption due to the presence of mortar and micro-cracks, is employed [17, 18]. As a result, the management of unit quantity, air entrainment becomes imperative [19].
Compressive strength
Figures 5 show the compressive strength according to the mixing ratio of the recycled coarse aggregate(RCA) for each design strength. As the age increases from 3 to 91 days, the compressive strength ranges from 11.2 to 32.0 MPa when the mixing ratio is 15% for a design strength of 21 MPa. It ranges from 11.0 to 34.9 MPa when the mixing ratio is 20% and from 11.9 to 39.0 MPa when it is 25%.

Compressive strength
For a design strength of 24 MPa, compressive strength ranges from 17.6 to 42.4 MPa when the mixing ratio is 15%, from 16.4 to 42.5 MPa when it is 20%, and from 15.6 to 42.1 MPa when it is 25%. For 27 MPa, it ranges from 18.1 to 41.9 MPa when the mixing ratio is 15%, from 18.2 to 44.5 MPa when it is 20%, and from 17.3 to 42.3 MPa when it is 25%.
For a design strength of 21 MPa, compressive strength ranges from 52 to 59% compared to the design strength at 3 days of age, from 78 to 84% at 7 days, from 134 to 141% at 28 days, and from 152 to 185% at 91 days. For a design strength of 24 MPa, the compressive strength ranges from 54 to 73% compared to the design strength at 3 days, from 95 to 103% at 7 days, from 117 to 141% at 28 days, and from 163 to 177% at 91 days.
For a design strength of 27 MPa, compressive strength ranges from 64 to 67% compared to the design strength at 3 days, from 80 to 93% at 7 days, from 125 to 145% at 28 days, and from 152 to 164% at 91 days. For all design strengths, the compressive strength increases with age.
In the process of crushing waste concrete to produce recycled aggregate, a fine powder with particles smaller than 1 mm is generated. Typically, this fine powder constitutes approximately 20–30% of the total weight of the waste concrete. However, when producing high-quality recycled aggregate, it can account for as much as 40% of the total weight [20, 21]. Research indicates that recycled aggregate fine powder can serve as a suitable raw material for cement production due to its composition, which includes CaO, SiO2, Al2O3, and Fe2O3, all essential components found in conventional cement raw materials [22, 23].
The Korea Recycled Aggregate Quality Standard and National Construction Standard, specifically, Standard Specification KCS 14 20 21 (2022), recommend the incorporation of recycled aggregate up to 30% of the total aggregate usage. In comparison to conventional concrete employing solely natural coarse aggregates, the strength of recycled aggregate concrete has been observed to be slightly lower or similar, contingent on the ratio of recycled coarse aggregate. Interestingly, as the proportion of recycled coarse aggregate increases, the strength tends to exhibit similarity or even a marginal improvement. This outcome contradicts earlier research findings suggesting that recycled aggregate diminishes concrete strength [24, 25]. In this experiment, it is anticipated that with an increased mixing ratio of recycled aggregate, a larger quantity of fine powder adhered to the surface of the recycled aggregate will undergo a hydration reaction with water, leading to the generation of calcium hydroxide and a latent hydraulic reaction involving the blast furnace slag [26,27,28].
At the 28-day measurement, it met the specified design strengths of 21, 24, and 27 MPa. These design strengths are consistent with the standard measurement period for assessing the compressive strength of conventional concrete. It is estimated that the proportion of recycled coarse aggregate in concrete can be employed in ready-mixed concrete applications, accounting for up to 25% of the total aggregate or 50% of the total coarse aggregate [29].
Length change
Recycled aggregate concrete has been documented to exhibit relatively higher changes in length when compared to conventional concrete [30, 31]. These variations in length can be attributed to factors such as the low elastic modulus of the mortar adhered to recycled aggregate particles, the structural characteristics of the mortar that influence the amount of mixing water affecting concrete's fluidity, the types of waste concrete fragments used, and the high absorption capacity stemming from challenges in maintaining surface dry saturation of recycled aggregate [32,33,34].
Figure 6 show the length change according to the mixing ratio of the recycled coarse aggregate(RCA) for each design strength. At 30 and 90 days of age, the length change ranges from −0.065% to −0.069% for the normal concrete for a design strength of 21 MPa. It ranges from −0.057% to −0.061% when the mixing ratio is 15%, from −0.064% to −0.070% when it is 20%, and from −0.072% to 0.078% when it is 25%.

Length change
For a design strength of 24 MPa, the length change ranges from −0.068% to −0.071% for the normal concrete. It ranges from −0.069% to −0.072% when the mixing ratio is 15%, from −0.070% to −0.072% when it is 20%, and from −0.072% to −0.074% when it is 25%. For 27 MPa, the length change ranges from −0.062% to −0.067% for the normal concrete. It ranges from −0.064% to −0.068% when the mixing ratio is 15%, from −0.067% to −0.070% when it is 20%, and from −0.065% to −0.069% when it is 25%. As the mixing ratio increases from 15 to 25%, there is an observed tendency for the length change to increase.
At the strength level of 21 MPa, an increase in the mixing ratio of recycled aggregate resulted in a higher length change rate. Specifically, at a mixing ratio of 15% recycled coarse aggregate, the reduction rate was −0.008% compared to regular concrete. This reduction rate decreased to −0.001% at a 20% recycled coarse aggregate mixing ratio and ranged between −0.007% to −0.009% at 25%. As the mixing ratio of recycled coarse aggregate increased, the length change rate for 24 MPa concrete ranged from −0.001% to −0.004%, and for 27 MPa concrete, the length change varied from −0.001% to −0.005%. Notably, at the relatively low strength level of 21 MPa, the increase in length change appeared to decrease significantly. The results indicate that shrinkage decreases slightly compared to previous research findings, which showed that when 100% recycled aggregate was used in 45 MPa concrete, drying shrinkage decreased by 25% [35]. This difference can be attributed to the water absorption rate of the recycled aggregate used in the previous study, which was 4.69%, higher than the 2.70% water absorption rate of the recycled aggregate utilized in this study. This, in turn, is linked to the fact that recycled aggregate has a lower density, unit volume mass, and higher water absorption compared to natural aggregate, influencing the reduction in length change. In particular, it is postulated that several factors contributed to the observed reduction in length change. These include the low elastic modulus of the mortar adhering to the recycled aggregate, which influences the structural integrity of the mortar. Additionally, the composition of the mortar and its structural characteristics, which are determinants in the mixing quantity affecting the fluidity of concrete, play a crucial role. Moreover, variations in waste concrete types and the high absorption capacity of recycled aggregate, leading to challenges in maintaining surface dry saturation, further contributed to the decrease in length change [36, 37].
In conclusion, the quality of recycled aggregate was determined to have a significant impact on length change, particularly in relatively high-strength concrete. Consequently, to promote the increased utilization of recycled aggregate in 21, 24, and 27 MPa concrete, it is advisable to implement measures aimed at mitigating drying shrinkage, such as the addition of various mineral admixtures [38,39,40].
Freeze–thaw resistance
Figures 7 show the freeze–thaw resistance according to the mixing ratio of the recycled coarse aggregate(RCA) for each design strength. For 300 cycles, for a design strength of 21 MPa, the resistance is 92% for the normal concrete. It is 88% when the mixing ratio is 15%, 88% when it is 20%, and 89% when it is 25%.

Freeze–thaw resistance
For 24 MPa, the resistance is 87% for the normal concrete. It is 86% when the mixing ratio is 15%, 87% when it is 20%, and 89% when it is 25%. For 27 MPa, the resistance is 86% for the normal concrete. It is 85% when the mixing ratio is 15%, 87% when it is 20%, and 88% when it is 25%.
As the design strength of conventional concrete increased, there was a notable reduction in freeze–thaw resistance. This phenomenon can be attributed to diminished water tightness resulting from factors like expansion pressure, water pressure, osmotic pressure, and air volume fluctuations occurring over 300 cycles [41, 42]. At 21 MPa, an increase in the recycled aggregate mixing ratio led to a freeze–thaw resistance approximately 3 to 4% lower than that of regular concrete. However, at 24 and 27 MPa, the freeze–thaw resistance improved when the recycled aggregate mixing ratio reached 20% and 25%.
In contrast to prior studies that indicated a decrease in freeze–thaw resistance with an increase in the recycled aggregate mixing ratio, our findings revealed an increase in freeze–thaw resistance as the proportion of recycled coarse aggregate increased [43, 44]. This divergence in results can be attributed to the presence of entrained cells within the mortar adhered to the recycled aggregate, which reduces the cell spacing coefficient in concrete. As a result, it is believed that the durability index improved, likely due to the cushioning effect observed when moisture expands and contracts during freeze–thaw cycles [45,46,47].
As the mixing ratio is increased from 15 to 25%, the freeze–thaw resistance is similar to or slightly higher than that of normal concrete, indicating that recycled aggregate concrete can be used as ready-mixed concrete.
Conclusions
In this study, the characteristics of recycled aggregate concrete according to the mixing ratio of recycled coarse aggregate were analyzed by design strength to explore its use in the production of ready-mixed concrete. The mixing ratio of recycled coarse aggregate was set to 15%, 20%, and 25% compared to the total aggregate amount based on the recycled building material utilization standards. Next, the physical properties of recycled aggregate concrete, such as slump, air content, compressive strength, length change, and freeze–thaw resistance, according to the mixing ratio were compared and analyzed for design strengths of 21, 24, and 27 MPa. The following conclusions can be drawn:
-
1. The slump according to the mixing ratio satisfies the target slump of 150±25 mm for all design strengths, and it decreases over time (0 to 60 min). The air content for each design strength satisfies the target value of 4.5±1.5%. Although the slump is found to decrease over time (0 to 60 min), it is judged that slump does not cause problems when recycled aggregate is applied because the KCS 14 20 10 general concrete standard in the Korean Architectural Standard Specification is satisfied.
-
2. The Korea Recycled Aggregate Quality Standard and the National Construction Standard Specification, KCS 14 20 21 (2022), recommend the incorporation of recycled aggregate, permitting its usage up to 30% of the total aggregate. In the context of ready-mixed concrete, it is estimated that the mixing ratio of recycled coarse aggregate can be employed up to 25% of the total aggregate, or 50% of the total coarse aggregate. However, it is essential to manage factors such as the powder quantity, unit water quantity, and air entrainment volume in accordance with the design standard strength.
-
3. It seems that the powder content increases with the design strength, and it is considered essential to control not only the slump reduction but also the unit water content and the quantity of the air-entraining agent.
-
4. As the proportion of recycled coarse aggregate increased, the compressive strength of recycled aggregate concrete either matched or exceeded that of conventional concrete. Moreover, there was no decline in strength observed with an extended aging period, suggesting that it is indeed possible to achieve the desired strength in comparison to the design strength.
-
5. The length change in recycled aggregate concrete, at mixing ratios of 15%, 20%, and 25% for recycled coarse aggregate, is −0.001% to −0.009% for 21 MPa, −0.001% to −0.004% for 24 MPa, and −0.001% to −0.005% for 27 MPa when compared to conventional concrete. At 21 MPa, an increase in the recycled aggregate mixing ratio resulted in a 3–4% lower freeze-thaw resistance compared to regular concrete, while at 24 and 27 MPa, the freeze-thaw resistance improved with recycled aggregate mixing ratios of 20% and 25%. To maintain consistent quality in recycled aggregate concrete, it is advisable to implement measures aimed at mitigating drying shrinkage and freeze-thaw effects, such as the addition of appropriate admixtures.
Based on the aforementioned results, it is judged that recycled aggregate can be used to produce ready-mixed concrete after adjusting its mixing ratio and concrete mix proportions. Future research is required for the activation of recycled aggregate concrete.
References
Construction Association of Korea (2020) Construction competition and construction material supply and demand forecast. Construction Association of Korea, Korea
Korea Ministry of Environment (2019) Occurrence and status of nationwide waste. Korea Ministry of Environment, Sejong
Enforcement Decree of the Green Building Creation Support Act (2021) Article 11 Buildings subject to revitalization of green building construction and mitigation standards. Enforcement Decree of the Green Building Creation Support Act, Seoul
Kim HS (2011) A study on the quality improvement of recycled fine aggregate using neutralization and low speed wet abraser Ph D Dissertation. Kongju National University, Korea
Ministry of Land, Infrastructure and Transport (2022) Recycled aggregate concrete (National Construction Standards Specification KCS 14 20 21). Korea Ministry of Land, Infrastructure and Transport
Ministry of Land, Infrastructure and Transport (2022) General concrete (National Construction Standards Specification KCS 14 20 10). Korea Ministry of Land, Infrastructure and Transport
Ministry of Land, Infrastructure and Transport (2022) Standards for the use of recycled building materials (Notice No. 2022-833). Ministry of Land, Infrastructure and Transport, Republic of Korea
Ministry of Land, Infrastructure and Transport (2021) Quality standards for recycled aggregate (Notice No. 2021-1852). Ministry of Land, Infrastructure and Transport, Republic of Korea
Park KS (2021) Evaluation of Field Application and Characteristics of Concrete by Quality Level to expand The Utilization of Recycled Aggregate PhD Dissertation. Woosuk University, Korea
Choi JY (2013) Study on the optimal mixtures for performance improvement of recycled aggregates concrete Master’s Dissertation. Kunsan National University, Korea
Lee SH (2020) Study on the physical properties of recycled aggregate concrete with variation of mixing rate and cement content. J Korea Soc Waste Manage 37(2):109–116
Korea Agency for Infrastructure Technology Advancement (2019): Development of manufacture technology for high quality recycled aggregate and application of concrete
Yu HY (2011) A Study on the Mechanical Properties of Recycled Aggregate Concrete Using Fly Ash Master’s Dissertation. Kongju National University, Korea
Bae JH (2008) A study on using recycled aggregate as concrete aggregates Master’s Dissertation. Incheon University, Korea
Kim JH (2019) A Study on the Quality Improvement Methods of Recycled Fine Aggregate for Manufacturing of High Quality Recycled Aggregate Concrete Ph D Dissertation. Konkuk University, Korea
Park YJ (2010) An experimental study on surface absorption control typed recycled aggregates used high performance concrete properties Master’s Dissertation. Tongmyong University, Korea
Lee DH (2017) A Study on the Performance Improvements of Recycled Aggregate Concrete Using high quality Fly Ash Ph D Dissertation. Joongbu University, Korea
Jeong JY (2015) Mechanical Properties of Concrete According to the Replacement Ratio of Recycled Aggregate Considering Design Strength Master’s Dissertation. Kunsan National University, Korea
Lee KS (2012) Mechanical Characteristics of Recycled Aggregate Concrete using High Early Strength Cement Master’s Dissertation. Hanyang University, Korea
Chu YK (2018) A study on the high performance concrete Incorporating recycled aggregates Master’s Dissertation. Kunsan National University, Korea
Jung HY (2011) Research on the Estimation of Mechanical Properties and Design Application of Recycled Aggregate Concrete Master’s Dissertation. Hanseo University, Korea
Zhu P, Zhang X, Wu J, Wang X (2016) Performance Degradation of the Repeated Recycled Aggregate Concrete with 70% Replacement of Three-generation Recycled Coarse Aggregate. J Wuhan Univ Technol-Mater 989:995
Kim OH (2014) A Comparative Study of Compressive Strength of High Strength Concrete by Replacement Ratio of Recycled Coarse Aggregate Master’s Dissertation. Hanbat National University, Korea
Ali A, Naser SH, Ngakan Ketut AD, Maziar Y (2022) An Evolutionary Neuro-Fuzzy-Based Approach to Estimate the Compressive Strength of Eco-Friendly Concrete Containing Recycled Construction Wastes. MDPI 1:25
Kim HJ (2010) Compressive Strength of Concrete with Different Substitution Ratio of Recycled Fine Aggregates Master’s Dissertation. Jeju National University, Korea
Pei G, Wei H, Hao Z, Wenli Q, Yuting G (2022) Study on Calculation Model for Compressive Strength of Water Saturated Recycled Aggregate Concrete. KSCE J Civ Eng 273:285
Lee BC (2015) The Strength and Length Change Properties of Recycled Aggregate Concrete(RAC) by Compressive Strength Levels. J Korean Recycled Constr Resources Institute 3(4):307–312
Yang WH (2014) Properties of alkali-activated Portland blast-furnace slag cement concrete Ph D Dissertation. Konkuk University, Korea
Shin SG (2016) Crack Propagation and Mechanical Properties Monitoring on Concrete Building with 100% Recycled Aggregate Master’s Dissertation. Chungnam National University, Korea
Seyedhamed S, Khayat KH (2017) Restrained shrinkage cracking of recycled aggregate concrete. Mater Struct 1:15
Yehia S (2015) Strength and Durability Evaluation of Recycled Aggregate Concrete. Int J Concrete Structures Mater 9(2):219–239
Lee JS (2018) Freeze-thaw Resistance Estimation of Concrete using Surface Roughness and Image Analysis. J Korea Institute Struct Mainten Inspect 22(3):1–7
Ha JS (2017) Reduction of Autogenous Shrinkage in High-strength Concrete Using Recycled Aggregate Ph D Dissertation. Dankook University, Korea
Yang G, Li Q, Guo Y, Liu H, Zheng S, Chen M (2022) Study on the Mechanical Properties and Durability of Recycled Aggregate Concrete under the Internal Curing Condition. MDPI materials 1:17
Whiting, B.A., McCarthy, T.J., Lume, E. (2012): Drying shrinkage of concrete made from recycled concrete aggregate, 22nd Australasian Conference on the Mechanics of Structures and Materials, pp.1–6
Kim YJ (2014) Quality Assessment of Recycled Aggregate Concrete using Microscopic Studies PhD Dissertation. Hanyang University, Korea
Lee YJ (2011) Epidemiological characteristics of High-Strength Concrete Using Recycled Aggregates and Effects of Steel-Fiber Reinforcement Ph D Dissertation. Kwandon University, Korea
Yang S, Lee H (2017) Freeze-Thaw Resistance and Drying Shrinkage of Recycled Aggregate Concrete Proportioned by the Modified Equivalent Mortar Volume Method. Int J Concrete Struct Mater 11(4):617–626
Díaz González M (2021) The Design and Development of Recycled Concretes in a Circular Economy Using Mixed Construction and Demolition Waste. MDPI materials 1:22
Nikola Tosˇic´., Albert de la Fuente., Snezˇana Marinkovic´ (2018): Shrinkage of recycled aggregate concrete: experimental database and application of fib Model Code 2010, pp.1–16
Han SY (2017) Properties and Mock-up Test of Lightweight Foamed Concrete Based on Blast Furnace Slag by Crack Reducing Admixture. Journal of the Korea Institute of Building Construction 17(6):507–515
Lee ST (2017) Research on the Compressive Strength and Dynamic properties of the Steam Curing Concrete replaced by profuse Recycled Aggregates Master’s Dissertation. Hanseo University, Korea
Ramun˙e Žurauskien˙e., Marina Valentukeviˇcien˙e, (2020) Experimental Research on Quality Parameters of Recycled Concrete. MDPI materials 1:14
Koga H, Katahira H, Shimata A (2022) The introduction of recycled-aggregate concrete specifications in Japan and the research into the freezing–thawing resistance of recycled-aggregate concrete. J Mater Cycles Waste Manage 1207:1215
LUAN Haoxiang., WU Jin., PAN Jiayu, (2021) Freeze-thaw Durability of Recycled Aggregate Concrete. Journal of Wuhan University of Technology-Mater 36(1):58–69
Li L, Xiao J, Poon CS (2016) Dynamic compressive behavior of recycled aggregate concrete. Mater Struct 4451:4462
Abed MA (2021) Indirect Evaluation of the Compressive Strength of Recycled Aggregate Concrete at Long Ages and after Exposure to Freezing or Elevated Temperatures. Russ J Nondestr Test 57(3):195–202
Acknowledgements
This research was supported by the Field evaluation of new environmental technologies and performance testing of recycled aggregates funded by the Korea Institute of Civil Engineering and Building Technology (KICT). (NO. 20240028-001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yoon, S., Choi, W. & Jeon, C. Effects of the recycled coarse aggregate mixing ratio on the characteristics of concrete with different design strengths. J Mater Cycles Waste Manag (2024). https://doi.org/10.1007/s10163-024-02007-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10163-024-02007-4