
Abstract
To investigate the effect of CO2 laser incising under five drying methods on drying characteristics of Sugi lumber, the squares (120 mm × 120 mm) of Sugi lumber with length of 650 mm were used. A half of samples were incised by CO2 laser with incising density of 2,500 holes/m2. Five types of drying methods were used: microwave drying, steam injection drying, and three combinations of microwave heating and steam injection drying. Steam injection drying was conducted by injecting superheated steam of 120 °C through a perforated plate heated to 140 °C of an injection press. Microwave was irradiated with the power of 3 kW at frequency of 2.45 GHz. The results indicated that incising helps heat through a specimen and thus the whole temperature raised rapidly, which was up to threefolds compared to that of no-incised one. Incised specimens dried by a combination of microwave heating for 1 h and steam injection showed the highest drying rate, which was up to 5.3 %/h. Incising and microwave heating contributed positively to dry lumber under more uniform distribution of moisture content and to reduce surface and internal checks. Incised specimen dried by microwave showed the most uniform distribution of moisture content without surface and internal checks.
Similar content being viewed by others


Introduction
Drying is an essential stage that required a large proportion of energy and time in wood processing. As wood is hygroscopic, anisotropic, and heterogeneous material, drying process is always very complex and thus become a bottleneck in lumber processing, especially for impermeable species. Several pre-treatments to increase drying rate and permeability have been investigated, such as pre-freezing [1, 2], pre-compression [3], pre-steaming [4–6], smoke heating [7], dielectric heating [8–10], and biological pre-treatment [11]. However, satisfied technique has not been fully achieved due to taking time, low effective or impractical process.
Incising is a pre-treatment that has also been explored to improve drying rate and uniformity of moisture distribution. The idea is that incised zones perpendicular to longitudinal grain will create new imaginary surfaces in which moisture can move easily to and from the nearest zones rather than to the surfaces [12, 13]. Incising by knifes and needles showed a promising time reduction in drying up to 30 % and more uniform distribution of moisture content (m.c.) [13, 14]. However, several mechanical properties of the lumber decreased due to cracks caused by knifes and needles incising [15, 16].
Laser incising, which is non-contacted processing, was proposed to improve the effectiveness of incising. The feasibility of laser incising has been increasing to correspond to the newest technology, which develops higher output power and beam quality lead to faster processing time. The newest laser device also shows lower daily and maintenance cost. Laser incised lumber up to 20,000 holes/m2 showed no significant reduction on strength of partial compression [17]. However, incised lumber of 10,000 holes/m2 induced reduction of 20 % for modulus of rupture, because of different type of strength test as the three points bending test [18]. Laser incising remains to succeed to reduce drying rate in the range of 15–70 % [13, 19] or ca 1/260 compare to conventional drying [20]. The higher reduction in drying rate was obtained with the incising density higher than 10,000 holes/m2, whereas higher incising density might reduce several mechanical properties. Subsequently, it is considerable to apply laser incising with density less than 10,000 holes/m2.
Heating wood with high temperature, especially up to the boiling point, is believed to be a rapid method for drying. High temperature causes steam pressure, which leads to accelerate a water movement along the grain direction due to capillary force [21]. Pressure steam and microwave irradiation can be a drying method that rise inside temperature quickly to achieve rapid drying. An advantage of pressure steam drying is resulting rapid drying without over-drying the surface compared to high temperature drying at atmospheric pressure [22–24]. Moreover, steaming contributes on removal of some extractives which allows better access of water molecules to cell walls resulting more rapid tangential and radial diffusion [5]. Steam injection drying is a kind of pressure steam drying with slightly modification. The modification was that the superheated steam is injected through a perforated plate, whose temperature is higher than that of the steam. Pressure of the chamber is controlled above atmospheric one. The advantage of this method is that the steam heats lumber to evaporate water and at the same time brings water in the lumber out.
Microwave is one of the dielectric heating that can be used for quick drying of lumber. The advantages of applying microwave are increasing the drying rate with lesser defects [10, 25–27]. However, continuous drying of microwave might cause burning during processing [20] and decreasing modulus of elasticity and modulus of rupture in a range of 4–26 %, irradiated in moderate level [25]. Therefore, microwave is a promising tool for complete drying or as preheating with several potential modifications.
Sugi is one of the most important softwood species, which is planted widely in Japan. Boxed-heart timber of Sugi has been extensively used as structural timber such as for posts or beams. However, Sugi is also well known as a refractory species due to high m.c. and low permeability [28]. Moisture gradient of dried Sugi column showed larger than that of Hinoki, even thought they had same m.c [29]. Steep m.c. gradient may cause drying degrades such as checks.
Considering the above-described problems, it remains important to explore the application of steam injection, microwave, and combination of both methods on laser incised Sugi lumber. The objectives were to investigate the effect of CO2 laser incising with lower incising density on Sugi lumber drying and to investigate the effect of five different drying methods on incised Sugi lumber. Temperature and pressure profile, drying rate, final m.c. distribution, and checks were observed to determine its drying quality.
Materials and methods
Six green square posts (120 mm × 120 mm) of Sugi (Cryptomeria japonica D. Don) with length of 4,000 mm were used. Every long post was sawn into four parts with length of 650 mm, which were used for drying specimen (Fig. 1a, b). Selected specimens were prepared to investigate temperature profile in three different depths of 20, 60, and 100 mm from the surface (Fig. 1c). Wood sections with length of 110 mm were taken in between drying specimens for measurement of initial m.c. (Fig. 1a). Specimen for m.c. measurement was sawn as shown in Fig. 1d and cut into rectangular shape with dimension of 15 mm by 15 mm and with length of 25 mm from the entirely transverse area. Moisture content was determined based on oven-dry method (at 105 ± 2 °C).

Sample preparation. a Long post/column to prepare specimen. b Drying specimen with two drilled holes for sensor of temperature and pressure. c Specimen for investigating temperature profile in three depths (20, 60, and 100 mm from the surface). d Specimen to measure m.c. across the transverse area. e Specimen to measure final m.c. and internal check after drying. f Specimen for internal checks observation
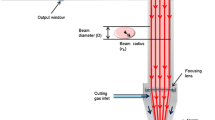
A half of total specimens were incised by slab CO2 laser (Rofin Basel, type DC 025) with an output power of 1.5 kW, irradiation time of 0.650 s, and incising density of 2,500 holes/m2. The lens made from ZnSe whose focal length is 508 mm was used to focus laser beams deep into lumber. The specimens were incised on the table with numerical (X–Y) computer-controlled to obtain desired incised pattern (Fig. 2). Incised holes were pierced by laser through the thickness of the specimens. The diameter of incised holes was around 2 mm near the surface and became smaller to the end of holes. The specimens were sealed in both end faces by urethane resin before drying to avoid drying from end faces.

Incising pattern used in this experiment (x 800 mm; y 10 mm). Circle holes represent position of incising holes
Five different drying methods were achieved to laser incised lumber. Those were the following: (1) steam injections drying, (2) microwave drying, (3) combination of microwave heating up to 100 °C and steam injection drying, (4) combination of microwave heating for 1 h and steam injection drying, and (5) combination of microwave heating for 2 h and steam injection drying. Two specimens were used for each drying method. Steam injection drying was conducted by injecting superheated steam of 120 °C through the perforated plate of 140 °C with steam injection press (Kitagawa Seiki Co. Ltd; VH2-1449). Pressure of the inside chamber was kept at 50 kPa above atmospheric pressure. Specimens were tightly stacked without sticker or mesh to reduce steam leaking. In case of no-incised specimen, meshes were inserted in between the specimens to allow steam flow during injection. Temperature and pressures were recorded by the sensors inserted in the centre point of the specimens, at an interval of 10 s. Pressure in a specimen was measured by the transducers connected to data logger through a stainless steel tube whose inside diameter is 0.5 mm. Temperature profiles in three different depths were also monitored from the selected specimens. Drying process was monitored by the weight change of samples, as measured every 2 h. Drying process was designed to reach m.c. of 20 % or less, as recommended by Japan Agricultural Standard (JAS).
Microwave heating and microwave drying were conducted in microwave chamber with two power sources operating at 2.45 GHz and having specific output power at 1.5 kW each. Specimens were stacked on the roller that moved repeatedly forward and backward in the range of 20 cm, to spread evenly microwave irradiation. A drill hole with diameter 4 mm was made in the centre point of the specimen where an optic-fibre thermometer was inserted to measure temperature during drying. Microwave drying was operated by irradiating discontinuously to set the centre point temperature of the specimen in the range of temperature between 95 and 100 °C. This range of temperature was designed to provide favourable condition and to prevent burning, judging from previous experiment. During irradiation, atmosphere of the camber was kept natural without any additional heating, and only fan was operated to exhaust evaporated moisture from the specimen. In terms of microwave heating up to 100 °C, the specimen was irradiated until the centre point of the specimen reached a temperature of 100 °C and afterwards moved to steam injection drying. Time to reach temperature 100 °C in this experiment varied in the range of 9–12 min. Microwave heating for 1 or 2 h was conducted by intermittent (keeping temperature between 95 and 100 °C) irradiation for one or 2 h followed by steam injection drying.
The dried specimens were observed to measure the number of surface and internal checks (Fig. 1f). Surface checks were observed visually, while internal checks were determined by using soft X-ray with digital camera (Softex M 60). Final m.c. distribution measurement was taken from the dried specimen similar to the observation of the initial one (Fig. 1e, d). Analyses of variance with α = 0.05 were conducted to analyse significant difference in drying rate between incising and without incising specimen, and among five drying methods. Tukey’s Honestly Significant Different (HSD) was used to determine the difference.
Results and discussion
Temperature and pressure change
Temperature and pressure gradually rose up as lumber dried. Rising temperature and pressure stimulate the rate of moisture movement and evaporation. Figure 3a illustrates rising temperature in the initial stage of drying at central point of the specimen dried by steam injection drying and by microwave. It is clear from the Fig. 3a that temperature rise of an incised specimens to reach 100 °C in the steam injection drying was faster, up to threefolds, than that in specimens without incising, which was up to 211 min. Incised zones perpendicular to fibre direction contributed to significant pathways for heating source to reach inside areas of lumber. Moreover, thermal conduction parallel to the fibre axis is greater, up to threefolds, than that of perpendicular one [30], which lead to faster drying speed. The fastest heating method was found to be microwave in the incised specimens in which the temperature reached to 100 °C within 10 min. This result was caused by the heating mechanisms of microwave heating and showed that microwave is suitable in rapid heating than other methods.

Change in temperature. a Early stage of microwave heating and steam injection, and b during steam injection drying. SI steam injection, MH microwave heating. Temperature was recorded by put the type of sensors enable under steam injection and irradiation of microwave, which inserted in the centre point of the specimens with depth of 60 mm (the holes for sensor were drilled from the surface of specimens), as can be seen in Fig. 1b
Once temperature reached 100 °C, the temperature of specimens in the steam injection drying rose up slowly (Fig. 3b). This high temperature contributed to rapid drying. The temperature drops were due to periodical weight measurement. On the other hand, microwave was irradiated intermittently. Required time for decreasing temperature from 100 to 95 °C was 15–20 min, while re-increasing temperature from 95 to 100 °C was only 1–1.5 min. Intermittent irradiation of microwave helped successfully to avoid burning problem but reduced drying speed.
Different pattern of temperature rise of specimens in three-level depths was also found between steam injection and microwave drying. In steam injection drying, temperature rise at a near surface was higher than that at the central point and at near the bottom side of the specimen (Fig. 4a). Temperature difference between near surface and centre point reached the maximum level at around 31 °C after 29 min. This condition might imply steeper m.c. gradient between surface and inner region in the early stage of drying. In contrast, temperature rise under microwave was higher at the centre point than that near surface and bottom side (Fig. 4b). Temperature difference between surface and centre point was 20 °C after 10 min. The higher temperature of the centre part of the specimen under microwave was caused by higher energy absorbed by moist region. Microwave power was enough to penetrate deep into lumber. This temperature pattern of microwave heating contributed to reduce m.c. gradient.

Temperature profile to reach 100 °C in three-level depths of incised specimens. a Steam injection drying. b Microwave drying. T_20 temperature of 20 mm from the surface; T_60 temperature of 60 mm from the surface; T_100 temperature of 100 mm from the surface
Vapour pressure increased gradually with an increase in temperature. Pressure change during drying in steam injection drying was shown in Fig. 5. It is clear from the figure that vapour pressure of the incised specimens increased rapidly in the early stage of steam injection drying, though pressure dropped periodically due to measurement of moisture content reduction. On the other hand, pressure of no-incised specimen increased steadily. Interestingly, increasing of pressure of no-incised specimen was higher, up to 170 kPa, than that of the incised specimens that remains constant after reaching pressure of around 135 kPa. This was because the vapour in no-incised specimen could not move easily to outer region, and thus, vapour pressure increased. This phenomenon caused the occurrence of larger drying checks and splits in no-incised specimens.

Change in pressure during steam injection drying. NI no-incising, I incising, SI steam injection, MH microwave heating
Drying rate
The time to reach m.c. of 20 % varied from 12 to 62 h, as the initial m.c. of the specimen ranged from 74 to 96 %. The drying curves of the specimens dried by five drying methods are shown in Fig. 6. Statistical analysis showed that drying rate between no-incised specimen and incised specimen differed significantly (p < 0.05). Drying rate of the incised specimens was higher, up to 1.5 times, than that of no-incised specimen. Incised specimen showed drying rate up to 4.6 %/h [coefficient of variation (CV) = 8 %], while no-incised specimen was only 3 %/h (CV = 10 %). The higher drying rate was caused by incised zones in which superheated steam brings heat to the inside region easily, especially in the early drying stage. Furthermore, considering that water molecule tends to seek a dried area [31], incising seems to be helpful to provide more dried areas that can attract liquid movement during drying. Incised zones also provide sufficient pathways to support higher speed of moisture movement to outside during drying. Drying process of no-incised specimen was stopped at the condition of m.c. close to 35–41 % because large cracks and split occurred in the specimen. For this reason, a no-incised specimen was judged not to suitable for steam injection drying, even it was preheated by microwave.

Drying curve of the samples with no-incising and incising dried by steam injection, microwave, and combination of microwave heating and steam injection. NI no-incising, I incising, SI steam injection, M microwave, MH_T100 microwave heating up to 100 °C, MH_1 h microwave heating of 1 h, MH_2 h microwave heating of 2 h
Drying rate was also influenced significantly (p < 0.05) by drying method. The highest drying rate was found in the combination of microwave heating for 1 h and steam injection drying (5.3 %/h; CV = 5 %). As a main drying process, steam injection performed higher drying rate due to keeping the temperature upper 100 °C during the process, as explained in the temperature and pressure profile. Therefore, steam injection is promising to be a main method for rapid drying process of incised lumber. The microwave heating for 1 h was the most optimum preheating in this experiment. In contrast, the lowest drying rate, which only 1.2 %/h (CV = 1 %), was found on microwave drying. This lowest drying rate in microwave drying was correlated with intermittent radiation, as explained previously. Microwave drying of no-incised specimen had to be stopped because of burning in somewhere of the specimen during drying.
Drying rate of the incised specimens (2,500 holes/m2) and dried by microwave heating of 1 h and steam injection is adequately promising. This result is faster, up to 1/120, than the results reported by Hattori et al. [20] in which incised square Sugi lumber was dried by a combination of microwave heating and conventional kiln drying (initial dry bulb temperature 50 °C and wet bulb depression 2.5 °C). This result also remains faster (up to fivefolds) compared to no-incised Sugi dried by using steam convective dryer, as reported by Saito [32], and also compared to several other drying methods ranging the drying time from 3 to 160 days, as reported by Kuroda [33]. Therefore, incising and combination of microwave heating 1 h and steam injection drying can be considered to achieve rapid drying of Sugi square column/post.
Moisture distribution
There was considerable difference in m.c. gradient among drying methods in this experiment. The final m.c. distributions of all specimens for each drying method are shown in Fig. 7. It is clear from the Fig. 7a that no-incised specimen dried by steam injection showed the steepest gradient of m.c., followed by no-incised specimen dried by the combination of microwave heating up to 100 °C and steam injection drying (Fig. 7b). This steep moisture gradient might also cause large cracks and splits that occurred among no-incised specimens during drying process. Incising seemed positively contribute on decreasing m.c. gradient, as can be seen from Fig. 7c–g. Therefore, incised holes were judged to important role on providing better perforation in which moisture in the inside region could move easily to the nearest surface. In addition, as moisture has better movement rate in the longitudinal direction, incising holes perpendicular to grain direction also offer more advantages on reducing m.c. at the inner region of the specimen. Subsequently, incised holes support rapid drying and increase uniformity of m.c. distribution.

Final moisture distribution across transverse area. a No-incised samples, dried by steam injection. b No-incised samples, dried by microwave heating up to 100 °C and steam injection. c Incised sample, dried by steam injection. d Incised samples, dried by microwave heating up to 100 °C and steam injection. e Incised samples, dried by microwave heating of 1 h and steam injection. f Incised samples, dried by microwave heating of 2 h and steam injection. g Incised samples, dried by microwave. M mean/average, SD standard deviation
The contribution of microwave irradiation on reducing m.c. gradient of the incised specimens can be seen in Fig. 7d–f. Moisture content gradient of the incised specimens has a tendency to be more uniform in line with the duration of microwave irradiation. Interestingly, the most uniform of m.c. distribution in this experiment was found in the incised specimens dried by microwave (Fig. 7g). Microwave is effective to stimulate moisture movement in the inside region of the specimen, which cannot be done by steam injection or conventional drying. This advantage helps on reducing the gradient of m.c. between surface and inside region of lumber. Therefore, microwave drying and microwave heating are valuable on developing more uniform m.c distribution.
Surface and internal checks
Surface and internal checks were found in the specimen dried by steam injection drying and by the combination of microwave heating and steam injection drying. The most severe surface checking was found in no-incised specimen. Observation with soft X-ray also showed that internal checks occurred much in no-incised specimen (Fig. 8a, b). This phenomenon is thought to be related to rapid drying and steep moisture gradient between surface and inner region in the early stage of drying, as described in the previous section. This result also suggests that steam injection drying is unsuitable for lumber without incising.

Soft X-ray image of specimens after drying. a No-incised specimen, dried by steam injection. b No-incised specimen, dried by microwave heating up to 100 °C and steam injection. c Incised specimen, dried by steam injection. d Incised specimen, dried by microwave heating up to 100 °C and steam injection. e Incised specimen, dried by microwave heating of 1 h and steam injection. f Incised specimen, dried by microwave heating of 2 h and steam injection. g Incised specimen, dried by microwave drying. White areas represent internal checks
Incising and microwave heating contributed on reducing the number of surface and internal checks. Although surface and internal checks also found in the incised specimens, it was less severe than that of no-incised specimen (Fig. 8c–f). An ability to reduce a m.c. gradient might let incising and microwave heating contribute positively on reducing a number of surface and internal checks. Interestingly, incised specimen dried by microwave did not show any surface and internal checking (Fig. 8g). This might be caused by the uniform moisture distribution in the specimen. This result corresponded to the investigation by Dedic and Zlatanovic [27] that microwave drying can enhance the quality of dried lumber by reducing the amount of checks.
Conclusion
To dry laser incised lumber faster with lesser defects, five types of somewhat sophisticate drying method have been explored relating with incising and steam injection. Thought laser incising is already knowing as a unique and promising pre-treatment for rapid drying, combination of microwave heating (temperature in range of 95–100 °C) for 1 h and steam injection drying (steam temperature 120 °C and plate temperature 140 °C) showed the best drying rate (5.3 %/h) among all types of drying methods tested. This method was faster, fivefolds or more, compared to other drying methods.
Moisture distribution across transverse area has a relationship with application of incising and microwave heating. Incising and period of microwave irradiation positively contribute on reduction in the m.c. gradient. The most uniform distribution of moisture content was found in the incised specimens dried by microwave drying. Reduction in m.c. gradient somehow correlates with the occurrence of surface and internal checks. Interestingly, surface and internal checking were not found in the incised specimens dried by microwave drying. Steam injection drying should not use for lumber without incising because severe surface and internal check will occur. Further study to explore drying schedule on application of microwave heating and steam injection drying is necessary to obtain more rapid drying with lesser defects.
References
Cooper G, Erickson R, Haygreen J (1970) Drying behaviour of prefrozen black walnut. Forest Prod J 20:30–35
Erickson RW, Peterson HD (1969) The influence of prefreezing and cold water extraction on the shrinkage of wood. Forest Prod J 19:53–58
Chech M (1971) Dynamic transverse compression treatment to improve drying behaviour of yellow birch. Forest Prod J 21:41–50
Simpson WT (1976) Steaming northern red oak to reduce kiln-drying time. Forest Prod J 26:35–36
Alexiou PN, Wilkins AP, Hartley J (1990) Effect of pre-steaming on drying rate, wood anatomy and shrinkage of regrowth Eucalyptus pilularis Sm. Wood Sci Technol 24:103–110
Harris RA, Schroeder JG, Addis SC (1989) Steaming of red oak prior to kiln drying, effects on moisture movement. Forest Prod J 39:70–72
Ishiguri F, Matsui M, Andoh M, Yokota S, Yoshizawa N (2003) Time-course changes of chemical and physical properties in sugi (Cryptomeria japonica D. Don) logs during smoke heating. Wood Fiber Sci 35:585–593
Miller DG (1971) Combining radio-frequency heating with kiln-drying to provide fast drying without degrade. Forest Prod J 21:17–21
Abubakari A, Avramidis S, Oliveira LC (2012) Impact of radio frequency heating pre-treatment on the kiln drying characteristics of sub alpine fir. Eur J Wood Prod 70:245–251
Torgovnikov G, Vinden P (2010) Microwave wood modification technology and its applications. Forest Prod J 60:173–182
Kobayashi Y, Iida I, Imamura Y, Watanabe U (1998) Drying and anatomical characteristics of sugi wood attacked by bacteria during pond storage. J Wood Sci 44:432–437
Chudnoff M (1972) Void volume wood, an any tree-whole tree use concept. Forest Prod J 22:49–53
Simpson WT (1987) Laser incising to increase drying rate of wood. Wood Fiber Sci 19:9–24
Erickson R, Demaree L (1972) The drying of predrilled aspen lumber. Forest Prod J 22:48–50
Perrin PW (1978) Review of incising and its effects on wood strength and preservative treatment of wood. Forest Prod J 28:27–33
Winandy JE, Morrell JJ (1998) Effects of incising on lumber strength and stiffness: relationships between incision density and depth, species and MSR grade. Wood Fiber Sci 30:185–197
Ando K, Hattori N (2011) Effects of laser incising on lumber strength I: partial compression strength lumber (in Japanese). Mokuzai Gakkaishi 57:81–87
Suzuki K, Teduka Y, Ando K, Hattori N, Kitayawa S, Kato H, Nagao H, Tanaka T (1996) Laser incising of wood, the effect of incising density on bending strength of sugi square lumber (in Japanese). In: Proceedings of the 46th Annual Meeting of the Japanese Wood Research Society. Japan Wood Research Society, Kumamoto, Japan, p 130
Kamke FA, Peralta PN (1990) Laser incising for lumber drying. Forest Prod J 40:48–54
Hattori N, Ando K, Kitayama S, Kubo T, Kobayashi Y (1997) Application of laser incising to microwave drying of Sugi square lumber with black-heart. Forest Resour Environ 35:53–60
Skaar C (1988) Wood-water relations. In: Timmel TE (ed) Springer series in wood science. Springer, Berlin, p 177
Rosen HN, Bodkin RE, Gaddis KD (1983) Pressure steam drying of lumber. Forest Prod J 33:17–24
Haslet AN, Dakin M (2001) Effect of pressure steaming on twist and stability of radiata pine lumber. Forest Prod J 51:85–87
Barnes D, Admiral L, Pike RL, Mathur VNP (1976) Continuous system for the drying lumber with microwave energy. Forest Prod J 26:31–41
Torgovnikov G, Vinden P (2009) High-intensity microwave wood modification for increasing permeability. Forest Prod J 59:84–92
Antti AL (1995) Microwave drying of pine and spruce. Holz Roh Werkst 53:333–338
Dedic A, Zlatanovic M (2001) Some aspects and comparisons of microwave drying of beech (Fagus moesiaca) and fir wood (Abies alba). Holz Roh Werkst 59:246–249
Kobayashi Y (1991) Drying characteristics of sugi wood and an attempt of its improvement. Wood Sci Technol 5:43–44
Kawasaki Y, Furukawa I, Sakuno T, Nakano T (1998) Moisture distribution and dimensional change of the commercial columns dried under JAS D-20 Criteria. Wood Ind 54:116–121
Siau JF (1995) Wood: influence of moisture on physical properties. Department of Wood Science and Forest Products, Virginia Polytechnic Institute and State University, New York
Siau JF (1984) Transport processes in wood. Springer, Berlin
Saito S (2003) A finish characteristic by drying temperature of sugi boxed heart square lumber. In: Proceeding of 8th International IUFRO Wood Drying Conference, Brasov, Romania, pp 278–283
Kuroda N (2007) Development of fundamental research on drying of boxed heart square timber of sugi (Cryptomeria japonica) (in Japanese). Mokuzai Gakkaishi 53:243–253
Acknowledgments
This project was supported by JSPS Grants-in-Aid for Scientific Research (A) Number 22248019.
Author information
Authors and Affiliations
Corresponding author
About this article
Cite this article
Listyanto, T., Ando, K., Yamauchi, H. et al. Microwave and steam injection drying of CO2 laser incised Sugi lumber. J Wood Sci 59, 282–289 (2013). https://doi.org/10.1007/s10086-013-1331-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-013-1331-9