
Abstract
Waste tyre gasification offers a variety of benefits amongst which include the production of syngas—an alternate source of energy generation and activated carbon (AC)—a very good adsorbent used in industrial purification processes. In this study, a conceptual design of an industrial production plant design process and economic analysis of waste tyre gasification process for the co-production of syngas and AC were evaluated. Three reactor configurations namely: fluidized bed, fixed bed, and rotary kiln gasifiers were investigated in the design process. The design process put into consideration the total plant cost (TPC), total capital investment (TCI), the cost of raw materials, waste disposal cost, amongst other vital economic parameters. The fixed bed reactor has the highest syngas and AC production with 10,130 kg/h and 214.61 kg/h, respectively when compared to the other gasifiers. The minimum selling price (MSP) of syngas was set as 1$/kg and AC was set at $2/kg. The result obtained shows that the fixed bed production route was the most economical amongst the three reactor configurations considered. The fixed bed route has a net present value (NPV) of 435 M$, return on investment (ROI) of 56%, internal rate of return (IRR) of 54%, and a payback period (PBP) of 4.86 years. Finally, a sensitivity analysis considering a \(\pm \) 20% variation in key economic parameters such as the syngas MSP, inflation rate, interest rate, tax rate, operating expenditure (OPEX), and capital expenditure (CAPEX) amongst others was investigated. The analysis shows that the syngas MSP, OPEX, inflation rate, and CAPEX have the most effect on the NPV of the waste tyre gasification process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Around 1 billion waste tyres are generated annually of which only 10% are being recycled globally [1]. By 2050, the world population is projected to exceed 9 billion whilst the number of automobiles is estimated to be around 2.4 billion [2]. With the current waste tyre recycling rate, these figures indicate that there will be a significant amount of waste tyres lying around if no proper action is taken. In South Africa, an average of 13 million tyres are sold annually representing over 300 kilotonnes with over 80% waste tyre disposal rate [3]. Only 10% of these waste tyres are being recycled globally [1]. The average lifespan of a tyre is between 3 and 6 years, after this period, the end-of-life tyres are either disposed of in a landfill, recycled, or rethreaded [4, 5]. The durability of waste tyres makes landfilling problematic because buried tyres tend to re-surface, do not compact due to their shock-absorbing properties, and are resistant to degradation [3]. Waste tyre management has been a major challenge because the dumping of these tyres in landfills is no longer permitted in most developing countries because of its chemical and biological resistance to degradation [5,6,7,8,9]. In the past, the common practice was to dispose of these tyres in landfills, where they would take up space and pose environmental risks [4, 10,11,12]. However, as the awareness of the negative impact of landfill waste has grown, there has been a shift towards exploring alternative ways to manage waste tyres [13, 14]. Concerns about the contaminants linked with waste tyres disposal have led to the search for alternative technologies to reuse waste tyres [15]. Waste tyres have been used as fuel in the generation of thermoelectricity, in co-combustion processes (such as coal-fired boilers), and oil production [15, 16]. In South Africa, the main waste tyre management procedures are re-use (~ 25%), shredding (~ 23%), pyrolysis (~ 18%), incineration (~ 16%) and landfilling (~ 18%) [17]. In the United States, the main procedures are tyre-derived fuels (~ 53%), ground rubber (~ 17%) and civil engineering applications (~ 11%) [18]
The incomplete combustion of the organic portion of waste tyres into a gaseous product rich in carbon monoxide (CO), Hydrogen (H2), and light hydrocarbon gases, primarily methane (CH4), is known as waste tyre gasification [19]. Waste tyre gasification is an energy valorization technique that employs gasification agents such as oxygen (O2), air, steam, H2, CO2, or a mixture of any two of these agents [19,20,21,22]. This process uses a combination of pyrolysis and combustion to prepare the heat required for the reaction [23]. Gasification processes are typically carried out at high temperatures between 500 ℃ and 1000 ℃ to increase the pace of syngas production [19]. The resulting gas from waste tyre gasification can be stored or injected directly into boilers and combustors with only slight adjustments [24, 25]. Syngas is a highly versatile waste tyre gasification product that can be upgraded into various chemical products as well as fuels for power generation for various operations [26, 27]. Syngas derived from waste tyres have a composition that depends on numerous factors such as the waste tyre properties, gasifying agents and feed ratios, catalysts, gasifier type, etc. Syngas could be used (gasoline, diesel, synthetic natural gas, and H2), chemicals (methanol, ethanol, dimethyl ether, and olefins), or electricity depending on the H2:CO ratio [28, 29]. Syngas has been known to produce multiple of these products as part of a poly-generation scheme [28].
Due to the high carbon content of waste tyres, activated carbon (AC) is another notable product from waste tyre gasification process [30, 31]. The solid products generated from waste tyre gasification have been used in a few investigations [30, 32]. According to certain experimental research [33], carbon obtained through steam activation has a surface area of 1000 m2/g, indicating that it is a medium–high quality activated carbon that can be used for a variety of applications. The surface area of AC can be raised further with the introduction of acid treatment [34]. The general price of AC is between $1 and $3 per kilogramme and this depends on the quality and source of the AC [33]. The selling price of AC produced from waste tyres was set at $2/kg which is very close to the carbon price used in the waste treatment industry [33]. Net present value (NPV), levelized cost of electricity (LCOE), and levelized cost of syngas (LCOS) have all been adopted to examine economic indicators in both biomass and waste tyre gasification applications for power generation [35,36,37,38].
Waste tyre gasification process simulation accompanied with economic analysis are both effective tools for technical comparison [38,39,40]. Whilst Zang et al. [38] performed economic analysis from waste tyre gasification process in both fixed bed and fluidized bed reactors, however, the authors did not account for the solid char processing for valuable carbon production. Molino et al. [41] and Molino et al. [30] successfully produced both syngas and AC in a rotary kiln reactor. However, the authors only performed a laboratory-scale experiment and did not consider the economics involved in the commercialising the process. In addition, other authors who studied the techno-economics of co-producing syngas/energy and activated carbon using other carbon sources are Liu et al. [42] but through biomass gasification. The co-production of syngas and high-valued carbon product such as AC will enhance the economic viability of waste tyre gasification process. Asides Molino et al. [30] who investigated the production of activated carbon from waste tyre gasification in a rotary kiln reactor, there have been limited studies on waste tyre gasification that compare the economics of this process in different reactor configurations. This study aims to investigate the economics of the co-production of syngas and AC from waste tyre gasification process in fixed bed, fluidized bed and rotary kiln reactors. To the best of the authors knowledge, no study to date have investigated and compared this co-production process in three different reactor configurations.
Methodology
Main process steps
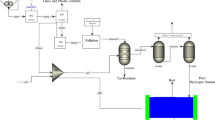
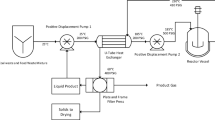
The main steps involved in the waste tyre gasification for the co-production process are illustrated in Fig. 1. These steps include waste tyre pre-treatment operations such as drying, shredding, metal removal, etc., the main gasification operation, the char activation, and then finally the post-treatment operations such as syngas cleaning and syngas compression, water removal, etc. The block diagram gives an insight into the co-production process for syngas and char for activated carbon (AC) production.

Detailed diagram for the waste tyre to syngas and AC
Basic design information
In this study, the economic viability of a single-stage waste tyre gasification and char activation process was investigated based on modifications from available experimental data in the literature [30, 43, 44]. The whole process was designed to transform waste tyres into syngas (from steam gasification) and AC (from char activation) with selected optimum process conditions [30, 38]. To have a sustainable operation process, a continuous production process is crucial. Firstly, plant capacity is the most vital parameter that must be carefully studied. Very large plant size will result in a decrease in the required capital per unit of waste tyre feed however, the cost of collecting waste tyres as well as transportation costs will increase [45, 46]. Hence, a throughput of 5400 kg/h (~ 120 tonnes/day) was the main basis adopted in this study for the three reactors considered. The selected throughput adopted is for a typical commercial fluidized bed reactor application scale of 10 MW electricity generation [38].To have an effective comparison, this throughput was also adopted for the two reactors. This throughput makes provision for residence time and reactor maintenance.
Secondly, fluidized bed gasification models are either kinetic rate-based or chemical equilibrium-based in waste tyre gasification modelling [15, 38, 47,48,49]. However, since the chemical equilibrium models are prone to errors in predicting methane (CH4) and other hydrocarbon products, and kinetic parameters of waste tyre gasification are not easily determined, neither of them are appropriate for the simulation waste tyre gasification in a fluidized bed gasifier [38, 50]. In other to overcome these glitches, Hannula and Kurkela [51] did propose a semi-empirical model, which fits well to the experimental data by using Aspen Plus software without complex kinetic calculations [38, 51]. But its simulation results are limited to sawdust gasification, except for Zang et al. [38], no other study has employed this semi-empirical model for waste tyre gasification simulation process as shown in Eqs. 1–5. The other two reactors were modelled using one-dimensional kinetics [43]. The gasification model employed in this study as well as the basic assumptions can be found in Fajimi et al. [43]. The economic viability of the co-production processes will be studied whilst the best would be recommended.
where \(ER\) is the equivalence ratio and it is expressed by Eq. 6
Economics evaluation
The overall economic evaluation approach employed in this study is summarised in Fig. 2. The approach estimates both capital expenditure (CAPEX) and operating expenditure (OPEX) by looking at the equipment requirements, utilities, and/or gasification agents required in each separate step of the process. The resulting cost estimates are then coupled with the revenue estimate to determine profitability using a discounted cash flow (DCF) analysis. The key economic indicators (KEIs) are a measure of profitability that is produced by the cash flow analysis and serve as a basis for comparing the various scenarios addressed in this study. These KEIs also serve as the foundation for the most viable scenario’s sensitivity analysis.

Waste tyre to syngas and AC economic evaluation approach (Modified from [52])
General assumptions and initial economic indicators
The production process plant installation in South Africa was considered, this is because of the availability of the raw materials, access to shipment ports, and economic integration amongst several other factors. On the other hand, considering the fact that South Africa has over 350 waste tyre storage and processing sites [3], it is easier for the recycling and economic development initiative of South Africa (REDISA) to track the quantities of tyres available in landfills across the country. A waste tyre production rate of 120 tonnes/day with an operation time of 8000 working hours per annum for plant life of 30 years [38, 53]. The discounted cash flow rate of return approach was employed in this study because it is easier to account for taxation and equipment depreciation. The initial economic parameters and adopted values employed in this study are presented in Figures S1–S4.
Capital and operating expenditure estimation
The capital expenditure estimation was carried out using the study estimate method, this is in line with other related works [52, 53, 60]. The cost of the main equipment was estimated from actual commercial quotations and costs present in literature [38, 44]. These costs were updated to present value using the widely used chemical engineering plant cost index (CEPCI) represented by Eq. 7 [61]. In addition, the main equipment costs were adjusted for the required capacity using Eq. 8. A combination of these equations was employed directly to estimate the present values of the equipment [56].
where CI is the cost index, yb and ya are the base year (2018 in this case) and current year (2022 in this case), C is the equipment cost, A is the equipment capacity, n is the cost exponent. An n of 0.6 is widely used for new gasification facilities [44, 62,63,64]. A plant cost index of 806.3 was employed for the year 2022 considered in this study as obtained from chemengonline [65].
The total capital investment (TCI) was calculated using the standard procedures described in Plant Design and Economics for Chemical Engineers by Peter et al. [66]. as a guide. The TCI calculation includes the total cost of the main process equipment installed at the plant—including auxiliary equipment, the total product cost (TPC) including operational labour, the projected cash flows using the selling price of the product, and the sensitivity analysis [44]. The OPEX considered in this study includes the variable operating cost (VC) and fixed operating cost (FC). In this study, it was assumed waste tyre raw materials cost 0$/kg which was in line with the assumption made by Subramanian et al. (2020) [44]. The basis for this assumption is that waste tyre to syngas and AC gasification facility would be located close to the REDISA tyre site to reduce both tipping and transportation fees. In addition, local tax rate, electricity rate per kWh, inflation rate, etc. were all adopted and factored in the OPEX. Table 1 presents the CAPEX reference of the waste tyre gasification process which includes the base years and scaling factor for each section unit whilst Table 2 summarises the basic OPEX. Both CAPEX and OPEX are presented in US dollars and South African local currency (Rands) with an exchange rate of 17.9 ZAR to 1 USD [59].
Revenue generation/product cost estimation
REDISA has been known to be the major supplier of waste tyres in South African provinces [53]. The 20% tyre steel content was chosen because it serves as the average of the values (15–27%) widely utilised in literature for waste tyre pyrolysis and other recycling operations such as gasification of both operational and conceptual processes [9, 52]. Hence, the revenue stream from the waste tyre gasification operation includes the costs of both main (target) which are the syngas and AC as well as that from the byproduct (steel). The cost of these products can be found in Table 3.
Final economic parameters
The key indicators are the internal rate of return (IRR), the return on investment (ROI), the payback period (PBP), and the net present value (NPV). The IRR can be defined as the interest rate at which the cash flows of the project must be discounted to obtain an NPV equal to zero. ROI is the rate at which the whole project makes a profit from the TCI. PBP is the period it takes the company to recover the TCI whilst the NPV is defined as the total cumulative discounted cash position at the end of the project life [73]. NPV, IRR, PBP, and ROI can be computed using Eqs. 9–12, respectively. In this study, the IRR and PBP were estimated graphically as illustrated in Figures S1–S4 in the supporting information document, respectively.
where N is the project duration in years, Pa is the annual profit, d is the discount rate, TCI is the total capital investment, and d* is the discount rate when NPV = 0.
Result and discussion
Performance evaluation of each reactor configuration
As previously mentioned, three gasification reactors (fluidized bed, fixed bed, and rotary kiln) were considered. A uniform plant capacity, steam gasification, and char activation conditions were employed with reference to previous studies [20, 38, 43, 44] to ensure conformity and ease of comparison of their respective performance. The final crumb sizes of the waste tyre particles, the gasification conditions such as equivalence ratio, stream to tyre ratio, steam to char ratio, lower heating values (LHV), product flow rates, and efficiencies are all presented in Table 4. As earlier explained by Fajimi et al. [43], the fixed bed gasifier had the highest syngas yield (10,130 kg/h) AC yield (214.61 kg/h), syngas LHV (24.60 MWLHV), syngas efficiency (66.3%LHV) which is as a result of the large crumb size of 20 mm which reduces the reactivity and combustion rate of the tyre. Another notable factor is the well-packed nature of the reactor unlike the constantly moving rotary kiln and fluidized which works well with less crumb size. This fluidized bed reactor had more syngas yield, LHV, and efficiency than the rotary kiln with 9,854 kg/h, 24.30 MWLHV, and 65.5%LHV, respectively but in terms of AC yield, the rotary kiln had more yield as shown in Table 3. In addition, of all these evaluation metrics the efficiency of the syngas produced from the process is more vital. The syngas efficiency from the gasification processes of the three reactors produced reasonable results when compared to previous studies by Zang et al. [38] and Subramanian et al. [44]. For the fixed bed and fluidized bed, Zang et al. [38] reported syngas efficiencies of 75%LHV and 74.8%LHV whilst this study recorded 65.5%LHV and 66.3%LHV, respectively. Subramanian et al. [44] reported 43.6%LHV from the rotary kiln gasification process whilst this study recorded 54.3%LHV.
Economic analysis
The economic analysis in terms of the total CAPEX and annual OPEX for the different gasification reactors, different plant production throughputs (30, 60, and 120 tonnes/day) and different syngas MSP ($1/kg and $1.2/kg) considered in this study is presented in Table S1 in the supporting information document. It is crucial to point out that the cost estimation reported in this study is linked to different periods from different sources which may have an effect on the comparisons with respect to the estimated values. These values were also estimated in local currency hence, the local inflation rate, taxation rate, interest rate, and electricity rate for the year 2022 were all considered as presented earlier in Tables 2, 5. It should be noted that the raw material and solvent cost also includes the tipping fee and transportation fee. The fixed bed gasification process had the least CAPEX whilst the fluidized bed is a bit higher than the rotary kiln. This is a result of the cost of the gasification reactor and furnace. The OPEX also differs in terms of the cost involved in the heat exchanger network (HEN) and utility requirements of each of the reactors.
For the production process to be economically feasible for the reactor throughputs, the minimum selling prices (MSPs) of syngas were set at $1/kg and $1.2/kg which is equivalent to ~ $6.6 and $7.95 per thousand cubic metres (TCM), respectively. In addition, MSPs of $2/kg and $0.047/kg were set for AC and steel/metal recovered from the waste tyre preparation, respectively. Using these MSP values, NPV values of M$ 24.4, M$ 125 and M$349 were estimated in the fluidized bed for the three production throughputs, respectively at syngas MSP of $1/kg. For the fixed bed, NPV values of M$ 55, M$ 172 and M$435 were estimated whilst the rotary kiln production process has NPV values of M$ 3.87, M$ 79 and M$ 259, respectively as shown in Fig. 3. For $1.2/kg syngas MSP, NPV values of M$ 24.4, M$ 125 and M$349 were estimated in the fluidized bed for the three production throughputs, respectively at syngas MSP of $1/kg. For the fixed bed, NPV values of M$ 55, M$ 172 and M$435 were estimated whilst the rotary kiln production process has NPV values of M$ 3.87, M$ 79 and M$ 259, respectively as shown in Fig. 3. This implies that the regardless of the syngas MSP and production rates, the fixed bed waste tyre gasification production route was the most economical. One of the key reasons is the high syngas production rate from this fixed bed reactor as shown in Table 4.

Comparison of economic indicators (NPV, PBP, IRR and ROI) estimation on the three reactors configuration for different production throughputs and syngas MSP of $1/kg (a–d) and $1.2/kg (e–h)
In addition, to the NPV obtained from the fixed bed production route, the ROI of 55.7%, IRR of 54% and PBP of 4.9 years were estimated for the 120 tonnes/day plant capacity, $1/kg syngas MSP. Also, with an annual ROI of 32.6%, IRR of 29%, and a PBP of 6.2 years, the rotary kiln configuration was the least economical route and this was due to the CAPEX involved in the process. Similar scenario also played out in the other plant capacities and syngas MSP of $1.2/kg except for the fact that this price may be considered too high for a large production capacity and can only be adopted for plants with low capacity such as the 30 tonnes/days and $60 tonnes/day processes. In waste tyre gasification and gasification processes in general, the MSP of syngas vary with several factors which include the raw material, production routes, and adopted syngas cleaning process amongst several others. The effect of changes in critical parameters that may affect whole process economics is investigated in the subsequent section.
The AC cost adopted in this study to achieve a positive NPV is comparable to those published by Marcelo Leon et al. [67] in 2020. The authors studied the production of AC from waste nutshells through physical activation with production costs between 1.82 $/kg and 2.15 $/kg. Another study with related figures was the work of Stavropoulos et al. [74] in 2009 for the manufacture of physically AC with steam utilising worn tyres, wood, and lignite as raw materials, with production costs of 2.23 $/kg, 2.49 $/kg, and 2.18 $/kg, respectively. It is worth noting that these last figures were calculated with no regard for raw material costs. In the same study, reduced production costs of 1.92 $/kg, 1.84 $/kg, and 1.72 $/kg for chemically activated AC with KOH utilising worn tyres, wood, and lignite as raw materials, respectively, were reported, assuming a zero cost for raw materials [67, 74]. When a non-zero value for raw materials was used, higher costs of 11.4 $/kg, 6.39 $/kg, and 5.38 $/kg were computed for the identical precursors, respectively. Lima et al. [75] reported a lower production cost of 1.44 $/kg for an activated carbon plant made from poultry waste employing physical activation with steam and a subsequent washing phase with hydrochloric acid, followed by a step rinse with water in another investigation. However, the cost was calculated using a raw material cost of 269,537 $/year, which includes the transportation of poultry waste and is lower than the amount examined here.
Sensitivity analysis
As earlier mentioned, the cost estimation reported in this study is linked to different periods from different sources which may affect the comparisons with respect to the estimated values, hence, there is the need to perform a sensitivity analysis on some of the crucial parameters that factor in these costs. Figures 4, 5, and 6 show the effect of a 20% variation on selected key parameters which include South Africa's inflation rate, interest rate, income tax rate, OPEX and CAPEX, labour cost, utilities, and HEN operating cost, raw material cost, and finally the selling product prices. The effect of these changes on NPV needs to be established because these prices and costs are a function of location and time. The result of the sensitivity analysis from the three reactors indicates that the OPEX and syngas selling prices were the most sensitive. A 20% change in either direction indicates significant changes in NPV for the three reactors.

Effect of 20% variation on key parameters on fluidized bed gasification NPV for production throughput of a 30 tonnes/day b 60 tonnes/day c 120 tonnes/day

Effect of 20% variation on key parameters on fixed bed gasification NPV for production throughput of a 30 tonnes/day b 60 tonnes/day c 120 tonnes/day

Effect of 20% variation on key parameters on rotary kiln gasification NPV for production throughput of a 30 tonnes/day b 60 tonnes/day c 120 tonnes/day
Effect of ± 20% variation on key parameters on NPV for fluidized bed production route
For the fluidized bed production route illustrated in Fig. 4, the most sensitive parameters were the syngas selling price, OPEX, and inflation rate. A 20% (i.e. 0.8$/kg) reduction in the MSP of syngas will into a massive loss of investment for a production throughput of 30 tonnes/day as shown in Fig. 4a, for the 60 tonnes/day and 120 tonnes/day production throughput, a significantly low NPV was estimated when compared to the higher syngas MSPs (i.e. 1$/kg & 1.2$/kg). In addition, inflation rate and OPEX were another sensitive economic parameter that affects not only the fluidized bed production route but others as well as shown in Fig. 4a–c.
Effect of ± 20% variation on key parameters on NPV for fixed bed production route
For the fixed bed production route illustrated in Fig. 5, the same scenarios as the fluidized bed production route played out where the most sensitive parameters were the syngas selling price, OPEX, and inflation rate as shown in Fig. 5a–5c. The significant observation was at the 30 tonnes/kg where syngas MSP less than $1.2/kg is not advisable to be considered. In addition, high inflation rates and OPEX would also affect all the production throughputs significantly.
Effect of ± 20% variation on key parameters on NPV for rotary production route
For the rotary kiln production route illustrated in Fig. 6, the most sensitive parameters were the syngas selling price, OPEX, and CAPEX. Unlike the previous two production routes, the CAPEX involved in the rotary kiln waste tyre gasification process is very high as shown in Fig. 6a–6c. This also made this route less economical when compared to others. A syngas MSP of $1.2/kg is the most feasible for all the production throughputs to achieve reasonable profit from the process.
Conclusion
One of the objectives of South Africa’s 2030 sustainable energy plan is to reduce dependency on coal and pave way for sustainable energy sources such as biomass gasification. South Africa’s dependent on coal can be complemented with waste tyre gasification amongst other clean energy production routes. This study investigated a techno-economic study of waste tyre gasification process with the prospect of producing syngas and activated carbon along with reusable steel. This study compares the waste tyre to syngas and AC production scenario in South Africa using three different gasification reactor configurations. The process economics was carried out using the discounted cash flow (DCF) method and key economic indicators such as the NPV, IRR, ROI and the payback periods were all computed from the process. Sensitivity analysis was conducted to show the effect of different parameters. The outcome of this study suggests that the waste tyre to syngas and AC gasification process using a fixed bed gasifier have the highest NPV, ROI, and IRR and the shortest PBP, hence, it is the most economically viable production route when compared to the other two waste tyre gasification reactors. A high MSP implies more profit in all the scenarios; however, this could make the waste tyre gasification route less feasible to other alternative method for energy generation. A 20% variation in the loan interest rate and selling price of AC have the least effect on NPV. Another key point to note is that the price of the raw waste tyre was set at $0/kg because of the relatively low tyre recycling rate in South Africa compared to the European Union (EU).
Abbreviations
- A :
-
Equipment capacity
- AC:
-
Activated carbon
- AEA:
-
Aspen Plus Energy Analyzer
- APC:
-
Annual production cost
- C :
-
Cost/equipment cost
- CAPEX:
-
Capital expenditure
- CEC:
-
CO2 emission cost
- CEPCI:
-
Chemical Engineering Plant Cost Index
- CH4 :
-
Methane
- CO:
-
Carbon monoxide
- CO2 :
-
Carbon dioxide
- d :
-
Discount rate
- d* :
-
Discount rate when NPV = 0
- DCF:
-
Discounted cash flow
- ER:
-
Equivalence ratio
- EU:
-
European Union
- FC:
-
Fixed operating cost
- GT:
-
Gasifier temperature (℃)
- HEN:
-
Heat exchanger network
- hr:
-
Hour
- HRSG:
-
High reservoir steam generator
- H2S:
-
Hydrogen sulphide
- H2O:
-
Water
- IRR:
-
Internal rate of return
- KEI:
-
Key economic indicator
- kg:
-
Kilogramme
- KOH:
-
Potassium hydroxide
- kWh:
-
Kilowatt-hour
- LC:
-
Labour cost
- LCOE:
-
Levelized cost of electricity
- LCOS:
-
Levelized cost of syngas
- LHV:
-
Lower heating value (MWLHV)
- MC:
-
Maintenance cost
- mm:
-
Millimetre
- MSP:
-
Selling price
- MW:
-
Megawatt
- MZAR:
-
Million dollars
- M$:
-
Million dollars
- N :
-
Project duration
- NPV:
-
Net present value
- OOC:
-
Operating overhead cost
- OPEX :
-
Operating expenditure
- Pa :
-
Annual profit
- PBP:
-
Payback period
- REDISA :
-
Recycling and Economic Initiative of South Africa
- RMC:
-
Raw material cost
- ROI:
-
Return on investment
- t:
-
Time (years)
- TCI:
-
Total capital investment
- TCM:
-
Thousand cubic metre
- TPC:
-
Total production cost
- STR:
-
Steam to Tyre Ratio
- SCR:
-
Steam to Char Ratio
- UC:
-
Utility cost
- USD:
-
United States Dollars
- VC:
-
Variable operating cost
- VM:
-
Volatile matter
- WC:
-
Working capital
- WDC:
-
Waste disposal cost
- ZAR:
-
South African Rand
- $ :
-
United States Dollars
- R :
-
Rands
- a :
-
Desired attribute
- b :
-
Base attribute
- ya :
-
Base year
- yb :
-
Current year
- b :
-
By-product
- pwt :
-
Pretreated waste tyre
- m :
-
Miscellaneous, main product
- n :
-
Cost exponent
References
Ferdous W et al (2021) Recycling of landfill wastes (tyres, plastics and glass) in construction—a review on global waste generation, performance, application and future opportunities. Resourc Conserv Recycl 173:105745
Okafor C, Ajaero C, Madu C, Agomuo K, Abu E (2020) Implementation of circular economy principles in management of end-of-life tyres in a developing country (Nigeria). AIMS Environ Sci 7:406–433
Consultation on the draft industry waste tyre management plan (2022). https://www.gov.za/sites/default/files/gcis_document/202203/46017gon1849.pdf. Accessed 28 Aug 2023
Rogachuk BE, Okolie JA (2023) Waste tires based biorefinery for biofuels and value-added materials production. Chem Eng J Adv. 14:100476
Pathak P, Sinha S (2021) Valorisation of waste tires into fuel and energy advanced technology for the conversion of waste in to fuels and chemicals. Elsevier, Amsterdam, pp 109–122
US Environmental Protection Agency (2012) Wastes-resource conservation-common wastes & materials-scrap tires. United States Environmental Protection Agency, Washington
Sebola MR, Mativenga PT, Pretoriusa J (2018) A benchmark study of waste tyre recycling in South Africa to European Union practice. Procedia CIRP 69:950–955. https://doi.org/10.1016/j.procir.2017.11.137
Zhang Y, Wu C, Nahil MA, Williams P (2015) Pyrolysis–catalytic reforming/gasification of waste tires for production of carbon nanotubes and hydrogen. Energy fuels 29(5):3328–3334
Fajimi LI, Modelling and simulation studies on syngas and activated carbon production from waste tyre gasification. M.Tech Dissertation, Chemical Engineering, University of Johannesburg, South Africa, 2020
Mohajerani A et al (2020) Recycling waste rubber tyres in construction materials and associated environmental considerations: a review. Resour Conserv Recycl 155:104679
Tran TQ, Thomas BS, Zhang W, Ji B, Li S, Brand AS (2022) A comprehensive review on treatment methods for end-of-life tire rubber used for rubberized cementitious materials. Constr Build Mater 359:129365
Grammelis P, Margaritis N, Dallas P, Rakopoulos D, Mavrias G (2021) A review on management of end of life tires (ELTs) and alternative uses of textile fibers. Energies 14(3):571
Bianco I, Panepinto D, Zanetti M (2021) End-of-life tyres: comparative life cycle assessment of treatment scenarios. Appl Sci 11(8):3599
Palos R, Gutierrez A, Vela FJ, Olazar M, Arandes JM, Bilbao J (2021) Waste refinery: the valorization of waste plastics and end-of-life tires in refinery units. A review. Energy Fuels 35(5):3529–3557
Machin EB, Pedroso DT, de Carvalho Jr JA (2017) Technical assessment of discarded tires gasification as alternative technology for electricity generation. Waste Manage 68:412–420
Machin EB, Pedroso DT, de Carvalho Jr JA (2017) Energetic valorization of waste tires. Renew Sustain Energy Rev 68:306–315
Sebola MR, Mativenga PR, and Pretorius P (2018) A Benchmark Study of Waste Tyre Recycling in South Africa to European Union Practice, presented at the 25th CIRP Life Cycle Engineering (LCE) Conference, Copenhagen, Denmark, 30 April–2 May 2018
Martínez JD, Murillo R, García T, Arauzo I (2014) Thermodynamic analysis for syngas production from volatiles released in waste tire pyrolysis. Energy Convers Manage 81:338–353
Labaki M, Jeguirim M (2017) Thermochemical conversion of waste tyres—a review. Environ Sci Poll Res 24(11):9962–9992
Leung DYC, Wang CL (2003) Fluidized-bed gasification of waste tire powders. Fuel Proc Technol 84(1–3):175–196
Donatelli A, Iovane P, Molino A (2010) High energy syngas production by waste tyres steam gasification in a rotary kiln pilot plant. Experimental and numerical investigations. Fuel 89(10):2721–2728
Portofino S et al (2011) Optimizing H2 production from waste tires via combined steam gasification and catalytic reforming. Energy Fuels 25(5):2232–2241
Chandrakant T. Biomass gasification: technology and utilisation [Online]. http://cturare.tripod.com/pro.htm. Accessed 28 Aug 2023
Belgiorno V, DeFeo G, DellaRocca C, Napoli RMA (2003) Energy from gasification of solid wastes. Waste Manage 23(1):1–15
Franco A, Giannini N (2005) Perspectives for the use of biomass as fuel in combined cycle power plants. Int J Therm Sci 44(2):163–177
Pei P, Korom SF, Ling K, Nasah J (2016) Cost comparison of syngas production from natural gas conversion and underground coal gasification. Mitig Adapt Strateg Glob Change 21(4):629–643
Bioroot Energy Inc (2015) Gasification: An Investment in Our Energy Future, Virginia, USA. http://www.biorootenergy.com/public/wp-content/uploads/2015/05/gasification_whitepaper.pdf. Accessed 19 Feb 2019
Adams TA II, Ghouse JH (2015) Polygeneration of fuels and chemicals. Curr Opin Chem Eng 10:87–93
Subramanian ASR, Kim D, Adams TA, Gundersen T (2019) Modeling and Simulation of a Waste Tire to Liquefied Synthetic Natural Gas (SNG) Plant in Computer Aided Chemical Engineering. Elsevier, Amsterdam, pp 397–402
Molino A, Donatelli A, Marino T, Aloise A, Rimauro J, Iovane P (2018) Waste tire recycling process for production of steam activated carbon in a pilot plant. Resour Conserv Recycl 129:102–111
Al-Rahbi AS, Williams PT (2016) Production of activated carbons from waste tyres for low temperature NOx control. Waste Manage 49:188–195
González JF et al (2006) Preparation of activated carbons from used tyres by gasification with steam and carbon dioxide. Appl Surf Sci 252(17):5999–6004
Ko DCK, Mui ELK, Lau KST, McKay G (2004) Production of activated carbons from waste tire-process design and economical analysis. Waste Manage 24(9):875–888
Ariyadejwanich P, Tanthapanichakoon W, Nakagawa K, Mukai SR, Tamon H (2003) Preparation and characterization of mesoporous activated carbon from waste tires. Carbon 41(1):157–164
Arena U, Di Gregorio F, Amorese C, Mastellone ML (2011) A techno-economic comparison of fluidized bed gasification of two mixed plastic wastes. Waste Manage 31(7):1494–1504
Hadidi LA, Omer MM (2017) A financial feasibility model of gasification and anaerobic digestion waste-to-energy (WTE) plants in Saudi Arabia. Waste Manage 59:90–101
Shen Y, Tan MTT, Chong C, Xiao W, Wang CL (2017) An environmental friendly animal waste disposal process with ammonia recovery and energy production: experimental study and economic analysis. Waste Manage 68:636–645
Zang G, Jia J, Shi Y, Sharma T, Ratner A (2019) Modeling and economic analysis of waste tire gasification in fluidized and fixed bed gasifiers. Waste Manage 89:201–211
Khan MH, Jain S, Vaezi M, Kumar A (2016) Development of a decision model for the techno-economic assessment of municipal solid waste utilization pathways. Waste Manage 48:548–564
Vonk G, Piriou B, Dos Santos PF, Wolbert D, Vaitilingom G (2019) Comparative analysis of wood and solid recovered fuels gasification in a downdraft fixed bed reactor. Waste Manage 85:106–120
Molino A, Erto A, Natale FD, Donatelli A, Iovane P, Musmarra D (2013) Gasification of granulated scrap tires for the production of syngas and a low-cost adsorbent for Cd (II) removal from wastewaters. Ind Eng Chem Res 52(34):12154–12160
Liu L et al (2021) Techno-economic analysis of biomass processing with dual outputs of energy and activated carbon. Biores Technol 319:124108
Fajimi LI, Oboirien BO, Adams TA (2021) Simulation studies on the co-production of syngas and activated carbon from waste tyre gasification using different reactor configurations, Energy Conversion Management: X. Elsevier, Amsterdam, p 100105
Subramanian ASR, Gundersen T, Adams TA (2020) Technoeconomic analysis of a waste tire to liquefied synthetic natural gas (SNG) energy system. Energy 205:117830
Mandegari MA, Farzad S, Görgens JF (2018) A new insight into sugarcane biorefineries with fossil fuel co-combustion: techno-economic analysis and life cycle assessment. J Energy Convers Manage 165:76–91
Farzad S, Mandegari M, Görgens JF (2021) A novel approach for valorization of waste tires into chemical and fuel (limonene and diesel) through pyrolysis: process development and techno economic analysis. Fuel Process Technol 224:107006
Hejazi B, Grace JR, Bi X, Mahecha-Botero A (2017) Kinetic model of steam gasification of biomass in a bubbling fluidized bed reactor. Energy Fuels 31(2):1702–1711
Násner AML et al (2017) Refuse derived fuel (RDF) production and gasification in a pilot plant integrated with an Otto cycle ICE through Aspen plus™ modelling: thermodynamic and economic viability. Waste Manage 69:187–201
Sreejith CC, Muraleedharan C, Arun P (2015) Air–steam gasification of biomass in fluidized bed with CO2 absorption: a kinetic model for performance prediction. Fuel Process Technol 130:197–207
Puig-Arnavat M, Bruno JC, Coronas A (2010) Review and analysis of biomass gasification models. Renew Sustainable Energy Rev 14(9):2841–2851
Hannula I, Kurkela E (2010) A semi-empirical model for pressurised air-blown fluidised-bed gasification of biomass. Biores Technol 101(12):4608–4615
Tsiryapkina IV (2019) Technology and Economy Analysis of Waste Truck Tires Management, Master of Science in Energy Systems Engineering Thesis, The University of North Dakota, Grand Forks, North Dakota
Mulaudzi L (2017) Process modelling and economic evaluation of waste tyres to limonene via pyrolysis. Stellenbosch University, Stellenbosch
Okeke IJ, Adams TA (2018) Combining petroleum coke and natural gas for efficient liquid fuels production. Energy 163:426–442
Fajimi LI, Chrisostomou J, Oboirien BO (2022) A techno-economic analysis (TEA) of a combined process of torrefaction and gasification of lignocellulose biomass (Bagasse) for electricity production and methanol production. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-022-03499-6
Kgwedi PC, Seedat N, Fajimi LI, Patel B, Oboirien BO (2023) Techno-economic analysis of methanol synthesis from syngas derived from steam reforming of crude glycerol. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-023-04024-z
Statista. (2022) South Africa: Inflation rate from 1986 to 2026. https://www.statista.com/statistics/370515/inflation-rate-in-south-africa/. Accessed 20 Dec 2022
Oboirien BO, Yaqub ZT (2022) Techno-economic analysis of the CLC of waste paper, PVC and paper/PVC blends for electricity and heat generation. Chem Eng Techno. https://doi.org/10.2139/ssrn.3909863
OECD (2021) Exchange rates. https://data.oecd.org/conversion/exchange-rates.htm#indicator-chart. Accessed 10 Apr 2021
Dutta A et al (2015) Process design and economics for the conversion of lignocellulosic biomass to hydrocarbon fuels: Thermochemical research pathways with in situ and ex situ upgrading of fast pyrolysis vapors. Pacific Northwest National Lab (PNNL), Richland
Shaikh AR et al (2022) Techno-economic analysis of hydrogen and electricity production by biomass calcium looping gasification. Sustainability 14(4):2189
Wei L, Pordesimo LO, To SD, Herndon CW, Batchelor WD (2009) Evaluation of micro-scale syngas production costs through modeling. Trans ASABE 52(5):1649–1659
Wei L, To SDF, Pordesimo L, Batchelor WD (2011) Evaluation of micro-scale electricity generation cost using biomass-derived synthetic gas through modeling. Int J Energy Res 35(11):989–1003
Kim H, Parajuli PB, Yu F, Columbus EP (2011) Economic analysis and assessment of syngas production using a modeling approach. American Society of Agricultural and Biological Engineers, Michigan
Jenkins S (2022) Chemical Engineering Plant Cost Index 2022 CEPCI Updates: Feb (Prelim.) and Jan (Final). https://www.chemengonline.com/2022-cepci-updates-february-prelim-and-january-final-2/. Accessed 15 July 2022
Peters MS, Timmerhaus KD, West RE (2003) Plant design and economics for chemical engineers, 5th edn. McGraw-Hill, New York
León M, Silva J, Carrasco S, Barrientos N (2020) Design, cost estimation and sensitivity analysis for a production process of activated carbon from waste nutshells by physical activation. Processes 8(8):945
Woods MC, Capicotto P, Haslbeck JL, Kuehn NJ, Matuszewski M, Pinkerton LL, Rutkowski MD, Schoff RL, Vaysman V (2007) Cost and performance baseline for fossil energy plants. National Energy Technology Laboratory. Accessed 28 Aug 2023
Power and Motion (2015) Determine the cost of compressed air for your plant. https://www.powermotiontech.com/pneumatics/air-compressors/article/21884932/determine-the-cost-of-compressed-air-for-your-plant. Accessed 28 Aug 2023
Exair Blog (2018) Estimating the total cost of compressed air. https://blog.exair.com/2018/07/24/estimating-the-total-cost-of-compressed-air/. Accessed 10 Apr 2018
FineFertilizer (2021) How Much Does Liquid Nitrogen Cost. https://www.finefertilizer.com/liquid-fertilizer/how-much-does-liquid-nitrogen-cost. Accessed 15 Sept 2021
Khumalo V (2022) Prepaid Electricity Rates Per Unit 2022 South Africa. https://southafricalists.com/prepaid-electricity-rates-per-unit/. Accessed 10 Apr 2022
Turton R, Bailie RC, Whiting WB (2012) Analysis, synthesis, and design of chemical processes. Prentice Hall, Hoboken
Stavropoulos GG, Zabaniotou AA (2009) Minimizing activated carbons production cost. Fuel Process Technol 90(7–8):952–957
Lima IM, McAloon A, Boateng AA (2008) Activated carbon from broiler litter: process description and cost of production. Biomass Bioenergy Res 32(6):568–572
Acknowledgements
The authors would like to thank the University of Johannesburg for its financial support.
Funding
Open access funding provided by University of Johannesburg.
Author information
Authors and Affiliations
Contributions
BOO: conceptualization, supervision, investigation, visualisation, writing—reviewing and editing. LIF: conceptualization, methodology, investigation, formal analysis, software, validation, writing—original and final draft.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fajimi, L.I., Oboirien, B.O. A techno-economic study on the co-production of syngas and activated carbon from waste tyre gasification process. J Mater Cycles Waste Manag 25, 3462–3475 (2023). https://doi.org/10.1007/s10163-023-01775-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-023-01775-9