
Abstract
There is a growing need to find ways to reuse fine concrete waste from the construction industry. In this study, recycled concrete fines were granulated and used as lightweight aggregates. Ladle slag, a steel industry residue, was used as a co-binder in different ratios (0, 10, 20, and 30%). The materials were blended and granulated, and then the granules were cured in three conditions: ambient condition, humidity chamber, and carbonation chamber. The results showed that the ladle slag content of 30% cured in a humidity chamber produced the strongest granules, with a crushing strength of 127 N, which was 135% greater than a commercial lightweight aggregate. The granules generally had satisfactory density and water absorption with a higher ladle slag content. Carbonation increased the granule strength with a low ladle slag content and decreased the granules’ water absorption. The improved physical and mechanical properties of carbonated granules are attributed to the formation of calcium carbonate during the carbonation process. The granules produced in this study show good potential for use as lightweight aggregates in the construction industry.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Global population growth and urbanization over the past 100 years have resulted in the rapid development of the construction industry. Modernization and demolition of old buildings have resulted in vast amounts of construction and demolition waste (CDW), with an increasing trend in recent years. Landfill disposal is wasteful, costly, and environmentally harmful. Recycling concrete waste could help preserve the natural aggregate reserves. Moreover, the recycling and reuse of CDW could be an effective way to obtain new, sustainable construction materials and reduce the environmental impact of the construction industry [1, 2].
CDW mostly consists of concrete that can be recycled and used as secondary aggregate. Recycled concrete aggregate (RCA) is produced by crushing and sorting waste concrete. According to the particle size, RCA is classified as fine or coarse. Many treatment methods have been developed to enhance the properties of recycled aggregates. Those methods are based on the removal of old adhered cement mortar from RCA to improve its performance [3]. However, because coarse RCA is mostly used, the fine fraction is not fully utilized [4].
The fine fraction has been studied for different applications, such as admixtures with natural aggregates or cement-based materials. However, such admixtures result in high water absorption, which negatively affects the durability and mechanical properties of concrete [5]. Another way is to grind and burn the fines into a powder and use that as a cement substitute. However, this process requires considerable amounts of energy [6,7,8]. Instead, cold-bonding granulation method could be a sustainable process for producing artificial aggregates. Since, the reactive industrial residues can be used as a binding agent reducing the amount of ordinary Portland cement [7].
Another interesting method for exploiting fine CDW particles is a two-step granulation and carbonation process. Such a method was used by Shi et al. (2019) [7], who studied the granulation of recycled fine powders for producing lightweight artificial aggregates and investigated the effect of carbonation on them. The authors found that granulation technology can be an efficient way to utilize CDW when the particle size is less than 5 mm and that carbonation can significantly improve the granules’ crushing strength and decrease their water absorption. However, as they used cement as a co-binder in their study, it is worth exploring industrial waste streams to make the process more sustainable.
Carbonation is a physical–chemical process whereby atmospheric carbon dioxide (CO2) reacts with calcium phases in concrete, such as calcium hydroxide (Ca(OH)2) and calcium silicate hydrate (C–S–H), forming calcium carbonate (CaCO3). Carbonation can effectively improve the properties of RCA, as it makes it denser and increases its mechanical strength. Furthermore, since it absorbs CO2, a main greenhouse gas, it could be an efficient way to contribute environmental sustainability [3, 9, 10].
Previous studies have suggested that accelerated carbonation is the most effective way to enhance the durability and physical properties of RCA [11,12,13]. However, the carbonation of fine RCA remains underexplored despite its high potential due to the presence of residual cement content from old mortar. This study aimed to contribute to this research by exploring the feasibility of granulation and carbonation of waste concrete powder using ladle slag (LS) as a co-binder and by investigating the influence of CO2 curing on the mechanical properties and microstructure of granulated fine, lightweight RCA.
Materials and methods
Materials
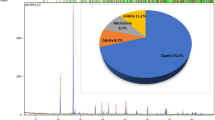
Concrete blocks obtained from a local ready-mix concrete plant from Oulu (Finland) were used to prepare fine RCA. The cement used in the blocks was CEM II/B-S Portland slag cement according to the standard SFS-EN 197–1 (2012) [14], and the water content was 191 kg/m3. The concrete blocks were crushed into pieces of 2–16 mm using a jaw crusher. The pieces were then sieved, and those smaller than 4.75 mm were dried in an oven at 100 °C for 24 h. They were subsequently ground using a vibratory disc mill (RS200; Retsch, Germany) at 700 rpm for 2 min to powder them. Milled material less than 2 mm in size was sieved, and its physical, chemical, and mineralogical properties were analyzed.
Ladle slag obtained from SSAB (Finland) was used as a co-binder in the granulation process. X-ray fluorescence analysis was used to analyze the chemical composition of the RCA and LS. The main oxide contents were SiO2, CaO, Al2O3, Na2O, and Fe2O3 in recycled concrete fines and CaO and Al2O3 in LS. The results are presented in Table 1.
The particle size distributions were studied using laser diffraction. The median diameter (D50) of recycled concrete fines was 31 µm, and the D50 of LS was 34 µm.
Commercially available Leca gravel aggregate ranging from 4 to 10 mm in size obtained from the Leca Kuusankoski factory (Finland) was used as a reference material. Similar mechanical tests were performed on the Leca and recycled concrete aggregates, and their results were compared. The crushing force, bulk density and water absorption of the reference material are 54.5 N, 320 kg/m3 and 20.0%, respectively [15].
Methodology
Granulation process
An Eirich R-02 high-shear granulator (Eirich & Co., Germany) was used to produce compact granules from milled waste concrete fines (Fig. 2). The granulator has a rotating drum with a volume of 0.013 m3 and an impeller 14 cm in diameter that moves in the opposite direction (Fig. 1). The angle was fixed at 40° to produce granules of the desired size, and the drum’s rotating speed was set to 300 rpm based on a previous study [7]. Milled concrete fines were granulated with no LS and in combination with three different LS contents (10, 20 and 30%). In all cases, the sample size was 200 g.

Schematic illustration of the granulator
The concrete fines and LS were dry-mixed and then placed inside the granulator drum. An appropriate amount of deionized water, ranging from 60 to 80 g, was added in drops to the powder bed rotating inside the granulator with a spray flask to wet and agglomerate the dry powder to form nuclei. The granulation continued until granules of the desired size (5–8 mm) were formed. Each batch of fresh granules was collected and subjected to one of three curing conditions.
Curing conditions
The curing methods used in this study were as follows:
-
Ambient curing: the granules were placed in a plastic bag, which was sealed and stored at room temperature.
-
Curing in a humidity chamber at 20 °C and 100% relative humidity.
-
Curing in a carbonation chamber at 20 °C and 70% relative humidity with 20% CO2.
All granules were cured for 24 h and stored in sealed bags until further testing. Granules with 30% LS cured using the three methods are shown in Fig. 2. Due to differences in the curing methods, the color of the granules differed slightly.

Granules with 30% ladle slag after a ambient curing, b curing in a humidity chamber, and c curing in a carbonation chamber
Granule properties
The mechanical strength of 10 granules in each batch was tested using a Zwick Z100 compression testing machine (ZwickRoell, Germany). The maximum strength at breaking point was measured at 1, 7, and 28 days, and the mean and deviation of the maximum strength were calculated. To minimize deviation, the diameter of a granule was measured and restricted to 5–8 mm.
The loose bulk density and water absorption of the produced granules, which are important parameters for lightweight aggregate applications, were determined according to the European standard SFS-EN 1097–3 (1998) [16] of tests for mechanical and physical properties of aggregates. The bulk density and water absorption values were calculated three times using Eqs. 1 and 2, respectively, for each granule combination:
where \(\rho\) is density (in kilograms per cubic meter), m is mass (in kilograms) and V is volume (in cubic meters).
Where wet weight is the mass of the granules after immersion in water for 24 h, and dry weight is their mass before water immersion and after drying at 50 °C for 24 h.
Chemical and microstructural characterizations of crushed aggregates immersed in isopropanol (C3H8O) was performed using the solvent exchange method for 3 days to stop the chemical reactions [17].
Thermogravimetric analysis (TGA) was performed using a TGA instrument (TA Instruments, USA) to evaluate the carbonation capacity of the granules and quantify the amounts of calcium compounds formed. The analysis was performed on samples cured using all three methods on Day 7. The samples were prepared in a glove box in a nitrogen atmosphere to prevent atmospheric carbonation. The samples (in powder form) were heated from 50 to 1000 °C at a rate of 5 °C/min. Based on the TGA results, the amounts of bound water, Ca(OH)2, and (CaCO3) were calculated. The decomposition of Ca(OH)2 and CaCO3 is assumed to occur at 400–500 °C and 650–750 °C, respectively [10, 18].
Moreover, X-ray diffraction (XRD) analysis was performed on the same granules to determine alterations in their mineralogical composition using a SmartLab analyzer (Rigaku, Japan). CuKα radiation was used with a scanning speed of 4°/min, a scan range of 5–120°, and a step width of 0.02°. Furthermore, scanning electron microscopic (SEM) analysis was performed on all granules on Day 28 to investigate the morphological changes occurring with the three curing conditions and the different LS contents. For SEM analysis preparation, granules were placed in epoxy mold, the top portions were cut, and the samples were polished.
Results and discussion
TGA and XRD results
Both TGA and XRD showed that carbonation increased the amount of CaCO3 (Fig. 3). Carbonation curing is a reaction between CO2 and alkali earth hydroxides, oxides and silicates, i.e., Ca, Mg and Fe contained in a alkaline or mineral residue leading to the formation of the respective carbonate phase [7, 19]. As observed from the TGA and XRD analysis, CaCO3 is formed in the carbonation process in this study according to Eq. (3)

a CaCO3 and b bound water amounts measured by TGA and XRD
In this study, during the carbonation, portlandite, mainly calcium hydroxide Ca(OH)2 and calcium silicate are consumed to produce calcium carbonate, as observed from Fig. 3(a), indicating carbonation of the granules. Similar observations in previous studies confirm the reactivity of calcium compounds towards carbonation [21, 22]. The smaller amount of bound water in the carbonated granules is related to the decomposition of hydration products such as C–S–H [23]. However, XRD showed a smaller amount than TGA, probably because it is not as accurate as TGA with small amounts of the material.
Generally, the higher the LS content, the greater the amount of CaCO3. It is known that carbonation converts the reactants from LS to CaCO3 because of the high calcium content [23]. However, as shown in Fig. 3a, the amount of CaCO3 was lower with 30% than with 20% LS. A higher LS content may have reduced the porosity of granules, making it more difficult for CO2 to diffuse into the granules, which resulted in reduced carbonation. Moreover, with a higher LS content, there were more hydration products due to the higher amount of bound water.
Crushing strength of the granules
The curing method played an important role in the crushing strength of the granules (Fig. 4). The crushing strength ranged from 9 to 130 N. In granules consisting of 100% concrete fines and ambient curing, only 9 N was achieved on Day 1. The strength of these granules was so low that they could be easily crushed by hand. Carbonated granules with 100% concrete fines acquired a crushing strength of 85 N on Day 28.

Effects of curing time on granules with different ladle slag contents (with error bars). a 0%, b 10%, c 20%, and d 30% ladle slag. The crushing strength range (45.6–63.2 N) of the reference material is indicated by the blue boxes
The greater crushing strength achieved with carbonation is a result of the reactions of the calcium phases of concrete with CO2 [7, 23]. Moreover, the strength of carbonated granules increased faster than that of granules cured using the other two methods, especially with 100% concrete fines (Fig. 4a). This is because the carbonation reaction of the portlandite (Ca(OH)2 present in the concrete fines and formation of carbonate products, thereby increasing the strength of the aggregates. Therefore, carbonation curing can be effectively used to treat different industrial wastes and improve their mechanical properties. It can be observed that carbonation curing can effectively increase the crushing force of the granules compared to the ambient-cured ones (Fig. 4). Similar findings have been observed in previous studies [7, 24, 25]. Shi et al. (2019) granulated the waste concrete powder and observed that carbonation curing greatly improved the crushing strength of the artificial aggregates. Gunning et al. (2009) used different industrial by-products, like municipal solid waste incineration fly ash, and used them as a binder in the lightweight concrete applications. They also observed that the accelerated carbonation is beneficial for the strength development of the products. The strength development of the material is based on the reaction between CO2 and the cementing material and this reaction is accelerated with the formation of CaCO3, C–S–H and silicate gel [24, 25]. Then, the strength development of the granules is much faster compared to the normal hydration reactions, and the carbonation has also impact on the microstructural development (see “Microstructure of the granules”) [7, 20].
With ambient curing, a co-binder was needed to achieve a strength comparable to that of the reference material. The addition of LS generally increased the strength of the ambient-cured granules (Fig. 4a–d). However, these granules exhibited the lowest crushing strength in all cases and exceeded the crushing strength of the reference material only with 30% LS. Tang et al. (2020) reported a similar finding when using 10% blast furnace slag as a co-binder in the granulation of concrete slurry waste [24].
Humidity curing worked well with samples containing LS, since the crushing force after 28 days of curing is comparable to the reference material. This method increases the granules’ crushing strength probably because LS increases their Ca content [26, 27]. The chemical composition of LS is very similar to cement and therefore it has pozzolanic and cementation reactions [27]. Probably, the humidity curing accelerates the hydration reaction with high LS content that leads to the less porous structure of the granules and increases the crushing force. Moreover, previous studies mentioned that humid conditions increase the pozzolanic reaction and hydration in cementitious materials [23]. In this study, granules with 30% LS cured in the humidity chamber acquired the greatest crushing strength (almost 130 N).
Unlike ambient and humidity curing, the addition of LS did not have a positive effect on the granules’ crushing strength in carbonation curing. On the contrary, the addition of more than 10% LS resulted in a lower crushing strength, in spite of the increase in carbonation beyond 10% addition of LS. At 10% higher LS content, the carbonation could not reach the interior of the granules as LS is expected to reduce the granule’s porosity related to the increase in density making it more difficult to CO2 to diffuse into granules thereby reducing the carbonation rate. It is observed that 20% LS content is optimal for the carbonation reaction, since the carbonation rate increased at this replacement level and decreased to again with 30% LS (Fig. 3a). A higher LS content probably reduced the granules’ porosity, making it more difficult for CO2 to diffuse into the granules, thereby reducing the carbonation rate. This finding is not in line with Bae and Lee (2015), who found that the addition of steel slag contributed to carbonation by increasing the amount of free CaO [28]. It can be observed that carbonation rate is not related to crushing force in this study. Probable reason behind this would be the interaction effect between the porosity changes due to particle packing and carbonation induced pore reduction. Similar results of increase in carbonation without any strength improvement were also observed in previous research, mostly due to the effect of carbonation conditions [29, 30].
Bulk density and water absorption
The bulk density of the granules cured under the three different conditions ranged from 810 to 953 kg/m3 (Fig. 5). As the density of all aggregates was below 1200 kg/m3, they can be classified as lightweight aggregates according to the standard SFS-EN 13,055 (2016) [31]. However, the density of all granules was higher than that of the sintered reference material (320 kg/m3). Carbonated granules consisting of 100% waste concrete fines had the highest density (873 kg/m3). This is due to the fact that carbonation makes the granule microstructure denser. Tang et al. (2020) obtained similar results with granulated concrete slurry waste and fine incineration bottom ash subjected to steam, moist, and carbonation curing [24].

Density and water absorption of granules after a ambient curing, b humidity curing, and c carbonation
A higher LS content resulted in higher bulk density, because the particle density of the LS is higher than the concrete fines (Fig. 5). This is due to the high CaO content of LS, which produced C–S–H in the hydration reaction (see Fig. 3), reducing the porosity of the granules. Compared to 100% concrete fines, the curing method did not have a significant effect when LS was added as a co-binder.
The water absorption of granules cured in the three different conditions ranged from 11.7 to 18.7% (Fig. 5). These values were slightly lower than that of the reference material (19.7%). The granules consisting of 100% concrete fines exhibited the highest water absorption (15.6–18.7%). A higher LS content resulted in lower water absorption. For example, the water absorption of ambient-cured granules consisting of 100% concrete fines was 17.3%, whereas that of ambient-cured granules with 30% LS was 12.9%. These results are consistent with the bulk density results. Less dense granules are more porous and can thus absorb greater amounts of water. The addition of LS resulted in more hydration products, reducing the granules’ porosity and, consequently, their water absorption. Carbonation resulted in lower water absorption than the other two curing methods with all LS contents, as it effectively sealed the pores of the granules. That is consistent with the findings in the previous study [32]. Zhan et al. (2014) studied the carbonation of recycled concrete aggregates and observed that it can remarkably decrease the water absorption of the aggregates, because carbonation can effectively reduce the porosity of the aggregates. In addition, Shi et al. (2019) observed that carbonation reduces the water absorption of the granulated and carbonated waste concrete fines for similar reasons as stated in the present study [7]. Therefore, the carbonated granules in this study absorb less water compared to other ones, because of the enhancement of microstructure and reduction of porosity of the external surface matrix. According to the TGA and XRD analyses, the carbonation rate was highest when 20% LS was used (Fig. 3a). This is probably the optimal amount of co-binder for the carbonation process that consolidates the microstructure of the granules and makes it less porous as observed from the previous results.
Microstructure of the granules
Ambient-cured granules appeared to have cracks on their surfaces (Fig. 6a–d). They also seemed to have a loose and scattered structure with large pores, which may explain their lower density. In comparison, granules cured in the humidity and carbonation chambers looked denser, with fewer cracks and pores (Fig. 6e–l). These observations are consistent with the crushing strength results showing that the granules with 30% LS cured in the humidity chamber acquired the highest strength (Fig. 6e–h). A higher LS content also resulted in fewer cracks.

SEM images of fine recycled concrete granules with different ladle slag contents cured in the a–d ambient condition, e–h humidity chamber, and i–l carbonation chamber
The observations of the microstructure of carbonated granules are consistent with the mechanical strength and density findings (Fig. 6). Their surfaces were overall dense and homogeneous, with fewer micro-cracks and pores, than those of granules cured using the other two methods (Fig. 6j–l). Carbonation resulted in remarkable densification due to the formation of CaCO3. During carbonation, CaCO3 is produced as tightly packed needle-shaped crystals [26]. The denser structure of carbonated granules is probably due to the CaCO3-rich matrix in their pores. Therefore, carbonation has obvious impact on the microstructural development of the granules, as observed in the previous studies [21, 22]. Jiang & Ling (2020) investigated the granulation and carbonation of steel slags and observed that carbonation leads lower porosity in the microstructure of the granules [21]. Moreover, in the study by Ho et al. (2020), the carbonation of concrete fines was studied, and it enhanced the microstructure of the final carbonated product because of precipitation of CaCO3 [22].
Conclusions
In this study, waste concrete fines were recycled and reused to manufacture lightweight aggregates using granulation. Different curing methods and contents of LS as a co-binder were used to investigate their impact on the properties of the produced aggregates. The addition of LS increased the crushing strength of the granules due to the formation of hydration products. However, the crushing strength also depended on the curing method. Granules containing 30% LS and cured in the humidity chamber exhibited the highest crushing force achieving a value of 130 N, due to an increase in the pozzolanic reaction and hydration in the residual cement. Carbonation significantly increased the crushing strength of granules consisting of 100% concrete fines due to the formation of CaCO3, which resulted in a denser microstructure. In addition, the XRD and TGA analyses represented the influence of the carbonation on the crystalline phase. The carbonated granules had higher CaCO3 content, that confirmed the carbonation reaction and CO2 uptake. Carbonation had also a noticeable effect on the microstructure of the granules. According to the bulk densities of the granules (810–953 kg/m3), they are suitable to be used as lightweight aggregates, and the water absorption values were similar or lower compared to the reference material (≤ 20%).
Hence, the results of this study indicate the potential feasibility of applying granulation and carbonation curing on recycled concrete waste fines to obtain a product with improved mechanical properties. Future studies would be also needed to assess the overall environmental and economical sustainability of these treatments for lightweight aggregate production. For example, life cycle cost analysis (LCCA) and life cycle assessment (LCA) could be useful to verify that the studied treatment is cost-efficient and eco-friendly approach to produce aggregates. In addition, further investigations are needed related to the influence of the impurities in the waste concrete fines since the composition of waste concrete fines varies because of the contamination of aggregates and different methods of production. For example, leachate tests need to be conducted before produced artificial aggregates could be considered as a construction material.
The results of this study showed that the produced artificial aggregates have the potential to be used in different applications related to the replacement of the natural aggregates. The developed aggregates in this study can be used in the production of lightweight concrete, bricks and pavement blocks. Further study is needed to optimize the replacement ratio of the commercial lightweight aggregates to achieve the best mechanical performance of the end products. Overall, it is possible to reuse construction waste utilizing granulation technology, thereby tackling issues related to construction and demolition waste and promoting a circular economy. Moreover, with carbonation curing, it is possible to sequestrate CO2 in artificial aggregates that may contribute to mitigating the greenhouse effect.
References
Hossain MdU, Poon CS, Lo IMC, Cheng JCP (2016) Comparative environmental evaluation of aggregate production from recycled waste materials and virgin sources by LCA. Resour Conserv Recycl 109:67–77
Xiao J, Ma Z, Ding T (2016) Reclamation chain of waste concrete: a case study of Shanghai. Waste Manag 48:334–343
Shi C, Li Y, Zhang J, Li W, Chong L, Xie Z (2016) Performance enhancement of recycled concrete aggregate—A review. J Clean Prod 112:466–472
Junak J, Sicakova A (2017) Concrete containing recycled concrete aggregate with modified surface. Procedia Eng 180:1284–1291
Silva RV, de Brito J, Dhir RK (2018) Fresh-state performance of recycled aggregate concrete: a review. Constr Build Mater 178:19–31
Kim YJ, Choi YW (2012) Utilization of waste concrete powder as a substitution material for cement. Constr Build Mater 30:500–504
Shi M, Ling T-C, Gan B, Guo M-Z (2019) Turning concrete waste powder into carbonated artificial aggregates. Constr Build Mater 199:178–184
Xiao J, Ma Z, Sui T, Akbarnezhad A, Duan Z (2018) Mechanical properties of concrete mixed with recycled powder produced from construction and demolition waste. J Clean Prod 188:720–731
Guo M-Z, Tu Z, Poon CS, Shi C (2018) Improvement of properties of architectural mortars prepared with 100% recycled glass by CO2 curing. Constr Build Mater 179:138–150
Luo S, Ye S, Xiao J, Zheng J, Zhu Y (2018) Carbonated recycled coarse aggregate and uniaxial compressive stress-strain relation of recycled aggregate concrete. Constr Build Mater 188:956–965
Tam VWY, Butera A, Le KN (2016) Carbon-conditioned recycled aggregate in concrete production. J Clean Prod 133:672–680
Xuan D, Zhan B, Poon CS (2017) Durability of recycled aggregate concrete prepared with carbonated recycled concrete aggregates. Cement Concr Compos 84:214–221
Xuan D, Zhan B, Poon CS, Zheng W (2016) Carbon dioxide sequestration of concrete slurry waste and its valorisation in construction products. Constr Build Mater 113:664–672
EN 197–1:2012. Cement. Part 1: Composition, specifications and conformity criteria for common cements; CEN: Brussels Belgium, 2012
Leca Products (2018) Light expanded clay aggregate. https://leca.asia/wp-content/uploads/2018/04/Leca-Catalog-2018.pdf. Accessed 23 Sept 2021
EN 1097–3:2014. Tests for mechanical and physical properties of aggregates-Part 3: Determination of loose bulk density and voids; CEN: Brussels, Belgium, 2014.
Zhang D (2020) Effect of pre-carbonation hydration on long-term hydration of carbonation-cured cement-based materials. Constr Build Mater 231:117122
Shah V, Scrivener K, Bhattacharjee B, Bishnoi S (2018) Changes in microstructure characteristics of cement paste on carbonation. Cem Concr Res 109:184–197
Morone M, Costa G, Georgakopoulos E, Manovic V, Stendardo S, Baciocchi R (2017) Granulation-carbonation treatment of alkali activated steel slag for secondary aggregates production. Waste Biomass Valor 8(5):1381–1391
Peter MA, Muntean A, Meier SA, Böhm M (2008) Competition of several carbonation reactions in concrete: a parametric study. Cem Concr Res 38(12):1385–1393
Jiang Y, Ling T-C (2020) Production of artificial aggregates from steel-making slag: influences of accelerated carbonation during granulation and/or post-curing. J CO2 Util 36:135–144
Ho H-J, Iizuka A, Shibata E, Tomita H, Takano K, Endo T (2020) CO2 utilization via direct aqueous carbonation of synthesized concrete fines under atmospheric pressure. ACS Omega 5(26):15877–15890
Yi Y-R, Lin Y, Du Y-C, Bai S, Ma Z, Chen Y (2021) Accelerated carbonation of ladle furnace slag and characterization of its mineral phase. Constr Build Mater 276:122235
Tang P, Xuan D, Cheng HW, Poon CS, Tsang DCW (2020) Use of CO2 curing to enhance the properties of cold bonded lightweight aggregates (CBLAs) produced with concrete slurry waste (CSW) and fine incineration bottom ash (IBA). J Hazard Mater 381:120951
Gunning PJ, Hills CD, Carey PJ (2009) Production of lightweight aggregate from industrial waste and carbon dioxide. Waste Manag 29(10):2722–2728
Fernandezbertos M, Simons S, Hills C, Carey P (2004) A review of accelerated carbonation technology in the treatment of cement-based materials and sequestration of CO2. J Hazard Mater 112(3):193–205
Colangelo F, Messina F, Cioffi R (2015) Recycling of MSWI fly ash by means of cementitious double step cold bonding pelletization: technological assessment for the production of lightweight artificial aggregates. J Hazard Mater 299:181–191
Yildirim IZ, Prezzi M (2011) Chemical, mineralogical, and morphological properties of steel slag. Adv Civ Eng 2011:1–13
Bae SJ, Lee KG (2015) Carbonation behavior of fly ash with circulating fluidized bed combustion (CFBC). J Korean Ceram Soc 52(2):154–158
Nielsen P, Boone MA, Horckmans L, Snellings R, Quaghebeur M (2020) Accelerated carbonation of steel slag monoliths at low CO2 pressure – microstructure and strength development. J CO2 Util 36:124–134
EN-13055: (2016) Lightweight aggregates; CEN: Brussels Belgium, 2016.
Zhan B, Poon CS, Liu Q, Kou S, Shi C (2014) Experimental study on CO2 curing for enhancement of recycled aggregate properties. Constr Build Mater 67:3–7
Acknowledgements
The authors acknowledge the financial support received for the project DeConcrete Eco-Efficient Arctic technologies cooperation funded by kolarctic CBC initiative of European Union (KO 4068). XRD and SEM analysis were performed at the Center of Microscopy and Nanotechnology (University of Oulu). The authors would like to thank Jarno Karvonen and Tommi Kokkonen for their assistance with the laboratory experiments.
Funding
Open Access funding provided by University of Oulu including Oulu University Hospital.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kursula, K., Perumal, P., Ohenoja, K. et al. Production of artificial aggregates by granulation and carbonation of recycled concrete fines. J Mater Cycles Waste Manag 24, 2141–2150 (2022). https://doi.org/10.1007/s10163-022-01457-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-022-01457-y