
Abstract
The article presents innovative technology which integrates a metallurgical pusher-type furnace with a waste heat recovery system that consisted of a reactor for torrefaction and pyrolysis of waste biomass. The technology is designed for utilizing both liquefied and gaseous by-products (torgas, pyrolysis gas and condensate denoted as TPC) obtained from torrefaction and pyrolysis of waste biomass. TPC is considered to be applied as an additional fuel for a metallurgical furnace as an example of effective energy management in metallurgical industry. In detail, the technology contains waste heat recovery unit installed on the furnace smoke stack as the heat source for the pyrolysis/torrefaction reactor. The analysis was carried out for a pusher furnace, fed optionally with either natural gas or coke gas. Share of this gaseous/liquid TPC fuel from waste in the total fuel mixture fed to the furnace was varied from 5 to 15% by volume. Practical usefulness of TPC fuel was tested on a specially constructed test stand. Financial analysis in energy consumption and economy of using the obtained TPC fuel for co-combustion with coke gas in the metallurgical pusher furnace was carried out on the basis of data from a steel sheet roller combined with the pusher furnace located in one of large steel works. It was shown that the use of this TPC fuel derived from thermal treatment of waste biomass and other organic substances can be considered an effective method of reducing production costs in the analyzed steel company and can lead to increase in the attractiveness of their products and thus strengthen their competitiveness on the global market.
Graphic abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The noticeable climate changes force intensive efforts to reduce the effect of global warming, which in the first place translates into the development of modern, energy-saving technologies and stimulating the implementation of renewable energy sources and reduction of fossil fuel consumption (Raybould et al. 2020). Intensive development is observed in the field of renewable energies including solar, wind, tidal energy, fuel cells, biomass energy and waste heat (Lukáč et al. 2019). The development of these energy sources provides more efficient methods of both generating energy and reducing production costs as well as reduces or even completely eliminates the need for fossil fuels, which contribute to global warming (Rinaldi et al. 2020). Waste heat generated in almost every production processes deserves special attention. This heat can be reused for heating purposes or generating electricity. These and several other applications of waste heat recovery (WHR) are becoming common in industrial enterprises all over the world, also including metallurgical industry (Mellin et al. 2014; Proskurina et al. 2017). There are still obstacles, however, to the development of waste heat recovery technologies. One of them is difficulty in transporting heat over long distances, which limits the places where this heat can be used. Hence, heat consumers have to be located near the heat sources; otherwise, it is economically unjustified. Moreover, the subsidies for the recovery of waste heat are relatively small compared to the subsidies for new and renewable energy sources as well as the tax exemptions for companies implementing solar or wind energy.
Innovative strategies and technologies
There is probably enough evidence to state that the metallurgical industry is one of the most heat- and power-consuming branches of modern heavy industry, even though a number of innovative solutions have been introduced there. Apart from high pollutant emissions, the steel industry is also characterized by high energy consumption as discussed by Sun et al. (2020) and Zhang (2019). Taking into account the fact that effort on improving energy efficiency is one of the priorities of the EU energy policy, a number of countries have declared to implement measures concentrated on energy savings as their national targets in this field. The potential for improving energy efficiency can be found in the entire EU and global economy, but significant benefits are seen in the improvement in energy-consuming processes in steel production technologies.
The metallurgical steel industry, due to its economic potential and importance for the economy, is classified as a strategic industry branch in several highly developed countries. Steel products are among the basic materials used by most sectors of global and local economy. In order to meet high economic and ecological requirements, the steel industry is forced to modernize production processes. It is particularly important to search for new methods of reducing pollutant emissions and CO2 from all processes in the technological chains; this mainly applies to steel works with a complete production cycle (Jerzak et al. 2014). The technologies currently used for steel production, despite plenty of ecologically focused investments, still have a negative impact on the natural environment, in particular regarding CO2 emissions and energy consumption. Therefore, new solutions have been sought, including innovative future technologies developed under international programs for reducing CO2 emissions (Zajemska and Poskart 2013). Noteworthy are optimization activities implemented in several steel works, which resulted in reduction not only in fuel consumption, but also in emissions as observed by Habashi (2011) and Lukáč et al. (2019). An example of such solutions implemented into practice is the use of low-emission burners and the use of the so-called producer gases, especially those rich in hydrogen (Kremer et al. 2001; Lee and Jou 2011; Li et al. 2011; Kirschen et al. 2005) combined with appropriate control of parameters for combustion process. (In particular, the equivalence ratio and temperature of input air are the most important.)
It must be stressed that promising technologies for energy savings and reduction in CO2 emission relate to waste heat recovery systems for flue gases and slag in steel processing (Zhang et al. 2013). Li (2017) conducted theoretical analysis on the waste heat recovery system with various methods to recover heat from molten slag. He concluded that exergy efficiency of recovery this heat in the form of a superheated steam is 34.2%. Furthermore, he confirmed that combined multidisciplinary methods are more effective in heat recovery than single physical methods. Liu et al. (2014) proposed a gravity bed waste heat boiler with steam generation for recovering waste heat from high-temperature metallurgical slag particles. Summary of various heat recovery technologies and their usability can be found in article by Jouhara et al. (2018). He and his team conducted research focusing on the operation and performance of commonly used devices for waste heat recovery such as recuperators, various regenerators, air preheaters, regenerative and recuperative burners, plate heat exchangers, economizers and waste heat boilers. They analyzed several systems based on direct and indirect contact condensation recovery, transport membrane condensation, heat pumps, heat recovery steam generators (HRSGs), heat pipe systems, organic Rankine cycles (ORC) and the Kalina cycle. Furthermore, they also investigated effectiveness of new emerging technologies for direct heat to power conversion such as thermoelectric, piezoelectric, thermionic and thermo-photo-voltaic power generation techniques. Finally, they came to conclusion that several specific cases should be analyzed individually without any key decisive indicators on favorable techniques and methods. They stated that improvements in energy efficiency by utilizing waste heat recovery in industrial processes are achievable based on different approaches and with the use of different state-of-the-art technologies.
There is no doubt that potential in energy savings is large and can be used with the involvement of relatively small resources in the scale of the entire undertaking. Among several mechanisms to increase energy efficiency, the mandatory energy monitoring and management system for the steel industry is proposed to be implemented as soon as possible as stated by Cheng et al. (2020), He and Wang (2017), Conejo et al. (2020). Opportunity to improve energy efficiency, aimed at reducing fuel consumption, is the use of the potential of post-processed gases, such as coke gas and gases from thermal waste processing (Jerzak et al. 2014). Particularly, noteworthy are by-products from biomass torrefaction/pyrolysis processing. These by-products are both gases and hydrocarbon-based vapors that condense to their liquid state when cooling them to ambient temperature. They are a mixture of torgas from torrefaction, pyrogas from pyrolysis process and a condensate denoted all as TPC fuel in this article. As a feedstock attractive from the environmental point of view, the raw material consisting of organic substances, including municipal organic waste, was used. Szwaja et al. (2019a) draw out attention to the TPC fuel, which, currently, is not effectively managed on industrial scale, unfortunately. In this case, significant energy savings can be achieved through skillful management in an energy system, which integrates other well-known technologies as follows: steel production line and torrefaction/pyrolysis technology for renewable fuel production from biomass as well as from other organic harmful waste including plastics.
Products from thermal processing of biomass
Both torgas and pyrolysis gas, hydrocarbon vapors and char are products from the thermal treatment of organic substance in inert atmosphere at temperature range from 200 to 450 °C and residence time from 1 to 30 min. This treatment leads to evaporation, depolymerization and carbonization of the organic matter in the raw feedstock. Char is a solid product that is almost homogeneous with black color and rich of carbon. Gases/vapors from torrefaction/pyrolysis consist of condensing and non-condensing (gaseous) fractions (Bach and Skreiberg 2016). Condensed vapors are mainly water, organic substances and lipids, while the non-condensable fraction consists mainly of carbon dioxide, carbon monoxide and slight concentrations of hydrogen and methane (Michel and McCormick 2015; Sahoo et al. 2019). Typically, approximately 70% of the initial biomass weight is retained as a solid product and 30% of the weight is converted to gases and condensates as follows (Bach and Skreiberg 2016; Michel et al. 2015; Sahoo et al. 2019):
-
Solids: monosaccharides, polysaccharides, new polymers, carbon, mineral content (ash),
-
Liquids: water, sugars, acids, alcohols, polyols, furans, ketones, toluene, benzene, lipids, terpenes, phenols, waxes, tannin,
-
Gases: hydrogen, carbon monoxide, carbon dioxide, methane, higher light hydrocarbons.
Regarding gases efficiency, their yield can reach even more than 30% biomass feedstock and it depends on both the properties of raw biomass and the conditions of the process, in particular the temperature and pyrolysis time (Chen et al. 2015; Ren et al. 2013). Chen et al. (2015) observed higher yield of biochar in comparison with condensates at temperature over 230 °C. With an increase in torrefaction temperature from 220 to 280 °C, the non-condensable gas yield changed insignificantly, but biochar increased, whereas condensed substance (bio-oil) decreased by approximately 20%. As indicated by the study of the pyrolysis of sawdust pellets carried out by Ren et al. (2013), the share of combustible pyrolysis products may be significant. For the residence time of 15 min and the pyrolysis temperature of 270 °C, the share of CO was 42% and H2—20.5%, while the CH4 share was approximately of 25% at processing temperature of 310 °C.
Summary
At this point, it is important to draw a conclusion that there is not detailed information in the available literature on the system described in this article. This is an innovative energetic system that integrates two well-known technologies:
-
Torrefaction/pyrolysis of organic wastes,
-
Waste heat recovery from flue gases of the metallurgical pusher furnace.
The main objectives of the research works are the following:
-
1.
Increase thermal efficiency of the pusher furnace, which contributes to higher energy savings, and improve financial condition of a company,
-
2.
Provides opportunities for utilizing waste organics, especially municipal organic waste.
Novelty in the technology presented in the article is innovation that uses waste heat from a metallurgical pusher furnace to produce fuel that will supply the furnace and, in this case, will decrease energy consumption and contribute to CO2 emission reduction. The technology uses the process of torrefaction and pyrolysis of energy crops and municipal organic waste (including plastics). Additional benefit from this technology is production of biochar.
Research methodology and test setup
The technology described in this article integrates waste heat recovery system installed on the pusher furnace smokestack with burners that heat steel sheets to temperature of 1300 °C. The main parts of this system are the following:
-
A torrefaction/pyrolysis reactor that produces biochar and by-products (pyrolysis gas and pyrolysis oil),
-
Furnace burners for combusting these by-products.
On the basis of border conditions, the process temperature inside the reactor varied in the range from 200 to nearly 400 °C; hence, both torrefaction and pyrolysis phenomena took place. As it was difficult to separately identify and describe each phenomenon, the parameters characterizing the process were temperature in the inlet and outlet of the reactor and the feedstock residence time in the reactor. Hence, the border conditions for the reactor were the following:
-
Feedstock temperature at the inlet: 21 ± 1 °C,
-
Gas temperature at the outlet: 375 ± 10 °C,
-
Feedstock residence time in the reactor: 480 ± 20 s,
-
Feedstock composition: waste biomass, optionally municipal organic waste with maximum 10% plastics waste (polypropylene, polyethylene), moisture content below 6%.
From technical point of view, the technologies for the torrefaction/pyrolysis and the devices are well known as well as principles of their operation. Hence, the main objective of the investigation was to present impact on financial savings obtained from implementing the technology into practice.
To achieve the main objective, two research tasks were conducted as follows:
-
tests on the torrefaction/pyrolysis reactor to characterize the TPC fuel,
-
feasibility study aided with experimental data from the real steel sheet rolling line with the pusher furnace.
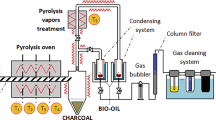
The research methodology was based on the results from experimental studies on the torrefaction/pyrolysis of Virginia Mallow (Sida hermaphrodita) energy crops and organic municipal waste that contained plastics at percentage below 10% by weight. Based on the experimental results, the calorific value of the pyrolysis gas was calculated and then a feasibility study was carried out for the heating system of the metallurgical pusher furnace in order to improve its operating economy. For this purpose, the test stand shown in Fig. 1 was constructed. The torrefaction/pyrolysis reactor was built as a screw-type reactor, which was heated by waste heat of flue gases from the abovementioned furnace.

Test bed diagram
The chemical analysis was performed for the following:
-
The raw feedstock—including dried shredded pieces of Virginia Mallow mixed with waste biomass collected by municipal cleaning services (leaves, straw, wood chips from parks, individual gardens, households, etc.),
-
Torgas, pyrolysis gas and coke gas.
An analysis of vapors condensed to liquids from raw hot torgas and pyrolysis gas was partially performed.
Table 1 presents results from chemical analysis of the feedstock filling the reactor. It consisted of the Virginia Mallow and waste biomass collected by municipal cleaning service.
The detailed composition of the gas was determined from tests realized on the stand presented in Fig. 1. Detailed analysis was presented in the work by Rajca et al. (2020), while tests on TPC fuel combustion and flame investigation were carried out on the test stand shown in Fig. 2. In case of flame instabilities, propane–butane gas was used to enrich the combustible mixture and stabilize the flame from torgas/pyrogas combustion.

a Test bed for TPC fuel combustion, b view at the diffusion flame through the technical viewing window. 1—Exhaust outlet, 2—flue gas measuring socket, 3—exhaust gas pipeline, 4—technical viewing window, 5—combustion chamber, 6—burner nozzle Ø18 mm, 7—mixing chamber, 8—gas connector, 9—air control valve, 10—gas control valve, 11—propane-butane gas control valve, 12—condensate drain valve
Gases and vapors (TPC) coming out of the pyrolysis reactor presented in the work (Szwaja et al. 2019b) through the nozzle (6) were delivered through the control valve (10) to the mixing chamber (7), where the air was delivered through the valve (9). Fuel–air mixture after flowing out the nozzle (6) was burnt in the combustion chamber (5). The flue gases through the pipeline (3) were thrown out to the ambient air. The flue gases measurement was performed with the aid of the MRU VarioPlus flue gas analyzer. In case of stabilizing combustion process, a propane–butane gas valve was included (11). Elemental analysis CHN of the samples was made with the aid of a LECO CHN628 analyzer. Higher heating value was determined with the aid of a LECO AC500 calorimeter. GC + MS Agilent in split mode was used to determine several specific compounds.
Gas flowrate (range 500 to 10,000 Nm3/h) to the pusher furnace was measured indirectly by measuring pressure drop on an orifice. The Rosemount 3051 was used for measuring overpressure, and the Aplisens PC-28 pressure meter was used for absolute pressure. All measurements featured with accuracies below 1.5%.
Results
The following results were obtained from the investigation as follows: earlier depicted chemical analysis of biomass feedstock (Table 1), chemical analysis of gaseous fraction (Table 2) and coke gas analysis (Table 5). To clarify it, Table 2 presents non-condensable matter, which was named here as torgas/pyrogas.
As given in Table 2 and Fig. 3, the amounts of combustible compounds, in particular CO and CH4, increase with increasing process temperature. The highest calorific value (denoted as LHV—lower heating value) of 7.63 MJ/Nm3 of the gas was obtained during pyrolysis process carried out at temperature of 400 °C.

a Torgas/pyrogas content, b torgas/pyrogas heating value
Gain analysis of TPC fuel usage for large-scale heating units
The feasibility study and economic analysis were carried out for a metallurgical pusher furnace adapted to combustion of coke gas. This furnace is a typical construction for thick steel plate rollers in steel works. Conception of the heat and fuel distribution system is shown in Fig. 4.

Fuel and heat management in the proposed system
The steel production capacity of the pusher furnace taken for the analysis was 80 Mg/h. The installed power of this furnace was 72.3 MW. The furnace heats up steel plates, and then, place them into a roller machine for pressing and thinning into steel sheets. Figure 5 shows cross section of the analyzed pusher furnace and locations of burners in the furnace, whereas Table 3 shows the distribution of power in the furnace along its thermal zones. As depicted in Fig. 5, there are three main heating zones in the pusher furnace as follows: preheating zone (to preheat the input material that are thick steel plates), upper and lower heating zones (to heat the steel plates from top and bottom) and compensating zone (to stabilize thermal stresses while the plates go to the roller to produce sheets from them).

Cross section of the pusher furnace and burners locations with their heating power in kW along furnace length
The calculations presented in Table 4 were done on the basis of the furnace capacities, for which the heat demand was calculated taking into account the specific heat consumption.
Assumptions to calculations
The chemical composition of the gas obtained at various process temperature conditions presented in Table 2 was adopted for the calculations. Furthermore, the composition of coke oven gas presented in Table 5 was also used for the calculations. The assumptions in the following were taken into calculations:
-
Continuous work of the furnace without any stops or break due to failure,
-
First-order Newtonian interpolation method was used for predicting both energy savings and additional financial benefits for various steel material production in the range from 20 to 60 Mg/h,
-
The price of coke gas taken for calculations was approximately 81 EUR/1000 Nm3.
For safety reasons, the burners installed in the furnace and the measurement systems for the coke gas did not allow for a deviation greater than ± 10% from the calorific value LHV of 17.69 MJ/Nm3.
No assumptions were taken to simplify calculations of final results from tests on the reactor.
Table 6 shows the savings due to the use of TPC fuel obtained from thermal processing of Virginia Mallow mixed with waste biomass collected from municipal cleaning of city parks at three different temperatures.
Short summary of the data from Table 6 is presented in Fig. 6. As seen, the financial savings for the best scenario can exceed 6,000 EUR monthly at steel sheets production output rate of 20 Mg/h. In case the furnace works at its nominal power and generates output of 80 Mg/h, then the financial savings can be around 22,000 EUR per month. Hence, the savings can significantly contribute to overall financial balance for the steel rolling technology in a company.

Monthly financial savings in EUR for two steel sheets production output: a 20, b 80 Mg/h
Discussion
The conception of integrating biomass thermal processing system with a metallurgical pusher furnace is shown in Fig. 7. As analyzed, the flue gases leaving the recuperator still have sufficiently high temperature to work as the heating source for the torrefaction/pyrolysis process at temperature of around 400 °C. The heat from the flue gas at temperature of approximately 430 °C is used to heat the biomass in the torrefaction/pyrolysis reactor. As result of torrefaction/pyrolysis process, the hot TPC fuel is generated and directly thrown by a blower to a main collector pipeline and finally to burners. An additional benefit of the proposed solution is the possibility of producing biochar. In addition, the furnace is equipped with a calorimeter that controls the air-to-fuel ratio and in case of higher TPC fuel production rate by the torrefaction/pyrolysis reactor. Then, a control system can automatically reduce primary gas (coke gas or natural gas) to burners.

Conception of the integrated system that consisted of a metallurgical furnace and the torrefaction/pyrolysis system
Table 7 provides data on savings in coke gas (optionally natural gas) for heating the pusher furnace and CO2 emission reduction obtained by implementation into practice the torrefaction/pyrolysis system to this furnace.
As depicted in Table 7, energy savings can reach 70 thousands GJ per year. This is approximately of 2.5% total energy (heat) demand by the rolling steel sheet production line that was under investigation. The average efficiency of the proposed technology was estimated at 10%. It was calculated with the aid of modeling heat transfer from flue gases to the reactor. The efficiency was defined as total chemical energy stored in a fuel (including both solid biochar and TPC) produced by the torrefaction/pyrolysis reactor divided by enthalpy change of flue gases before and after the reactor. Hence, this efficiency coefficient can be used by others to perform comparative analysis of our system with other systems. Assuming 25-year life time, the implementation of this technology can be considered a reasonable measure. Noteworthy is the significant amount of CO2 emission reduction per year. It affects the carbon emission tax. Thus, if one assumes the carbon emission tax rate of 40 EUR/Mg, then this total annual tax can be reduced by more than 120,000 EUR as far as the coke gas (produced from coal gasification) is replaced by combustible gas from waste renewable organics/biomass.
Practical application and future research prospects
The proposed technology can be implemented into practice as additional measure regarding waste heat utilization, which can result in both fuel savings and CO2 emission reduction and finally increase financial profit for a company. It requires that the temperature of the waste heat should not be lower than 350 °C. Therefore, the best idea of practical implementation of this technology is integrating it with a flue gas outlet system in steel manufacturing process. Hence, steel works can primarily benefit from this solution. Future research works will be focused on design and construction of both a mill and an auger-type reactor that can work with plastic waste as a feedstock.
Conclusions
Presented technology integrates a pusher furnace heat recovery units with the system for biomass/waste biomass torrefaction/pyrolysis process. As a result, several benefits can be achieved as follows: utilization of waste biomass, increase in overall efficiency of the furnace, reduction of fossil fuel-based CO2 emission into natural environment and improvement in economic balance of the furnace. The annual energy payback of the specific furnace was approximately of 2.5% referred to total energy consumed by the furnace. The economic analysis shows that the use of TPC fuel in the co-combustion process with coke gas in this furnace is a profitable undertaking. The proposed technology uses waste biomass as energy source. Hence, its usage as feedstock to the torrefaction/pyrolysis reactor integrated with the pusher furnace is promising idea for future. As calculated, with annual steel sheets production of 500,000 Mg, savings in energy can amount to approximately 80,000 EUR and savings referred to CO2 reduction can reach 120,000 EUR. Summing up, the proposed technology can remarkably contribute to reduction in energy consumption by a metallurgical pusher furnace and bring financial benefits to a steel manufacturer.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Code availability
Not applicable.
References
Bach QV, Skreiberg O (2016) Upgrading biomass fuels via wet torrefaction: a review and comparison with dry torrefaction. Renew Sustain Energy Rev 54:665–677
Chen D, Zheng Z, Fu K et al (2015) Torrefaction of biomass stalk and its effect on the yield and quality of pyrolysis products. Fuel 159:27–32. https://doi.org/10.1016/j.fuel.2015.06.078
Cheng Z, Tan Z, Guo Z et al (2020) Recent progress in sustainable and energy-efficient technologies for sinter production in the iron and steel industry. Renew Sustain Energy Rev 131:110034
Conejo AN, Birat JP, Dutta A (2020) A review of the current environmental challenges of the steel industry and its value chain. J Environ Manag 259:109782. https://doi.org/10.1016/j.jenvman.2019.109782
Habashi F (2011) Pollution problems in the metallurgical industry: a review. J Min Environ 2:17–26
He K, Wang L (2017) A review of energy use and energy-efficient technologies for the iron and steel industry. Renew Sustain Energy Rev 70:1022–1039
Iwaszko J, Zajemska M, Zawada A et al (2020) Vitrification of environmentally harmful by-products from biomass torrefaction process. J Clean Prod 249:119427. https://doi.org/10.1016/j.jclepro.2019.119427
Jerzak W, Kuznia M, Zajemska M (2014) The effect of adding CO2 to the axis of natural gas combustion flames on CO and NOx concentrations in the combustion chamber. J Power Technol 94:202–210
Jouhara H, Khordehgah N, Almahmoud S et al (2018) Waste heat recovery technologies and applications. Therm Sci Eng Prog 6:268–289
Kirschen M, Voj L, Pfeifer H (2005) NOx emission from electric arc furnace in steel industry: contribution from electric arc and co-combustion reactions. Clean Technol Environ Policy. https://doi.org/10.1007/s10098-005-0010-y
Kremer H, May F, Wirtz S (2001) The influence of furnace design on the NO formation in high temperature processes. Energy Convers Manag 42:1937–1952. https://doi.org/10.1016/S0196-8904(01)00052-8
Lee CL, Jou CJG (2011) Saving fuel consumption and reducing pollution emissions for industrial furnace. Fuel Process Technol 92:2335–2340. https://doi.org/10.1016/j.fuproc.2011.08.005
Li P (2017) Thermodynamic analysis of waste heat recovery of molten blast furnace slag. Int J Hydrogen Energy 42:9688–9695. https://doi.org/10.1016/j.ijhydene.2016.12.135
Li S, Wei X, Yu L (2011) Numerical study on NOx/CO emissions in the diffusion flames of high-temperature off-gas of steelmaking converter. Appl Energy 88:1113–1119. https://doi.org/10.1016/j.apenergy.2010.10.030
Liu JX, Yu QB, Xie HQ, Qin Q (2014) Experimental study on waste heat recovery for metallurgical slag particles. Dongbei Daxue Xuebao/journal Northeast Univ 35:245–248. https://doi.org/10.3969/j.issn.1005-3026.2014.02.021
Lukáč L, Kizek J, Jablonský G, Karakash Y (2019) Defining the mathematical dependencies of NOx and CO emission generation after biomass combustion in low-power boiler. Civ Environ Eng Rep. https://doi.org/10.2478/ceer-2019-0031
Mellin P, Wei W, Yang W et al (2014) Biomass availability in Sweden for use in blast furnaces. Energy Proc. https://doi.org/10.1016/j.egypro.2014.12.125
Michel J-B, McCormick M (2015) Experimental investigation of continuous torrefaction conditions of biomass residues for the subsequent use of torrefied pellets in domestic and district heating systems. In: 10th European conference on industrial furnaces and boilers, pp 1–22
Michel J-B, Bioenergy I, Unit S (2015) Experimental investigation of continuous torrefaction conditions of biomass residues for the subsequent use of torrefied pellets in domestic and district heating systems Experimental investigation of continuous torrefaction conditions of biomass residues
Proskurina S, Heinimö J, Schipfer F, Vakkilainen E (2017) Biomass for industrial applications: the role of torrefaction. Renew Energy. https://doi.org/10.1016/j.renene.2017.04.015
Rajca P, Poskart A, Chrubasik M et al (2020) Technological and economic aspect of refuse derived fuel pyrolysis. Renew Energy 161:482–494. https://doi.org/10.1016/j.renene.2020.07.104
Raybould B, Cheung WM, Connor C, Butcher R (2020) An investigation into UK government policy and legislation to renewable energy and greenhouse gas reduction commitments. Clean Technol Environ Policy. https://doi.org/10.1007/s10098-019-01786-x
Ren S, Lei H, Wang L et al (2013) The effects of torrefaction on compositions of bio-oil and syngas from biomass pyrolysis by microwave heating. Bioresour Technol 135:659–664. https://doi.org/10.1016/j.biortech.2012.06.091
Rinaldi F, Moghaddampoor F, Najafi B, Marchesi R (2020) Economic feasibility analysis and optimization of hybrid renewable energy systems for rural electrification in Peru. Clean Technol Environ Policy. https://doi.org/10.1007/s10098-020-01906-y
Sahoo K, Bilek E, Bergman R, Mani S (2019) Techno-economic analysis of producing solid biofuels and biochar from forest residues using portable systems. Appl Energy 235:578–590. https://doi.org/10.1016/j.apenergy.2018.10.076
Sun W, Wang Q, Zhou Y, Wu J (2020) Material and energy flows of the iron and steel industry: status quo, challenges and perspectives. Appl Energy 268:114946
Szwaja S, Magdziarz A, Zajemska M, Poskart A (2019a) A torrefaction of Sida hermaphrodita to improve fuel properties. Advanced analysis of torrefied products. Renew Energy 141:894–902. https://doi.org/10.1016/j.renene.2019.04.055
Szwaja S, Poskart A, Zajemska M (2019b) A new approach for evaluating biochar quality from Virginia Mallow biomass thermal processing. J Clean Prod 214:356–364. https://doi.org/10.1016/j.jclepro.2018.12.219
Zajemska M, Poskart A (2013) Prediction of the chemical composition of combustion products in metallurgical reheating furnaces by use of numerical methods. La Metall Ital 105:33–40
Zhang Q (2019) Energy and resource conservation and air pollution abatement in China’s iron and steel industry. Resour Conserv Recycl 147:67–84. https://doi.org/10.1016/j.resconrec.2019.04.018
Zhang H, Wang H, Zhu X et al (2013) A review of waste heat recovery technologies towards molten slag in steel industry. Appl Energy 112:956–966. https://doi.org/10.1016/j.apenergy.2013.02.019
Funding
The research was partially supported by the project entitled Dietary, Power and Economic Potential of Sida hermaphrodita Cultivation on Fallow Land (No. BIOSTRATEG1/270745/2/NCBR/2015) financed by the Polish National Center for Research and Development and the project entitled Investigation of liquid products from thermal processing of waste as fuel to the internal combustion engine, No. PPN/IWA/2019/1/00149/U/00001 sponsored by the Polish National Agency for Academic Exchange Iwanowska Programme.
Author information
Authors and Affiliations
Contributions
SS contributed to methodology and conception, MZ was involved in conception and data processing, MS prepared the draft and analyzed the data, and AM performed experimental tests and economic data analysis.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Szwaja, S., Zajemska, M., Szwaja, M. et al. Integration of waste biomass thermal processing technology with a metallurgical furnace to improve its efficiency and economic benefit. Clean Techn Environ Policy 25, 577–587 (2023). https://doi.org/10.1007/s10098-021-02195-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-021-02195-9