
Abstract
This paper studies the use of wastepaper sludge ash (WPSA) for structural concrete in binary and ternary mixes with high-strength cement and two industrial by-products, ground granulated blast-furnace slag (GGBS) and pulverised fuel ash (PFA). The potential use of WPSA in this type of concrete and its combination with other supplementary cementitious materials has not been established; thus, further research is needed prior to industrial-scale applications. A series of tests investigated the soundness and setting times of the resulting cements, the fresh concrete workability, cube compressive strength at various curing times, tensile splitting strength, flexural strength, static modulus of elasticity, water absorption and carbonation of the resulting concrete. Good binary WPSA mixes were achieved with high early strength gains, but workability reduced; binary mixes with 15% WPSA, were overall the best in terms of strength and durability, whilst maintaining pumpability. An improvement in the carbonation resistance of ternary GGBS and PFA mixes was also indicated upon addition of WPSA although their strengths were lower than those of binary WPSA mixes. Further mix optimisation can lead to other robust and durable high-strength cement systems with WPSA, allowing for higher cement replacements in structural concrete, for improved environmental impact.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Paper-based products are increasingly produced worldwide using recycled paper as a raw material. This generates a considerable amount of waste from the deinking and water treatment stages in the papermaking process. Recent statistics from the UK reported that 73% of the fibre used for the production of various types of paper comes from recovered paper and that this production amounts to a total of 4.5 million tonnes of paper per year [1]; the European paper industry was also reported to generate about 11 million tonnes of waste annually, 70% of which originates from recycled paper production [2]. The main waste stream of the deinking and repulping of paper is paper mill sludge; this is the semi-solid slurry collected in the effluent treatment units. The sludge is incinerated in combined heat and power (CHP) plants according to EU Waste Incineration Directive [3], primarily to reduce the volume of paper sludge waste (80–90% reduction), and secondarily also to recover some energy in the factory through co-combustion with biomass. Incineration then produces ash, classified as waste in the UK and other countries, i.e. the WPSA (see Fig. 1), which is becoming increasingly abundant. For instance, in the UK, 40 paper mills were reported to generate 140 kilotonnes of WPSA annually [1]. Currently, both paper sludge and WPSA are predominantly landfilled due to the lack of sufficient recycling or recovery routes. This causes high costs to the companies. For instance, in a number of EU countries, storage costs between €15/tonne and €70/tonne for non‐hazardous solid waste were reported [4]; in the UK landfill tax is £96.70/tonne and £3/tonne for active and inactive waste, respectively, in 2021. Therefore, there is a pressing need to find alternative management options and uses for this material. Due to the large amounts of waste produced, it is difficult for local markets to absorb it in one single point. Conversely, the construction and building materials sector consuming 5.4 billion tonnes of raw materials yearly [4], and in particular concrete, the most widely used material in construction after water, could provide an excellent valorisation route for this waste material towards the vision of a zero industrial waste society in the future. An advantage of WPSA is that it is a consistent material due to high controls in the CHP plants [5]. Due to its high CaO and gehlenite content WPSA is cementitious [6] and could thus be used as a component of cement mixes, with the added advantage of using less Ordinary Portland Cement (OPC), which requires about 4.2 GJ energy per 1 tonne of OPC. Global annual production of cement is estimated as approximately 1.8 billion tonnes, which thus accounts for about 8–10% of the global anthropogenic CO2 emission [7].

Production of WPSA (reproduced after WRAP, 2008 [34])
A number of possible applications of WPSA in construction have been studied but there are relatively few works on each particular application. WPSA was proven an efficient soil stabiliser for geotechnical applications as an alternative to OPC or lime [6, 8,9,10,11,12], including also the possible valorisation of the wastepaper sludge itself stabilised by WPSA, as a fill material for construction [13]. The successful use of WPSA in activator mixes of alkali-activated cements (AAC) for ground improvement was also demonstrated [14, 15]. WPSA was also used in AAC for concrete [16,17,18].
There is also relatively little information in the international literature on the use of WPSA in blended cements for mortar/concrete. Some work conducted in Japan was briefly presented [19], showing that mortars containing modest amounts of WPSA maintained better compressive strengths after exposure to acid rain. Upgraded (treated) WPSA to reduce its high water demand was studied as a partial cement substitute in wood–wool composite boards, [20]. Fava et al. [2] performed a detailed material characterisation and strength testing of binary blended OPC-WPSA mortars; mortars of 5% WPSA content had higher compressive strength than OPC mortars and up to 10% WPSA was recommended for possible use in concrete but the authors did no research on concrete. Similarly, Doudart de la Grée [21] used WSPA in cement mortars towards concrete applications; decreasing its free lime content did not lead to increased compressive strength; conversely WPSA together with coal combustion fly ash in cement mixes showed promise, as WPSA activated the fly ash. Dunster [5] reports that some trials were conducted in the UK with Lafarge Cements, utilising WPSA in blended cements with some success but details on the trials were not published. Most studies of blended cements with WPSA concerned low-strength self-compacted concrete and controlled self-compacted low-strength cementitious materials [22,23,24,25]. Mozaffari et al. [26, 27] tested WPSA and ground granulated blast-furnace slag (GGBS) mixes in concrete without OPC using a patented two-stage mixing process, to increase the workability and compressive strength. A few studies used WPSA with CEM-II and aggregates from waste streams namely foundry sand [28], glass cullet [29, 30] or recycled concrete aggregate [31]. In [28], the WPSA was reported to contain only 8.69% CaO, unlike the majority of the WPSA in other literature, therefore, the results are not comparable. 12% hydrophobic WPSA powder was used successfully as water-resisting admixture or water-repellent surface coating for concrete, with no major detrimental effects on hydration, strength and density [32].
There is, however, a lack of information regarding the use of WPSA in structural concrete of higher strengths (i.e. over 40/50 MPa) and in particular, the combination of WSPA with other supplementary cementitious materials to potentially further enhance the concrete sustainability. Stemming from previous work by the authors [33], this paper uses WSPA as partial replacement of high-strength CEM I in binary and ternary blended cements with GGBS, a byproduct of the steel making industry, as well as with Pulverised Fuel Ash (PFA), a byproduct of coal combustion in electrical power generation plants. The reason for introducing GGBS and PFA in the WPSA mixes is to potentially overcome some workability issues and exploit other documented advantages offered by these materials for the resulting concrete properties, whilst allowing for higher OPC replacements by industrial by-products or waste materials. Whilst the individual use of GGBS and PFA in cement mixes has been well established and standardised [35,36,37], there is lack of knowledge on their effects if combined with WPSA in structural concrete. To address this knowledge gap, this paper thus investigates a wide range of properties i.e. the structural strength (compressive, tensile and flexural), setting time and workability, which are relevant for the practical use of the material in construction, as well as soundness and durability aspects (based on water absorption and carbonation) of the binary WPSA mixes as well as of ternary WPSA mixes with GGBS and PFA, about which information is generally lacking.
Materials and methods
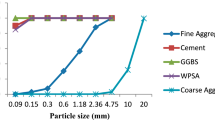
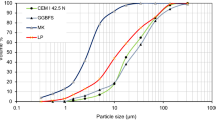
The cement mix comprised (a) CEM I 52,5 N high-strength cement from Hanson–UK referred to as “OPC”; (b) WPSA from a newspaper recycling company in the SE England, obtained from the incineration of non-hazardous paper sludge from the secondary processing stage of recycled fibres (cleaning with 85 °C water and bleaching to remove any ink left); (c) GGBS marketed as Hanson-Regen, complying with BS EN 15,167-1 standards for GGBS for use in concrete, mortar and grout [35]; (d) PFA from Drax coal power station. The particle size distribution and the chemical composition together with other salient physical characteristics based on suppliers’ information, literature or in house tests according to BS 1377-1990 Part 2 & 4 is shown in Fig. 2 and Table 1, respectively. Material analysis on WPSA is predominantly from [1], who performed a detailed material characterisation and microstructural analysis of this specific WPSA; therefore, this study has not repeated this material analysis.

Particle size distribution of the concrete mix components
Concrete was made with 1 part binder; 1.5 parts fine aggregate and 3 parts coarse aggregate (4–10 mm size) according to [38] aiming to achieve cube strengths of over 50 MPa (C40/50). Table 2 lists the mixes prepared for testing at the same water/binder (w/b) ratio of 0.55, for consistent comparisons. This w/c ratio is higher than that commonly used for high-strength concrete but was adopted anticipating the high water demand of WPSA according to the literature and authors’ previous experience [29, 30, 33]. After a first set of tests, two WPSA mixes that showed high compressive strength but low workability, were casted again with naphthalene formaldehyde sulfonate superplasticiser. The mixing with a rotating mixer was according to [39]. Specimens were cast in moulds in three separate layers compacted on a vibrating table; they were demoulded 24 h after casting and water-cured at a temperature of 20 °C (± 2 °C) until testing. Figure 3 shows indicatively the appearance of hardened concrete specimens of different mixes; the appearance was satisfactory, even for specimens of the mixes with low slump.

Indicative photos of specimens of various mixes: a 15%WPSA–15%PFA–70%OPC; b 20%WPSA–80%OPC; c 15%WPSA–20%GGBS–65%OPC; d 15%WPSA–15%GGBS–70%OPC
Cement testing on selected mixes according to [40] comprised (a) Le Châtelier soundness test to assess the risk of possible late expansion due to hydration of uncombined CaO in WPSA; (b) the setting time test using the Vicat apparatus, i.e. the change in consistency of cement from fluid to solid. Initial setting times of over 45 min and final setting times < 375 min are usually prescribed [41]. The workability of fresh concrete mixes was assessed based on slump tests according to [42]. The cube compressive strength (100 mm cubes) of the hardened concrete mixes was determined according to [43] using a (3MN) compression machine. Two indirect tensile strength tests were performed: (a) the tensile splitting strength of 150 mm diameter and 300 mm height cylinders tested according to [44] using the (3MN) compression machine; (b) the flexural strength, also known as Modulus of Rupture (MoR), was determined from two-point flexural strength tests on selected mix beams of 500 mm length and a section of 100mmx100mm according to [45]. The static modulus of elasticity (a property crucial to the long-term serviceability of concrete) was determined on cylinders prior to splitting cylinder testing according to [46]). Finally, to assess the durability of concrete mixes, (a) water absorption by immersion tests was performed according to [47] on 100 mm3 concrete cubes cured for 28 days, as well as (b) carbonation tests, using the phenolphthalein indicator method according to [48]. Freshly cut cores of 4.5-month-old specimens originally water-cured for 28 days then left outdoors (sheltered) without any further pre-conditioning were tested; carbonation measurements were taken within 30 s after spraying with the phenolphthalein pH indicator solution.
Experimental results
Cement testing
Six indicative cement mixes were tested. The soundness test showed a 0.5 mm expansion for both the OPC and the 15%WPSA–85%OPC mixes, whereas the 30%WPSA–70%OPC had the highest expansion of 1.5 mm, which was however well below the 10 mm limit. Thus, CaO contained in WPSA did not lead to soundness problems. Adding GGBS or PFA to WPSA (10%WPSA–10%GGBS–80%OPC and 10%WPSA–20%PFA–70%OPC mixes) suppressed expansion; zero expansion was also noted for the 20%GGBS–80%OPC mix. WSPA decreased the cement setting time due to the accelerating effect of the hydration process as the amount of WPSA increases [49]: the 15%WPSA–85%OPC had up to 30 min reduction for both initial and final setting times; the 30% WPSA further reduced both times by another 30–35 min but the initial setting times were over the 45 min limit. WPSA had the same effect in the 10%WPSA–10%GGBS–80%OPC mix which had similar final setting times as OPC, although the binary 20%GGBS–80%OPC mix had up to 20 min higher final setting time that OPC; 10%WPSA–20%PFA–70%OPC had the slowest final setting time of about 30 min higher than OPC), due to the lower hydraulic activity of the PFA [41].
Fresh concrete workability
Table 2 shows the slump of tested mixes. Binary WPSA-OPC mixes showed that increasing WPSA percentage reduced workability in terms of slump, as expected, due to the high water demand of the WPSA and the use of water for the rapid formation of hydration products: WPSA absorbs larger quantities of water and faster than OPC as the free CaO hydrates [49]. As noted above, mixes with WPSA were fast setting affecting workability and this also caused some variability in the slump values upon replication of the test; the use of appropriate setting retarders could potentially assist in overcoming this problem but would increase costs. In this study, slump was reduced to zero for a 30% WPSA content, despite the relatively high water/binder ratio of 0.55. Therefore, there was no attempt to further increase the WPSA content. The superplasticiser surprisingly lowered the slump for the binary 20%WPSA mix and only raised the slump of the binary 30%WPSA mix to a medium level (> 40 mm), at least for the amount used. The effect of superplasticiser on strength was also found to be variable (see below). Other superplasticiser amounts (or types) could have been tried to ensure workability without compromise in strength and other undesirable effects, e.g. bleeding but this would be outside the scope of this study. Thus, to simplify the mixes for the parametric study plus reduce material costs, no further tests with superplasticiser were done in this study. The addition of PFA did not increase the slump considerably, although PFA is known to increase concrete workability [41, 50]. Similarly, GGBS gave only in two occasions slumps corresponding to medium workability (> 40 mm) but still not of pumpable consistency (i.e. > 80 mm slump), although it has been reported that increasing GGBS percentages in binary OPC mixes would increase workability [51]. On the other hand, the effect of the GGBS on the workability is mostly manifested on the compaction characteristics of the fresh concrete rather than the slump, as mixes with GGBS are usually quite cohesive [50].
Mechanical properties of hardened concrete
Figure 4a shows that strengths of all binary WPSA mixes increased with respect to the OPC mix for WPSA percentages of up to 15% in line with [29, 30, 52] due to the presence of metakaolin and portlandite (Ca(OH)2 also noted CH) in WPSA ([20, 21]); 20% WPSA gave similar strengths to the OPC mix, whilst 30% WPSA decreased the compressive strength, as due to the high water demand of WPSA the mixes became too dry and porous and were difficult to compact. All ternary mixes showed considerably reduced strengths compared to OPC mix, although in most cases these were over 40 MPa and in all cases well above 30 MPa thus suitable for structural concrete (Fig. 4b, c). A reduction in the 7 and 28-day strength of concrete with PFA addition is commonly observed, in particular for dosages over 20% [41, 50, 53, 54] and WPSA did not counterbalance this effect. Overall, varying the percentages of WPSA in the ternary mixes had little effect on strength, whereas the most influential factor appears to be generally the reduction of OPC upon replacement by increasing amounts of GGBS and PFA. Table 3 shows the evolution of compressive strength between 7 and 28 days for the tested mixes. Binary mixes with WPSA showed generally the highest ratios of all mixes, above those of the OPC mix; this suggests an earlier strength gain and is in line with the literature [29, 30, 54]. Early strength gains were also noted in mixes using WPSA as activator in AAC concretes [16, 17]. The ternary mixes however showed lower strength ratios, i.e. strength gain evolved with time at a slower rate, in particular for the ternary GGBS-containing mixes. The predominant reaction at later curing times would be the pozzolanic reaction of CH from OPC and WPSA with the PFA and GGBS through the production of more CSH gel (hence the higher the CH content the denser the microstructure of concrete and the higher the strength evolution [55, 56]). Delay in the hydration process of PFA at early ages is responsible for the lower growth in strength; high compressive strengths were, however, shown to develop later in time (e.g. 3-month curing) with a gradual increase in the rate of hydration of PFA [57]. GGBS is a latent hydraulic cementitious material so again the strength development in concretes with blended GGBS cements was shown to be slow [58] due to the slow pozzolanic reaction development [59], which depends on the availability of CH. Thus, to enhance the early strength of GGBS concrete and enhance the formation of (C–S–H) gel, the addition of Ca(OH)2 was suggested [60]. However in the presented work, WPSA, which contains free CaO, hydrating to Ca(OH)2, did not appear to be effective in increasing the strength to the levels of the OPC mix; similar observations on WPSA-GGBS pastes (without OPC) were made in [49]. Note that using high percentages of GGBS was reported to match the OPC strength at 28 days and beyond, depending on the w/b ratio used in the mixes [59]. For ratios of over 0.5 (which were used here due to the water demand of the WPSA), GGBS mixes can also potentially achieve higher strengths at later curing times (e.g. 90 days [59]). These were not tested here, as from a practical point of view regarding the design and construction of structural concrete, these late strength gains could be of lower relevance.

Compressive strength: a binary PSA mixes; b ternary PSA mixes with GGBS; c ternary PSA mixes with PFA
The above observations are further supported by the scatter plots (Fig. 5a, b) of 7- and 28-day compressive strengths of all mixes (binary and ternary) against the percentage of each cement mix component individually (interactions between components are not considered here). The mean compressive strength and Pearson’s correlation coefficient r are also shown, together with the respective linear regression line (shown as an indication of possible associations between the variables). These indicate that of all components, the OPC has a strong correlation with strength for both concrete ages (0.8 > r > 0.6, with p-values = 0.001242 and 0.0001068, respectively, for 7 and 28 days, indicating a significant strong correlation). WPSA has a very weak correlation with strength at early age (r < 0.19 with p-value = 0.7392), which increases later at 28 days but it still weak (0.4 > r > 0.2 with p-value = 0.3239). GGBS has a strong negative correlation with strength at early curing stages (with p-value = 0.002807), consistent with the slow strength gain discussed above, whereas this negative correlation decreases to moderate levels (with p-value = 0.03244) at later curing ages, as the hydration progresses and strength gradually increases. PFA has a weak only (negative) effect on the strength for both curing ages (p-value = 0.4479 and 0.1499, respectively, for 7 and 28 days).

Compressive strength scatterplots: a 7-day curing; b 28-day curing
Table 4 shows the average 28-day indirect tensile strength results (splitting cylinder tensile strength ft and for selected mixes, the flexural strength rounded to the closest 0.05 MPa and the closest 0.1 MPa, respectively, according to the standards); it also mentions the ratio between the two indirect tensile strengths and compressive strength fc. The results generally gave consistent trends with the compressive strength as in the case of regular concrete, with the ratio of the tensile splitting strength being on average about 6% of the compressive strength as for the control mix; the control mix and binary mixes with WPSA appear to have slightly lower ft/fc ratios than ternary mixes but slight discrepancies are within the usual variability in the concrete batching. The flexural strengths of the mixes were also overall consistent with the cube compressive strength trends as is the case for regular OPC concrete, with an average value of about 10% of the compressive strength, which is within the expected range for regular concrete. Binary WPSA mixes appear again to have the lowest flexural strength/cube compressive strength ratios, as opposed to ternary mixes with PFA and GGBS. There is a strong correlation between the splitting and flexural strengths, as they both constitute different indirect measures of the tensile concrete strength (see Fig. 6a).

Tensile strength and Ec result analysis a splitting tensile strength vs. flexural strength (MoR); b relationship between predicted and measured Ec
The results of the static moduli of elasticity, Ec in Table 4, were also generally consistent with the observed compressive strength; the measured Ec values showed also a very strong correlation with predicted Ec values based on expressions developed for regular cement concrete, where Ec is expressed as a function of the compressive strength [61] (Fig. 6b).
Durability tests
Water absorption
Liquid absorption is undesirable, as it allows for the ingress of aggressive chemicals, leading to premature corrosion of reinforcing steel, spalling and deterioration of concrete. Figure 7 shows the water absorption results. All mixes had water absorption levels below 10% (a value not exceeded in most conventional concretes [50]). Mixes with WPSA, binary or ternary, had lower water absorption than the control OPC mix, except the binary 10% WPSA, which had the same absorption as the OPC mix. Thus, despite its porous particles, WPSA did not adversely affect water absorption consistently with [29] but unlike [62] where WPSA absorption slightly increased. It is also noted that lower compressive strengths do not necessarily produce mixes with higher water absorption (implying higher permeability); this lack of correlation within the range of strengths developed in this study was noted elsewhere for cements with supplementary cementitious materials (SCM) [57] such as PFA, which can have a filler effect reducing pore space without this necessarily implying a simultaneous increase in strength due to the formation of pozzolanic reaction products such as calcium silicate hydrate (C–S–H) gel, responsible for strength gain in the concrete [63]. Binary and ternary mixes with GGBS showed lower absorption than OPC which is attributed to the observed improvement (refinement) of the pore structure by reducing the voids in the resulting concrete upon GGBS addition [49, 64]. Ternary mixes of PFA showed lower absorption than the OPC mix, unlike binary PFA mixes in [41]; thus, the combination of WPSA with PFA had a beneficial effect, which is consistent with [29]. Within each mix category the trends are not monotonic as the increasing content of admixtures had variable effects; in most instances the differences are very small to affirm any clear trends as to the comparative performance of the three different types of mix other that the replacement of the OPC by the other cementitious components had a favourable effect in reducing absorption, even for the drier, stiffer mixes.

Water absorption of 28-day cured cubes: a binary mixes with WPSA only; b binary and ternary mixes with GGBS; c ternary mixes with PFA
Carbonation testing
Carbonation can destroy the alkaline environment of concrete, which protects embedded steel reinforcement from corrosion. Table 5 shows average carbonation depths dkmean of selected WPSA mixes (recorded to the nearest 0.5 mm). These are compared with values reported for regular OPC concrete, commonly ranging between 1 mm to over 3 mm per year [50]. Under steady hygrometric conditions, the depth of carbonation D, increases in proportion with the square root of time as follows [50]:
where K is the carbonation coefficient in mm/year0.5; with K equal 3–4 mm/year0.5 [50]; t is the time of exposure in years.
Assuming a value of K = 3.5, the carbonation depth of regular concrete according to Eq. 1 (expressed to the nearest 0.5 mm) would be 2.0 mm. All mixes tested, apart from the mix with 20% GGBS + 80% OPC, showed equal or smaller carbonation depth than this value. This is consistent with the literature showing that GGBS decreases the carbonation resistance of concrete despite the low water absorption of the mixes with GGBS (implying a reduced permeability); this is observed for concrete exposed to both accelerated or natural carbonation exposures, and is commonly attributed to the reduction in portlandite (Ca(OH)2) content due to the OPC replacement, which leads to a reduction in the alkalinity of the concrete [65]. However, when 20% WPSA was added to same amount of GGBS, the carbonation depth was reduced; this could be due to the effect of WPSA, which contains CaO hydrating to portlandite, thus maintaining higher levels of concrete alkalinity than when only GGBS is used as OPC replacement. A similar effect of the WPSA is implied for the ternary WPSA-PFA mix which showed a reduced level of carbonation compared to the estimated value of OPC, whilst literature suggests that PFA could increase the carbonation rate of concrete or maintain similar carbonation levels as OPC (e.g. for PFA mixes of strength > 30 MPa and PFA content of less than 40% [66] or, for PFA content up to 20% (CEM-II/A) in initially moist-cured concrete [67], as is the case in this study). On the other hand, using 30% WPSA compared to 20% WPSA led to a slight increase in the carbonation depth, possibly due to the increased porosity in the drier 30% WPSA mix, which is also consistent with the reduction in strength of the latter mix compared to the 20% WPSA mix. Nevertheless, it should be noted that as the phenolphthalein test is based on the qualitative indication of the pH of the cement-based material the noted pH decrease can be caused by carbonation, or a pozzolanic or latent hydraulic reaction due to the OPC replacements, thus potentially influencing the outcomes. As additional hydrates are produced through pozzolanic or hydration reactions, the reaction products occupy the pores and this is consistent with the reduced water absorption of the mixes with GGBS and PFA, including the binary mix with GGBS despite the higher apparent rate of carbonation. It should also be noted that the length of tests could ideally be extended to enhance the severity of the exposure of concrete leading to carbonation. For practical purposes, a conversion factor of 1 week of accelerated carbonation (at 3–5% CO2 concentration) equal to about 0.5-year indoor carbonation can be assumed for GGBS-containing concrete [65] and 0.45-year indoor carbonation for PFA-containing concrete [67]. This conversion is based on the analysis of 227 publications covering 48 years of studies and 213 publications covering a period of 35 years for GGBS- and PFA-containing concrete, respectively. The 4.5 months exposure adopted here is slightly short of the suggested length in [65, 67]; moreover outdoors sheltered natural carbonation conditions are slightly less severe than natural indoors conditions although still dry, hence more critical for carbonation than moist exposure conditions [65].
Discussion
The study addressed the literature gap regarding the feasibility of using WPSA in structural concrete with strengths of over 40/50 MPa, in binary combinations with OPC as well as ternary combinations with GGBS or PFA and OPC, to potentially improve the resulting concrete properties, whilst increasing OPC replacement levels. To assess this, a wide range of tests were performed in cement and concrete containing WPSA. The overall observations from this study were that sound and good mixes in terms of strength and durability could be made with modest OPC replacements by WPSA, with binary 15% WPSA mixes having the best overall performance, as they gave pumpable concrete (despite a reduction in workability compared to OPC of similar w/c ratio), whilst having higher strengths than OPC at the same w/c ratio. The results showed that using modest contents of WPSA also had some further advantages, predominantly in terms of early strength gain, which would be of practical interest for rapid construction projects, as well as water absorption reduction and increased carbonation resistance, especially in ternary mixes. For higher OPC replacements, a concern for practical applications is the lower workability/pumpability of the concrete, due to the fast hydration of WPSA and setting. One possible way of resolving the low workability issue could be the careful use of retarders/superplasticisers. The few tests with superplasticiser done here pointed out that superplasticiser use would require some further care in designing suitable mixes as the effects on strength and workability were variable; careful use of superplasticisers is also required to avoid bleeding. The addition of extra components in the mixes also results in more complex mixes and could be a further complication for in-situ mixing by non-specialist crews. Superplasticisers and retarders would also increase the cost of the concrete mix and could thus cancel the cost benefits of using a waste material in the mixes. Instead in this study, using GGBS and PFA at modest replacement levels was attempted to improve workability and increase OPC replacement values; the findings were that these did not appear to improve workability or add further advantages compared to binary mixes with WPSA only, except potentially leading to some further reduction in water absorption and an improvement in the soundness of the WPSA-containing concrete, although this was not critical, as WPSA mix expansion was well below the prescribed limits; the strength of ternary mixes was also lower than that of binary WPSA mixes although in most cases it was maintained well above 40 MPa. However, the literature showed that binary mixes with GGBS or PFA components could achieve good strengths, potentially higher than the CEM I at 28 days of curing (or later) by adjusting the w/b ratio [58]; this study however showed that this could lead to workability issues due to WPSA if w/b further decreases; therefore this aspect needs further research. Different mixing procedures as, e.g. in [26, 27], or mixing the superplasticiser with the added water [68] and/or longer mixing [18, 68] could also be attempted to improve workability.
The results showed overall consistent trends with those based on other types of cement/ concrete or mortars, in which WPSA was incorporated (based on the literature). The fact that trends converge despite the expected variability of the waste materials and the different types of cement is encouraging for gaining confidence in the knowledge of the behaviour of WPSA blends, towards their practical use as supplementary cementitious materials in concrete. The trends on properties of WPSA-containing concrete such as indirect tensile strength (splitting and flexural) or the static modulus of elasticity in relation to the compressive strength were also found to be consistent with those observed in regular concrete, allowing for predictions of their expected values by practising engineers based on commonly used empirical relationships or rules of thumb.
Due to the complexity of the reactions, a very detailed study of the reaction products at each stage would assist in fully interpreting the results. Such a study was beyond the scope of this research which focussed on the macroscopic mechanical properties of concrete.
Considering costs, in many countries OPC is cheap due to large-scale market. On the other hand, as the industry bears full cost of CO2 emissions, the prices for industry could potentially double, and so could the cement prices, unless less energy-demanding concretes are produced. WPSA has zero costs other than transportation (whose cost would thus depend on the proximity of the plant); the paper sludge is anyway incinerated at the factory to reduce paper sludge waste volume and recover energy; thus, there is also no extra carbon footprint other than transportation.
In this study, the components of the mixes were implemented as admixtures. In practical applications, this would correspond to concrete produced from in situ mixing of the different ingredients in powder form. It is, however, believed that the same trends would be observed in industrially supplied blended cements with WPSA; careful industrial production could result in further improved blends, further enhancing the applicability of WPSA cements for use in high-strength concrete.
Conclusion
WPSA was used as partial replacement of OPC for structural concrete in binary mixes with OPC or ternary mixes with added GGBS and PFA, for which there is paucity of information, in an attempt to find suitable outlets for this waste material in construction. From the results, the most viable mixes which allowed for equal or higher strengths than OPC already at early ages and maintained slumps of pumpable concrete, were binary OPC-WPSA, mixes optimally of a 15% replacement of OPC or up to a maximum of 20% replacement (with a compromise on the workability). For the w/b content used to counteract workability issues, the addition of GGBS or PFA was not found to be advantageous, as the workability did not improve considerably, whilst the strengths of the resulting concrete mixes reduced substantially, although they were still high enough to be suitable for structural concrete. Some improvement in the water absorption of ternary PFA-containing mixes and the carbonation resistance of ternary GGBS and PFA mixes was indicated upon addition of WPSA although their strengths were lower than those of binary WPSA mixes. However, the mixes could be further optimised and other mixing procedures used to improve the results. Overall, the use of modest WPSA amounts in cement shows promise for making good quality concrete with a smaller carbon footprint than OPC concrete. Further research can lead to other robust and durable high-strength cement systems with WPSA, allowing for higher OPC replacements.
References
Spathi C. (2015) Novel applications for paper sludge ash. PhD thesis, Imperial College, London.
Fava G, Ruello ML, Corinaldesi V (2011) Paper mill sludge ash as supplementary cementitious material. J Mater Civ Eng 23:772–776
European Commission (EC) (2000) Directive 2000/76/EC: incineration of waste. European Commission
PaperChain (2018) Raw materials supply scenario D2.3. January 2018 (M8) https://cordis.europa.eu/project/id/730305. Accessed 09 Jul 2020
Dunster AM (2007) Characterisation of Mineral Wastes, Resources and Processing technologies—integrated waste management for the production of construction material Case Study: Paper sludge and paper sludge ash in Portland cement manufacture, Report WRT 177/WR0115, DEFRA
Mavroulidou M (2018) Use of paper sludge ash as a calcium-based stabiliser for clay soils. Waste Manag Res 36:1066–1072
Olivier JGJ, Janssens-Maenhout G, Muntean M, Peters JAHW (2014) Trends in global CO2 emissions: 2014 Report. PBL Netherlands Environmental Assessment Agency, The Hague
Bujulu PMS, Sorta AR, Priol G, Emdal AJ (2007) Potential of wastepaper sludge ash to replace cement in deep stabilisation of quick clay. Annual Conference of the Transportation Association of Canada Saskatoon, Saskatchewan, 14 -17 October 2007 (online). From: http://conf.tac-atc.ca/english/resourcecentre/readingroom/conference/conf2007/docs/s8/Bujulu.pdf. Accessed 22 Jan 2018
Kumara GHAJJ, Tani K (2011) Use of improved dredged clay by paper sludge ash in slope stability of river embankments. Annu Res J SLSAJ 11:35–42
Khalid N, Mukri M, KamarudinArshad FM (2012) Clay soil stabilized using waste paper sludge ash (WPSA) Mixtures. EJGE 17:1215–1225
Mavroulidou M, Ziniatis A, Gray C, et al (2017) Alternative calcium-based chemical stabilisers for ground improvement: Paper sludge ash treatment of london clay. In: 15th International conference on environmental science and technology (CEST2017) Rhodes, Greece, 31 August to 2 September 2017
Mavroulidou M, Gray C, Gumbochuma F, Gunn MJ (2020) A comparative assessment of chemical stabilisers including waste materials, for the treatment of swelling-shrinking soils. In: 4th European Conference on Unsaturated Soils (E-UNSAT2020), Lisbon 21–24 October 2020, E3S Web of Conferences 195, 03028 (2020). https://doi.org/10.1051/e3sconf/202019503028
Mavroulidou M, Garelick J, Gray C, Gunn MJ, Youssef A, Hassan S (2019a) A study on the use of paper recycling waste streams for geotechnical applications. In: XVII ECSMGE, Reykjavik, Iceland, 1–6 September 2019
Mavroulidou M, Gray C, Gunn MJ, et al (2019) A laboratory study of innovative cementing agents, as alternatives to conventional soil stabilisers. In: XVII ECSMGE European Conference on Soil Mechanics and Geotechnical Engineering, Reykjavik, Iceland 1- 6 September 2019
Mavroulidou M, Gray C, Gunn MJ (2020) Alkali-activated cements for ground improvement. In: 6th International Symposium on Green Chemistry, Sustainable Development & Circular Economy, Thessaloniki, 20–23 September 2020 ISBN:978–618–5494–13–1
Pachamuthu S, Thangaraju P (2017) (2017) Effect of incinerated paper sludge ash on fly ash-based geopolymer concrete. Građevinar 69(9):851–859
Mengasini L, Mavroulidou M, Gunn MJ (2021) Alkali-activated concrete mixes with ground granulated blast furnace slag and paper sludge ash in seawater environments. Sustain Chem Pharm 20(2):100380. https://doi.org/10.1016/j.scp.2021.100380
Mavroulidou M, Shah S (2021) Alkali-activated slag concrete with paper industry waste. Waste Manag Res 39(3):466–472
Ishimoto H, Origuchi T, Yasuda M (2000) Use of papermaking sludge as new material. J Mater Civ Eng 12(1):310–313
Doudart de la Grée GCH, Yu QL, Brouwers HJH (2018) Upgrading and evaluation of waste paper sludge ash in eco-lightweight cement composites. J Mater Civ Eng. https://doi.org/10.1061/(ASCE)MT.1943-5533.0002186
Doudart de la Grée GCH (2012). Physical-chemical upgrading and use of bio energy fly ashes as building material in the concrete industry. MSc Dissertation, Eindhoven Univ. of Technology, Netherlands
Saranya S, Shanmygalakshmi, Arun Raja L (2017) Experimental investigation on self compacting concrete by partial replacement of waste paper sludge ash with cement. SSRJ Int J Civ Eng, Special Issue April 2017, 519–523, (online) www.internationaljournalssrg.org. Accessed 10 Aug 2021
Lenin SM, Jeeva D, Vadivel M (2016) Flexural behavior of concrete using waste paper sludge ash. Int J Earth Sci Eng 9(3):497–500
Wu H, Huang B, Shu X, Yin J (2016) Utilization of solid wastes/byproducts from paper mills in Controlled Low Strength Material (CLSM). Constr Build Mater 118:155–163
Fauzi MA, Arshad MF, Nor NM (2021) Statistical models to develop optimised controlled low-strength materials with wastepaper sludge ash. Constr Build Mater 186:122816
Mozaffari E, O’Farrell M, Kinuthia JM, Wild S (2006) Improving strength development of wastepaper sludge ash by wet-milling. Cem Concr Compos 28:144–152
Mozaffari E, Kinuthia JM, Wild J, Bai S (2009) An investigation into the strength development of wastepaper sludge ash blended with ground granulated blastfurnace slag. Cem Concr Res 39:942–949
Kumar A, Rani D (2016) Performance of concrete using paper sludge ash and foundry sand. Int J Innov Res Sci Eng Technol 5(9):171–176
Mavroulidou M, Awoliyi S (2017) A study on low energy demand materials used in glasscrete to counteract alkali-silica reactions, 15th International Conference on Environmental Science and Technology CEST2017, Rhodes, Greece, 31 August to 2 September 2017 Available from: https://cest.gnest.org/sites/default/files/presentation_file_list/cest2017_01029_poster_paper.pdf. Accessed 1 Aug 2021
Mavroulidou M, Awoliyi S (2018) A study on the potential use of paper sludge ash in concrete with glass aggregate. Waste Manag Res 36(11):1061–1065
Fauzi MA, Sulaiman H, Ridzuan ARM, Azmi AN (2016) (2016) The effect of recycled aggregate concrete incorporating waste paper sludge ash as partial replacement of cement. AIP Conf Proc 1774:030007
Wong HS, Barakat R, Alhilali A, Saleh M, Cheeseman CR (2015) Hydrophobic concrete using waste paper sludge ash. Cem Concr Res 70:9–20
Mavroulidou M, Boulouki G, Unsworth C (2013) Incorporating waste paper sludge as partial cement replacement in concrete 13th International Conference on Environmental Science and Technology, Athens, Greece, 5–7 September 2013, ISSN 1106–5516, p 8
WRAP, (2008), A technical Report of the production and use of Paper Sludge Ash, Environment Agency
British Standards Institution (BSI) (2006) BS EN 15167–1:2006 Ground granulated blast furnace slag for use in concrete, mortar and grout. Definitions, specifications and conformity criteria. BSI, London
British Standards Institution (1991) BS 6588:1991. Specifications for Portland pulverized-fuel ash cements. BSI, London
British Standards Institution (1991) BS 6610:1991. Specifications for pozzolanic pulverized-fuel ash cements. BSI, London
British Standards Institution (1997) BS 5328:1997. Concrete. Part 1—guide to specifying concrete. BSI, London
British Standards Institution (2009) BS EN 12390-2: 2009. Testing hardened concrete, Part 2: making and curing specimens for strength tests. British Standards Institution, London
British Standard Institution (BSI) (2005) BS EN 196–3 and A1 (2008), Method of testing cement. Determination of setting time and soundness, BSI, London
Mavroulidou M, Morrison T, Unsworth C, Gunn M (2015) Properties of concrete made of multi-component mixes of low energy binders. Constr Build Mater 101(1):1122–1141
British Standards Institution (BSI) (2009) BS EN 12390–3:2009: Testing hardened concrete —part 3: compressive strength of test specimens. BSI, London
British Standards Institution (2009) BS EN 12350–2:2009: testing fresh concrete. Part 2: Slump test. BSI, London
British Standards Institution (BSI) (2009) BS EN 12390–6:2009: Testing hardened concrete —part 6: tensile splitting strength of test specimens. BSI, London
British Standards Institution (BSI) (2009) BS EN 12390–5:2009: Testing hardened concrete—part 5: flexural strength of test specimens. BSI, London
British Standards Institution (BSI) (1983) BS 1881–121:1983: Testing concrete -Part 121: Method for determination of static modulus of elasticity in compression. BSI, London
British Standards Institution (BSI) (1983) BS 1881–122:1983: Testing Concrete —Part 122: method for determination of water absorption. BSI, London
British Standards Institution (BSI): BS EN 14630 (2006) Products and systems for the protection and repair of concrete structure—test methods—determination of carbonation depth in hardened concrete by the Phenolphthalein method. BSI, London
Bai J, Chaipanich A, Kinuthia JM et al (2003) Compressive strength and hydration of wastepaper sludge ash–ground granulated blastfurnace slag blended pastes. Cem Concr Res 33:1189–1202
Neville AM (1995) Properties of concrete, 4th edn. Longman, Harlow
Oner A, Akyuz S (2007) An experimental study on optimum usage of GGBS for the compressive strength of concrete. Cem Concr Compos 29:505–514
Kadu A, Gajghate VK (2016) Using hypo sludge ash in design mix concrete. Int J Sci Res Dev (IJSRD) 4(3):63–66
Roy DM, Arjunan P, Silsbee MR (2001) Effect of silica fume, metakaolin, and low-calcium fly ash on chemical resistance of concrete. Cem Concr Res 31:1809–1813
Mavroulidou M, Murawksi M, Hussain AH (2011) Properties of concrete with low energy demand binders. In: 11th International conference on environmental science and technology, rhodes, greece, 4–8 September 2011, pp A1218–A1225 (ISSN 1106–5516)
Vandeperre LJ, Liska M, Al-Tabbaa A (2008) Hydration and mechanical properties of magnesia, pulverized fuel ash, and portland cement blends. J Mater Civ Eng 20(5):375–383
Cheng A, Huang R, Wu J, Chen C (2005) Influence of GGBS on durability and corrosion behavior of reinforced concrete. Mater Chem Phys 93:404–411
Armaghani JM, Larsen TJ, Romano D (1992) Aspects of concrete strength and durability. Transp Res Rec 1335:63–69
Yun K, Kyum E (2005) An experimental study on corrosion resistance of concrete with ground granulate blast-furnace slag. Cem Concr Res 35:1391–1399
Al-Hamrani A, Kucukvar M, Alnahhal W et al (2021) Green Concrete for a circular economy: a review on sustainability, durability, and structural properties. Materials 14:351
Acharya PK, Patro SK (2015) Effect of lime and ferrochrome ash (FA) as partial replacement of cement on strength, ultrasonic pulse velocity and permeability of concrete. Constr Build Mater 94:448–457
European Ready Mixed Concrete Organisation (ERMCO) (2006) Guidance to the engineering properties of concrete. ERMCO, Brussels
Ahmad S, Iqbal Malik M, Bashir Wani M, Ahmad R (2013) Study of concrete involving use of waste paper sludge ash as partial replacement of cement. IOSR Journal of Engineering 3(11):6–15
Oti JE, Kinuthia JM, Adeleke BO, Billong N (2020) Durability of Concrete Containing PFA-GGBS By-products. J Civ Eng Const 9(3):165–174
Condren E, Pavía S (2007) A comparative study of the moisture transfer properties and durability of PC and GGBS mortars. In: Russell MI, Basheer PAM (eds) International conference on concrete platform. Queen’s University, Belfast, 2007, pp 469–478
Lye C-Q, Dhir RK, Ghataora GS (2016) Carbonation resistance of GGBS concrete. Mag Concr Res 68(18):936–969. https://doi.org/10.1680/jmacr.15.00449
Schubert P (2004) Carbonation. In: Wesche K (ed) Fly ash in concrete: properties and performance, Report of Technical Committee 67-FAB. RILEM/E&FN Spon, London
Lye C-Q, Dhir RK, Ghataora GS (2015) Carbonation resistance of fly ash concrete. Mag Concr Res 67(21):1150–1178. https://doi.org/10.1680/macr.15.00204
Gailius A, Laurikietyte Ž (2003) Waste paper sludge ash and Ground Granulated Blast Furnace Slag as binder in concrete. J Civ Eng Manag 9(3):198–202
Acknowledgements
The authors would like to thank Ms Catherine Unsworth, Mr Paul Elsdon and Mr Christropher Gray for their assistance with the laboratory testing.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visithttp://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mavroulidou, M., Feruku, B. & Boulouki, G. Properties of structural concrete with high-strength cement mixes containing waste paper sludge ash. J Mater Cycles Waste Manag 24, 1317–1332 (2022). https://doi.org/10.1007/s10163-022-01402-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-022-01402-z