
Abstract
This paper describes the features of binderless particleboard manufactured from sugarcane bagasse, under a high pressing temperature of 200–280 °C. Mechanical properties [i.e., modulus of rupture (MOR) and elasticity (MOE) in dry and wet conditions, internal bonding strength (IB)] and dimensional stability [i.e., thickness swelling (TS)] of the board were evaluated to investigate the effect of high pressing temperature. Recycled chip binderless particleboards were manufactured under the same conditions for comparison, and particleboards bonded with polymeric methylene diphenyl diisocyanate (PMDI) resin were manufactured as reference material. The target density was 0.8 g/cm3 for all of the boards. The results showed that the mechanical properties and dimensional stability of both types of binderless boards were improved by increasing the pressing temperature. Bagasse showed better performance than that of recycled chip as a raw material in all evaluations. Bagasse binderless particleboard manufactured at 260 °C had an MOE value of 3.5 GPa, which was equivalent to the PMDI particleboard, and a lower TS value of 3.7 % than that of PMDI particleboard. The MOR retention ratio under the dry and wet conditions was 87.0 %, while the ratio for the PMDI particleboard was only 54.6 %. The obtained results showed the possibility of manufacturing high-durability binderless particleboard, with good dimensional stability and water resistance, which previously were points of weakness for binderless boards. Manufacturing binderless boards under high temperature was effective even when using particles with poor contact area, and it was possible to express acceptable properties to allow the manufacture of particleboards. Further chemical analysis indicated a contribution of a saccharide in the bagasse to the improvement of the board properties.
Similar content being viewed by others


Introduction
Lignocellulose boards can be manufactured by the activation of the element’s self-bonding feature. By not using synthetic resin, the resin coating process and curing period [1] can be omitted, which leads to reduction in cost and energy, the hazardous effects on the human body [2] and the environmental burden imposed by disposal or recycling of the boards. Furthermore, the use of these boards is effective for promoting the utilization of unused resources such as non-wood fast-growing plants or agricultural residues. Many of these non-wood resources have rich hemi-cellulose content that is thought to be suitable for binderless board production [3]. However, further development of the board quality and improvement of the manufacturing method are required for practical application or industrialization.
Generally, the addition of steam is an important factor in binderless board manufacturing. Many studies on steam/heat treatment such as steam explosion of the element [2, 4, 5] or steam-injection pressing [6–8] have been reported as a method to improve the self-bonding property. Studies have proposed that furfural generated due to the hydrolysis of the hemicellulose as well as the degradation of lignin and cellulose during the steam/heat treatment contributed to the self-bonding [4, 9, 10]. According to Widyorini et al. [11], in addition to the three main components of cellulose, hemicellulose and lignin, cinnamic acid also plays a role in the self-bonding mechanism of non-wood lignocellulose binderless boards, though these treatments all require special equipment and a great deal of energy [12], which is a detriment to practical application.
On the other hand, Chow [13] manufactured a binderless board made of Douglas-fir (Pseudotsuga menziesii) bark without the steam treatment, instead using only hot pressing under a high pressing temperature range of 200–300 °C, where the general pressing temperature for binderless board is lower than 200 °C. The aim of the present study was to clarify whether the advantages of polymerization of the lignin and the extractives [14, 15] are more advantageous than the heat degradation effect at temperatures higher than 200 °C. The strength and the dimensional stability of the boards manufactured under pressing temperatures of 250–300 °C were similar to or better than those of bark boards made with 4–7 % urea–formaldehyde or phenol–formaldehyde resins. The results of Chow’s research indicated that manufacturing binderless board under a higher temperature range could be an effective method for improving the quality of the final product without the addition of steam.
As a follow-up, further studies are required to characterize the effects of high-temperature manufacturing. Taking into consideration that the board density was relatively high (0.9–1.0 g/cm3), and the size of the element was relatively small (5-mesh passed), the improvement of the board properties might have been affected by these factors [12]. In addition, the effect of raw materials such as non-wood lignocelluloses has not been reported so far.
Bagasse is one of the largest non-wood lignocellulose agro-industrial by-products that is left over after the crushing and extraction of the juice from the sugarcane (Saccharum officinarum L.) [9]. While this by-product is partly reused as a fuel for the sugar factories themselves, large quantities of this waste are still left unused or burnt in developing countries [8].
In this study, bagasse binderless particleboard was manufactured on a hot press machine under a high pressing temperature of 200–280 °C. The mechanical properties and the dimensional stability were evaluated. Softwood recycled chip binderless particleboard was manufactured under the same conditions for comparison, and particleboards bonded by a polymeric methylene diphenyl diisocianate (PMDI) resin were manufactured as a reference material. For further discussions, we measured the dimensions of the elements and analyzed the chemical composition and Fourier transform infrared (FT-IR) spectra of the raw material and manufactured binderless boards.
Materials and methods
Materials and manufacture of binderless particleboard
Each sugarcane bagasse particle (containing both pith and rind) and recycled chip (mainly consisting of softwood) was screened by a sieving machine, and the remains between aperture sizes of 5.9 and 0.9 mm were used as materials. The particles were dried in an oven at 80 °C until the moisture content reached approximately 2–3 %. Materials were then hand-formed into homogeneous single-layer mats using a forming box. The mats were hot-pressed under a pressing temperature of 200, 220, 240, 260, or 280 °C and a pressing time of 10 min. The target density for the board was 0.8 g/cm3, and the board dimensions were 300 × 300 × 9 mm. Bagasse particleboard and recycled chip particleboard with the addition of 8 wt% PMDI resin were manufactured as references under a pressing temperature of 200 °C, a pressing time of 10 min and a target density of 0.8 g/cm3.
Evaluation of board properties
Prior to the evaluations, manufactured particleboards were conditioned at room temperature for 1 week. The static 3-point bending test under dry and wet conditions was conducted on specimens of 200 × 30 × 9 mm for each board. The effective span and loading speed were 150 mm and 10 mm/min, respectively. The modulus of rupture (MOR) and modulus of elasticity (MOE) were calculated. The MOR in the wet condition was measured with a specimen boiled for 2 h and soaked in 20 °C water for 1 h. The internal bond strength (IB) test was performed on specimens of 50 × 50 × 9 mm from each board. Thickness swelling (TS) was measured on specimens of 50 × 50 × 9 mm from each board after immersion in water for 24 h at 20 °C. After the dimensional stability test, TS under cyclic-accelerated aging treatment (drying at 105 °C for 20 h, warm water immersion at 70 °C for 24 h, drying at 105 °C for 20 h, boiling water immersion for 4 h and drying at 105 °C for 20 h) [16] was measured to investigate the water resistance in severe conditions. All evaluations except the cyclic-accelerated aging treatment were performed according to the Japanese Industrial Standard for particleboards (JIS A 5908) [17]. Each experiment was performed in quintuplicate, and the average value with standard deviation was calculated.
Chemical component analysis
The chemical components of bagasse and recycled chip were determined. Each sample was ground into a powder with a particle diameter of 100–250 μm. Samples were then extracted by a mixture of ethanol and benzene (1:2, v/v) for 6 h of refluxing. Hot water extractives were measured by boiling the samples calmly for 3 h. Lignin and holocellulose contents were determined by the Klason and Wise methods, respectively. α-Cellulose content was determined by extraction of the holocellulose with 17.5 % NaOH solution. Hemicellulose content was calculated by subtracting the α-cellulose content from the holocellulose content. All analyses were carried out in triplicate.
Fourier transform infrared (FT-IR) spectroscopy
Infrared spectra of the bagasse, recycled chip and manufactured binderless particleboards were obtained to investigate any changes in chemical bonds during the high-temperature pressing. FT-IR spectrometer (JASCO FT/IR-4200) was used with the KBr disk method and was recorded by the means of an average of 32 scans at a resolution of 4 cm−1.
Results and discussion
Mechanical properties
The influence of pressing temperature on each density of bagasse and recycled chip binderless particleboard is shown in Fig. 1. The average density was calculated based on the 15 specimens used in the bending test, internal bond strength test and the dimensional stability test. When the pressing temperature was near 200 °C, a spring back occurred due to the poor bonding, which fell below the target density of 0.8 g/cm3. This indicates that the bonding was not sufficient at this temperature. Board density manufactured at temperatures above 260 °C also fell below the target density due to the gasification of the raw materials. The MOR, MOE and IB of the boards shown in the remaining figures are values corrected for a density of 0.8 g/cm3 based on each regression line between actual values and specimen densities of the mechanical properties.

Influence of pressing temperature on the density of bagasse and recycled chip binderless particleboards
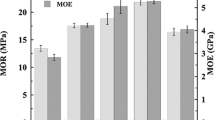
Figure 2 shows the influence of pressing temperature on the MOR of bagasse and recycled chip binderless particleboard. For bagasse particleboard, a peak value of 16.6 MPa was observed at the pressing temperature of 260 °C, which was three times as high of that at 200 °C. No obvious change was observed in the temperature range from 260 to 280 °C. As density depression due to the thermal degradation at 280 °C was prominent, as seen in Fig. 1, element degradation became a dominant factor rather than the bonding among the elements. Recycled chip particleboard showed the same tendency as bagasse particleboard, although the MOR was about 60 % lower under every temperature condition. A peak value of 7.5 MPa was recorded at the pressing temperature of 260 °C. Figure 3 shows the influence of pressing temperature on the MOE of bagasse and recycled chip binderless particleboard. The MOE improved with the increase of pressing temperature. For bagasse particleboard, a peak value of 3.51 GPa was recorded at the pressing temperature of 260 °C, which was twice as high of that at 200 °C. Recycled chip particleboard showed a peak value of 2.53 GPa at the pressing temperature of 280 °C. Both the MOR and MOE values of recycled chip particleboard were about 40 % lower than those of bagasse particleboard at every tested temperature. From these results, we conclude that the pressing temperature greatly influenced the bending properties of binderless particleboards, and the optimum condition for the experiment was approximately 260 °C. The raw material type also affected the bending properties of the relevant board; particularly, favorable properties were observed for bagasse. Bagasse binderless particleboard manufactured at 260 °C exceeded the minimum permitted values for the MOE of 3 GPa for grade 18-type particleboard by JIS A 5908 and showed an equivalent value to that of the PMDI particleboard.

Influence of pressing temperature on modulus of rupture (MOR) of bagasse and recycled chip binderless particleboards

Influence of pressing temperature on modulus of elasticity (MOE) of bagasse and recycled chip binderless particleboards
Table 1 shows the MOR in the wet condition and the retention ratio for the board manufactured at 260 °C. Values of PMDI boards are shown as a comparison. The MOR retention ratios of bagasse particleboard and recycled chip particleboard were 87 and 55 %, respectively. The values showed better properties than those of PMDI particleboards (bagasse 55 %, recycled chip 44 %). This result showed that high water resistance can be attained even in the absence of pre-treatment of the material and just by hot pressing using appropriate material and temperature.
Figure 4 shows the influence of pressing temperature on the IB of bagasse and recycled chip binderless particleboards. The IB improved with the increase of pressing temperature, but a different trend was observed for bagasse particleboards compared with the results obtained by the bending test (Figs. 2, 3). A significant increase from a pressing temperature of 240–260 °C was observed with a peak value of 1.2 MPa, and then a significant decrease occurred from 260 to 280 °C. According to the results, it seems that the heat degradation occurred only in the surface layer of the board which led to the significant improvement in IB but not for the bending properties at 260 °C. At 280 °C, the significant decrease in IB occurred due to the heat degradation process to the core layer of the board. Recycled chip particleboard manufactured at 260 °C recorded an IB value of 0.3 MPa, which was only 20 % of the peak value of bagasse particleboard. Since the morphology of the element is well known as a factor of board properties [18, 19], we list the morphologies of bagasse and recycled chip in Table 2. Lee et al. [19] reported that the slenderness ratio (L/D) of the element greatly influences the bending properties of the product. L/D of the raw materials used in our experiment was 47 and 26 for bagasse and recycled chip, respectively. Therefore, it can be said that the difference in the MOR and MOE between the two materials was partially affected by this factor. However, the difference of IB strength between the two elements can be attributed to the difference in the chemical components, such as the hemi-cellulose contents (Table 3). This indicates that the self-bonding property of bagasse becomes prominent under pressing temperatures higher than 240 °C. The chemical components played a more dominant role in influencing the IB than did the morphology of the element. In fact, IB strength of bagasse and recycled chip particleboard manufactured under a pressing temperature higher than 260 °C satisfied the requirement for 18-type particleboard.

Influence of pressing temperature on internal bond strength (IB) of bagasse and recycled chip binderless particleboards
Dimensional stability
Figure 5 shows the influence of pressing temperature on the TS of bagasse and recycled chip binderless particleboards. The TS decreased with the increase of pressing temperature. For bagasse particleboard, significant improvement of dimensional stability was shown in a temperature range below 240 °C. The TS values were 4 and 2 % for pressing temperatures of 260 and 280 °C, respectively. For recycled chip particleboard, disintegration by water immersion was observed for the board manufactured at 200 °C, which was a similar tendency to that seen with bagasse particleboards. The TS values for recycled chip particleboards were 14 and 8 % for pressing temperature of 260 and 280 °C, respectively. Bagasse and recycled chip particleboard manufactured at high temperatures exceeded the maximum permitted values of 12 % for grade 18-type particleboard by JIS A 5908. Noting that the TS results of PMDI particleboards were 12 % for bagasse and 24 % for recycled chip, we conclude that the binderless particleboards manufactured at high temperature showed superior dimensional stability. Even though bagasse particleboard showed higher dimensional stability than that of recycled chip particleboard, there was no obvious difference between the two materials comparing with the difference in the IB values, as shown in Fig. 4, especially at the higher temperature range. Water resistance improvement of the element itself became a dominant factor for TS, rather than the interlayer bonding strength.

Influence of pressing temperature thickness swelling (TS) of bagasse and recycled chip binderless particleboards
To investigate the further dimensional stability of the binderless particleboards under optimum manufacturing conditions, we subjected samples to a cyclic accelerated aging treatment. The change of TS is shown in Fig. 6. Results for PMDI particleboards are shown as a reference. Bagasse particleboard showed higher dimensional stability than that of recycled chip particleboard. The final TS of PMDI particleboard was 17.7 % for bagasse and 24.3 % for recycled chip, whereas the final TS of binderless particleboard manufactured at 280 °C was only 0.9 % for bagasse and 6.6 % for recycled chip. As a result, binderless boards manufactured at high pressing temperatures showed excellent dimensional stability even under severe treatment. No obvious change was observed for the weight change shown in Fig. 7, although the final weight changes for the binderless boards and PMDI particleboards were approximately 2–4 % and 4–6 %, respectively.

Change of TS in a cyclic accelerated aging treatment of binderless particleboards in optimum pressing temperature and PMDI particleboards

Weight change in a cyclic accelerated aging treatment of binderless particleboards in optimum pressing temperature and PMDI particleboards
Infrared spectra
Figure 8 shows the infrared spectra of bagasse as a control and bagasse binderless particleboard manufactured at 200, 260 and 280 °C. Figure 9 shows the infrared spectra of the same samples that were boiled to investigate the effect of hot water extractives on the self-bonding. However, no remarkable peak change was observed. The 1635 cm−1 band, derived from C=O stretching vibration of aromatic carbonyl compounds [20], disappeared once the pressing temperature increased. The peak at 1250 cm−1 derived from aryl ether structure [21–23] decreased with increasing pressing temperature. As Okuda et al. [20] pointed out, this indicates the cleavage of inter-monomer linkages in lignin during the pressing operation. The peaks at 1110 and 1034 cm−1 were mainly derived from hydroxyl groups in polysaccharides [20]. The peaks increased with the increasing heating temperature. A saccharide was generated by temperatures higher than 260 °C, which improved the properties of the board. However, further chemical analysis is required to specify the chemical components derived from the cellulose, hemi-cellulose, lignin and the extractives that contributed to the self-bonding in our experiment.

Fourier transform infrared spectra of bagasse (a) and of bagasse binderless particleboard manufactured at 200 °C (b), 260 °C (c), and 280 °C (d) before boiling

Fourier transform infrared spectra of bagasse (a) and of bagasse binderless particleboard manufactured at 200 °C (b), 260 °C (c), and 280 °C (d) after boiling
Conclusions
Binderless particleboard using bagasse and recycled chip was manufactured to investigate the effect of high pressing temperature on the mechanical properties and dimensional stability of the boards. Based on the results obtained, the conclusions can be summarized as follows:
Mechanical properties were improved by higher pressing temperature. The optimum condition for this experiment was around 260 °C. In fact, even a pressing temperature over 260 °C continued to improve the dimensional stability and the highest performance was observed when the pressing temperature was 280 °C. Bagasse showed higher mechanical properties than those of recycled chip under every temperature condition. In particular, the IB (1.2 MPa) and MOR retention ratio (87 %) of bagasse were remarkable. In addition, the equivalent MOE for board manufactured at 260 °C was observed compared with those of the PMDI particleboard. Every property except the MOR exceeded the requirements for 18-type particleboard by JIS A 5908. Even under the cyclic accelerated aging treatment, the final TS value was <1 % for board manufactured at 280 °C, and the value was much lower compared with PMDI particleboard.
As the results showed, manufacturing binderless boards at high temperature was effective even when using particles with relatively large element size, and it was possible to express acceptable properties for particleboards. According to the results of the FT-IR analysis, a contribution of a saccharide to the improvement of the board properties was indicated.
References
Shen KC (1990) Binderless composite panel products. In: Proceedings of the composite wood products symposium, pp 105–107
Angles MN, Reguant J, Montane D, Ferrando F, Farriol X, Salvado J (1999) Binderless composites from pretreated residual softwood. J Appl Polym Sci 73:2485–2491
Xu J, Widyorini R, Yamauchi H, Kawai S (2006) Development of binderless fiberboards from kenaf core. J Wood Sci 52(3):236–243
Suzuki S, Shintani H, Park SY, Saito K, Laemsak N, Okuma M, Iiyama K (1998) Preparation of binderless boards from steam exploded pulps of oil palm fronds and structural characteristics of lignin and wall polysaccharides in steam exploded pulps to be discussed for self-bindings. Holzforschung 52:417–426
Quintana G, Velasquez J, Betancourt S, Ganan P (2009) Binderless fiberboard from steam exploded banana bunch. Ind Crop Prod 29:60–66
Xu J, Sugawara R, Widyorini R, Han G, Kawai S (2004) Manufacture and properties of low-density binderless particleboard from kenaf core. J Wood Sci 50:62–67
Xu J, Han G, Wong ED, Kawai S (2003) Development of binderless particleboard from kenaf core using steam-injection pressing. J Wood Sci 49:327–332
Widyorini R, Xu J, Umemura K, Kawai S (2005) Manufacture and properties of binderless particleboard from bagasse 1: effects of raw material type, storage methods, and manufacturing process. J Wood Sci 51:648–654
Mobarak F, Fahmy Y, Augustin H (1982) Binderless lignocellulose composites from bagasse and mechanism of self-bonding. Holzforschung 36:131–135
Widyorini R, Xu J, Watanabe T, Kawai S (2005) Chemical changes in steam-pressed kenaf core binderless particleboard. J Wood Sci 51:26–32
Widyorini R, Higashihara T, Xu J, Watanabe T, Kawai S (2005) Self-bonding characteristics of binderless kenaf core composites. Wood Sci Technol 39:651–662
Okuda N, Sato M (2004) Manufacture and mechanical properties of binderless boards from kenaf core. J Wood Sci 50:53–61
Chow S (1974) Bark boards without synthetic resins. Forest Prod J 25(11):32–37
Chow S, Pickles KJ (1971) Thermal softening and degradation of wood and bark. Wood Fiber Sci 3(3):166–178
Wellons JD, Krahmer RL (1973) Self bonding in bark composites. Wood Sci 6(2):112–122
Zhang M, Kawai S, Sasaki H, Yamawaki T, Yoshida Y, Kashihara M (1995) Manufacture and properties of composite fiberboard 2. Fabrication of board manufacturing apparatus and properties of bamboo/wood composite fiberboard. Mokuzai Gakkaishi 41(10):903–910
Japanese Industrial Standard (2003) JIS A 5908-2003 Particleboards
Hashim R, Saari N, Sulaiman O, Sugimoto T, Hiziroglu S, Sato M, Tanaka R (2010) Effect of particle geometry on the properties of binderless particleboard manufactured from oil palm trunk. Mater design 31:4251–4257
Lee S, Shupe TF, Hse CY (2005) Mechanical and physical properties of agro-based fiberboard. Holz Roh Werkst 64:74–79
Okuda N, Hori K, Sato M (2006) Chemical changes of kenaf core binderless boards during hot pressing (1): influence of the pressing temperature condition. J Wood Sci 52(3):244–248
Colom X, Carrillo F (2005) Comparative study of wood samples of the northern area of Catalonia by FTIR. J Wood Chem Technol 25:1–11
Kawamura I, Shinoda Y, Nonomura S (1974) The comparison of relative intensities of IR absorption bands of MWL of various woods from tropical and temperate zones. Mokuzai Gakkaishi 20:15–20
Kawamura I, Shinoda Y, Ai TV, Tanada T (1977) Chemical properties of lignin of Erythrina wood. Mokuzai Gakkaishi 23:400–404
Author information
Authors and Affiliations
Corresponding author
About this article
Cite this article
Nonaka, S., Umemura, K. & Kawai, S. Characterization of bagasse binderless particleboard manufactured in high-temperature range. J Wood Sci 59, 50–56 (2013). https://doi.org/10.1007/s10086-012-1302-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-012-1302-6