
Abstract
Reintroducing recycled plastics into production processes can lead to irreversible degradation and changes in their properties, thereby limiting their recycling potential to a finite number of loops. This study investigates the impact of process-induced degradation resulting from multiple reprocessing cycles on specific material properties and aims to establish structure–property relationships. Four different polyolefins, including two polypropylenes, high-density polyethylene, and low-density polyethylene, were selected for the study. The materials underwent extrusion, pelletizing, injection molding, and milling before being reintroduced into the reprocessing cycle. This sequence of processing steps was repeated six times on each material. Various characterization techniques, including high-temperature gel permeation chromatography, melt mass flow rate, parallel-plate rheology, differential scanning calorimetry, gas chromatography–mass spectrometry, and optical defect control system, were performed to evaluate the molecular structure, rheological behavior, thermal stability, and the resulting contaminants and defects after each reprocessing step. The reprocessing of polypropylene resulted in a gradual decrease in the average molecular weights accompanied by a shift to lower viscosities and higher melt mass flow rates, whereas the polyethylene grades showed the opposite trend with a less pronounced effect in high-density polyethylene. The volatile organic compounds rose in polypropylene and sank in polyethylene after reprocessing. Additionally, all four materials exhibited an increase in degradation-related defects based on optical defect analysis.
Graphical abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Over the past century, reliance on plastics has steadily risen (Plastics Europe 2022) due to their versatility, affordable prices (Andrady and Neal 2009), and relatively lower environmental impact compared to other alternatives (Cabernard et al. 2022). This surge in usage was accompanied by a significant growth in post-consumer plastic waste originating from numerous applications (Thompson et al. 2009). Consequently, plastics became one of the highly debated material classes due to the association of several plastic applications to single-use products, particularly packaging products (Geyer et al. 2017). Moreover, the carbon footprint of plastics rose twofold by 2015 compared to the estimates from 1995 (Cabernard et al. 2022). This resulted in increased pressure from both public and legislators for adopting more sustainable practices in the plastics industry and transitioning to a circular economy (European Commission 2018, 2020). Although recycling is not the only element of a circular economy, it has been proven to be the most efficient (Milios 2018) and economically feasible solution for plastics (van Eygen et al. 2018). When addressing circular economy in the plastics value chain, the significance of packaging applications cannot be overlooked (Hahladakis et al. 2018). Plastic packaging constitutes the largest share of the global plastic production, accounting for approximately 44% and thus contributing to one of the largest post-consumer waste groups (Plastics Europe 2022). Polyolefins, including polypropylene (PP), low-density polyethylene (LDPE), and high-density polyethylene (HDPE), are the primary thermoplastics that are extensively employed in a wide variety of applications ranging from short-term single-use to long-term durable products (Plastics Europe 2020, 2022). However, a major portion of polyolefin packaging objects are usually disposed within the same year of their production (Hopewell et al. 2009). Therefore, substantial efforts are dedicated to transition to a circular economy in order to recover and prolong the use life of such materials (Huysveld et al. 2022), thereby reducing their environmental impact (Dahlbo et al. 2018).
Up to this point, mechanical recycling is regarded as the most effective and viable practice to extend the life cycle of plastics, thus minimizing the dependency on newly produced fossil-based materials (Al-Salem et al. 2009). However, reintroducing plastic waste into production processes via mechanical recycling can have detrimental effects on the polymers. Three primary mechanisms are typically inherent in the mechanical recycling of plastics and can collectively deteriorate the quality and the properties of recycled plastics, limiting their suitability for various applications. These include degradation, particle and polymeric contamination, and molecular contamination (Vilaplana et al. 2008). Degradation entails the gradual breakdown of the molecular structure of the polymer over time (Yin et al. 2015). Particle and polymeric contamination occur when extraneous particles or different polymers are introduced into the recycled material. Molecular contamination arises from the infiltration of undesirable chemicals or substances during the recycling processes, leading to alterations in its chemical composition (Vilaplana et al. 2008). Focusing on degradation, both thermomechanical and thermo-oxidative, the exposure to process-induced stresses can trigger irreversible degradation and alter their properties (e.g., mechanical, rheology) (Yin et al. 2015), hence constraining their processability and recycling potential to a finite number of loops (Schweighuber et al. 2021). As a result, recycled plastics are often perceived as secondary materials with inferior properties and lower economical value (Schweighuber et al. 2021). This perception makes the producers of end-products reluctant to use such materials due to concerns about the inconsistent quality of the recyclates, whereby the overall quality and the functional performance of their products might be affected (Cornier et al. 2007).
During processing, recycled polyolefins are usually subjected to thermomechanical and thermo-oxidative stresses (Zahavich et al. 1997). These stresses lead to degradation and crystallization mechanisms (Santos et al. 2002), resulting in changes in the polymer properties and ultimately processability issues (Yin et al. 2015). Elevated shear stresses, temperatures, and the presence of impurities and oxygen inevitably damage the molecular chains of the polymer (Zhou and Zhu 1998), leading to the formation of free radicals that can react with the oxygen to form peroxyl radicals and hydroperoxides (Parmar et al. 2009). Depending on the polymer type, the degradation process leads to significant molecular chain scission, branching, and crosslinking (Hinsken et al. 1991), which can profoundly affect the properties and the processability of recycled plastics (Liang et al. 2018). Despite the similarities between LDPE, HDPE, and PP, their degradation behavior due to mechanical reprocessing differs greatly (Yin et al. 2015).
Several studies investigated the degradation behavior of polyolefins following multiple mechanical reprocessing cycles. Jin et al. (2012) evaluated the degradation behavior of LDPE after being subjected to one hundred consecutive extrusion cycles using a twin-screw extruder. Their study revealed that reprocessing LDPE resulted in simultaneous chain scission and crosslinking of the polymer chains. Similarly, Oblak et al. (2015) conducted a comparable study investigating the impact of mechanical reprocessing on HDPE, also utilizing a twin-screw extruder. In the case of HDPE, the study demonstrated the occurrence of chain branching and subsequent crosslinking alongside chain scission. These increased levels of crosslinking in both polyethylene (PE) types restrict the mobility of the molecular chains, particularly in the amorphous phase (Khonakdar et al. 2003). This results in changes in the molecular structure of the polymer (Khonakdar et al. 2003), thereby altering its properties and processability behavior (Yin et al. 2015). On the other hand, Da Costa et al. (2007) and Aurrekoetxea et al. (2001) examined the degradation mechanisms in PP and their impact on the material properties through repetitive extrusion and injection molding cycles, respectively. Both studies concluded that degradation in PP is predominantly governed by chain scission. This is attributed to the high tendency of the tertiary carbon atoms to oxidize, rendering PP more susceptible to oxidation in comparison to PE (Gahleitner et al. 2017), consequently resulting in shorter molecular chains and a subsequent reduction in the average molecular weight (Mw) of the material (Canevarolo 2000). Moreover, the chain scission also enhances the mobility of the polymer chains (Canevarolo 2000), leading to specific modifications in certain material properties, such as viscosity, degree of crystallinity (Da Costa et al. 2007), and mechanical properties (Aurrekoetxea et al. 2001).
In a preceding publication (Langwieser et al. 2022), the effect of two distinct reprocessing cycles on selected properties, such as stabilizer content, degree of crystallinity, and mechanical performance, was examined from a broad perspective. The current paper is a continuation of that research, with the primary objective to establish a fundamental understanding of the degradation behavior of polyolefin plastic waste materials following mechanical recycling processes. This involves investigating how specific properties of a material evolve within a closed-loop system and understanding the possible impact of process-induced degradation on the overall performance of the resulting polyolefin recyclates. To achieve this, a controlled, yet simplified, reprocessing cycle was designed to mimic the life cycle of specific packaging products. However, this simulation excluded the product-use phase to prevent the potential introduction of external variable, such contaminants, focusing solely on the degradation mechanisms. Additionally, the study also aims to establish structure–property relationships in the model recyclates. This involves correlating the observed changes in the molecular structure of the materials induced by mechanical reprocessing to the corresponding changes in the selected properties.
Materials and methods
Analyzed materials
To cover the broad range of polyolefins that are commonly used in packaging applications, four different commercially available virgin polyolefin grades were selected for this study. Two grades are polypropylene (PP) homopolymers produced by Borealis AG (Vienna, Austria). The first is an injection molding grade with a melt mass flow rate (MFR) of 12 g/10 min (230 °C/2.16 kg), used for houseware and thin-wall packaging products. The second is a thermoforming grade with an MFR of 4 g/10 min (230 °C /2.16 kg), known for its excellent processability and used for thermoformed products such as trays, cups, and containers. The two remaining grades were a high-density polyethylene (HDPE) grade from Borealis AG and a low-density polyethylene (LDPE) grade from LyondellBasell (Rotterdam, Netherlands). The HDPE had an initial melt mass flow rate of 4 g/10 min (190 °C /2.16 kg). This material is recommended for injection and compression molding and is typically used for industrial food and transport packaging applications, whereas the LDPE had an initial MFR of 1.9 g/10 min (190 °C /2.16 kg), which is frequently used in film extrusion in various packaging products. Table 1 provides an overview of the essential characteristics of the analyzed materials along with their designation that is used in this study.
Reprocessing cycle and sample preparation
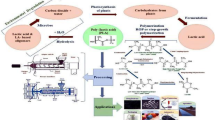
A reprocessing cycle was designed to investigate the process-induced degradation in model recyclates. The aim of this cycle was to simulate the disposal and return of certain packaging products in a simplified and accelerated manner. The simulation deliberately left out the product-use phase to avoid the possibility of introducing external contaminants that could lead to systematic errors. Although, in real recycling processes, materials usually undergo several pretreatment steps (e.g., washing, shredding), in this study, the focus was only set on the degradation induced by conversion processes, including extrusion and injection molding. Additionally, no re-stabilization was applied during the reprocessing cycles to enable the degradation mechanisms in the materials and prevent the induction of any counter reactions. Materials were first introduced into the reprocessing cycle in form of virgin pellets, which were extruded using a single-screw extruder (ED 35/34D) coupled with an under-water pelletizing unit (UWG-EUP 50) manufactured by SML GmbH (Redlham, Austria) and ECON GmbH (Traun, Austria), respectively. Subsequently, the resulting pellets were injection molded into multipurpose specimens (MPSs) type A1 using a Victory 60 injection molding machine with a 25-mm cylinder (Engel Austria GmbH, Schwertberg, Austria) and in accordance with the standards ISO 3167 and ISO 294–2. Thereafter, the specimens were milled into regrind with a maximum particle size of 7 mm by an S-Max plus granulator (Wittmann GmbH, Vienna, Austria), which is typically used for closed-loop recycling of injection molding residues (e.g., sprues and runners). The regrind was then reintroduced into the cycle, which was repeated six times for each of the materials under investigation. After each reprocessing cycle, samples of the regrind and MPS were collected and stored for the relevant characterizations. A schematic illustration of the reprocessing cycle is depicted in Fig. 1.

Schematic illustration of the reprocessing cycle including extrusion, pelletizing, injection molding, and milling steps
Characterization techniques
Analysis of molecular structure and rheological behavior
High-temperature gel permeation chromatography
A high-temperature gel permeation chromatography instrument (also known as high-temperature size exclusion chromatography) equipped with an infrared detector (HT-GPC), manufactured by Polymer Char (Valencia, Spain), was used for the determination of the molar mass distribution (MMD) and the average molecular weight (Mw) of the virgin as well as the processed materials after each reprocessing cycle. The instrument was equipped with three PIGel Olexis serially connected columns, 300 mm × 7.5 mm, 13 µm, serially combined with a PIGel Olexis guard column, 50 mm × 7.5 mm, 13 µm, (Agilent Technologies, Santa Clara, USA). The columns were consistently maintained at a temperature of 160 °C. 1,2,4-Trichlorobenzene stabilized with butylated hydroxytoluene was used as mobile phase at a flow of 1 mL/min. The injection volume was set to 200 µL and the total analysis time was 40 min. A sample of approximately 4 mg of each material was mixed with 20 µl of an n-heptane/trichlorobenzene mixture (1:10), which was employed as flow marker. Subsequently, samples were dissolved using an autosampler by adding 8 ml of 1,2,4-trichlorobenzene. Based on the polymer type, the dissolution process took place at 160 °C and a constant shaking speed for 180 min for PP and120 minutes for PE.
Melt mass flow rate
The materials’ MFRs were measured after each reprocessing cycle to assess the impact of degradation on the material processability. The measurements were performed by an Aflow extrusion plastometer instrument (ZwickRoell Group, Ulm, Germany). To ensure a good representation of the material property, at least two samples of approximately 4 g of each material were tested. The measurements followed the displacement-measurement method (method B) outlined in the standard ISO 1133–1. The test temperature was set to 230 °C for PP and 190 °C for PE. After filling the cylinder, all materials were automatically compressed by a piston under a load of 2.16 kg to flow through a die with a nominal height of 8 mm and a diameter of 2.095 mm after a preheating time of 300 s. Five extrudates were cut and weighed to calculate the MFR values based on the vertical displacement of the piston.
Parallel-plate oscillatory rheometer
To evaluate the changes in the viscosity behavior of the materials after reprocessing, parallel-plate oscillatory rheology measurements were conducted using an Anton Paar Physica MCR 501 instrument (Anton Paar, Graz, Austria). The viscoelastic behavior of thermoplastics in oscillatory shear flow is usually described by storage and loss moduli (G?, G??) at various frequencies (?). The point at which G? and G?? intersect is known as the crossover point (CP) (Gahleitner et al. 1994), which is expressed by the crossover modulus (Gc) and the crossover angular frequency (?c), as expressed in Eq. 1:
Tests were performed following the standard ISO 6721–10 and covering an angular frequency range from 10–2 to 6.28 × 102 rad/s. Subsequently, the shear thinning intensity factor (IFshear) was calculated as the ratio between the complex viscosity (?*) values at the lowest and the highest measured angular frequencies, as expressed in Eq. 2. Moreover, the viscosity profiles were extrapolated using a RheoCompass integrated software (Anton Paar, Graz, Austria) to encompass a broader angular frequency range from 10–3 to 103, enabling an approximation of the zero-shear viscosity (?0) at an extremely low shear rate.
Typically, the test temperature is set to the processing temperature (230 °C in case of PP). However, at this temperature, materials with high MFR do not exhibit a crossover between G? and G??. Therefore, to ensure a good comparability between reprocessing cycles, the tests were performed at 190 °C for both PP and PE grades to obtain CP of all materials at the same temperature. Nitrogen was used as an inert purge gas in the sample compartment to prevent oxidative degradation of the polymer during the measurement. To avoid introducing degradation from further sample preparation, samples were taken from the shoulders of the multipurpose specimens. The gap distance between the two plates was set at 0.95 mm. At least two samples of each material were tested, but only processed materials were included in this test method.
Thermal analysis
Differential scanning calorimetry
To assess the thermal stability and the resistance to oxidative decomposition of the materials, the oxidation induction temperature (dynamic OIT) was measured using a differential scanning calorimeter DSC 4000 (PerkinElmer Inc., Waltham, MA, USA). Dynamic OIT measurements were performed after each reprocessing cycle to evaluate the level of induced degradation in each cycle. Samples of approximately 8 ± 1 mg each were cut from the cross-section of the injection molded MPS. Three samples of each material were encapsulated in perforated aluminum pans. A dynamic temperature scan program was defined for the measurement, starting with an initial isotherm at 30 °C for 1 min, followed by a gradual increase in temperature with a constant heating rate of 10 °C /min up to 260 °C. Synthetic air was used as purge gas with a constant flow rate of 20 mL/min. The heat flux of the measurements was normalized by the sample masses, thus the normalized thermograms were used for the data evaluation. The dynamic OIT was determined as the intercept point between the two tangents of the onset of exothermic oxidation on the thermogram. The measurements and the data evaluation of the dynamic OIT were conducted in accordance with standards ISO 11357–1 and -6.
Analysis of contaminants and defects
Gas chromatography–mass spectrometry
A semi-quantitative analysis of volatile organic compounds (VOCs) in the materials after reprocessing was performed using a Clarus 690 SQ 8 gas chromatograph coupled with a mass spectrometer (GC–MS) (PerkinElmer Inc., Waltham, MA, USA). The instrument was also equipped with a TurboMatrix 650 automated thermal desorption unit (ATD) also from PerkinElmer Inc. The GC system utilized a non-polar HP Ultra 2 separation column (Agilent Technologies, Santa Clara, CA, USA) and the analysis was carried out with a flow of helium gas. Samples with dimensions of approximately (2.3 × 2.5 × 10.0) ± 0.3 mm were cut from the cross-section of the MPSs. To extract the VOCs from the solid polymer matrix, the samples were heated in the ATD to 90 °C for 30 min. VOCs were transferred to a cold trap via a continuous flow of helium gas. Following a rapid heating of the cold trap, subsequent separation of the VOCs in the GC was enhanced through the utilization of the temperature program and parameters presented in Table 2. To obtain the semi-quantitative results, a one-point calibration reference was conducted prior to the measurements. A solution of 0.5 mg/mL toluene in methanol was analyzed, and the solution was loaded onto a sample tube filled with Tenax TA via a heated packed column injector set at 430 °C. The column was purged with helium at a flow rate of 20 mL/min for 30 min, followed by desorption at 280 °C for another 30 min. This calibration process was used to generate a response factor (Rf), which in turn represents the ratio between the mass of toluene (\(m_{{{\text{ref}}}}\)) in micrograms (µg) and the corresponding peak area \(\left( {A_{{{\text{ref}}}} } \right)\) as described in Eq. 3.
Moreover, the semi-quantitative VOCs in µg/g were determined by multiplying Rf by the ratio of the peak area of the sample \(\left( {A_{s} } \right)\) to the sample mass \(\left( {m_{s} } \right)\) in milligrams (mg) as expressed in Eq. 4. Due to the high complexity and the time-intensive nature of this analysis only the first, the third, and the sixth reprocessing cycles were considered in the assessment. Two different samples of each material were tested, and the highest value obtained was considered as the VOC value for that material, as recommended in the standard VDA 278 provided by the German Association of the Automotive Industry.
Optical control system
A semi-quantitative evaluation of the impact of the multiple reprocessing cycles on the optical properties of the model recyclates was performed using an optical control system (OCS) manufactured by Optical Control Systems GmbH (Witten, Germany). The OCS setup included a cast film line coupled with a film surface analyzer system. The cast film line consisted of a measuring extruder and a modular film analyzer. The measuring extruder was an ME30 single-screw extruder, which featured a screw diameter of 30 mm and a flat film die for producing cast films. Attached to the measuring extruder was an MFA200 unit comprising two chill rolls, guide rolls, a haul-off station with two rubber-nip rolls, and a central pneumatically expandable winder controlled via tension regulation, integrated with the cast film line was film surface analyzer FSA100V2 optoelectronic, equipped with a high-resolution CMOS line camera and high-power LED. This combination enabled an immediate inspection of defects present in the cast films. OCS, which is a sophisticated technique that is usually used for process monitoring and regulation, was employed in this study to produce cast films of the reprocessed model recyclates. A minimum of three cast film samples were produced for each material, with each sample measuring 0.1 m in width and exceeding a length of 10 m. These samples were utilized to analyze defects arising from degradation during reprocessing cycles. Subsequently, the number of defects per square meter was calculated for each sample. The processing temperature was set to 210 °C for PE and 230 °C for PP. While the screw speed remained constant at 18 rpm for PE and 20 rpm for PP, the take-off roll speed was adjusted based on polymer type and flow characteristics. This adjustment aimed to produce films with minimal thickness and low variance, ultimately involving two speeds for each material grade in the assessment.
Results and discussion
Molecular structure and rheology
Molecular structure is typically described by parameters such as Mw and MMD (Whitfield et al. 2021). As shown in Fig. 2, MMD of the analyzed materials, i.e., both PP and PE grades, displayed symmetric unimodal shapes, indicating a uniform distribution of polymer chain lengths. After the reprocessing cycles, the MMD curves for PP grades exhibited a narrowing trend (Fig. 2a, b) accompanied by a consistent decline in the average molecular weight values, as presented in Table 3. This clearly suggests that the polymer chains became shorter due to chain scission (Canevarolo 2000). In contrast, LDPE exhibited the opposite trend, with a broadening MMD (Fig. 2c), indicating chain branching and crosslinking induced by thermomechanical stresses (Jin et al. 2012). However, no significant changes were observed in the MMD curves of HDPE (Fig. 2d). While this behavior could suggest that no change occurred in the polymer chains, the opposite reactions such as chain scission and chain branching or crosslinking could also be acting simultaneously. In general, the obvious changes highlight the impact of reprocessing on the molecular structure of thermoplastics, showing how chain scission, chain branching, and crosslinking play distinct roles in altering MMD of polymers during the recycling process.

Adapted from Langwieser et al. (2022)
Comparison of the molar mass distribution (MMD) after the multiple reprocessing cycles of a PP-TF, b PP-MO, c LDPE, d HDPE.
An indication for processability of a material is usually given by MFR, which provides single-point data that measures the mass of melt flowing through a die with defined diameter over 10 min under defined load and temperature. In Table 3, the Mw values for all samples are presented alongside their corresponding MFR values after each reprocessing cycle. The Mw of the PP grades exhibited a gradual decrease, accompanied by a significant increase in their MFR. Although both grades followed the same trend, PP-MO showed a more pronounced impact of reprocessing, indicating a higher susceptibility to degradation. After six reprocessing cycles, PP-TF and PP-MO experienced reductions in Mw by 39% and 47%, respectively, with simultaneous increases in their MFRs by factors of 3.3 and 4.6, respectively. Similarly, the PE grades also showed signs of degradation, though less pronounced than in PP. In contrast to the trend observed in PP, Mw of LDPE increased by approximately 21%, while that of HDPE remained nearly constant, with negligible fluctuations, which could also be attributed to errors in the measurement method. MFR of both LDPE and HDPE decreased after six reprocessing cycles, with a respective decline of approximately 35% and 7.5%.
Even after undergoing a low number of reprocessing cycles (i.e., six cycles), the changes in the MMD, Mw, and MFR confirm the induced alteration in the molecular structure of the polymers including chain scission, chain branching, molecular entanglement, and crosslinking (Yin et al. 2015). With regard to PP, the narrowing of MMD and the gradual reductions in Mw indicate that the polymer chains were shortened due to thermomechanical degradation. Consequently, this resulted in increased mobility of the polymer chains leading to higher material flowability, namely higher MFR (Aurrekoetxea et al. 2001). In their study, Hinsken et al. (1991) investigated the degradation mechanisms of PP in the melt state during processing. Their findings revealed that progressive degradation causes a substantial reduction in the molecular weight while simultaneously narrowing the MMD. Furthermore, Da Cost et al. (2007) and Aurrekoetxea et al. (2001) also concluded that an increase in MFR of PP is an indicator of chain scission rather than oxidation. This conclusion was drawn based on the absence of any observable changes in the chemical structure of their materials. Therefore, chain scission is presumed to be the primary degradation mechanism under the processing conditions of mechanical recycling, which aligns with the results of the present study.
In the case of the PE grades, as the reprocessing cycles proceed, the slight shift toward higher MMs in LDPE resulting in a broader MMD along with the increase in Mw suggests the possibility of increased degree of branching (Jin et al. 2012), whereas the decrease in MFR in both LDPE (Jin et al. 2012) and HDPE (Oblak et al. 2015) can be attributed to the formation of crosslinks, alongside chain branching and molecular entanglement, which restrict the mobility of the polymer chains and lead to reduced flowability. According to Jin et al. (2012), chain scission, molecular entanglement, and crosslinking occur simultaneously during the reprocessing of LDPE. Though, as the reprocessing continues, one mechanism, particularly crosslinking, becomes more dominant, resulting in changes in the other material properties. Furthermore, they claim that the material's processability is not significantly affected for up to 40 extrusion cycles due to the simultaneous occurrence of these competing structural rearrangements, which can counterbalance each other's effects. However, it should be noted that after undergoing only ten reprocessing cycles, their material exhibited an increase in Mw accompanied by a decrease in MFR by approximately 40% and 70%, respectively, which is consistent with the findings of this article.
On the other hand, in previous studies, researchers concluded that during reprocessing, HDPE simultaneously undergoes chain scission and side-chain branching (Kealy 2009), which can eventually lead to crosslinking as the reprocessing continues (Apone et al. 2003). Nonetheless, the impact of these reactions on other material properties varied depending on the specific material grade and study setup. For instance, in the study by Apone et al. (2003) no change in the MFR was observed, but the molecular weight of the reprocessed HDPE decreased. While the findings of Oblak et al. (2015) and Kealy (2009) both showed concurrent reductions in MFR and molecular weight for their respective materials, on the other hand, the findings of Felgel-Farnholz et al. (2023) revealed that chain scission serves as a primary degradation mechanism in HDPE as well. Their research (Felgel-Farnholz et al. 2023) corroborates the notion that chain scission, in general, plays a pivotal role in the degradation of HDPE, mirroring its significance in PP. Nevertheless, in the present study only minimal changes could be observed in Mw and MFR of HDPE. This could be attributed to the correlation between the degradation kinetics in HDPE and the residual content of stabilizers present in the material (Felgel-Farnholz et al. 2023), which can inhibit the thermo-oxidative reactions of the molecular chains (Grabmayer et al. 2014).
Alterations in the molecular structure of polymers have a direct correlation with changes in the material's rheology, which in turn affects its processability, thus determining its suitability for specific applications. Therefore, these two material characteristics are commonly studied in conjunction to assess the overall behavior of the material after undergoing mechanical reprocessing. To gain a comprehensive understanding of the rheological behavior of a material, complex viscosity measurements are often necessary. Therefore, oscillatory parallel-plate rheology measurements were carried out in this study. The first parameter that can be deduced from the rheology measurements is the crossover point (CP) between the storage and the loss moduli, i.e., G? and G?? (see Eq. 1). Based on prior research studies (Gahleitner et al. 1994), changes in the position of CP are directly linked to alterations in the molecular structure of the polymeric material. Researchers interpreted the movement of the CP position on the X-axis toward lower angular frequencies as an indicator of a declining Mw, and conversely a movement in the other direction indicates an increase in Mw, whereas a decrease on the Y-axis toward lower modulus values corresponds to a broader MMD and vice versa (Gahleitner et al. 1994). Figure 3 illustrates the movement of CP position on the X- and Y-axis of the model polyolefin recyclates after the successive reprocessing cycles.

Impact of the successive reprocessing cycles on the position of the crossover point (CP) in the a PP grades, and b PE grades with indications of possible changes in MMD and Mw due to changes of the CP position
Since the measurements were carried out at 190 °C, all materials yielded a CP. Both PP grades exhibited a shift in the CP position toward higher angular frequencies as well as higher modulus values. This observation aligns with the narrowing of MMD and the observed decline in Mw due to chain scission, as evidenced by the outcomes from HT-GPC measurements. Moreover, the shift in the CP position of PP-MO was notably more significant than that of PP-TF, emphasizing its heightened susceptibility to degradation. Conversely, LDPE exhibited a shift in the opposite direction, with the CP position moving to lower frequencies and lower modulus values. This outcome further corroborates the findings from HT-GPC measurements. Interestingly, HDPE also displayed a shift toward lower frequencies coupled with a slight decrease in the modulus value of CP. Although the magnitude of this change is not as significant as in the other materials, this shift presumably implies an increase in Mw. Hence, this explains the marginal reduction in MFR of HDPE, which commenced after the third reprocessing cycle. These subtle alterations might not have been detectable via HT-GPC, possibly due to the concurrent structural rearrangements triggered at that stage of reprocessing, which maintained the molecular structure of HDPE virtually balanced. Another explanation could be the potential removal of heavier or larger molecules (i.e., crosslinked molecules) through the solution filtration in the HT-GPC measurements.
To demonstrate the correlation between the position of CP and the changes in the molecular structure of the examined polyolefin grades after the successive reprocessing cycles, ?c is plotted against the experimentally measured Mw and MFR, as depicted in Fig. 4. This approach yields structure–property relationships, revealing linear correlations between ?c and both Mw and MFR on a double-logarithmic scale. Evidently, the CP position shifts toward higher frequencies, as the reprocessing cycles advance, corresponding to the reduction in Mw for both PP grades (Fig. 4a). Conversely, when it shifts toward lower frequencies, it reflects the increase in Mw for LDPE (Fig. 4c). Furthermore, when plotting ?c against MFR, the shift along the X-axis toward higher frequencies can be associated with a rise in MFR, as observed in the PP grades (Fig. 4b), whereas the shift toward lower frequencies correlates with the reduction in MFR, as evident in the PE grades (Fig. 4d). Hence, it can be inferred that MFR serves as a reliable indicator of changes in the molecular structure of POs, especially in the case of PP homopolymers. However, here the authors have to emphasize that these conclusions were deduced by measurement with artificial and thus model recyclates. In the real world, MFR measurements for recyclates derived from post-consumer plastic waste may be biased by impurities and MFR diversity within polymer types, which in turn could lead to incorrect conclusions regarding changes in molecular structure.

Illustration of the structure–property relationship between the CP position represented by its angular frequency (?c), a Mw of the PP grades, b MFR of the PP grades, c Mw of the PE grades, and d MFR of the PE grades
Furthermore, Fig. 5 depicts the viscosity curves of the model recyclates (i.e., reprocessed materials). Generally, the extrusion grades, i.e., PP-TF and LDPE, had higher viscosity profiles than their injection molding counterparts, i.e., PP-MO and HDPE. As expected, the model recyclates of all four polyolefin materials exhibited a shear thinning behavior. This was evident as the complex viscosity values decreased with increasing the angular frequency, which corresponds to rising shear rates (Oblak et al. 2015). In the PP grades, the shear thinning effect notably declined with the progressive reprocessing (Fig. 5a, b). Consequently, the approximated ?0 at an angular frequency of 0.001 of the reprocessed PP-TF and PP-MO gradually declined, accounting for a reduction factor of 3.2 and 5.9, respectively, after undergoing six reprocessing cycles. On the contrary, the PE grades exhibited the opposite trend with the shear thinning effect becoming more prominent as the reprocessing cycles advanced, and eventually resulting in higher ?0 values (Fig. 5c, d). However, this shift in the viscosity profiles was less pronounced in the PE grades compared to the PP grades, especially in HDPE where the difference only became apparent after undergoing five reprocessing cycles.

Complex viscosity as a function of angular frequency curves obtained from parallel-plate rheometer measurements at 190 °C for a PP-TF, b PP-MO, c LDPE, and d HDPE after undergoing multiple reprocessing cycles
Figure 6 illustrates the degree of the shear thinning phenomenon in the analyzed materials over the various reprocessing cycles. The shear thinning intensity is usually described by the ratio between the complex viscosities at the extreme measured shear rates (Oblak et al. 2015), and thus in these measurements specifically at angular frequencies of 0.01 and 628 rad/s. While both PP grades exhibited a diminishing trend in the intensity of shear thinning as the reprocessing cycles progressed, the intensity in LDPE increased. In HDPE, the shear thinning intensity remained relatively steady until the fifth reprocessing cycle, where a slight increment was observed. These variations in shear thinning intensity also provide insights into the changes in the material structure, which align with the findings of previous measurements.

The intensity of the shear thinning effect represented by the ratio between the complex viscosity values (?*) at the lowest and the highest measurable shear rates (i.e., minimum and maximum angular frequencies)
In summary of the key findings from the three measurement methods, it becomes possible to link the MFRs to Mw and ?0 across the successive reprocessing cycles via a three-dimensional relationship. The resulting relationships are graphically presented in Fig. 7. In the case of the PP grades, an increase in MFR clearly corresponds to a concurrent reduction in Mw and ?0. Conversely, continuous reprocessing of LDPE results in a simultaneous increase in Mw and ?0, which translates into reduced MFR values. While the observations on the HDPE revealed a steady state of all three properties, apart from minor fluctuations. These relationships provide a fundamental understanding of how these properties are affected by thermomechanical degradation and how they mutually influence each other. Therefore, this could provide an insight that might aid in estimating the impact on a specific property (e.g., Mw) by determining the others, thereby potentially reducing the necessity for extensive testing and associated costs. Furthermore, the disparities in behavior between the PP and PE grades highlight the significance of material-specific attributes and their degradation mechanisms in response to reprocessing. Hence, understanding the changes in the molecular structure and the flow behavior of a material is crucial to assess the impact of the mechanical recycling process on polymeric materials, and thus determining their suitability for specific applications.

Radar charts displaying three-dimensional relationships between MFR, Mw, and ?0 of a PP-TF, b PP-MO, c LDPE, and d HDPE
Thermal stability and resistance to oxidation
As mentioned above, during reprocessing, thermo-oxidative degradation is also manifested in the materials due to the exposure to oxygen and other contaminants at high temperatures (Zahavich et al. 1997). To counter this type of degradation and extend the effective use life of polymers, appropriate stabilizers are typically incorporated into the materials (Oswald et al. 1965). In regard to POs, commonly employed stabilizers include Irganox 1010 and Irgafos 168, with the latter being often used as a processing stabilizer (Schweighuber et al. 2021). In a preceding study (Langwieser et al. 2022), the depletion of these essential stabilizers in the examined materials as a result of repeated reprocessing cycles was investigated using high-pressure liquid chromatography measurements. In the present study, materials were subjected to thermal analysis to evaluate the impact of reprocessing on their resistance to oxidation in relation to the residual stabilizer content. Therefore, the average dynamic OITs of the materials were determined from the DSC measurements following each reprocessing cycle. The residual stabilizer contents and the dynamic OITs are tabulated in Table 4. Additionally, a visual illustration of the impact of the successive reprocessing cycles on the dynamic OIT is depicted in Fig. 8.

Impact of the reprocessing cycles on the oxidation induction temperatures (dynamic OITs) of the a PP grades and b PE grades together with the indication of the max. reduction in dynamic OIT
Evidently, the initial cumulative stabilizer content in virgin PP-TF exceeded 0.5%, surpassing the other three grades, while the analysis of virgin LDPE yielded null results, indicating no detectible presence of the targeted stabilizers in this material. The stabilizer content in the remaining three grades constantly diminished as the reprocessing cycles advanced, reaching a tenfold reduction by the sixth cycle in all three grades. This clearly signifies the gradual depletion of the stabilizers during the successive reprocessing. Similarly, dynamic OITs of the PP grades as well as the HDPE gradually declined as the reprocessing continued. However, the reduction in dynamic OIT was more significant in the PP grades, as it dropped by 10 °C and 12 °C in PP-TF and PP-MO, respectively (Fig. 8a), while the decrease in dynamic OIT for HDPE accounted only for approximately 6 °C after six reprocessing cycles (Fig. 8b). Meanwhile the dynamic OIT of LDPE remained nearly constant throughout the whole experimental setup displaying only minimal fluctuations (Fig. 8b).
This clearly underscores the impact of the thermo-oxidative degradation resulting from reprocessing in polyolefins. As an attempt to gain a comprehensive understanding of the interrelations between the materials’ resistance to oxidation, their molecular structures, and the retained stabilizer content, an additional three-dimensional correlation can be formulated. This correlation interlinks the experimentally measured dynamic OIT, residual stabilizer contents, and Mw, as depicted in Fig. 9.

Radar charts displaying three-dimensional relationships between dynamic OIT, residual stabilizer content, and Mw of a PP-TF, b PP-MO, c LDPE, and d HDPE
Evidently, the impact of increasing the number of reprocessing cycles is discernible through distinct combinations of changes in these specific properties. In both PP grades, a concurrent reduction in all three properties, i.e., dynamic OIT; stabilizer content; and Mw, can be observed, as evidenced in Fig. 9a, b. Hence, it can be deduced that for PP, dynamic OIT corresponds to both resistance to oxidation and the degradation of the polymer molecules. On the other hand, the PE grades revealed two distinct patterns. While Mw of LDPE increases with increasing the number of reprocessing cycles, its dynamic OIT and residual stabilizer content remain constant throughout all cycles (Fig. 9c). Conversely, in HDPE, both dynamic OIT and the residual stabilizer content experience simultaneous reductions, while Mw remains virtually unchanged (Fig. 9d). Therefore, it can be inferred that the decline in OIT for the PE grades is not contingent upon changes in the molecular structure of the materials, and it can rather be attributed primarily to the depletion of stabilizers.
Analysis of contaminants and defects
Evaluation of volatile organic compounds
The analysis of VOCs is becoming more popular in the field of plastics recycling due to the residual odors in the recyclates, which could hinder their suitability for specific applications (Zeng et al. 2023). Those aromas commonly emerge from processing residues during the pretreatment steps in the recycling process (Fuller et al. 2020) and the past product-use phase of the post-consumer plastics (Zeng et al. 2023). Additionally, the degradation products of polymeric materials also serve as a source of contamination (Nerin et al. 2013). For instance, recycled HDPE may exhibit discernible odors (Strangl et al. 2018) due to the intensive release of byproducts from polymer degradation in the recycling process (Pajaro-Castro et al. 2014). Several research studies focused on the characterization and identification of the VOCs present in recycled polyolefins. However, in this study, the analysis aimed to semi-quantitatively detect the increase in VOCs, particularly those arising from the degradation products in the melt processes, given that the current study employed only model recyclates and excluded the product-use phase from the simulated reprocessing cycle.
Figure 10 graphically presents the outcomes of the VOC analysis. As previously mentioned, due to the complexity and the time-consuming nature of the test method, only reprocessing cycles × 1, × 3, and × 6 were subjected to testing. Overall, the data indicate that the PE grades recorded higher VOC contents at low reprocessing cycle counts compared to those in the PP grades. Upon examination, a consistent increase in the VOC content can be observed in both PP grades (Fig. 10a). While the VOC of PP-TF increased by 60% over the course of six reprocessing cycles, the VOC content of PP-MO displayed a more significant surge accounting for approximately 85%. This phenomenon can be ascribed to the generation of byproducts resulting from the polymer's degradation during processing (Nerin et al. 2013), such as alkanes and alkenes (Fuller et al. 2020), as well as the additives (i.e., the stabilizers) (Zeng et al. 2023). This was substantiated through a qualitative examination of the mass-spectrometric data. Furthermore, the formation of shorter chains caused by chain scission following the consecutive reprocessing cycles enhanced the chain mobility, thereby facilitating the movement and the release of these impurities from the polymer matrix (San Luis et al. 2019).

VOC content in the model recyclates after selected reprocessing cycles (i.e., × 1, × 3, and × 6) in the a PP grades and b PE grades
Conversely, no significant changes were observed in the VOC content of LDPE, apart from a minor decline after undergoing six reprocessing cycles, which can be neglected (Fig. 10b). This stability can be attributed to the inherent characteristics of the virgin material, such as initial low VOC levels, high degree of branching, and of course the absence of stabilizer. On the other hand, a gradual reduction in VOC content was observed in HDPE exceeding 30% after six reprocessing cycles (Fig. 10b). This decrease can be associated to the increased degree of branching and crosslinking within the material, which ultimately results in reduced molecular mobility. Consequently, the movement of these compounds through the polymer matrix is constrained, (San Luis et al. 2019), which may have contributed to the observed reduction in the VOC content.
Optical evaluation of defects
Figure 11 depicts the outcomes of the optical analysis of cast films in transmission mode from the OCS illustrating the effect of the successive reprocessing cycles on the defects found in the materials. Typically, defects are categorized according to user-defined criteria as either black specks (i.e., black particles) or gel points. However, to simplify the evaluation process in this study, only the total number of defects was taken into consideration. Across all four materials, a consistent pattern can be observed where the total number of defects steadily rises with increasing the number of reprocessing cycles. Regardless of the polymer type, this trend is particularly more pronounced in the injection molding grades. This is evident in the substantial increase by two orders of magnitude after the six reprocessing cycles. The most notable increase occurred in HDPE, where the number of defects increased by a factor of 120 after six reprocessing cycles, followed by an increase of approximately a factor of 55 in PP-MO. In contrast, the extrusion grades experienced an increase by only one order of magnitude after the same number of reprocessing cycles, resulting in an increase by a factor of 20 and a factor of 7 in PP-TF and LDPE, respectively. Additionally, it is noteworthy that the identical trend persisted across all four materials, regardless of the two different take-off roll speeds, indicating that the number of defects remained unaffected by this variable. These findings validate the notion of the byproducts generated during the successive reprocessing due to the degradation of the materials, including black specks resulting from oxidized polymer molecules and additives (e.g., stabilizers) (van Haste 2007), as well as gel points formed due to the crosslinking of the polymer molecules (Rauwendaal 2004).

Influence of the reprocessing cycles on the number of defects observed in cast films of the model recyclates
Conclusions
The findings of this research work provide insights into the degradation mechanisms that occur in polyolefin materials during a closed-loop mechanical recycling process. The primary aim was to gain a holistic understanding of how degradation induced by the recycling process, particularly the melt processing steps, affects material properties. Moreover, the study also aimed to shed light on the interrelation within the material property profile by establishing correlations between the distinct properties. To achieve this, a reprocessing cycle was designed, consisting of extrusion, pelletizing, injection molding, and milling steps. The reprocessing cycle was iteratively applied six times on four different polyolefins, including two polypropylene (PP) grades and two polyethylene (PE) grades. To streamline the assessment and prevent the introduction of external contaminants, the product-use phase was excluded from the study. The effects of this simulated recycling process on the materials were evaluated through an array of analytical techniques. These analyses covered molecular structure, rheological behavior, thermal stability and resistance to oxidation, and the contamination level within the polymer bulk and on the surface.
The results revealed considerable discrepancies between the influences on properties of the PP grades compared to those that were observed in the PE grades. A gradual reduction in the average molecular weights (Mw) was observed in both PP grades, accompanied by a narrowing molar mass distribution (MMD), over the six reprocessing cycles. Conversely, low-density polyethylene (LDPE) exhibited the opposite trend with Mw increasing and MMD broadening as the reprocessing cycles continued. However, no substantial change in this regard was detected in the high-density polyethylene (HDPE), at least according to the data obtained from the HT-GPC measurements. These changes in the molecular structure of the materials are consistent with the findings of previous research studies attributing the reduction in the Mw with the narrowing of MMD in PP to polymer chain scission (Canevarolo 2000; Da Costa et al. 2007), whereas the increase in Mw along with a broader MMD in LDPE was associated to chain entanglement and crosslinking (Jin et al. 2012).
This pattern was further elucidated by the melt mass flow rate (MFR) data, which displayed a significant increase in the PP grades and a decrease, though less pronounced, in the PE grades. Consequently, the viscosity profiles of the analyzed materials were also altered due to the successive reprocessing cycles. As the number of cycles advanced, this was manifested through a decrease in the viscosity curve for the PP grades and an increase in the PE grade leading to a respective decrease or increase in the zero-shear viscosity (?0) values. Accordingly, a robust three-dimensional correlation was established between Mw, MFR, and ?0. This correlation emphasized the effectiveness of MFR as an easy, yet reliable, method to qualitatively indicate the molecular structure and the flowability behavior of POs, specifically PP homopolymers.
Furthermore, the study also unveiled a progressive decline in the oxidation induction temperature (dynamic OIT) over the course of the reprocessing cycles accompanied by stabilizer depletion for all materials, except for LDPE, which seemed to lack initial stabilization. This observation resulted in establishing another three-dimensional correlation linking dynamic OIT, the stabilizer content, and Mw. This correlation accentuates the polymer-dependent interpretation of the dynamic OIT. In case of PP, a reduction in dynamic OIT corresponded to simultaneous reductions in both Mw and the stabilizer content, whereas a decrease in dynamic OIT in the PE grades only corresponded to the stabilizer depletion.
Regarding the contamination levels following the successive reprocessing, a noticeable elevation in the volatile organic compound (VOC) levels was observed in the PP grades. In contrast, HDPE exhibited a decline in the VOCs, while no significant change could be observed in LDPE. This variation can be attributed to the changes in the mobility of the molecular chains, which in turn influences the movement and release of VOCs through the polymer matrix. Lastly, the visual manifestation of degradation was apparent across all four materials via outcomes of the surface analysis, which revealed a steady increase in the number of defects (i.e., black specks and gels) as the reprocessing cycles continued.
Data availability
The data that supports the findings of this study is available upon reasonable request.
References
Al-Salem SM, Lettieri P, Baeyens J (2009) Recycling and recovery routes of plastic solid waste (PSW): a review. Waste Manag 29:2625–2643. https://doi.org/10.1016/j.wasman.2009.06.004
Andrady AL, Neal MA (2009) Applications and societal benefits of plastics. Philos Trans R Soc Lond B Biol Sci 364:1977–1984. https://doi.org/10.1098/rstb.2008.0304
Apone S, Bongiovanni R, Braglia M et al (2003) Effects of thermomechanical treatments on HDPE used for TLC ducts. Polym Test 22:275–280. https://doi.org/10.1016/S0142-9418(02)00099-5
Aurrekoetxea J, Sarrionandia MA, Urrutibeascoa I et al (2001) Effects of recycling on the microstructure and the mechanical properties of isotactic polypropylene. J Mater Sci 36:2607–2613. https://doi.org/10.1023/A:1017983907260
Cabernard L, Pfister S, Oberschelp C et al (2022) Growing environmental footprint of plastics driven by coal combustion. Nat Sustain 5:139–148. https://doi.org/10.1038/s41893-021-00807-2
Canevarolo SV (2000) Chain scission distribution function for polypropylene degradation during multiple extrusions. Polym Degrad Stab 70:71–76. https://doi.org/10.1016/S0141-3910(00)00090-2
European Commission (2018) A european strategy for plastics in a circular economy. https://eur-lex.europa.eu/legal-content/EN/TXT/?qid=1516265440535&uri=COM:2018:28:FIN. Accessed 17 Aug 2022
European Commission (2020) A new circular economy action plan for a cleaner and more competitive Europe
Cornier-Ríos H, Sundaram PA, Celorie JT (2007) Effect of recycling on material properties of glass-filled polyethylene terephthalate. J Polym Environ 15:51–56. https://doi.org/10.1007/s10924-006-0045-0
Da Costa HM, Ramos VD, de Oliveira MG (2007) Degradation of polypropylene (PP) during multiple extrusions: thermal analysis, mechanical properties and analysis of variance. Polym Test 26:676–684. https://doi.org/10.1016/j.polymertesting.2007.04.003
Dahlbo H, Poliakova V, Mylläri V et al (2018) Recycling potential of post-consumer plastic packaging waste in Finland. Waste Manag 71:52–61. https://doi.org/10.1016/j.wasman.2017.10.033
de San Luis A, Santini CC, Chalamet Y et al (2019) Removal of volatile organic compounds from bulk and emulsion polymers: a comprehensive survey of the existing techniques. Ind Eng Chem Res 58:11601–11623. https://doi.org/10.1021/acs.iecr.9b00968
Plastics Europe (2020) The circular economy for plastics—a European overview. https://plasticseurope.org/knowledge-hub/the-circular-economy-for-plastics-a-european-overview-2/. Accessed 12 Aug 2021
Plastics Europe (2022) Plastics—the Facts 2022. https://plasticseurope.org/knowledge-hub/plastics-the-facts-2022/. Accessed 20 Jan 2023
Felgel-Farnholz A, Schweighuber A, Klampfl C, Fischer J (2023) Comparative study on the degradation of HDPE. LLDPE LDPE during Multiple Extrus. https://doi.org/10.1016/j.polymdegradstab.2023.110486
Fuller J, White D, Yi H et al (2020) Analysis of volatile compounds causing undesirable odors in a polypropylene—high-density polyethylene recycled plastic resin with solid-phase microextraction. Chemosphere 260:127589. https://doi.org/10.1016/j.chemosphere.2020.127589
Gahleitner M, Bernreitner K, Neißl W (1994) Correlations between rheological and mechanical properties of mineral filled polypropylene compounds. J Appl Polym Sci 53:283–289. https://doi.org/10.1002/app.1994.070530304
Gahleitner M, Paulik C (2017) Polypropylene and other polyolefins. Brydson's Plastics Materials. Elsevier, 2017; pp 279–309, ISBN 9780323358248
Geyer R, Jambeck JR, Law KL (2017) Production, use, and fate of all plastics ever made. Sci Adv 3:e1700782. https://doi.org/10.1126/sciadv.1700782
Grabmayer K, Wallner GM, Beißmann S et al (2014) Characterization of the aging behavior of polyethylene by photoluminescence spectroscopy. Polym Degrad Stab 107:28–36. https://doi.org/10.1016/j.polymdegradstab.2014.04.030
Hahladakis JN, Iacovidou E (2018) Closing the loop on plastic packaging materials: What is quality and how does it affect their circularity? Sci Total Environ 630:1394–1400. https://doi.org/10.1016/j.scitotenv.2018.02.330
Frank Van Haste (2007) Stop black specks: black specks in film or sheet–especially in light-colored or clear plastics–lead to scrap, unscheduled shutdowns, and dissatisfied customers. https://www.ptonline.com/articles/stop-black-specks. Accessed 17 Aug 2023
Hinsken H, Moss S, Pauquet J-R et al (1991) Degradation of polyolefins during melt processing. Polym Degrad Stab 34:279–293. https://doi.org/10.1016/0141-3910(91)90123-9
Hopewell J, Dvorak R, Kosior E (2009) Plastics recycling: challenges and opportunities. Philos Trans R Soc Lond B Biol Sci 364:2115–2126. https://doi.org/10.1098/rstb.2008.0311
Huysveld S, Ragaert K, Demets R et al (2022) Technical and market substitutability of recycled materials: calculating the environmental benefits of mechanical and chemical recycling of plastic packaging waste. Waste Manag 152:69–79. https://doi.org/10.1016/j.wasman.2022.08.006
Jin H, Gonzalez-Gutierrez J, Oblak P et al (2012) The effect of extensive mechanical recycling on the properties of low density polyethylene. Polym Degrad Stab 97:2262–2272. https://doi.org/10.1016/j.polymdegradstab.2012.07.039
Kealy T (2009) Rheological analysis of the degradation of HDPE during consecutive processing steps and for different processing conditions. J Appl Polym Sci 112:639–648. https://doi.org/10.1002/app.29418
Khonakdar HA, Morshedian J, Wagenknecht U et al (2003) An investigation of chemical crosslinking effect on properties of high-density polyethylene. Polymer 44:4301–4309. https://doi.org/10.1016/S0032-3861(03)00363-X
Langwieser J, Schweighuber A, Felgel-Farnholz A et al (2022) Determination of the influence of multiple closed recycling loops on the property profile of different polyolefins. Polym Basel. https://doi.org/10.3390/polym14122429
Liang X, Luo Z, Yang Le et al (2018) Rheological properties and crystallization behaviors of long chain branched polyethylene prepared by melt branching reaction. J Polym Eng 38:7–17. https://doi.org/10.1515/polyeng-2016-0221
Milios L (2018) Advancing to a Circular Economy: three essential ingredients for a comprehensive policy mix. Sustain Sci 13:861–878. https://doi.org/10.1007/s11625-017-0502-9
Nerin C, Alfaro P, Aznar M et al (2013) The challenge of identifying non-intentionally added substances from food packaging materials: a review. Anal Chim Acta 775:14–24. https://doi.org/10.1016/j.aca.2013.02.028
Oblak P, Gonzalez-Gutierrez J, Zupancic B et al (2015) Processability and mechanical properties of extensively recycled high density polyethylene. Polym Degrad Stab 114:133–145. https://doi.org/10.1016/j.polymdegradstab.2015.01.012
Oswald HJ, Turi E (1965) The deterioration of polypropylene by oxidative degradation. Polym Eng Sci 5:152–158. https://doi.org/10.1002/pen.760050312
Pajaro-Castro N, Caballero-Gallardo K, Olivero-Verbel J (2014) Identification of volatile organic compounds (VOCs) in plastic products using gas chromatography and mass spectrometry (GC/MS). Rev Ambiente Água. https://doi.org/10.4136/ambi-agua.1435
Parmar HB, Gupta RK, Bhattacharya SN (2009) Rheological and molecular properties of organic peroxide induced long chain branching of recycled and virgin high density polyethylene resin. Polym Eng Sci 49:1806–1813. https://doi.org/10.1002/pen.21401
Chris Rauwendaal (2004) Solving gels in thin film, tubing extrusion: gels are a common quality problem in thin film and tubing extrusion. To solve them, learn from where they came. https://www.ptonline.com/articles/whats-causing-your-gels. Accessed 17 Aug 2023
Santos A, Agnelli J, Trevisan D et al (2002) Degradation and stabilization of polyolefins from municipal plastic waste during multiple extrusions under different reprocessing conditions. Polym Degrad Stab 77:441–447. https://doi.org/10.1016/S0141-3910(02)00101-5
Schweighuber A, Felgel-Farnholz A, Bögl T et al (2021) Investigations on the influence of multiple extrusion on the degradation of polyolefins. Polym Degrad Stab 192:109689. https://doi.org/10.1016/j.polymdegradstab.2021.109689
Strangl M, Schlummer M, Maeurer A et al (2018) Comparison of the odorant composition of post-consumer high-density polyethylene waste with corresponding recycled and virgin pellets by combined instrumental and sensory analysis. J Clean Prod 181:599–607. https://doi.org/10.1016/j.jclepro.2018.01.137
Thompson RC, Swan SH, Moore CJ et al (2009) Our plastic age. Philos Trans R Soc Lond B Biol Sci 364:1973–1976. https://doi.org/10.1098/rstb.2009.0054
van Eygen E, Laner D, Fellner J (2018) Circular economy of plastic packaging: current practice and perspectives in Austria. Waste Manag 72:55–64. https://doi.org/10.1016/j.wasman.2017.11.040
Vilaplana F, Karlsson S (2008) Quality concepts for the improved use of recycled polymeric materials: a review. Macromol Mater Eng 293(4):274–297
Whitfield R, Truong NP, Anastasaki A (2021) Precise control of both dispersity and molecular weight distribution shape by polymer blending. Angew Chem Int Ed Engl 60:19383–19388. https://doi.org/10.1002/anie.202106729
Yin S, Tuladhar R, Shi F et al (2015) Mechanical reprocessing of polyolefin waste: a review. Polym Eng Sci 55:2899–2909. https://doi.org/10.1002/pen.24182
Zahavich ATP, Latto B, Takacs E et al (1997) The effect of multiple extrusion passes during recycling of high density polyethylene. Adv Polym Technol 16:11–24. https://doi.org/10.1002/(SICI)1098-2329(199721)16:1%3c11:AID-ADV2%3e3.0.CO;2-M
Zeng S-F, Zeng Y, Guo P et al (2023) Characterization of odors and volatile organic compounds changes to recycled high-density polyethylene through mechanical recycling. Polym Degrad Stab 208:110263. https://doi.org/10.1016/j.polymdegradstab.2023.110263
Zhou W, Zhu S (1998) ESR study of peroxide-induced cross-linking of high density polyethylene. Macromolecules 31:4335–4341. https://doi.org/10.1021/ma970973s
Acknowledgements
This work was supported by the facilities at Johannes Kepler University Linz (Linz, Austria) and this article is funded by the Johannes Kepler Open Access Publishing Fund.
Funding
Open access funding provided by Johannes Kepler University Linz. The authors acknowledge financial support through the COMET Centre CHASE, funded within the COMET—Competence Centers for Excellent Technologies program by the BMK, the BMDW and the Federal Provinces of Upper Austria and Vienna (funding number 868615). The COMET program is managed by the Austrian Research Promotion Agency (FFG).
Author information
Authors and Affiliations
Contributions
MHA contributed to the conceptualization, methodology, software, validation, formal analysis, investigation, data curation, visualization, writing—original draft preparation,and project administration; JF was involved in the conceptualization, methodology, resources, fund acquisition, supervision, project administration, and writing—review and editing; JL, SZ, and AFF assisted in the investigation.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Akhras, M.H., Langwieser, J., Czaker, S. et al. Cascadic degradation of selected polyolefin grades in a simulated closed-loop recycling process. Clean Techn Environ Policy (2024). https://doi.org/10.1007/s10098-024-02818-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10098-024-02818-x