
Abstract
The problem of process wastewater arises not only in fine chemical industry, but also where water is used for washing. In these cases, surfactant material is given to the water, so its washing capability is enhanced. The used water contains surfactant material and dirt. It has high chemical oxygen demand (COD) resulting in serious environmental problems. Finding a solution is inevitable because of the high wastewater fine which has to be paid by the factories if wastewater is emitted without any treatment. A suitable method had to be found that follows the principles of circular economy, so the industrial cycles can be closed like in nature and the water can be reused. Our designed method focuses on different kinds of wastewater containing special surfactant materials, and it has chemical industry relations. The treatment should have reduced the high COD value below to 1000 mgO2/L, which is the discharge limit. It was also aimed that instead of discharging, the treated water could be recycled and reused. Our new physicochemical treatment process consists of a vacuum evaporation method that reduces COD from c.a. 8400 to 1100 mgO2/L. Both laboratory and pilot experiments were investigated. Since this COD value was not satisfactory, a subsequent reverse osmosis membrane operation was also applied. This two-step method, vacuum evaporator followed by reverse osmosis, was able to reduce the COD in wastewater containing surfactant/washing material below the discharge limit. 100 mgO2/L could be reached with using TriSep™ X201 membrane. Penalty calculation and cost estimation also demonstrate the efficiency of our novel method.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Chemical industry produces several types of wastes. Parts of these wastes have been already treated, but certain process wastewater (PWW), after appropriate treatment, should be recycled and reused according to the principle of circular economy. In most cases, the treatment must be developed individually, respectively, according to the composition of waste. Special treatment/cleaning of chemical equipment must be completed regularly in the fine chemical factories and electronic industry; therefore, large amount of wastewater is generated. Typical example of it is the high content of organic compounds, in most cases with surfactant materials. Before such wastewater can be discharged to the sewage plants, it must be treated in some ways to decrease its organic content under the emission limit. Among the possible treatment concepts, physicochemical approaches got into the focus of interest lately. Approaches like these offer relatively small environmental impact, and the polluting organic substances can be recycled and/or reused.
The high-contaminant saturated washing water is collected in containers in a fine chemical company. The less-polluted flush water goes into pH neutralizer, and then, it is allowed to run into the public sewer. The liquid waste containing higher surfactant material causes serious environmental problem to the companies, because its chemical oxygen demand (COD) value is usually high above the sewer limit, which is 1000 mgO2/L (28/2004. (XII. 25.) Ministry of Environment Regulation). The aim of this study is to develop a method to reduce the COD value of process wastewater under 1000 mgO2/L and to reuse it from the beginning to the end of the process if it is possible.
More methods are available in the topic of reducing the surfactant material concentration of process wastewater and to treat the liquid waste of fine chemical industry (Kowalska et al. 2005; Moreira et al. 2017; Wang et al. 2009). The decrease of COD value of wastewater with polysulfone content was over 85% with ultrafiltration process in case study of Kowalska et al. (2005). Wang et al. (2009) describing the removal efficiency of COD in the treatment of simulated laundry wastewater using electrocoagulation/electroflotation technology. The experimental results showed that the removal efficiency was 62%, when ultrasound was applied to the electrocoagulation cell. Abdelmoez et al. (2013) introduce an integrated method for detergent-contained car wash wastewater consisting of coagulation, flocculation, settling, oxidation and sand filtration. The initial 1430 mgO2/L COD value can be reduced under 200 mgO2/L, which means 86% reduction. Busetti et al. (2015) demonstrates an effective reverse osmosis (RO) and UV combination treatment over 90% removal effectiveness for complex wastewater, which contains benzotriazole and galaxolidone detergents.
Several physicochemical methods are suitable for treating PWW, which primarily remove the organic solvents, surfactant materials and reduce the COD (Koczka and Mizsey 2010). The selection of these methods depends on many factors, such as local conditions, economic parameters, environmental laws, composition of the process wastewater and the pollutant(s) (Toth 2015). The main physicochemical methods are stripping, absorption, adsorption, ion exchange, extraction, wet oxidation, distillation, evaporation and membrane processes. In this study, the last three treatments were examined.
The distillation of organic compounds can reduce significantly the COD of processed wastewater. The distillation can be performed in discontinuous (batch) and continuous mode. There were two factors to consider: the quantity of the material and the need for a stripping column section. A batch distillation is suitable for the separation of small amounts and in the case of feed with frequently changing characteristics. Batch distillation can be realized if total column is rectified or stripped. (Toth 2015).
Nowadays, volatilizing large amount of water with evaporation is a realistic option; therefore, only a small amount of waste needs to be treated, for example incinerated. The increased costs and penalties made this method competitive (Koczka and Mizsey 2010). The evaporation solution for treatment of industrial process wastewaters is really advantageous in the case of PWW, which does not contain volatile compounds (gases, organic solvents) or where the biological purification cannot be executed. The pollutant compounds destroy the biomass, or the high salt content of PWW cannot be broken down by the microbes. Typically, the evaporation can be economical where the PWW is considered as a hazardous waste and it is forbidden to emit it into the public sewer.
The main advantage of PWW treatment with evaporation is the distillate water product, which can be recycled in the technology approaching the ideal case for zero emission. The treatment does not require significant amount of chemicals. In many cases, the evaporator is a compact apparatus, which does not require difficult installation. The energy consumption means the main disadvantage of the evaporation, because of the heat of the water vaporization, which is really high. However, some evaporator apparatuses can reuse the waste heat with the reuse of tired steam and cooling water of gas engine significant savings can be achieved (Bin et al. 2016; Gupta et al. 2012).
The benefits of membrane processes are the high separation efficiency, the flexibility and the energy-efficient operation (Mulder 1996). The application of membrane technology is a realistic option for the treatment of PWWs, because it is suitable for reducing the COD value of PWW, reducing PWW quantity by using hybrid separation technology (Toth et al. 2011), cleaning heavy metals from PWWs (Koczka 2009). Reverse osmosis belongs to the group of pressure-driven membrane processes, where the driving force is the transmembrane pressure between the two sides of the membrane. High-quality product can be resulted by RO as permeate water (Buonomenna 2013; Galambos et al. 2004; Li et al. 2017; Razali et al. 2015). The COD rejection can be calculated by the following equation (Toth 2015):
Yield (or recovery rate) is calculated according to Eq. (2)
which is the ratio of the volume of the distillate (VD) or permeate (VP) and the volume of the feed solution (VF). Objective function can be defined in order to find the appropriate separation technology: COD rejection and yield have to be maximized and common optimization is necessary. Finally, the economic feature of the selected method is confirmed with cost calculation.
Materials and methods
Table 1 shows the COD values and other features of PWW samples (S). The average values of the emission limits (EL) can be compared to the average values, and it can be determined that only the COD value is not appropriate (28/2004. (XII. 25.) Ministry of Environment Regulation, 10/2000. (VI. 2.) Government Regulation). The amount of this wastewater is 5000 L/week.
COD was measured by ISO 6060:1991, and metal content was analyzed by MSZ 1484-3:2006. GC–MS qualitative identification and relative quantitative analysis with direct sample injection were applied in order to identify surfactant materials of process wastewater. Potassium hydroxide and phosphoric pre-treatment were necessary before the analysis.
The pollutant content was measured with Shimadzu GCMSQP-2010 gas chromatograph with a ZB-5 (30 m (length) × 0.25 mm (diameter), 0.25 µm (thickness)) column. The column temperature was kept at constant 100 °C, while the detector and injector’s temperature was risen to 250 °C. Pressure of carrier helium gas was kept at 133 kPa. The flows were as follows: Total was 131.3 mL/min, column was 1.81 mL/min, and purge was 3.0 mL/min. The split ratio was 70.0, and the linear velocity was 50.0 cm/s. The ion source and interface temperature of MS were kept at constant, 200 °C in both cases. Lab Solution software environment was used for the evaluation. Table 2 includes the relative quantitative data of PWW. GC–MS results can be seen with the measured mass spectrum of 2,4,7,9-Tetramethyl-5-decyne-4,7-diol in Fig. 1. The chemical formula of significant compounds can be seen in Fig. 2.

GS–MS results and one mass spectrum of initial process wastewater

Main surfactant material molecules in process wastewater sample
It can be stated that the aqueous sample contains substantially non-ionic surfactant materials. In these cases, due to the quantity of wastewater, the batch distillation can be used more effectively than the continuous distillation. The main parameters of the laboratory distillation column were the following: Sulzer EX structured packing, internal diameters of 25 mm was applied. Iludest RT-2 reflux timer and Prominent GALA1005 pump were applied. The column heating was controlled with a 350 W efficiency heating plate. The heating of column was adjusted on the 80% of over-loading during all of the experiments (Sulzer 2017). The number of theoretical plates (N) and reflux ratio (R) were the changing parameters during the laboratory experiments. Two configurations were examined: 0.50 m high column (H) with 20 theoretical plates and half-size equipment (H = 0.25 m, N = 10). The determination of theoretical plates was carried out according to a measurement by n-heptane–methylcyclohexane mixture. 0.2 L/measurement was the nominal efficiency of this batch column.
Pilot evaporator was also examined in order to reduce COD content of process wastewater. Rotary vacuum evaporator, in laboratory, had maximum 0.25 L processing capacity. The evaporative power of Heidolph LABOROTA 4000eco apparatus was about 1 L distillate water/hour, and heating power was 1.3 kW (Heidolph 2017). 90 °C water bath and different pressure were applied during the experiments.
Using Aquamove™ EVALED™ R-150 v3 pilot evaporator, 20 L process wastewater was treated in one experiment. The nominal capacity of this pilot scale evaporator is 150 L/day. This scraped vacuum evaporator is designed to produce a concentrate with high final concentration and distillate with low conductivity. The photograph of evaporator can be seen in Fig. 3. Treatment of cooling tower blowdown and treatment of already pre-concentrated wastewater are its typical applications. Heat pump compressor has hermetic reciprocating, and the liquid ejector type is the vacuum system. Nominated absorbed power is 2.3 kW, and the pilot evaporator has 0.33 kWh//L specific consumption. Maximum air flow of finned heat exchanger is 1000 Nm3/h at 35 °C temperature (Veolia Water 2017). The evaporation conditions were between 0.04 and 0.05 bar with 33–35 °C boiling points, respectively. The experiments were implemented between operating pressures.

Aquamove™ EVALED™ R-150 v3 pilot heat pump scraped vacuum evaporator (Veolia Water 2017)
Membrane filtration with CM-CELFA Membrantechnik AG P-28 apparatus was applied in order to further reduce the COD in the distillate of vacuum evaporation with reverse osmosis. The membrane in the appliance was a circular plate of 75 mm diameter with an active surface area, which was 28 cm2 placed on a porous sintered disk. In the device, the liquid moved in winding canals creating cross-flow filtration. The volume of the tank was 500 cm3, so 0.5 L was the processed quantity in the case of one experiment. A gear pump had the water circulated between the membrane surface and the tank. The constant temperature was maintained by Thermo Scientific SC100 A10-type ultra-thermostat. The tank of the apparatus was hermetically sealed and pressurized: Inside, the pressure was constant and higher than the atmospheric. The pressure difference between the feed and the permeate sides in the range of 30 bars was created by nitrogen gas. Figure 4 shows the test membrane apparatus (Toth 2015).

Schematic drawing of the experimental apparatus in filtration mode (Toth 2015)
GE Osmotics™ and TriSep™ membranes were applied, and their main parameters can be found in Table 3. The selected reverse osmosis flat sheet membranes are recommended for filtration of industrial wastewater with high NaCl rejections (Sterlitech 2017). Different feed temperatures were applied besides constant transmembrane pressure in the laboratory apparatus.
The conceptual design of an industrial process takes a small part of the project costs, but offers a huge cost reduction opportunity for the whole project (Toth et al. 2015). Therefore, the aim is to determine the charge of the annual material flow of the raw PWW and to estimate the investment and operating costs of the selected method. Heat pump vacuum evaporation and reverse osmosis were investigated from an economic point of view. Membranes should be usually replaced in approximately every 2–3 years, which had to be calculated among the operating cost. 10-year amortization of investment cost was assumed for the total cost estimation (Toth et al. 2015). 5000 L/week production and 20 L/m2h permeate flux were applied for the cost estimation of treatments. From Table 1, the average wastewater values were used for estimation.
According to the method of Toth et al. (2011) wastewater charge was calculated. The wastewater fee (WWF) can be separated into two parts: sewer usage charge (SUC) and fine. The actual SUC can be found in the webpage of sewage works (Budapest Sewage Works Pte Ltd. 2017). SUC consists of several parts: water load charge, sewage disposal charge and value-added tax (VAT). The emission limit values are to be reviewed in Table 1 in order to calculate the fines. Finally, using specific penalty factor (220/2004. (VII. 21) Government Regulation), the WWF can be calculated.
Results and discussion
Experimental evaluation
Five different samples were mixed with each other; thus, the PWW is examined (see Table 1). Each experiment was performed three times, and the average result is reported. First, batch distillation was achieved in order to reduce COD. Three different reflux ratios were applied with two columns. Table 4 shows the results of batch distillation.
Despite the fact that during the process of distillation temperature was between 99.9 and 100 °C in every case, only 3700 and 1900 mgO2/L rates were traceable in distillate. Average yield was 0.94 and cannot be found much difference between columns 10 and 20 theoretical plates. It can be calculated that 88% COD rejection should be reached in feed process wastewater (see Eq. (1)). By contrast, only 77% was the COD rejection with sixth column configuration, which had the highest theoretical separation efficiency. It has to be also determined that increasing reflux ratio between 10 and 100 cannot cause significant improvement in rejection.
The poor efficiency was already noticed during the experiments because intensive foaming was noticed on the surface of structured packing. The experiments took a long time, between 6 and 18 h, therefore the surfactant materials moisturized on the packing for too much time, so the non-ionic detergent molecules could subsidence on the packing surface. It can be summarized that batch distillation is not appropriate in applied configurations in order to reject COD of PWW. After measuring distillation, vacuum evaporation experiments were made. The results of laboratory rotary and pilot vacuum evaporation measurements can be found in Table 5.
It can be realized that the COD rejection was very close to the required value (88%). 1150 mgO2/L can be reached using laboratory equipment, and in the case of heat pump evaporator, the best COD value was 1100 mgO2/L. There was no significant difference between the two treatments in these main factors; however the available yield of pilot was higher. 15% material loss and 87% COD rejection can be calculated in the case of the best evaporator structure. Between the second and the third experiments, there was namely no difference as it can be seen in Table 5. It can be concluded that the reduction of pressure results in higher yield and higher COD rejection.
The applied pressure values with the corresponding boiling temperature pairs are in acceptance accuracy with the water phase diagram (Chaplin 2017). The features of boiling purified, distillate water at specified pressure can be used for designing the vacuum evaporator in order to treat PWW. It can be calculated that metal content of PWW was staid in bottom product (W) in the case of batch distillation and in the apparatus in the case of laboratory and pilot evaporators too.
Finally, reverse osmosis membranes were applied to further reduce the COD of the distillate of pilot vacuum evaporation. The permeate flux can be seen in the function of yield in Figs. 5 and 6. Flux was calculated by the following equation:
where A is the active area of membrane, V is the volume of the permeate, and t is the experiment time.

Permeate flux at 20 °C versus yield

Permeate flux versus yield in the case of TriSep™ X201 membrane
As it can be seen, the fluxes of GE Osmotics™ membranes were higher than TriSep™’s flux. All these fluxes follow negative logarithmic trends, which are in good accuracy with further flat sheet membranes filter effects (Al-Bastaki 2004; Madaeni and Mansourpanah 2003; Pauer et al. 2013; Reimann and Yeo 1997). Minimal improvement can be observed in the flux when the feed temperature was increased. Figure 7 shows the COD values of permeate in the function of different yields.

COD in permeate versus yield
It can be found that after 0.1 yield, the COD was already under the emission line. The points were flatted above 0.8 yield in the case of each diagram (from Figs. 5, 6, 7). Table 6 shows the best available results of the examined membranes.
It can be seen in Fig. 7 and in Table 6 that TriSep™ X201 has pretty outstanding COD rejection out of these membranes. This tendency is corresponded with their membrane rank in NaCl rejection (see Table 3). The yield of TriSep™ X201 was also highest, and despite the lower flux, it is the mostly recommended membrane in order to reduce COD of this process wastewater. It can be determined, 99% removal efficiency in COD can be reached with combination of vacuum evaporation and TriSep™ X201 RO membrane. Finally, Table 7 summarizes the mass balance with material losses of evaporation and membrane separation.
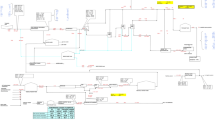
It can be determined that 75% of initial process wastewater can be recycled/reused in cleaning process. Figure 8 summarizes the PWW treatments with material flows.

Treatments with loss in the spirit of circular economy
Cost estimation
A heat pump scraped vacuum evaporator with 1000 L/day capacity costs approximately EUR 80,000. It can be calculated that ~ 2 m2 effective membrane area is enough in order to reduce COD under 100 mgO2/L with reverse osmosis. The capital cost of RO is about EUR 64,000. The estimated energy consumption of the two treatments is 300 kWh/day. The result of charge and cost calculation without installation costs can be found in Table 8.
Table 8 presents that the charge and particularly WWF are very high compared with treatment costs. It can be seen that changing the membrane is the significant part of the operating cost. These results show that the processes are efficient in economical aspect, too.
Conclusion
Three different physicochemical treatments were evaluated in order to reduce the chemical oxygen demand of process wastewater from initial 8400 mgO2/L to a lower value than the emission limit, which was 1000 mgO2/L. COD rejection and yield were determined for the evaluation of selected treatments: distillation, evaporation and membrane filtration.
Batch distillation did not prove to be successful because only 1900 mgO2/L was achieved in distillate product. The results of vacuum evaporation were more preferable; 0.85 yield and 87% COD rejection were achieved, which means 1100 mgO2/L in COD value. Reverse osmosis was applied for further reduction of COD value. TriSep™-type membrane proved to be the best results in yield (0.875) and in COD rejection (91%). The COD value can be reduced close to 100 mgO2/L.
According to our research, the suggested treatment for process wastewater containing surfactant material is as follows: first, stripping in vacuum evaporator and second, reverse osmosis. Comparing wastewater charge/fine calculation and cost estimation, it can be realized that the designed processes are economically competitive and enable to recycle the cleaned water corresponding to the basic principle of the circular economy.
Abbreviations
- COD:
-
Chemical oxygen demand (mgO2/L)
- EL:
-
Emission limit
- PWW:
-
Process wastewater
- RO:
-
Reverse osmosis
- SUC:
-
Sewer usage charge (EUR/year)
- VOC:
-
Volatile organic compounds
- WWF:
-
Wastewater fee (EUR/year)
- A:
-
Active area of membrane (m2)
- D:
-
Distillate
- F:
-
Feed
- H:
-
High column (m)
- J:
-
Permeate flux (L/m2h)
- N:
-
Number of theoretical plates (–)
- P:
-
Permeate
- R:
-
Reflux ratio (–)
- S:
-
Sample
- t:
-
Time (h)
- T:
-
Temperature (°C)
- T-bp:
-
Boiling point (°C)
- V:
-
Volume of the permeate (L)
- W:
-
Bottom product
- Y:
-
Yield (–)
References
10/2000. (VI. 2.) Government Regulation. http://net.jogtar.hu/jr/gen/hjegy_doc.cgi?docid=A0000010.KOM&txtreferer=A0900006.KVV
28/2004. (XII. 25.) Ministry of Environment Regulation. https://net.jogtar.hu/jr/gen/hjegy_doc.cgi?docid=A0400028.KVV
220/2004. (VII. 21) Government Regulation. https://net.jogtar.hu/jr/gen/hjegy_doc.cgi?docid=A0400220.KOR
Abdelmoez W, Barakat NAM, Moaz A (2013) Treatment of wastewater contaminated with detergents and mineral oils using effective and scalable technology. Water Sci Technol 68(5):974–981
Al-Bastaki NM (2004) Performance of advanced methods for treatment of wastewater: UV/TiO2, RO and UF. Chem Eng Process 43(7):935–940
Bin H, Yang Y, Chunmin Y, Lin Z, Linjun Y (2016) Improving the electrostatic precipitation removal efficiency by desulfurized wastewater evaporation. RSC Adv 6(114):113703–113711
Budapest Sewage Works Pte Ltd. (2017) Sewer usage charge. http://www.fcsm.hu/ugyfelszolgalat/budapest/szolgaltatasi_dijak/csatornahasznalati_dij/
Buonomenna MG (2013) Membrane processes for a sustainable industrial growth. RSC Adv 3(17):5694–5740
Busetti F, Ruff M, Linge KL (2015) Target screening of chemicals of concern in recycled water. Environ Sci Water Res Technol 1(5):659–667
Chaplin M (2017) Water structure and science. http://www1.lsbu.ac.uk/water/water_phase_diagram.html
Galambos I, Mora Molina J, Járay P, Vatai G, Bekássy-Molnár E (2004) High organic content industrial wastewater treatment by membrane filtration. Desalination 162:117–120
Gupta VK, Ali I, Saleh TA, Nayak A, Agarwal S (2012) Chemical treatment technologies for waste-water recycling—an overview. RSC Adv 2(16):6380–6388
Heidolph (2017) LABOROTA 4000eco catalogue. https://heidolph-instruments.com/en/start
Koczka K (2009) Environmental conscious design and industrial application of separation processes. Ph.D. Thesis, BME, Budapest
Koczka K, Mizsey P (2010) New area for distillation: wastewater treatment. Periodica Polytech Chem Eng 54(1):41–45
Kowalska I, Kabsch-Korbutowicz M, Majewska-Nowak K, Pietraszek M (2005) Removal of detergents from industrial wastewater in ultrafiltration process. Environ Prot Eng 31(3–4):207–220
Li J, Liu Q, Liu Y, Xie J (2017) Development of electro-active forward osmosis membranes to remove phenolic compounds and reject salts. Environ Sci Water Res Technol 3(1):139–146
Madaeni SS, Mansourpanah Y (2003) COD removal from concentrated wastewater using membranes. Filtr Sep 40(6):40–46
Moreira FC, Boaventura RAR, Brillas E, Vilar VJP (2017) Electrochemical advanced oxidation processes: a review on their application to synthetic and real wastewaters. Appl Catal B 202:217–261
Mulder J (1996) Basic principles of membrane technology. Springer, Amsterdam
Pauer V, Csefalvay E, Mizsey P (2013) Treatment of soy bean process water using hybrid processes. Cent Eur J Chem 11(1):46–56
Razali M, Kim JF, Attfield M, Budd PM, Drioli E, Lee YM, Szekely G (2015) Sustainable wastewater treatment and recycling in membrane manufacturing. Green Chem 17(12):5196–5205
Reimann W, Yeo I (1997) Ultrafiltration of agricultural waste waters with organic and inorganic membranes. Desalination 109(3):263–267
Sterlitech Co. (2017) Reverse osmosis (RO) membranes specifications. https://www.sterlitech.com/reverse-osmosis-ro-membrane.html
Sulzer (2017) Structured packings: energy-efficient, innovative and profitable. https://www.sulzer.com/en/products/separation-technology/structured-packings
Toth AJ (2015) Liquid waste treatment with physicochemical tools for environmental protection. Ph.D. Thesis, BME, Budapest
Toth AJ, Gergely F, Mizsey P (2011) Physicochemical treatment of pharmaceutical wastewater: distillation and membrane processes. Periodica Polytech Chem Eng 55(2):59–67
Toth AJ, Andre A, Haaz E, Mizsey P (2015) New horizon for the membrane separation: combination of organophilic and hydrophilic pervaporations. Sep Purif Technol 156(2):432–443
Veolia Water (2017) Aquamove EVALED R-150 v3 evaporator catalogue. http://www.evaled.com/wp-content/uploads/2016/09/mobile-catalogue_R150.pdf
Wang CT, Chou WL, Kuo YM (2009) Removal of COD from laundry wastewater by electrocoagulation/electroflotation. J Hazard Mater 164(1):81–86
Acknowledgements
Open access funding provided by Budapest University of Technology and Economics (BME). This publication was supported by the János Bolyai Research Scholarship of the Hungarian Academy of Sciences, ÚNKP-18-4-BME-209 New National Excellence Program of the Ministry of Human Capacities, NTP-NFTÖ-18-B-0154, OTKA 112699 and 128543. This research was supported by the European Union and the Hungarian State, co-financed by the European Regional Development Fund in the framework of the GINOP-2.3.4-15-2016-00004 project, aimed to promote the cooperation between the higher education and the industry.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Haaz, E., Fozer, D., Nagy, T. et al. Vacuum evaporation and reverse osmosis treatment of process wastewaters containing surfactant material: COD reduction and water reuse. Clean Techn Environ Policy 21, 861–870 (2019). https://doi.org/10.1007/s10098-019-01673-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-019-01673-5