
Abstract
Statistics showed that approximately 1,195,000 refrigerator units (116,094 metric tons) were recycled annually in Korea’s formal sector. Although the recycling level for these was satisfactory, collecting and processing polyurethane at recycling centers (RCs) posed several problems, including the risk of fire from the incinerator, the generation of fugitive dust, and the high cost of disposal. The objective of our study is to provide an overview of refrigerator recycling and to introduce polyurethane solid refuse fuel (SRF) manufacturing facilities. These facilities, installed at four regional RCs in Korea, have a capacity of 800 kg/h, a motor of 476 kWh, and cost $664,300 (USD) to construct (criteria two facilities). According to our examination of the physico-chemical properties of SRF product, all results in categories have been satisfied with the quality standards. In terms of finances, RCs can reduce the total disposal cost from $160–175 to $60 by installing facilities, which results in savings of (on average) $180,546 annually. The Metropolitan Electronics Recycling Center, for example, has reduced its costs by $180,880 each year. Their return on investment was calculated to be about 3 years and 8 months (assuming no operating expenses) or 7 years and 4 months (including operating expenses).
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Based on continuous economic growth, consumer demand for new electrical and electronic equipment (EEE), including refrigerators, televisions, air conditioners, and various small appliances, has skyrocketed in South Korea. This demand not only leads to a short EEEs’ replacement cycle, but also increases the total quantity of end-of-life (EOL) EEEs [1]. Accordingly, recycling facilities such as shredding, screening, and compression machinery have been steadily developed and applied to recycling the problem of rapidly increasing EOL EEE levels in Korea. Notably, the refrigerator recycling process utilized in regional Recycling Centers (RCs) is considered a typical automated recycling system compared to other EEEs, because technical know-how for building and operating the facilities has been accumulated through experience with applying these processes in these types of facilities [2]. Due to similarities in the ratios and types of major components found in refrigerators across various brands and models, construction of automated refrigerator recycling systems is relatively easy. As a result, a concept of a standard schematic recycling flow has been gradually established for recovering recyclable resources by operating various RC facilities which are aligned with currently available recycling technology and conceptual flow requirements [1,2,3].
Major refrigerator components are made of ferrous and non-ferrous materials (such as copper and aluminum), plastic (mainly acrylonitrile butadiene styrene [ABS], polystyrene [PS], polypropylene [PP]), glass, refrigerant, oil, rubber, electric wire, polyurethane, etc. Among them, valuable components such as metallic and plastic materials are reproduced as resources through several shredding and sorting processes at RCs; on the other hand, only a few components (including polyurethane) are disposed of as waste. According to decomposition experiments of the refrigerator for investigation of major components and ratios, Polyurethane, used as insulation in refrigerator with comprised approximately 11.04% of the total weight of a refrigerator, also has been disposed at landfill or incineration plant. The development of a method to recycle polyurethane would, therefore, increase the recycling rate of the refrigerator to more than 11.04%. However, steadily improving polyurethane recycling technologies such as chemical (hydrolysis, glycolysis, alcoholics) and thermal–chemical (pyrolysis, gasification) have been very difficult to apply in EOL refrigerator recycling, because all facilities should first be set up to accept high-cost investment risks (commercialization) and practical application of the above technologies must be successful; any type of product resulting from these facilities’ recycling technologies should satisfactorily approximate polyurethane’s unique properties [4,5,6]. Due to these problems, the most common treatment method was incineration in the EOL refrigerator recycling field, and producing the SRF was mainly considered an alternative recycling method acceptable within the laws related to EOL EEE recycling [3, 4].
Polyurethane, which is reduced to its particle size through several shredding steps during the whole recycling process, is separately collected from other materials (crushed) into a filter bag at the RC then compacted at a urethane compression facility and finally disposed of by landfill or incineration [2, 3]. In that process, some problems occur as follows: (1) fire accident caused by the polyurethane scattered dust around the incinerator; (2) the risk of respiratory disease to workers by polyurethane scattered dust; (3) high disposal (incineration and landfill) costs; and (4) compressed urethanes, eventually incinerated and landfilled, are not only unacceptable as recycled resources, but are also considered a by-product of intermediate or final treatment processes. Thus, recycling technologies and methodologies must be designed to address these problems. Moreover, these problems can be caused by some of polyurethane’s physical properties such as the low density (relative density ranging between approximately 0.029 and 0.033 g/cm3) and high flammability (ranging between approximately 300 and 370 °C) of scattered polyurethane dust [7, 8]. In addition, mentioned difficulties regarding collection and disposal of the polyurethane were commonly reported by regional RCs, because their recycling processes and facilities are very similar.
The research literature and on-the-spot studies have examined two examples of polyurethane SRF manufacturing facilities in Japan and Korea. In Japan, ring-die types of polyurethane SRF manufacturing facilities have been developed by several small and mid-sized corporations. For example, Nishinihon Kaden Recycle Corporation (NKRC) has operated an SRF manufacturing facility with a capacity of 900 kg/h (7.2 metric ton/day) from refrigerators’ polyurethane insulation material [9]. This facility can produce SRF with a specified quality based on their operational know-how during the compression process then cools the SRF on the final output with a water spray. In 2013, the Korea Association of Electronics Environment (KAEE; formerly the Korea Electronics Recycling Cooperative [KERC]) developed and installed a ring-die type of SRF facility with a total capacity of 70 kg/h (560 kg/day) in MERC. However, this facility had been not utilized in MERC as its producing capacity was relatively very smaller as compared with the total daily generation of polyurethane, which clearly demonstrates the difficulty of securing an ideal capacity for polyurethane producing using the ring-die type facility in MERC and other regional RCs.
This study was conducted to investigate methods for the final disposal of polyurethane from EOL refrigerators that take fire prevention, cost reduction, and increased recycling performance into consideration. This study describes domestic regulations (laws) for e-waste recycling, polyurethane SRF manufacturing facilities based on actual experiences in Korean RCs, and quality test reports for SRF. In addition, study examines current recycling performance and the mechanics of refrigerator recycling including the collection and disposal of polyurethane. Finally, measuring the return on investment (ROI) for commercial property of the SRF manufacturing facility was implemented to compare with the old compression facility in MERC and regional Korean RCs.
The current status of e-waste recycling
Chronological changes in system
In Korea, e-waste collection and recycling was not systematic under the Waste Control Act until 1992, because EOL EEEs were undefined for any category of wastes. In that year, the Ministry of Environment (MOE) introduced a deposit–refund system involving the EOL EEEs as wastes, which it operated until 2002. Under this system, EEE manufactures and importers were required to pay mandatory contributions into a fund for promoting collecting and recycling for e-waste [10, 11]. When a responsibility of manufactures and importers for collecting and recycling met their quota, they were partially refunded based on their performance. Although this was an effective waste management system, it did not fully separate e-waste from other types of waste. Nevertheless, televisions, washing machines, refrigerators, and air conditioners were successfully collected and recycling under this system [10,11,12].
In 2003, extended producer responsibility (EPR) system was introduced instead of the deposit–refund system. Under the EPR system, manufactures and importers carried on not only that mandatory responsible for collecting and recycling an assigned quantity of EEE product based on their sales volume, but also that innovation in manufacture field such as product eco-design and limited use on hazardous materials [12, 13]. In 2008, Eco-Assurance System (EcoAS) was developed and applied to improve the EPR system under the new Act on Resource Circulation of Electrical and Electronic Equipment and Vehicles [14]. The aim of the EcoAS system was to reduce the environmental impacts from rising EEE and vehicle waste productions through systematical management during the entire life cycle of the products by promoting collection and recycling [15]. More recently, a target management system, set an annual recycling target rate to manufactures and importers, has applied to increase the quantity of the national recycling performance since 2014.
Generation and recycling results
Accurate estimation of the EOL refrigerator generation nationwide was very difficult due to differing product durability, diversity of the collecting and recycling paths (formal and informal sectors), and the lack of statistical data. Among these difficulties, various collection and recycling paths were regarded as a barrier to collecting statistical data, especially in the informal sector path, where individual entrepreneurs do not report their statistics on EOL EEE recycling performance. Thus, the estimation method for total EOL refrigerator generation depended on the ‘market supply method,’ which cites the actual quantity of sale and import products from manufactures and importers [16]. Based on the annual sales and import data from the manufactures and importers, the total number of EOL refrigerators can be estimated by applying average life expectancy from official national survey data collected at variable intervals. The quantity of EOL refrigerators in the informal sector was calculated by subtracting the quantity of EOL refrigerators in the formal sector from the total quantity of the EOL refrigerators. Eventually, based on actual data from the formal sector, approximately 1,195,000 refrigerator units were collected and recycled at regional RCs in Korea in 2015 (Table 1). In other words, total 116,094 metric ton of the EOL refrigerators was collected and recycled assumed the average weight of a refrigerator was 97.51 kg per unit [17].
Previously, KERC’s own studies have found that polyurethane occupied 11.04 wt% in refrigerator. Based on the above, the total generation of polyurethane can be calculated by multiplying the total weight of the recycled refrigerators (116,094 metric tons) by polyurethane’s weight percentage through refrigerator recycling In Korea (Table 2). In short, total generation of polyurethane was 12,817 metric tons in estimation. Table 1 and Fig. 1 provide detailed information regarding the yearly generation of refrigerators and polyurethane in regional RCs with their names and locations, respectively. According to Table 1, regional RCs recycle between 111,000 and 200,000 units in 2015. This wide range of units can be explained by two reasons: (1) the number of EOL refrigerators varies from province to province and (2) there are slight differences to each RC’s recycling capacity. Despite these differences, the general recycling capacity of the average regional RC can be estimated at 150,000–180,000 units annually. This was calculated by multiplying the daily recycling capacity (approximately 500–600 units) by 300 working days per year.

Regional recycling centers (RCs) with geographical locations in Korea
The refrigerator recycling process
The general recycling process for EOL refrigerators is divided into two parts: the first is the pre-treatment process, in which the refrigerant is recovered by hand, and the second is an automatic process that includes mechanical shredding and separation (Fig. 2). In the pre-treatment process, workers remove detachable components from a conveyor belt line. This process is divided into five specific steps: (1) EOL refrigerators are put on the conveyor belt; (2) internal components (such as shelves and glass) are removed; (3) the refrigerant (R-12 or R-134a) is removed; (4) the PCBs are detached; and (5) the compressor is removed. The subsequent automatic process includes several mechanical shredding and separation stages [2, 18].

Schematic diagram for the refrigerator recycling process at MERC: the shredding (including crushing) and separation facilities operate slightly different from those of other regional RCs
Regional RCs apply three or four shredding stages, which each use individual shredding machineries due to the progressive reduction of the refrigerator’s volume. For example, MERC has three shredding stages. The first shredder (a shear-type) with a 340 kWh motor and a capacity of 9.2 metric tons/h, shreds the refrigerator to particles measuring 60 mm × 150 mm in size. The second shredder, which is a hammer mill type with a 340 kWh motor and a capacity of 8.5 metric tons/h, shred the particles to a diameter of less than 30 mm to make it easier to separate polyurethane from ferrous materials during magnetic separation. The third shredder was designed by a shear-type with a 102 kWh motor and a capacity of 4.0 metric tons/h; it was installed to crush non-ferrous materials, such as copper and aluminum, into particles with a diameter of 15 mm [2].
Numerous sorting machines are used at regional RCs to effectively separate valuable materials (such as ferrous, non-ferrous, and plastics) from the shredded products. A magnetic separator is essential for sorting the ferrous and non-ferrous materials; therefore, it is usually placed after the second shredder, because it is the proper particle size to sort effectively to the magnetic separator. After the ferrous material is sorted out, non-ferrous metals and plastics are separated using two techniques: gravity separator sorted the non-ferrous metals (copper, aluminum) and plastics from the shredded products using differences in their inherent densities at similar sizes [19], while eddy-current separation use a single rotating drum made of permanent magnet material to select non-ferrous metals using metallic components’ differing electrical conductivity [19,20,21].
In general, non-ferrous materials and plastics must be separated by detailed types of their materials to create a valuable recyclable resource. Since 2013, two different types of optical separators to sort the specific metals and plastics have been operated at MERC. An optical separator, composed of a charge-coupled device (CCD) color camera and electromagnetic (EM) sensor, was utilized to separate copper and aluminum based on simultaneously selective recognition of the inherent shape, color, size, and electrical conductivity. It is used primarily because of the difficulty obtaining high-purity copper and aluminum due to their similar conductivities (Cu 5.80 × 107, Al 5.80 × 107 mhos/m at 20 °C). Another optical separator, using a near-infrared ray (NIR) optical sorting technique, is applied to sort the different types of plastics (ABS, PS, and PP) from each other using differences to their inherent reflectance on certain wavelengths. Together, both optical sorting machines (CCD-EM and NIR separators) have shown more than 92% purity in separation process at MERC [22, 23].
The polyurethane recycling process
Since the recycling process for refrigerator well established mainly with automatic system in regional RCs, effective methods for polyurethane collection and compaction have been steadily developed by finding suitable shredding types, changing the dust collector’s position, and improving an efficiency of the polyurethane compression facilities. In addition, literatures on polyurethane recycling have been conducted to investigate the basic materials used in the polyurethane insulation panel, the raw materials in the adhesive, the utilization of sound-absorbing material in the architecture (construction) area, and polyol based on chemical glycolysis using sonication and catalysis reaction [24, 25].
In regional RCs, Polyurethane will be made into the compressed products under the three shredding steps, which reducing the average diameter of the polyurethane particles less than 15 mm. For example, MERC is operating a polyurethane grinder with a 204 kWh motor to crush only the polyurethane particles that can be reduced to 8–10 mm in diameter. Polyurethane collectors are installed differently depending on the location of shredder due to directly collect the crushed polyurethane. Small amounts of particles from non-ferrous materials and plastics are often simultaneously captured by the polyurethane collectors, which reduces the purity of the polyurethane. To overcome this problem, bag filter and cyclone systems are used to distinguish suspended (polyurethane) and non-suspended (metal or plastic) materials using an air blower. After filtration and cyclone separation, polyurethane is stored in a silo, which is connected to a feeding system of compression or SRF facility [2].
SRF manufacturing facility
Characteristics
The main characteristic in this SRF facility’s pelletizing process is that SRF is produced by the impact (striking) compression method instead of the conventional ring-die method. The advantages of this include the preventing exposure of the polyurethane dust at constant temperature and a reduction to the rate of defective pellets with constant compression strength during operating time. Based on observations of an 8-h working period, this SRF facility has a production capacity of 400 kg/h (3.2 metric tons/day; Table 3). In terms of field application, a single SRF facility has not covered the total amount of polyurethane generated by regional RCs each day, because the daily polyurethane generation of MERC is approximately 6.0 metric tons. Therefore, MERC secured a processing capacity of 6.4 metric tons per day by installing two SRF facilities and continually uses polyurethane compression equipment, which has been used in past, as a supplementary device [26].
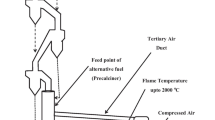
Technical features of this facility include a drive motor (238 kWh), a housing, a means of power transmission that converts the drive motor’s rotational motion into a linear reciprocating motion, and a crank arm located in the terminal of the power transmission that presses the supplied polyurethane. The major difference from the ring-dies type facility is that the crank arm acts as a connecting rod that instantaneously strikes the polyurethane supplied by the rotary valve and uses the force of the driving motor to produce polyurethane SRF of appropriate compression strength. In addition, a guide plate for the discharged SRF helps a size conforming to the standard from related raw, and some separated water pockets reduce the internal temperature generated by the crank arm strikes process (Figs. 3, 4) [26].

Schematic representation of the SRF manufacturing facility describing the parts of the core-function with numbering and its footnotes

Photographs of a polyurethane SRF product (left) and facility (right)
Results of the quality test
Based on the standards displayed in Table 4, the physico-chemical properties of randomly collected SRF samples were tested. We focused on moisture, ash, particle size, lower heating value (LHV), and the concentrations of chlorine, sulfur, and certain heavy metals (mercury, cadmium, lead, arsenic, and chromium). The specific categories and standards were cited from those presented in the Act on the Promotion of Saving and Recycling of Resources [27].
In terms of morphology, diameter and length of the SRF product were measured at 48 and 50 mm which is consistent with the standard. The results of the physico-chemical analysis of the SRF showed that all categories were satisfied with the standard: 4.35 wt% moisture, 6120 of kcal/kg of lower heating value (LHV), and 3.83 wt% ash. In addition, the concentrations of chlorine (0.17 wt%) and sulfur (0.00 wt%; ND) were measured less than standard (chlorine 2.0 wt%; sulfur 0.6 wt%). Finally, the concentration of heavy metals (mercury, cadmium, lead, arsenic, and chromium) was satisfied with the standard: only lead was detected (30.20 wt%). Other heavy metals were not detected in the experiment [27, 28].
Financial advantages
In Korea, four RCs (MERC, KRC, MWRC, and Modern RC) have installed and now operate SRF manufacturing facilities. According to a market survey (Table 5), former (non-SRF) cost (amount to be paid by the RCs to the incineration company) of polyurethane compressed product was approximately $160–175/metric ton (including transportation charges; all values USD). Total disposal costs (non-SRF) were estimated at a minimum of $238,728 (Modern RC) to a maximum of $316,575 (KRC) per year. For example, total disposal costs of polyurethane (1615 metric ton/year) in the MERC is about $277,780 per year. By introducing the SRF facility, average disposal costs (including incineration and transportation charges) was reduced from $169 to only $60, which indicates that the total disposal cost of an RC with the SRF facility is reduced to an average of 35.59% of the former costs (MERC [34.88%], KRC [34.28%], MWRC [37.50%], and Modern RC [35.71%]). Savings range $153,468–$208,035 from four RCs, and MERC saves about $180,880 annually (Table 5).
The ROI can be calculated by comparing purchasing costs ($664,300) for SRF facilities to annual savings or reduced net profits in subsequent years (Table 6). For example, the ROI for MERC was calculated using annual savings ($180,880), depending on the polyurethane generation (1615 metric ton/year). Excluding operating expenses (such as labor, electric, supplies, charge, and tax), ROI occurs after 3 years and 8 months; ROI occurs after 7 years and 7 months considering reduced net profits, which was subtracted by annual savings to annual operating expenses, are considered. The former method for calculating ROI was simple, because ROI could be determined using a subtraction equation between annual savings ($180,880) and initial purchasing price ($664,300), while the latter method is complex. Thus, the MERC conducted an expense analysis self-survey using the operation records of an SRF manufacturing facility. Note that all lists of the operating expenses in Table 7 were analyzed respectively to estimate the net reduced profits and annual cumulative profits [29].
The expense category used in the ROI calculation was divided into four parts: labor, electricity, supplies, and tax. In Table 7, the annual expenses were calculated by calculating the sum of each (expense) part and then increased by applying an annual growth rate of 1% which accounts for inflation. The basis of expense categories calculation is as follows:
-
(1)
Labor expenses were based on the per capita minimum wage (6470 KRW/h) for 2017, provided by the Ministry of Employment and Labor in Korea. In addition, a minimum of two people was required for operating the facilities and performing maintenance tasks. Thus, USD 22,717 total was needed annually based on both a USD 5.68 minimum hourly wage (exchange rate of the USD 1 to KRW 1139.085) and two additional workers in maintenance positions and assuming an 8-h work day and 250 working days in a year [30].
-
(2)
Electricity expenses were calculated by multiplying unit price (USD per kWh), required electric power, and number of working h per day and working days per year. The unit price (per kWh) was set to 0.07 USD (83.7 KRW for a commercial facility) from the Korea Electric Power Corporation (KEPCO), and amount of the required electric power estimated (254.5 kWh) considering currently held electric power (95.5 kWh) [31]. Based on these data, additional electric charges of USD 39,192 (including a tax of 10%) was required, assuming an 8-h workday and 250 working days in a year.
-
(3)
Annual charges for consumable items at the SRF facility were proposed by the manufacturer. In Table 7, only the total price was provided, because items and its prices were subdivided into various categories. In addition, local taxes were included in the total amount of taxes calculation.
Summary
Based on the EPR system, e-waste collection and recycling systems have been continuously developed, as have related regulations: for example, 1,195,000 EOL refrigerator units were collected and recycled in Korea’s formal sector in 2015. Due to its highly valuable components (including ferrous and non-ferrous materials, plastics, and PCBs) and its component ratio, the refrigerator has been considered representative of all EEE in RCs and personal recyclers. However, polyurethane, foamed on the side and comprised 11.04 wt% of the refrigerator, presented several problems, including the risk of fire, the generation of fugitive dust, and high disposal costs. Despite these problems, polyurethanes are collected in refrigerator recycling processes through several shredding and separation steps, compressed, and finally disposed of by landfill or incineration.
To resolve these problems, several approaches have been suggested based on the chemical and thermal–chemical technologies for reproducing the polyurethane as an insulation panel, raw material with adhesive, and sound-absorbing material. However, for these methods to apply, we should consider the risk for high costs from the initial investment and processes needed to maintain the unique property of polyurethane. SRF manufacturing is suitable for application in the EOL recycling field in this respect compared to the difficulties associated with chemical or thermal–chemical methods. This study measured the physico-chemical properties of the SRF product: As a result, the properties for all categories were fully satisfied with the standards of an SRF (Table 4). Based on the appropriate physico-chemical properties and demand as a fuel, the motivation for the development of SRF facility was clearly established, and the facility was developed and installed in regional RCs with the production capacity of 400 kg/h (3.2 metric tons/day) from a motor of 238 kWh. Few regional RCs have two manufacturing facilities for ensure sufficient production capacity of SRF by recycling refrigerator.
Another result of this study is that the ROI was calculated by defining the ROI as the specific period at which revenue surpasses the total construction cost. Results showed that changing from a compression facility to an SRF manufacturing facility reduced the average market price from $175 to $60. Above four RCs were noted to have reduced the cost of the final treatment which transportation and incineration charges to an average of 36% of their former costs. On the other hand, the average cost of construction and average annual operating expenses were estimated at about $664,300 and $90,000, respectively. For example, MERC could reduce its total disposal costs by approximately $180,880 annually, and ROI was calculated to occur after 3 years and 8 months assuming no additional expenses. With operating expenses included, however, ROI was calculated to occur after 7 years and 7 months.
There are two important reasons why disposal costs decreased. First, polyurethane was completely transformed from waste to a marketable product. Correspondingly, the treatment of polyurethane shifted from waste disposal to higher value energy generation. Second, the cost of transportation decreased: the actual transportable weight increased as volume decreased. These factors depend on the SRF production and selling price in each RC, respectively, so further research is needed to present the optimal operational plan. Polyurethane recycling SRF facilities, however, are considered an effective alternative approach to the final treatment of polyurethane due to the environmental and economic advantages outlined above.
References
Babu BR, Parande AK, Basha CA (2007) Electrical and electronic waste: a global environmental problem. Waste Manag Res 25:307–318. https://doi.org/10.1177/0734242X07076941
Lee J, Song HT, Yoo JM (2007) Present status of the recycling of waste electrical and electronic equipment in Korea. Resour Conserv Recycl 50:380–397
Kang JJ, Lee JS, Yang WS, Park WS, Alam MT, Back SK, Choi HS, Seo YC, Yun YS, Gu JH, Saravanakumar A, Vinoth Kumar K (2016) A study on environmental assessment of residue from gasification of polyurethane waste in e-waste recycling process. Proc Environ Sci 35:639–642. https://doi.org/10.1016/j.proenv.2016.07.056
Zia KM, Bhatti HN, Bhatti IA (2007) Methods for polyurethane and polyurethane composites, recycling and recovery: a review. React Func Polym 67(8):675–692
Simón D, Borreguero AM, de Lucas A, Rodríguez JF (2015) Glycolysis of viscoelastic flexible polyurethane foam wastes. Polym Degrad Stab 116:23–35
Beneš H, Černá R, Ďuračková A, Laátalová P (2012) Utilization of natural oils for decomposition of polyurethanes. J Polym Environ 20(1):175–185
Zhang H, Fang WZ, Li YM, Tao WQ (2017) Experimental study of the thermal conductivity of polyurethane foams. Appl Therm Eng 115:528–538
Choi S-B, Choi D-C, Choi D-M (2017) A study on the fire spread risk of resident buildings with pilotis. Fire Sci Eng 31(4):103–110. https://doi.org/10.7731/KIFSE.2017.31.4.103
Global Environment Centre Foundation. (2011)http://nett21.gec.jp/Ecotowns/data/et_a-09.html
Ministry of Environment (MOE) Waste Control Act. (2007)http://elaw.klri.re.kr/korservice/lawView.do?hseq=35606%26lang=ENG
Jang YC (2010) Waste electrical and electronic equipment (WEEE) management in Korea: Generation, collection, and recycling systems. J Mater Cycles Waste Manag 12:283–294. https://doi.org/10.1007/s10163-010-0298-5
Park J (2009) 3R policies of Korea.
Yoon H, Jang YC (2006) The practice and challenges of electronic waste recycling in Korea with emphasis on extended producer responsibility (EPR). IEEE international symposium on electronics and the environment pp 326–330
Ministry of Environment (MOE) (2015) Act on resource circulation of electrical and electronic equipment and vehicles. http://elaw.klri.re.kr/kor_service/lawView.do?hseq=37412%26lang=ENG
Korea Environment Corporation (KEC) (2013) Eco-assurance system. https://www.keco.or.kr/en/core/operation_eco/contentsid/1978/index.do
Widmer R, Oswald-Krapf H, Sinha-Khetriwal D, Schnellmann M, Böni H (2005) Global perspectives on e-waste. Environ Impact Assess Rev 25(5):436–458
Korea Environment Corporation (KEC) Eco-assurance system. (2017)https://www.keco.or.kr/kr/business/resource/communityid/195/view.do?p=%26idx=288%26CATEGORYID=1291%26f=1&q=%ED%8F%89%EA%B7%A0%EC%A4%91%EB%9F%89
Jacobsen T, Dunham M (2004) Refrigerator recycling method and system. US Patent No 6732416. US Patent and Trademark Office, Washington, DC
Das A, Vidyadhar A, Mehrotra SP (2009) A novel flowsheet for the recovery of metal values from waste printed circuit boards. Resour Conserv Recycl 53(8):464–469
Cui J, Forssberg E (2003) Mechanical recycling of waste electric and electronic equipment: a review. J Hazard Mater 99(3):243–263
Kutz M (2007) Environmentally conscious mechanical design. Wiley, Hoboken, New Jersey
Serway RA (1998) Principles of physics, 2nd edn. Saunders College Pub, London
Michael O'T, Noushin K, Anthony JP (2017) Classification of Non-ferrous Metals using Magnetic Induction Spectroscopy. IEEE Transactions on Industrial Informatics 99:1–1. https://doi.org/10.1109/TII.2017.2786778
Park C (2013) A study on the fuel development of poly-urethane in waste of electrical and electronic equipments, Dissertation Hoseo University
Wu CH, Chang CY, Li JK (2002) Glycolysis of rigid polyurethane from waste refrigerators. Polym Degrad Stab 75:413–421. https://doi.org/10.1016/S0141-3910(01)00237-3
Lee C, Choi W, Park J, Jung I (2017) Apparatus for forming pellet. Korea Patent No. 10-2015-0103334. Korea Intellectual Property Office, Daejeon
Ministry of Environment (MOE) (2015) Act on the promotion of saving and recycling of resources. http://elaw.klri.re.kr/korservice/lawView.do?hseq=33581%26lang=ENG
Jo M, Lee B, Kim J (2013) Effect of modified mechanical treatment facilities on SRF yield in Korea. Environ Clim Technol 12:47–53. https://doi.org/10.2478/rtuect-2013-0016
Sonnenreich W, Albanese J, Stout B (2006) Return on security investment (ROSI)-a practical quantitative model. J Res Pract Inf Technol 38(1):45–56
Minimum Wage Commission (MWC). (2018) Minimum wage rates by year.http://www.minimumwage.go.kr/eng/sub04.html
Korea Electric Power Corporation (KEPCO) (2013) Electric rates table-industrial service (A) I. http://cyber.kepco.co.kr/ckepco/front/jsp/CY/E/E/CYEEHP00203.jsp
Acknowledgements
We would like to thank Korea Recycling Technology (KRT).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Park, J., Jung, I., Lee, K. et al. Case study in Korea of manufacturing SRF for polyurethanes recycling in e-wastes. J Mater Cycles Waste Manag 20, 1950–1960 (2018). https://doi.org/10.1007/s10163-018-0718-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-018-0718-5