
Abstract
The novel approach of the study is implementing the installation procedure of fly ash (FA) replaced cement deep mixing (DM) columns to field cases aiming at managing FA waste and reducing cement utilization. FA replaced cement DM columns (diameter of 30 cm and length of 80 cm) were installed on clayey soils using a laboratory type DM machine. The effect of installation parameters such as the binder dosage, FA replacement ratio, superplasticizer content, water/binder ratio, and the liquidity index (LI) of the soil on column performance was investigated. The design of experiments and optimization process were conducted using the Taguchi method, S/N and ANOVA analyses, and the desirability function method. Observations have shown that the mixing time required for a homogeneously mixed column depends on the LI of the soil and the volume ratio (VR) of the slurry. A key parameter (LI∙VR) is defined to decide the minimum number of the mixing process. The blade rotation number should be minimum of 252 rev/m to obtain a homogeneous soil-slurry mixture. The highest strength of the column was obtained when LI of fresh soilcrete (LImix) is 1.25∙LI. Optimum installation parameters were determined as binder dosage of 425 kg/m3, FA replacement ratio is 40%, superplasticizer content is 3%, water/binder ratio is 0.8, and LI of the untreated soil is 1. In the optimum design, the mixing efficiency of the soil-slurry mixture increased and the best column performance was obtained. In addition, cement utilization and binder cost decrease 40% and 33%, respectively, in FA-replaced cement DM columns. SEM images prove the increase in column performance due to the cementation products (CSH and CAH gels) formed in the microstructure of the column.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
One of the methods used for the shallow or deep stabilization of problematic soils is the deep mixing (DM) method, introduced in 1975 (Broms and Boman 1975; Okamura and Terashi 1975). In DM method, the ground is mechanically mixed with cementitious materials (lime, cement, etc.) in dry or wet form. In this method, the strength and stability of soils increase, and their compressibility and permeability decrease. In addition, the DM method is used to control ground movements in underground structures (Chen et al. 2013) and embankments (Zhang et al. 2020; Phutthananon et al. 2021b; Ni and Chai 2022), increase the bearing capacity of foundation (Dehghanbanadaki et al. 2014) or road subgrade (Sun et al. 2020; Dehghanbanadaki 2021), stabilize liquefiable soils (Hasheminezhad and Bahadori 2019), form cutoff walls (Helson et al. 2018), increase slope stability (Phutthananon et al. 2021a), and support deep excavations (Jamsawang et al. 2015, 2019; Yenginar and Özkan 2023).
The strength, permeability, and compressibility properties of DM columns depend on the slurry properties (viscosity, density, binder dosage, water/binder ratio), installation parameters (the penetration, withdrawal, and rotation speeds of drilling shaft, mixing time), and soil properties (consistency, grain distribution, shear strength, etc.). The slurry should have a certain viscosity (Güllü et al. 2021) and density in order to be easily injected from the slurry outlet and penetrate the ground. Binder dosage and water/binder ratio are the most important factors affecting the mechanical properties of the DM column (FHWA 2013; Kitazume and Terashi 2013). Blade rotation number (BRN) is a parameter that includes the penetration, withdrawal, and rotation speeds of the mixing blade. To manufacture a homogeneously mixed DM column, the BRN value should be minimum of 360 rpm (FHWA 2013). In addition, the DM column performance is increased when the BRN is high and the penetration speed is low (CDIT 2002). In field cases, the rotational speed of the mixing blades ranged from 14.6 rpm (Chen et al. 2013) to 160 rpm (Mullins et al. 2015; Liu et al. 2016) while their penetration/withdrawal speed ranged from 0.5–1.5 m/min. The type of unimproved soil, initial water content or liquidity index, and void ratio affect DM column performance (FHWA 2013; Kitazume and Terashi 2013).
In the wet DM method, cement is generally used as a binder and it was pumped in slurry form. The performance of cement DM columns has been investigated by many researchers (Miura et al. 2001; Tan et al. 2002; Lorenzo and Bergado 2004, 2006; Bergado and Lorenzo 2005; Horpibulsuk et al. 2005, 2011; Yenginar and Olgun 2019; Yenginar 2020). The column strength increases as the binder dosage and curing time increase and decreases as the water/cement ratio increases (Saadeldin and Siddiqua 2013; Zulkifley et al. 2014; Kitazume et al. 2015; Liu et al. 2019). However, the widespread use of cement decreases natural resources (Moura et al. 2007; Kianimehr et al. 2019). In addition, energy consumption and CO2 emission during cement production are very high (Afkhami et al. 2015; Mujtaba et al. 2018; Verma et al. 2020; Proaño et al. 2020). Approximately one ton of CO2 is released into the atmosphere to produce one ton of cement (Parveen et al. 2018). Annually cement production releases about 1.5 billion tons of CO2 globally, which is 9% of the worldwide CO2 emission (Castel and Foster 2015; Amran et al. 2021). Environmental problems may be minimized by using waste/by-product materials instead of cement. Fly ash (FA) is an easily accessible waste product because 1.04 billion tons of FA is produced in the world by 2023 (SkyQuest 2022). The utilization rate of FA is low in the Middle East (10%), Russia (18%), India (38%), China (45%), Australia (45%), and the United Kingdom (50%), moderate in the USA (65%) and Germany (85%), and high (100%) in Denmark, Italy, and Sweden (Gollakota et al. 2019; Bhatt et al. 2019). More than 50% of FA is utilized in the cement and concrete industry. The utilization of FA in geotechnical projects is relatively high in the European Union (49.2%), but it is more limited in China (9%), India (23.3%), and the USA (21.4%) (Yao et al. 2015). FA has been successfully used as a stabilization material for soils (Hoang et al. 2023) and road sub-base (Rivera et al. 2020), landfill liners or covers (Cokca and Yilmaz 2004), backfill material for excavations (Guan et al. 2023), mine fills (Sari et al. 2023), trenches (Dong et al. 2023), retaining walls (Bhoi et al. 2023), and geopolymer material (Arulrajah et al. 2018; Mohammadinia et al. 2019; Suksiripattanapong et al. 2021; Mypati and Saride 2022).
In the studies of stabilized soil containing partial FA of the binder, it has been reported that the workability of the mixture increases (Deepak et al. 2021; Xu et al. 2021), the hydration temperature decreases (Hou et al. 2012; Baloochi et al. 2020), the hydration reactions are delayed (Sakai et al. 2005; Hou et al. 2012), the performance decreases in the early period but increases in the long term (Yoobanpot et al. 2017; Yenginar et al. 2021), the peak strength and dilatancy at failure increase (Lo and Wardani 2002; Jongpradist et al. 2010), the permeability decreases (Luis et al. 2019; Kek et al. 2021; Yenginar et al. 2021), the compressibility decreases (Horpibulsuk et al. 2005; Mypati et al. 2022), the shrinkage resistance increases (Chompoorat et al. 2022), the resilient modulus increases (Edil et al. 2006), and the resistance to sulfate attacks increases (Sukmak et al. 2015; Mahedi et al. 2020). Changes in the geotechnical properties of the improved soil are due to cation exchange and hydration reactions between clay, cement, fly ash, and water. When these materials are mixed, the primary reaction is the cement hydration. Tricalcium silicate (C3S) and dicalcium silicate (C2S) in cement react with water to form tobermorite gel (calcium silicate hydrate, CSH) and portlandite plates (CH plates, namely calcium hydroxide, Ca(OH)2). In addition, ettringite is formed by reacting tricalcium aluminate (C3A) and tetracalcium aluminoferrite (C4AF) with gypsum (CSH2) and lime (CaSO4), respectively. Ettringite combines with the remaining C3A and C4AF to form monosulfate aluminate hydrate. After the cement hydration, secondary (pozzolanic) reactions occur. Ca(OH)2 formed in primary reactions reacts with SiO2 and Al2O3 in clay and fly ash to form CSH and calcium aluminate hydrate (CAH). The resulting cementation products (CSH, CAH) improve the mechanical properties of the stabilized clay.
To the best of the authors’ knowledge, no field cases have been reported on the performance of FA-replaced cement DM columns. In addition, in the studies carried out in the laboratory, soil-slurry mixes are prepared with a mixer. However, there is a 20–100% difference between the performance of DM samples prepared in the laboratory (with a mixer) and the DM columns installed in the field (EuroSoilStab 2002; CDIT 2002; Bhadriraju et al. 2008; Madhyannapu et al. 2010). This situation creates difficulties in the quality assurance/quality control (QA/QC) process in soil improvement works. In this study, FA-replaced cement DM columns were installed in the laboratory using a deep mixing machine and slurry batch plant. DM columns were installed in clayey soils having various consistencies. Experimental and statistical research was performed to investigate the changes in column strength (qu) and ratio of soil improvement (RI) concerning installation parameters. Installation parameters were binder dosage, FA replacement ratio, superplasticizer content, water/binder ratio, and liquidity index of untreated clay. Experiments were designed by using an optimization technique of the Taguchi method. After the installation of DM columns, core strengths of 28 and 56 days were determined. Optimization of installation parameters was performed to maximize qu and RI. The novel approach of the study is managing FA waste, reducing cement utilization and slurry cost, and implementing the installation of FA-replaced cement DM columns to field cases.
Experimental Study
Materials
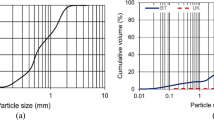
The soil samples were collected from Konya, Turkey by open excavation at 6–7 m depth. The soil was classified as high plasticity clay (CH) according to grain size distribution and consistency limits (Table 1). The clayey soil contains 25.0% CaO, 28.0% SiO2, 7.7% Al2O3, and 4.46% Fe2O3. The soil particles have a flocculent structure and mostly face-to-face contact (Fig. 1a). Natural clay at the sampling depth has stiff consistency since liquidity index (LI) is between 0 and 0.25 (Sowers 1979). LI is used to scale clay water content to its consistency limits (ASTM D4318 2017):
where, w is moisture content, LL is liquid limit, PI is plasticity index (PI = LL-PL), and PL is the plastic limit.

SEM images of (a) soil, (b) cement, and (c) fly ash
The primary binder used in the slurry is CEM-I 42.5 R type ordinary Portland cement. The cement contains 63.1% CaO, 14.6% SiO2, 2.78% Al2O3, and 4.23% Fe2O3. The cement gains high strength in early curing periods and complies with the ASTM C150 (2021). The initial set and final set of the cement are 200 min and 240 min, respectively. The specific gravity of it is 3.2. The Blaine fineness (specific surface area) of cement is 355 m2/kg. The diameter of cement grains ranges from 1–60 μm (Fig. 1b). In addition, the amounts of C3S, C2S, and C3A in the cement are 61.41%, 11.33% and 8.2%, respectively. While C3S and C3A enable to gain early strength, C3S and C2S cause it to gain final strength.
The secondary binder in the slurry is fly ash and it is obtained from Seyitömer thermal plant (Kütahya, Turkey). The fly ash contains 54.49% SiO2 (S), 20.58% Al2O3 (A), and 9.27% Fe2O3 (F). Moreover, reactive SiO2 and CaO contents are 39.01% and 2.49%, respectively (Türker et al. 2009; Yücel and Erten 2023). It is classified as F class (low lime) fly ash since the amount of SiO2 + Al2O3 + Fe2O3 is 84.34% (S + A + F > 70%, ASTM C618-17 2018) and the amount of CaO is less than 18% (ASTM C618-23 2023). The specific gravity of fly ash is 2.13. The Blaine fineness of fly ash is 495 m2/kg. The diameter of fly ash grains ranges from 1–30 μm, and the grains are in a mixed form with spherical and irregular geometries (Fig. 1c).
Modified phosphonate-based superplasticizer additive of CHRYSO Optima 100 (CHRYSO 2023) was used to decrease the viscosity of the slurry containing high volume of fly ash and low water/binder ratio. High volume fly ash materials contain at least 40–50% replacement ratio of fly ash (Malhotra 1990; Park and Choi 2021). The density of the superplasticizer is 1.06 g/cm3 and the pH value is 4.
Deep mixing equipment
DM columns were installed by using the wet deep mixing technique. DM equipment consists of a mixing machine and a slurry batch plant. Binder slurry was prepared in the slurry batch plant and then the DM machine was used to inject and mix the slurry with the clayey soil. The DM machine comprises a frame, a mixing head, a drilling shaft, and a control panel (Fig. 2). The mixing head and drilling shaft are fixed to the machine frame by a mechanism of rack gear and a linear guide system. The mixing head can move 170 cm vertically. The rotation speed and the penetration/withdrawal speed of the drilling shaft can be adjusted from the control unit in the range of 0–100 rpm and 0–150 cm/min, respectively.

Deep mixing machine
The slurry batch plant consists slurry pump, batching vessel, and power supply panel. The injection pressure of the transmitted slurry by the slurry pump is 30 bar. The slurry pump transfers the prepared slurry to the drilling shaft and mixing head.
The mixing blade is designed to disaggregate and shear the untreated clay mass during DM column installation. The diameter of the mixing blade, which rotates in one direction, is 30 cm. The upper and lower mixing blades are spaced 10 cm apart and tilted to a horizontal level with an angle of 0° and 45°, respectively. During the DM column installation, the slurry was injected into the clayey soil during penetration (top-to-bottom construction technique). Therefore, there are four injection nozzles at the bottom of the lower mixing blade.
Procedures of DM column installation
The DM column was installed using a single drilling shaft has a single mixing blade, squirting the binder slurry into the soil, and conducting the mixing stage of soil and slurry only throughout the mixing blade. This installation method is the wet-rotary-end (WRE) technique (Bruce 2000). The installation procedures of columns in the laboratory comprise creating untreated soil mass, preparation of the slurry, setting tooling parameters, and mixing stage of soil.
Creating untreated soil mass
The soil provided by excavation from the field has clay lumps of different sizes. Dispersing these clay lumps and mixing them in certain water content (or LI) is a very laborious task since the soil is high plasticity clay. The first stage was mixing the clay soil in a tank by adding water until it reached the liquidity index (LI) value in the relevant design number. The width, length, and height of the tank were 150 cm, 250 cm, and 50 cm, respectively. In the second stage, the clay soil (420–460 kg of soil depending on the soil consistency) was placed inside the test tank has a diameter of 60 cm and a height of 90 cm. However, clay soil particles adhere to each other due to the cohesion force and cannot settle down in the test tank by their own weight, thus a very hollow soil structure is formed (except liquid consistency clay). The next stage to achieve a homogeneous soil environment without gaps was compression of the soil mass under certain loading stress. The stress corresponding to the LI of clay was determined by consolidation tests following the ASTM D2435 (2020). Details of consolidation tests can be accessed from the previous study (Yenginar and Olgun 2023). After deciding the consolidation characteristics of the clay (Table 2), soil mass was loaded by the hydraulic piston (see Fig. 2) at constant stress suitable for the clay consistency. While the LI values of the clay are 0.4, 0.6, 0.8, and 1.0, the applied constant stress values are 38, 18, 6, and 2.5 kPa, respectively. Soil properties depending on the LI are presented in Table 2. The compression in the clay mass was followed with a linear variable differential transformer (LVDT) operating on the loading plate until the settlements in the clayey soil were completed (for 3–4 days). In the loading stage, pore water was not allowed to drain from the untreated clayey soil, but only voids in the soil mass were closed to form homogeneous soil without gaps.
Preparation of slurry
The slurry consists of cement (C), fly ash (FA), super plasticizer (SP), and water (W). The binder amount in the slurry was designated considering the binder dosage (BD), the total dry binder mass (C + FA) in the unit volume of the DM column. The volume of column is 0.057m3 since the DM column has diameter of 0.3 m and length of 0.8 m. The C and FA masses were determined according to the FA replacement ratio. The mass of SP was determined by multiplying the total dry binder mass by the SP ratio. The water mass in the slurry was obtained by multiplying the total dry binder mass by the W/B ratio. The nomenclature used in the deep mixing technology is presented in Table 3. The mass and volume of all materials used in the slurry are determined according to the experimental program and are presented in the results of slurry properties. The materials (C, FA, SP, and W) were poured into the slurry batch plant ensuingly and then they were mixed for 15 min to increase the homogeneity of the slurry.
Setting of machinery parameters
The rotation speed (RS) of the drilling shaft and nozzle diameter (ND) are the most sensitive parameters to produce a homogeneously mixed soil-slurry mixture because they are effective in mixing efficiency. In the previous study, the optimum values for the RS and ND parameters were determined as 80 rpm and 3 mm, respectively (Yenginar and Olgun 2023). Different from RS and ND parameters, the other parameter associated with the deep mixing equipment is the penetration speed (PS) of the drilling shaft. The PS of the mixing blade depends on the slurry volume. The PS in each design was determined in the manner that the slurry was transferred to the clay mass along with the column region from the soil surface to the column base at once since the slurry outflow rate from injection nozzles is 20 lt/min. The PS of the mixing blade varies between 37 cm/min (design 15) and 127 cm/min (design 1) depending on the slurry volume. The withdrawn speed (WS) of the mixing blade is equal to the PS. The RS, PS, and WS are arranged from the control unit.
Soil mixing process
Firstly, the drill shaft was centered on the unimproved soil surface in the tank. At the same time, tooling parameters were set from the control unit according to the experimental design parameters. Secondly, the slurry was prepared in the batch plant and was pumped with a high-pressure resistant hose from the plant to the nozzle outlet throughout the drilling shaft. Finally, the mixing stage of untreated soil and slurry was conducted. The mixing blades moved from the ground surface to a depth of 80 cm while the drilling shaft was rotating with grouting. The rotating drilling shaft was withdrawn to the soil surface without grouting. The drilling shaft in a rotating position without grouting was penetrated and withdrawn throughout the column length two more times to enhance the mixing efficiency. The untreated soil and the slurry were mixed six times in total. In the field cases of soil stabilization with the DM method, the rotating drilling shaft was generally penetrated and withdrawn 6 times (Topolnicki 2010). In conclusion, DM columns having diameter of 30 cm and length of 80 cm were installed (Figs. 3a-3b).

a soil mixing process, b the DM column, c core samples, d shear surfaces of core samples after UCS test, e stress–strain curves, and f Mohr circles and average failure envelope
Design of experiments
Design of experiments (DOE) is a statistical procedure that deals with planning, conducting, analyzing, and interpreting controlled tests to evaluate the relationship between factors and outputs. One of the most powerful optimization techniques is the Taguchi method (Taguchi 1988; Taguchi et al. 2004). Taguchi method is used to determine the optimum levels of parameters controlled in the process, and it has been widely used in quality engineering and robust design.
The present study aims to optimize the slurry parameters considering the untreated clay consistency affecting the installation process of DM columns that have maximum unconfined compressive strength (qu) and ratio of soil improvement (RI). In this geotechnical problem, the Taguchi analysis stages are given below in brief:
-
Specifying parameters and their limits: The soil consistency and slurry parameters have a decisive effect on DM column performance. The DM machine is forced when the LI of clay is smaller than 0.4. The excess water leaks away from the soil when the LI of clay is greater than 1. Therefore, the LI of untreated clay is between 0.4 (plastic consistency) and 1.0 (liquid state). Slurry parameters are BD, FA replacement ratio, SP content, and W/B ratio. In soil stabilization with the DM technique, Topolnicki (2013) proposed that BD can be between 100 and 500 kg/m3. BD was between 200 and 425 kg/m3. The optimum FA amount in soil stabilization changes between 10% (Sengul et al. 2023) and 40% (Oner et al. 2005; Mir and Sridharan 2013). When the FA content is more than 60%, it causes an early strength problem (Gunasekera et al. 2019; Li et al. 2022). Therefore, FA content was between 0 and 60% to observe the optimum FA replacement ratio. The supplier recommends using 0–5% SP in slurry for economical and effective usage (CHRYSO 2023). The upper limit of W/B is 1.4 (Kitazume and Terashi 2013; Topolnicki 2013). The lower limit of the W/B parameter was determined as 0.8 by Marsh funnel tests (ASTM D6910 2019) because the slurry must have a certain viscosity in order to be injected easily (see Fig. 4).
-
Orthogonal array (OA) selection: OA is a mathematical tool used in the Taguchi method to practice numerous parameters minimizing the number of analyses or experiments (Taguchi and Konishi 1987; Taguchi 1988). Taguchi developed many OA tables (L4, L8, L9, L12, L16, L18…L81) depending on the number of parameters and levels in order to minimize the number of experiments and analyses. 1024 (45) designs are required to investigate the effect of all parameters and levels (5 parameters and 4 levels) if an experimental program is created with a full factorial design, which needs all possible combinations of parameters and levels. However, 16 designs are enough in the Taguchi method. DOE was constituted with the L16 (45) OA table comprising 5 controllable parameters (BD, FA, SP, W/B, LI) and 4 levels for each parameter (Tables 4 and 5).
Table 4 Installation parameters and their levels Table 5 DOE with Taguchi’s L16 OA

a Viscosity values of slurries due to L16 design and b extension of viscosity tests containing 60% FA
-
Testing and analyzing: After the installation of DM columns, response characteristics (qu and RI) were determined at different curing periods. Before the statistical analysis, the evaluation of response characteristics to fit any distribution is performed by multiple probability graphs with the help of Anderson-Darling statistics (Anderson and Darling 1952). It is hard to compare design parameters and results because the parameter levels are different in each design in the L16 OA table. Therefore, in the Taguchi method, the effects of parameters and their levels on the results are determined by signal-to-noise (S/N) analysis. The main effect graph obtained from the S/N analysis allows the evaluation of all parameters independently of each other. Taguchi (1988) defined the S/N ratio as the ratio of mean and standard deviation. The value of the S/N ratio is the quality characteristic of the Taguchi method. The S/N ratio is categorized as smaller-the-better, larger-the-better, and nominal-the-better if the response value is minimized, maximized, or nominalized in the optimization process. S/N analysis was performed to maximize the DM column performance (qu and RI) by the larger-the-better case (Eq. 2).
$$\text{S}/\text{N}=-10{\text{log}}_{10}\left(\frac{1}{\text{n}}{\sum }_{\text{i}=1}^{\text{n}}\frac{1}{{\text{Y}}_{\text{i}}^{2}}\right)$$(2)where Yi is the response (output) of the i-th experiment and n is the repetition number of response characteristics.
-
Optimization and verification: Response characteristics (qu and RI) are statistically evaluated by variance (ANOVA) analysis. Optimum parameter levels were determined by performing multiple-response optimization technique by the desirability function method to maximize qu and RI values for the highest performance of the DM column. Then, the DM column was installed using optimum installation parameters to verify the optimization results.
Testing procedures
A series of tests are required to determine the density, viscosity, and bleeding characteristics of freshly mixed slurry. A pycnometer was used to measure the slurry density. In order to determine the viscosity, a slurry (1500 ml) is poured into a Marsh funnel and is then allowed to flow into a graduated cup. The time for the slurry to fill a volume of 946 mL is measured as the Marsh funnel viscosity (ASTM D6910 2019). The bleeding characteristic of the slurry is determined by introducing the slurry into a 1000-mL graduated cylinder and the volume change in the sample was followed for 2 h (ASTM C940-16 2016).
Immediately after the installation of the DM column, bulk samples were collected from the fresh soil-slurry mixture, then the density and water content of the samples were measured. Then, the DM column was left to cure for 28 days in the natural untreated soil mass. After 28 days, the test tank was opened, the clayey soil adhering around the column was peeled off, and 28-day-core samples were taken from half of the column (Fig. 3c). The rest of the column was bagged and continued curing. At the end of 56 days, core samples were taken again. While the diameter of the core samples was 50 mm, they were cut to 100 mm in length with a chainsaw. The bulk density, moisture content, and unconfined compressive strength (UCS) of all core samples were measured (Figs. 3d-3f). ASTM-D2166 (2016) was followed to carry out UCS experiments. The test specimens were loaded at a constant 1 mm/min speed which corresponds to an axial strain rate of 1%/min and is in compliance with the ASTM standard (0.5–2%/min strain rate). Moreover, the consolidation and permeability characteristics of some selected core samples were determined following the ASTM D2435-04 (2020) and ASTM D5084-10 (2016) standards, respectively.
The micromorphological change of the DM samples was performed by scanning electron microscope (SEM) imaging in a ZEISS EVO LS10 field emission machine. After 28 and 56 days of DM installation, a 1 × 1x1 cm cubic piece was taken from the shear surfaces of UCS test samples and SEM images were obtained by 10,000 magnifications.
Results and Discussions
Slurry properties
During the installation of the DM column, the slurry must have a certain viscosity so that the injection nozzles are not blocked, the slurry can be easily transferred to the ground, and the soil-slurry mixture can be mixed homogeneously.
Mix proportions and physical properties of slurries are presented in Table 6. Marsh funnel viscosity values of the slurries were measured between 26.99 s in design 9 and 69.24 s in design 12. The slurry in Design 9 has no FA (only cement in dry binder), while the SP content is 3% and W/B is 1.4. Due to the absence of FA and the high amounts of SP additive and W/B, the viscosity of the slurry in Design 9 was the lowest. The slurry in Design 12 contains 40% C, 60% FA, 1% SP and the W/B ratio is 0.8. Due to the high FA content in this slurry and the low amounts of SP additive and W/B, the viscosity of the slurry in Design 12 was measured high. The viscosity of the slurry is affected by the amounts of FA (also cement) and SP and the W/B ratio. In the L16 design table, the mix proportions of materials are varied in each design. For a more detailed evaluation, viscosity values are presented in Fig. 4a. Viscosity values of slurries having the same W/B ratio decrease as the FA amount decreases, even if the SP amounts are varied. When the W/B ratio is 0.8 and the amount of FA decreases from 60 to 0%, the viscosity decreases by 50%. When the W/B ratio is 1.0, 1.2, and 1.4, the decrease in viscosity is 21, 14 and 10%, respectively. As the FA replacement ratio increases, the resistance of the grout against deformation under surface tension (viscosity) increases because the specific surface area (Blaine fineness) of FA (495 m2/kg) is 1.4 times greater than cement (355 m2/kg). As the W/B ratio increases, the interaction between the binder particles weakens and the viscosity decreases as the slurry becomes more fluid. Marsh funnel experiments were performed on all combinations of slurries containing 60% FA to examine the effect of SP on viscosity (Fig. 4b). While the SP ratio increases from 0 to 5% and the W/B ratio is 0.8, 1.0, 1.2, and 1.4, the viscosity decreases by 45, 30, 5, and 4%, respectively. SP weakens the interaction between binder particles and water by covering the surface of binder particles. Therefore, the viscosity decreases since the amount of SP in the slurry increases. SP additive reduces the viscosity of all slurries containing only cement or high volumes of FA. In addition, the change in viscosity is insignificant since W/B ≥ 1.2 (Figs. 4a-4b). Considering that the slurry pump of the DM machine can easily pump slurries with a viscosity of 120 s, all slurries satisfy the viscosity criteria since the Marsh funnel viscosity of the water is 26 s.
The bleeding water feature of the slurries is inversely proportional to the viscosity. The lowest and highest bleeding water capacities were measured in design 12 (highest viscosity) and design 9 (lowest viscosity), respectively. After 2 h, most slurries except designs 7, 12, and 14 are unstable because their bleeding water capacities are greater than 10% (Table 6). However, this is not important in DM column installation because the slurry is mixed continuously until it is pumped to the ground. In addition, the time of DM column installation in the laboratory is up to 15 min. During this period, the slurries are stable because the bleeding water of the slurries is smaller than 4.3%. In the field, installation time can be up to 30 min, even in which case the bleeding water capacity of the slurries is less than 10%.
The densities of the slurries vary between 1.322 g/cm3 (design 4) and 1.618 g/cm3 (design 1) according to C, FA, SP, and water contents (Table 6). The slurry in design 4 contains 40% C, 60% FA, and 5% SP, and the W/B ratio of the slurry is 1.4. The densities of C, FA, SP, and water are 3.2, 2.13, 1.06, and 1 g/cm3, respectively. Since the amount of FA, SP, and water per unit volume was at the maximum level in design 4, the slurry density was obtained at least. While there is no FA and SP (only cement as the binder) in the slurry in design 1, the W/B ratio is the lowest level of 0.8. Therefore, the maximum slurry density in design 1 was obtained at 1.618 g/cm3. No correlation could be established between the density of the slurry and the viscosity (or water bleeding capacity) because SP does not change the density substantially, but it affects the viscosity considerably.
Physical properties of DM column
Binder content (aw), volume ratio (VR), total water/binder ratio (WT:WB), LI of fresh soil-slurry mixture (LImix), and blade rotation number (BRN) values are required for DM column installation (see Table 7). The aw is the dry mass ratio of binder (total mass of C + FA in Table 6) to untreated clay in the column region. Dry mass of untreated clay is calculated by using initial conditions of soil mass (Table 2) in the test tank since clay volume in the column region (0.057m3), natural unit weight, and moisture content is known. The aw values change between 14.6% (design 1) to 37.9% (design 14). Binder dosage (BD) is binder amount in unit volume of column, but aw is the dry mass ratio of binder to clay. VR is the volume ratio of the slurry (total volume of C + FA + SP + W in Table 6) to the column (0.057m3). VR values varies between 22.3% (design 1) to 75.9% (design 15). The WT:WB of the fresh mixture is the ratio of the total water mass in the mixture (total water from the slurry and clayey soil) to the binder mass and changes between 2.17 (design 14) and 4.32 (design 4). Immediately after column installation, the water content of the freshly mixed soil-slurry mixture was measured and LImix was calculated by scaling it with the consistency limits of the clay (Eq. 1). The LImix varies between 0.61 (design 1) and 1.46 (design 5). The notations of aw, VR, WT:WB, and LImix are presented in Table 3. BRN is the total rotation number of the drilling shaft for unit length of column during penetration and withdrawn (Eq. 3) (Mizuno et al. 1988). During installation of DM columns, BRN values varied between 252 rev/m (design 1) and 858 rev/m (design 15).
where ΣM = total number of mixing blades, Np, Nw = rotational speed during penetration and withdrawal, respectively, in rpm, and Vp, Vw = velocity of mixing blade during penetration and withdrawal, respectively, in m/min.
The variations in moisture content and bulk density values of unstabilized clay, freshly mixed soilcrete, and 56-days-cured core sample (hardened soilcrete) give the time-dependent physical property of DM columns considering mix proportions (Fig. 5). The moisture content values of the unstabilized clay having LI values between 0.4 and 1.0 vary between 35 and 52%. Depending on the installation parameters, the moisture content of the freshly mixed soilcrete increases by 16.3% in design 1 and 70.9% in design 15 (an average of 31.9%) compared to the unstabilized clay. The moisture content of the 56-days-cured core samples decreases by an average of 7.4% compared with the fresh soil-slurry mixture. During the curing period, descending free water amount chemically adheres to the cementation products because free water is utilized in the hydration/pozzolanic reactions between cement, fly ash, and clay. Bulk densities of fresh and hardened soilcrete samples vary between 1.602–1.811 g/cm3 and 1.634–1.828 g/cm3, respectively.

Moisture content and bulk density values of soil, fresh, and hardened soilcrete
Mixing efficiency of DM column
The mixing efficiency of the untreated soil and the slurry was investigated to decide the minimum number of mixing by visual observation, which is the judgment that fresh soilcrete had a creamy appearance during the installation of the column. In designs 1, 2, 7, and 8, a homogeneously mixed fresh soilcrete was reached after 6 mixing processes (three times penetration and withdrawn of mixing blades). The LI of untreated soil was 0.4 or 0.6 and the volume ratio (VR) varied between 22.3 and 39.5% in these designs. The volume ratio of the slurry to the clayey soil in the column region gives the VR (Table 7). A homogeneous mixture of soil and slurry was observed after 4 mixing processes (two times penetration and withdrawn of mixing blades) in designs 3, 10, 12, and 15. In these designs, LI was 0.4 or 0.8 and VR varied between 32.1 and 75.9%. In the other designs, a homogeneous mixture was observed after 2 mixing stages (one time penetration and withdrawn of mixing blades) since LI was 0.8 or 1.0 and VR varied between 37.1 and 68.3%. 2 mixing stages consist of mixing the slurry with the clayey soil by the mixing blades through they are penetrated from the ground surface to the bottom of the column and withdrawn to the ground surface again.
Observations during column installation showed that the time to achieve a homogeneously mixed fresh soilcrete depended on the untreated soil and slurry parameters. The soil was sheared, crumbled and clay lumps were formed during the first mixing process. Clay lumps were not formed in the liquid consistency clay (LI = 1), but they were in stiff consistency with large sizes in clays had a LI of 0.4. During the first mixing process, the binder slurry could not interpenetrate to the clay lumps immediately. The slurry came into contact with the clay lumps better and the dimensions of them decreased since the mixing number increased. A homogeneously mixed fresh soilcrete was obtained easily in soft clays but a longer time of mixing stage was required in stiff clays. It is concluded that the minimum quantity of mixing process to reach a homogeneously mixed fresh soilcrete depends on the LI of untreated soil and VR of slurry since the RS of the drilling shaft and slurry outlet pressure are constant. Therefore, a key parameter (LI∙VR) is defined to decide minimum number of mixing processes. If LI∙VR is greater than 0.35, 2 times of mixing is sufficient. 4 times of soil mixing is necessary when LI∙VR is between 0.2 and 0.35. If LI∙VR is smaller than 0.2, a minimum of 6 times mixing is required to obtain a homogeneous mixture (Fig. 6).

Minimum number of mixing processes to obtain homogeneous mixture
Mechanical properties of DM column
The mechanical properties of each column, which were the unconfined compressive strength and the soil improvement ratio, were estimated at the end of the 28-day and 56-day curing periods (Table 8). The ratio of the average column strength (qu) to the shear strength of the unstabilized clay (qu,s) was the soil improvement ratio (RI). The number of core samples taken from each column is 10–17 in 28 days and 12–20 in 56 days (26–36 from each column in total). The average column strength was obtained by taking the average of the strengths of the core samples taken from each column during the relevant curing period.
The qu values of DM columns varied between 491.2–3269.8 kPa at 28 days and 641.2–3837.1 kPa at 56 days. The ratio of maximum core strength to minimum one (qu,max/qu,min) was between 1.2 and 2.5. The coefficient of variation (COV) values varied between 0.11 and 0.38. The COV is the ratio of standard deviation to the mean of all core strength data in each DM column. The higher COV value represents a greater level of dispersion around the mean since the lower COV value represents the strength data distributed close to the mean. In field cases of the DM method, the COV value for the strength variability changed from 0.34 to 0.79 (Filz and Navin 2006). The geological conditions of the site might be highly variable in the field, but DM columns were installed in a homogeneous clay mass in the laboratory. Therefore, the strength variability of DM columns had lower COV values in the laboratory than in field cases. COV values obtained in the laboratory demonstrated that the mixing efficiency was high, and also soil and slurry were mixed highly productively along the column length.
Minimum and maximum RI values obtained at design 1 (1415% in 28 days and 2173% in 56 days) and design 14 (47,388% in 28 days and 55,610% in 56 days), respectively. The lowest and highest strengths were in designs 4 and 14, respectively. In design 4, the strength is minimum since the BD is minimum (200 kg/m3) and the levels of other parameters are maximum (FA = 60%, W/B = 1.4, LI = 1). In design 14, the BD is maximum (425 kg/m3), the FA ratio is 20% and the W/B ratio (0.8) is minimum. In addition, the WT:WB ratio is maximum in design 4 (4.32) and minimum in design 14 (2.17). When total water amount in the mixture (design 4) is high, the clay minerals lose their electrostatic attraction force and the void ratio also increases due to the excess water in the mixture. Consequently, the clay-clay contact surfaces where cementation or pozzolanic products can form are reduced and the strength decreases (Lorenzo and Bergado 2004, 2006). In contrast, the strength increases when the total amount of water in the mixture (design 14) decreases. However, WT:WB ratio is not only parameter but also BD and FA affect strength. The relationship between qu, BD, and WT:WB is given in Fig. 7a. In general, strength increases as BD (or aw) increases and WT:WB decreases. Many scientists have reached similar results (Miura et al. 2001; Filz et al. 2005). Although the strength increases when BD increases, the effect of cement and FA on the strength can be determined as a result of optimization studies. FA decreases the strength when used more than a certain amount even if BD is high (as in Design 16). The total amount of water in the mixture is used both in hydration reactions and is necessary to obtain a homogeneous soil-binder mixture (Porbaha et al. 2000; Miura et al. 2001; Lorenzo and Bergado 2004). There is also a relationship between qu, BD, and LImix. The highest strengths were obtained LImix = 1.25∙LI (Fig. 7b). The highest strength in cement DM columns was obtained when LImix is equal to LI (Lorenzo and Bergado 2004, 2006). However, LImix increases up to 1.25 in FA replaced cement DM columns because FA has a higher water absorption capacity (specific surface area) than cement. In addition, RI increases when both conditions are met as LImix increases and WT:WB decreases (Tables 7 and 8). In conclusion, column strength is affected by all of the design parameters (BD, FA, SP, W/B, LI, WT:WB, LImix).

Influence of (a) WT:WB and (b) LImix on DM column strength (56 days of curing)
BRN value is another parameter that may affect column strength. Average BRN values are 335 rev/m (designs 1–4), 460 rev/m (designs 5–8), 585 rev/m (designs 9–12), and 710 rev/m (designs 13–16) (Table 7). Previously, it was concluded that an increment of BD increases column strength. The increase in column strength has also been attributed to the increase of BRN since the average of it increases from 335 to 710 rev/m while BD increases from 200 to 425 kg/m3. In the present study, a homogeneous soil-slurry mixture is obtained at least 252 rev/m of BRN value (design 1) for cement DM columns. In addition, the minimum BRN value for 20% FA replaced cement DM columns is 306 rev/m (design 2). The BD is minimum (200 kg/m3) in these designs. However, the VR of slurries are 22.3% and 27.1% in designs 1 and 2, respectively. This means that the slurry volume in design 2 is 22% greater than design 1. BRN of design 2 is also 22% greater than design 1. Therefore, BRN depends on the BD and VR since the rotation speed of the drilling shaft is constant. Increments of BRN (also BD and VR) lead to increase mixing efficiency and to obtain a homogeneous soil-slurry mixture easier (Larsson 2005; Larsson et al. 2005; Topolnicki 2010). FHWA (2013) recommends a minimum BRN value of 360 rev/m for the cement DM method as a result of field studies, but Topolnicki (2010) suggests that the minimum BRN value should be 430 rev/m. However, FHWA (2013) and Topolnicki (2010) did not provide any information regarding the volume ratio (VR) or binder dosage (BD) for which the minimum BRN value applies. In this study, BRN was in a linear relationship with VR. The BRN value can practically be calculated with BRN = 11.3VR (Fig. 8). This relationship can be modified and used to determine appropriate installation parameters to obtain a homogeneous soil-slurry mixture in field applications. The laboratory type slurry batch plant has a pumping capacity of 90 lt/min but the slurry outflow rate from injection nozzles is 20 lt/min. In the field, the binder plant delivers a slurry of 80–150 lt/min (BS EN 14679 2005) but slurry outflow rate from injection nozzles depends on the machinery parameters (number of drilling shaft, mixing blade, and injection nozzles).

The relationship between BRN and VR
Statistical evaluations
Despite differences in untreated clay and slurry properties in DM column installation, column strengths in some designs such as 7 (1598.8 kPa) and 8 (1519.5 kPa) for 28 days and 8 (2463.0 kPa) and 16 (2429.6 kPa) for 56 days were very close. For this reason, qu and RI results were used in statistical evaluations as the response characteristics.
Evaluation of response characteristics to fit any distribution is performed by multiple probability graphs since there are two curing periods for each response (Fig. 9). Multiple probability graphs are obtained by Minitab software. In these graphs, the probability percentage of response values in the data set which is less than or equal to it plots along a fitted distribution line (middle straight line). In addition, the probability boundaries of each response (curved lines) for the 95% confidence intervals (CI) could be displayed. How well the data follow a particular distribution is decided by Anderson–Darling statistics (AD and p-values) (Anderson and Darling 1952). If the AD value is small and the p-value is greater than 0.05 (for 95% CI), the dataset (test results) is considered to fit the specified distribution. The data of qu response used in the statistical analysis follow a normal distribution because smaller AD values (0.172 in 28 days and 0.160 in 56 days) are obtained. Moreover, the p-values greater than 0.05 (0.914 in 28 days and 0.935 in 56 days) (Fig. 9a). The RI data fit the lognormal distribution (AD = 0.466–0.530, p-value = 0.218–0.149) (Fig. 9b). Probability graphs show that the distribution of qu and RI values obtained at 28- and 56-days curing times is significant.

Multiple probability graphs for (a) qu and (b) RI
S/N analysis
In the S/N analysis, S/N values of main effects are plotted for controllable parameters (BD, FA, SP, W/B, LI) (Fig. 10). The parameter level with the highest S/N value maximizes qu and RI since S/N analyzes were determined by "larger the better" case. As BD increases, qu and RI increase since cementation between clay and binder increase. Maximum qu and RI values are achieved at FA content of 20% and 40% at curing times of 28 and 56 days, respectively. The slurry containing 20%FA and 80%C leads to maximum qu and RI at 28 days curing period. FA is more effective for longer curing periods (56 days) and maximum qu and RI is obtained with the slurry contains 40%FA and 60%C. FA as a secondary binder in the slurry contributes the DM column strength and soil improvement ratio. In addition, due to the high long-term strength of FA, it increases qu and RI up to 40% FA content in 56 days of curing time. qu and RI increase up to 3% SP content, then decrease. As the W/B ratio increases, qu and RI decrease because excess water increases the void ratio of the mixture and decreases the strength. As the LI of the unimproved clay increases, qu decreases and RI increases. This situation causes the WT:WB ratio of the mixture increases and the column strength decreases. However, with the increase of LI, the decrease in the shear strength of the soil is much greater than the decrease in column strength, so the RI increases.

S/N ratios for the response characteristics (note: dashed lines represent average S/N ratios for each response)
The ‘delta’ value estimated from the S/N graphs facilitate to understand significance level of controllable parameters affecting responses (qu and RI). The difference of smallest and largest S/N values for each response deduce the delta value. The significance level of the installation parameters affecting the qu is ranked as BD, W/B, FA, LI, and SP for 56 days since delta values are ranked as 7.36, 3.34, 3.28, 2.21, and 1.85, respectively. The most important parameter on RI is the LI of the clay because the highest soil improvement is obtained for the DM columns installed in the liquid consistency clay. The parameters effective on the RI are ranked as LI, BD, W/B, FA, and SP for 56 days since delta values are ranked as 18.49, 7.36, 3.34, 3.28, and 1.85, respectively. The rank of the parameters affecting qu and RI for 28 days is same with the 56-day-responces (Fig. 10).
ANOVA results
Analysis of variance (ANOVA) examines the statistical significance between the independent parameters affecting the process and the response (Fisher 1919). The degree of freedom (Df) of each parameter are 3 (number of levels-1) and Df of the system is 15 (n-1) since there are 16 designs (n). In the ANOVA, the least effective parameter on the responses (LI on qu and SP on RI) was excluded from the model to arrange the total Df of the system. Otherwise, F and P values cannot be calculated since the Df of the errors is 0. In the S/N analysis, the least effective parameter on qu is SP and LI is the 4th parameter that affects qu. However, LI parameter is excluded from the ANOVA model developed for qu to obtain maximum regression coefficients. ANOVA is necessary to perform multi-response optimization and may give different results than the S/N analysis specific to the Taguchi method since it gives optimum parameter levels individually for each response. F and P values need to be calculated to establish the relationship between the parameters and the responses. Whether the parameters are statistically significant can be understood if the F value is high or the P value is small. P value is a probability that measures the evidence against the null hypothesis. There is statistical significance between most of the parameters and the response since the P value is less than 0.05 for the 95% CI. In addition, the contribution percentages of the parameters on the responses and regression equations are obtained with ANOVA (Table 9). The most effective parameters on DM strength are BD (84.98% in 28 days, 65.21% in 56 days) and W/B (6.84% in 28 days, 17.20% in 56 days). The third effective parameter on strength is FA content, which contributes to 5.84% in 28 days and 13.92% in 56 days. ANOVA results confirm that FA additive contributes more to strength during long curing time since contribution percentage of FA increases from 28 to 56 days. The parameters with the highest percentage of contribution to the RI response are LI and BD. The other parameters have little effect on RI because RI is more often depended on soil consistency.
The contribution percentages of parameters on qu and RI are dissimilar since BD is mostly effective on qu and LI on RI. DM column strength is related to soilcrete material properties and it is influenced mostly by BD, W/B, and FA. Soil improvement ratio (RI) is the ratio of column strength to untreated soil strength, that is, RI values computed from strength data. Even if the column strengths in different designs are close to each other, there is a considerable difference between the RI values when the soil consistency and soil strength change. Column strength is 3837.1 kPa in design 14 and 3456.0 kPa in design 15 for 56 days of curing period. However, RI values are 55,610% in design 14 (LI = 1.0, qu,s = 6.9 kPa) and 4620% in design 15 (LI = 0.8, qu,s = 74.8 kPa). There is a 10% difference between column strengths in Designs 14 and 15 while there is a 12 times difference between RI values. Therefore, LI is the most effective parameter on RI. In soil improvement works with the DM method, it is seen that a greater soil improvement ratio will be achieved in soft clay than in stiff clay, even if the slurry parameters are different.
Optimization and verification
The present study aimed to install DM columns having the best performance. Therefore, the optimum level of each parameter was determined to maximize the qu and RI responses at curing times of 28 and 56 days. An optimal combination of parameters was determined by the desirability function method (Derringer and Suich 1980). Firstly, individual desirability (d) of all responses is required in this method (Bouzid et al. 2018). The individual desirability di(yi) can be calculated to maximize a response using "larger better" formulas (Eq. 4) (Derringer and Suich 1980). Then, the composite desirability (D) of all responses, which changes between 1 and 0, is the geometric mean of individual desirability values (Eq. 5). Individual (d) and composite desirability (D) examine how well a combination of parameters and their levels conform to the optimization goal defined for the responses. The desirability approach evaluates the success of optimization results since individual desirability concerns a single response and composite desirability concerns a set of responses overall. There is maximum compatibility between responses and factors if the desirability value is 1. However, the predicted response is apart from the allowable boundaries if the desirability value is 0 (Sahoo and Mishra 2014). During optimization, since FA is more effective in the long curing time, the significance level of 56-day responses was taken as 3 and the others as 1.
where x is the parameter, Li and Ui are lower and upper acceptable values of yi, respectively, r is used to determine the shape of di(yi) and change between 0 and 1, m is the number of responses.
The optimum levels of design parameters were determined by using a multi-response optimization technique based on the ANOVA results. The vertical red lines in Fig. 11 correspond to the optimum levels of parameters; BD is 425 kg/m3, FA is 40%, SP is 3%, W/B is 0.8, and LI is 1. The predicted value of responses (qu,28 days, qu,56 days, RI28 days, and RI56 days) as an optimum was shown in Fig. 11 with horizontal blue dashed lines. The predicted DM strengths at 28 and 56 days are 2915.7 kPa and 3940.3 kPa, respectively. Soil improvement ratios are predicted as 38,624% and 60,310% at 28 and 56 days of curing time, respectively. The composite desirability is 0.996, which means the success rate in achieving optimum results is 99.6%.

Multi-response optimization graph for qu and RI responses
After the optimization process, a DM column was installed with optimal levels of parameters to confirm the optimization results. During the installation, some physical properties were recorded: aw is 37.9%, WT:WB is 2.2, VR is 51.2%, and density of slurry, fresh and hardened soilcrete is 1.520 g/cm3, 1.668 g/cm3, and 1.674 g/cm3, respectively. In the optimum design, the fresh soilcrete appeared creamy immediately after the second mixing stage. Moreover, the homogeneity of the soil-slurry mixture was much better than the L16 designs. The unconfined compressive strengths of the core samples were determined after 28 and 56 days of the column installation. The average column strength is 2814.5 kPa at 28 days (COV = 0.15) and 4088.5 kPa at 56 days (COV = 0.11). The soil improvement ratio is 40,790% and 59,254% at 28 and 56 days, respectively. There is a difference of + 3.6%, -3.6%, -5.3%, and + 1.8% between the optimization (predicted) and test results (verification) for qu,28 days, qu,56 days, RI28 days, and RI56 days, respectively. These results declare that statistical and experimental studies are complying.
As a result of multi-response optimization results, the optimum liquidity index of the soil is 1. However, it is not always possible to encounter a liquid consistency soil in the field. The DM method can be applied to most soil types having different consistencies varying from soft/very soft to medium stiff consistency. Therefore, the optimization result on LI may cause incorrect assessment. The optimum parameter levels are determined for all parameters to maximize both responses (qu and RI). However, BD, FA, SP, and W/B were considered to maximize strength in the ANOVA and optimization studies. BD, FA, W/B, and LI were considered to optimize RI. Therefore, optimum slurry parameters can be used for soils with different consistencies because LI is not an effective parameter for strength. In addition, the maximum RI values were obtained in liquid-consistency soil (LI = 1). Soil stabilization studies with the DM method are easily applicable in soft soils since it is easy to obtain homogeneous soil-slurry mixtures. In soft soils, higher soil improvement ratios are obtained since the strength of the unstabilized soil decrease as the liquidity index increases.
Permeability characteristics
Permeability tests were carried out for DM columns of design 4, design 14, and optimum design. Designs 4 and 14 belong to the columns with the lowest and highest strength, respectively, in the L16 experimental design. Permeability tests were performed on three samples of each for the upper, middle, and lower regions of the columns, and the average permeability coefficient (k) values are presented in Table 10.
The surrounding soils of DM columns in 4, 14, and optimum designs were a liquid consistency (LI = 1). The permeability coefficient of soil was 0.529∙10–8 m/s. Regardless of the installation parameters, the permeability of the columns was lower than the surrounding soil. In addition, the permeability coefficient of the columns decreases (about 35–50%) and becomes more impermeable as the curing time increases. This result shows that the hydration reactions continue and the voids between the clay particles decrease over time.
The permeability of the column in Design 14 is 100 times smaller than in Design 4 since the strength in Design 14 (BD = 425 kg/m3) is 6–7 times higher than in Design 4 (BD = 200 kg/m3). The permeability of the column in the optimum design is 30% less than that of design 14. The installation parameters for design 14 and optimal design are the same, except for the FA replacement ratio (20% for design 14 and 40% for optimal design). The interesting result here is that the permeability decreases even though the 28-day strength is smaller at the optimum design (2814.5 kPa) than at design 14 (3269.8 kPa). FA decreases permeability even if it decreases the strength in the early curing period. Meanwhile, FA fills the voids and reduces permeability since FA is a finer material than other materials. In the optimum design, an almost impermeable column is installed since the permeability coefficient of the DM column is quite low (< 10–11 m/s).
The permeability coefficient of cement DM columns in the field varies between 10–8-10–9 m/s (O’Rourke and McGinn 2004). In this respect, more impermeable columns can be installed with FA-replaced cement DM columns.
Consolidation characteristics
The one-dimensional compression curves of hardened soilcrete belongs to design 4, design 14, and optimum design are presented in Fig. 12 In design 4, the consolidation curve exhibits yielding after a certain stress which closes to the strength of hardened soilcrete since the 28-day and 56-day strengths of design 4 were 491.2 kPa and 641.2 kPa, respectively. The consolidation curves of design 14 and optimum design continue linearly with low slopes and do have not a yield point because the strengths of hardened soilcrete are well above the maximum stress in the consolidation test. In addition, the compression index (Cc) of the hardened soilcrete decreases as the curing time increases for the same design. Moreover, if the strengths of the hardened soilcrete are ordered from low to high as design 4, design 14, and optimum design, Cc decreases as the strength increases. As a result, the Cc values of the DM column in the optimum design were obtained at the end of 28 and 56 days as 0.055 and 0.048, respectively, which means that the compressibility of the column is very low.

One-dimensional compression curves of hardened soilcrete
SEM characterization
The microstructure of the hardened soilcrete was examined with SEM images according to curing time and design parameters. In the microstructure of soilcrete samples of design 4, CSH gels, ettringite needles, and large voids between solid masses are observed. The strength of the DM sample in design 4 is low, compression index and permeability coefficient are high since BD is minimum (200 kg/m3), FA (60%) and WT:WB (4.32) are maximum. Moreover, FA particles appear not to be hydrated due to the high amount of FA in the mixture (Figs. 13a-b).

SEM images of hardened soilcrete samples
In design 14, CSH and CAH gels, CH plates, and ettringite needles are observed in the microstructure of the DM samples. All FA particles were hydrated. The presence of CH plates in this design indicates that they cannot transform into CSH or CAH gels because there is not enough SiO2 and Al2O3 in the column microstructure. In other words, if there was more FA in the mixture (20% FA in design 14), CSH and CAH gel formation would increase. This situation is evidence of 40% FA in optimum design. In addition, the strength is high, and the compression index and permeability coefficient are low since the samples have fewer voids and a compact structure (Figs. 13c-d).
CSH gels, CAH gels, and ettringite needles were observed in the microstructure of the hardened soilcrete in the optimum design. During the curing period of 56 days, the amount of ettringite needles and voids decreased, as well the amount of hydration gels increased (Figs. 13e-f). In the SEM image of this design, CSH gel formation on the surface of the fly ash and clay particles was detected because of the ongoing hydration reactions on the 28th day (Fig. 13e). The highest strength, lowest permeability, and lowest compressibility are obtained in optimum design since BD is maximum (425 kg/m3), FA amount is optimum (40%), and WT:WB is minimum (2.20).
SEM images clearly show that when the curing time increases, the voids between solid masses decrease as well the amount of hydrated gel increases (Fig. 13).
CSH and CAH gels are the main cementation products responsible for improving the mechanical properties of cementitious stabilized materials (Wu et al. 2022). Ettringite needles are formed because of the natural process of hydration reactions of cement-based materials (reaction of C3A, C4AF, CSH2, and CaSO4 in cement). Gypsum (CSH2) and lime (CaSO4), which cause the formation of ettringite, are necessary to regulate the setting time of cement (Soomro et al. 2023), but in the presence of sulfate-rich groundwater, ettringite expands and causes deterioration (expansion, cracking, and mass loss) in the internal structure of the cement-based materials (Puppala et al. 2018; Akula and Little 2020). Sulphate-resistant cement (C3A < 5% and C3A + C4AF < 25% according to ASTM C150 (ASTM C150 2021)) should be used in construction works where there is sulphate-rich groundwater that will increase the ettringite formation.
Slurry cost
The study clearly shows that optimum slurry parameters (binder dosage of 425 kg/m3, FA replacement ratio is 40%, SP content is 3%, water/binder ratio is 0.8) maximize the strength and minimize the permeability and compressibility characteristics of FA-replaced cement DM columns. The feasibility of FA-replaced cement DM method is determined by comparing the slurry cost with the cement DM method (Table 11). For 1 m3 soil stabilization with DM method, the slurry has only cement (425 kg) in cement DM method but 255 kg cement (60%) and 170 kg fly ash (40%) in FA-replaced DM method. Super plasticizer and water masses can be determined as 12.75 kg and 340 kg, respectively, for both methods (see Tables 3 and 11). In the FA-replaced cement DM method, binder cost and slurry cost are reduced by 33% and 28%, compared to the cement DM method.
Conclusion
In the present study, the fly ash (FA) replaced cement deep mixing (DM) columns were installed in a high plasticity clayey soil concerning the wet deep mixing technique. The properties of DM columns (strength, soil improvement ratio, permeability, consolidation, and microstructural characteristics) were determined at different curing periods. The Taguchi method, S/N and ANOVA analyses, and the desirability function method were used to obtain optimum installation parameters that led to the construction of high-performance columns.
The main scientific findings obtained from this study and the humble recommendations of the authors are listed below.
-
Experience in the laboratory has shown that the slurry viscosity should not exceed 70 s for operational tooling safety purposes.
-
Super plasticizer does not affect the slurry density substantially, but it reduces the viscosity significantly if water/binder ratio is smaller than 1.2.
-
During the installation of the FA-replaced cement DM column, the minimum quantity of mixing process to reach a homogeneously mixed fresh soilcrete depends on the liquidity index (LI) of untreated soil and the volume ratio (VR) of slurry. A key parameter (LI∙VR) is defined to decide a minimum number of mixing processes. The drilling shaft of the DM machine should be penetrated and withdrawn 6, 4, and 2 times in cases where LI∙VR ≤ 0.2, 0.2 < LI∙VR ≤ 0.35, and LI∙VR > 0.35, respectively to obtain a homogeneous mixture. These results lead to a shortening of the installation time of FA-replaced cement DM column in the field. However, the authors recommend testing these findings for different types of soils.
-
In the cement DM column installation, the minimum blade rotation number (BRN) should be 252 rev/m. The minimum BRN number of 306 rev/m is sufficient to reach a homogeneous soil-slurry mixture in the FA-replaced cement DM column installation. BRN and VR are in a linear relationship as BRN = 11.3VR.
-
The highest performance of the FA-replaced cement DM column was obtained with LImix = 1.25∙LI.
-
Optimum installation parameters were determined as binder dosage of 425 kg/m3, FA replacement ratio is 40%, SP content is 3%, water/binder ratio is 0.8, and LI of the untreated soil is 1. In the optimum design, column strength (qu = 4088.5 kPa) and soil improvement ratio (RI = 59,254%) were maximum, permeability coefficient (k = 0.849∙10–11 m/s) and compression index (Cc = 0.048) were minimum. The local site conditions may have a significant role in DM column installation. Therefore, the authors note that the optimal levels of installation parameters may change according to the geological conditions of the field. Additional studies may be required to reveal this problem.
-
SEM images prove the increase in column performance due to the cementation products (CSH and CAH gels) formed in the microstructure of the FA-replaced cement DM column depending on the curing time and installation parameters.
In conclusion, high-performance DM columns can be installed with 40% fly ash replaced cement slurry in soil improvement works in the field. Thus, FA waste management can be improved, and cement utilization and binder cost can be reduced by 40% and 33%, respectively. In the construction site, an additional silo can be installed to supply fly ash and slurry can be prepared with appropriate mix proportions of cement, fly ash, super plasticizer, and water.
Data Availability
All data supporting the findings of this study are available within the paper.
Change history
25 July 2024
A Correction to this paper has been published: https://doi.org/10.1007/s10064-024-03828-1
References
Afkhami B, Akbarian B, Beheshti AN et al (2015) Energy consumption assessment in a cement production plant. Sustainable Energy Technol Assess 10:84–89. https://doi.org/10.1016/j.seta.2015.03.003
Akula P, Little DN (2020) Coupled thermodynamic and experimental approach to evaluate ettringite formation in a soil stabilized with fluidized bed ash by-product: A case study. Transportation Geotechnics 23:100352. https://doi.org/10.1016/j.trgeo.2020.100352
Amran M, Fediuk R, Murali G et al (2021) Fly Ash-Based Eco-Efficient Concretes: A Comprehensive Review of the Short-Term Properties. Materials 14:4264. https://doi.org/10.3390/ma14154264
Anderson TW, Darling DA (1952) Asymptotic Theory of Certain “Goodness of Fit” Criteria Based on Stochastic Processes. Ann Math Stat 23:193–212. https://doi.org/10.1214/aoms/1177729437
Arulrajah A, Yaghoubi M, Disfani MM et al (2018) Evaluation of fly ash- and slag-based geopolymers for the improvement of a soft marine clay by deep soil mixing. Soils Found 58:1358–1370. https://doi.org/10.1016/j.sandf.2018.07.005
ASTM C128–15 (2015) Standard test method for relative density (specific gravity) and absorption of fine aggregate. In: Book of Standards, vol 04.02. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM C150 (2021) Standard specification for portland cement. In: Book of Standards, vol 04.01. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM C618–17 (2018) Standard specification for coal ash and raw or calcined natural pozzolan for use in concrete. In: Book of Standards, vol 04.02. American Society for Testing and Materials, West Conshohocken, PA, USA.
ASTM C618–23 (2023) Standard specification for coal ash and raw or calcined natural pozzolan for use in concrete. In: Book of Standards, vol 04.02. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM C940–16 (2016) Standard test method for expansion and bleeding of freshly mixed grouts for preplaced-aggregate concrete in the laboratory. In: Book of Standards, vol 04.02. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM D2166 (2016) Standard test method for unconfined compressive strength of cohesive soil. In: Book of Standards, vol 04.08. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM D2216–19 (2019) Standard test methods for laboratory determination of water (moisture) content of soil and rock by mass. In: Book of Standards, vol 04.08. American Society for Testing and Materials, West Conshohocken, PA, USA.
ASTM D2435 (2020) Standard test methods for one-dimensional consolidation properties of soils using incremental loading. In: Book of Standards, vol 04.08. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM D2487 (2017) Standard practice for classification of soils for engineering purposes (Unified Soil Classification System). In: Book of Standards vol 04.08. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM D4318 (2017) Standard test methods for liquid limit, plastic limit, and plasticity index of soils. In: Book of Standards, vol 04.08. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM D5084–16a (2016) Standard test methods for measurement of hydraulic conductivity of saturated porous materials using a flexible wall permeameter. In: Book of Standards, vol 04.08. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM D6910 (2019) Standard test method for Marsh funnel viscosity of construction slurries. In: Book of Standards, vol 04.09, In: Book of Standards, vol 04.08. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM D6913 (2017) Standard test methods for particle-size distribution (gradation) of soils using sieve analysis. In: Book of Standards, vol 04.09, In: Book of Standards, vol 04.08. American Society for Testing and Materials, West Conshohocken, PA, USA
ASTM D7263–21 (2021) Standard test methods for laboratory determination of density (unit weight) of soil specimens. In: Book of Standards Volume: 04.09. In: Book of Standards Volume: 04.08. American Society for Testing and Materials: West Conshohocken, PA, USA.
ASTM D7928–17 (2017) Standard test method for particle-size distribution (gradation) of fine-grained soils using the sedimentation (hydrometer) analysis. In: Book of Standards, vol 04.09. American Society for Testing and Materials, West Conshohocken, PA, USA
Baloochi H, Aponte D, Barra M (2020) Soil Stabilization Using Waste Paper Fly Ash: Precautions for Its Correct Use. Appl Sci 10:8750. https://doi.org/10.3390/app10238750
Bergado DT, Lorenzo GA (2005) Economical mixing method for cement deep mixing. In: Innovations in Grouting and Soil Improvement. pp 1–10. https://doi.org/10.1061/40783(162)12
Bhadriraju V, Puppala AJ, Madhyannapu RS, Williammee R (2008) Laboratory procedure to obtain well-mixed soil binder samples of medium stiff to stiff expansive clayey soil for deep soil mixing simulation. Geotechnical Test J 31: https://doi.org/10.1520/GTJ100936
Bhatt A, Priyadarshini S, AcharathMohanakrishnan A et al (2019) Physical, chemical, and geotechnical properties of coal fly ash: A global review. Case Studies in Construction Materials 11:e00263. https://doi.org/10.1016/j.cscm.2019.e00263
Bhoi AK, Juneja A, Mandal JN (2023) Sugar factory ash as retaining wall backfill: A techno-economic trial. J Clean Prod 385:135763. https://doi.org/10.1016/j.jclepro.2022.135763
Bouzid L, Berkani S, Yallese MA et al (2018) Estimation and optimization of flank wear and tool lifespan in finish turning of AISI 304 stainless steel using desirability function approach. Int J Ind Eng Comput 9:349–368. https://doi.org/10.5267/j.ijiec.2017.8.002
BS EN 14679 (2005) Execution of special geotechnical works - Deep mixing. British Standards Institution, London, UK
EuroSoilStab (2002) Design Guide for Soft Soil Stabilization: Development of design and construction ethods to stabilise soft oganic soils. BRE Press, Bracknell, UK
Broms BB, Boman P (1975) Lime stabilized column. In: 5th Asian Regional Conference on Soil Mech. and Found. Engineering, vol 1. Indian Institute of Science, Bangalore, India, pp 227–234
Bruce DA (2000) An introduction to the deep mixing method as used in geotechnical applications (No. FHWA-RD-99–138). Federal Highway Administration. Office of Infrastructure Research and Development, USA
Castel A, Foster SJ (2015) Bond strength between blended slag and Class F fly ash geopolymer concrete with steel reinforcement. Cem Concr Res 72:48–53. https://doi.org/10.1016/j.cemconres.2015.02.016
CDIT (2002) The deep mixing method: Principle, design, and construction. Coastal Development Institute of Technology, Balkema, Lisse, Netherlands
Chen J-J, Zhang L, Zhang J-F et al (2013) Field tests, modification, and application of deep soil mixing method in soft clay. J Geotech Geoenviron Eng 139:24–34. https://doi.org/10.1061/(ASCE)GT.1943-5606.0000746
Chompoorat T, Thepumong T, Khamplod A, Likitlersuang S (2022) Improving mechanical properties and shrinkage cracking characteristics of soft clay in deep soil mixing. Constr Build Mater 316:125858. https://doi.org/10.1016/j.conbuildmat.2021.125858
CHRYSO (2023) CHRYSO®Optima 100. In: https://uk.chryso.com/p/6906/chryso-optima-100. Accessed 18 Apr 2024.
Cokca E, Yilmaz Z (2004) Use of rubber and bentonite added fly ash as a liner material. Waste Manage 24:153–164. https://doi.org/10.1016/j.wasman.2003.10.004
Deepak MS, Rohini S, Harini BS, Ananthi GBG (2021) Influence of fly-ash on the engineering characteristics of stabilised clay soil. Mater Today Proc 37:2014–2018. https://doi.org/10.1016/j.matpr.2020.07.497
Dehghanbanadaki A (2021) Intelligent modelling and design of soft soil improved with floating column-like elements as a road subgrade. Transportation Geotechnics 26:100428. https://doi.org/10.1016/j.trgeo.2020.100428
Dehghanbanadaki A, Ahmad K, Ali N (2014) Experimental investigations on ultimate bearing capacity of peat stabilized by a group of soil–cement column: a comparative study. Acta Geotech 11:295–307. https://doi.org/10.1007/s11440-014-0328-x
Derringer G, Suich R (1980) Simultaneous optimization of several response variables. J Qual Technol 12:214–219. https://doi.org/10.1080/00224065.1980.11980968
Dong X, Wang M, Song M, Hou N (2023) Engineering Properties and Microscopic Mechanisms of Composite-Cemented Soil as Backfill of Ultra-Deep and Ultra-Narrow Foundation Trenches. Appl Sci 13:1952. https://doi.org/10.3390/app13031952
Edil TB, Acosta HA, Benson CH (2006) Stabilizing Soft Fine-Grained Soils with Fly Ash. J Mater Civ Eng 18:283–294. https://doi.org/10.1061/(ASCE)0899-1561(2006)18:2(283)
FHWA (2013) Federal highway administration design manual: Deep mixing for embankment and foundation support Report No. FHWA-HRT-13–046. Federal Highway Administration, Washington
Filz GM, Hodges DK, Weatherby DE, Marr WA (2005) Standardized definitions and laboratory procedures for soil-cement specimens applicable to the wet method of deep mixing. Innovations in Grouting and Soil Improvement. American Society of Civil Engineers, Reston, VA, pp 1–13
Filz GM, Navin MP (2006) Stability of column-supported embankments (Report No. VTRC 06-CR13). Virginia Transportation Research Council, Charlottesville, VA
Fisher RA (1919) The correlation between relatives on the supposition of mendelian inheritance. Trans Royal Soc Edinburgh 52:399–433. https://doi.org/10.1017/S0080456800012163
Gollakota ARK, Volli V, Shu C-M (2019) Progressive utilisation prospects of coal fly ash: A review. Sci Total Environ 672:951–989. https://doi.org/10.1016/j.scitotenv.2019.03.337
Guan L, Chen Y, Ye W et al (2023) Foamed concrete utilizing excavated soil and fly ash for urban underground space backfilling: Physical properties, mechanical properties, and microstructure. Tunn Undergr Space Technol 134:104995. https://doi.org/10.1016/j.tust.2023.104995
Güllü H, Al Nuaimi MMD, Aytek A (2021) Rheological and strength performances of cold-bonded geopolymer made from limestone dust and bottom ash for grouting and deep mixing. Bull Eng Geol Env 80:1103–1123. https://doi.org/10.1007/s10064-020-01998-2
Gunasekera C, Zhou Z, Sofi M, et al (2019) Hydration and Strength Evolution of Ternary-Blend High-Volume Fly Ash Concretes. ACI Mater J 116:. https://doi.org/10.14359/51716815
Hasheminezhad A, Bahadori H (2019) Seismic response of shallow foundations over liquefiable soils improved by deep soil mixing columns. Comput Geotech 110:251–273. https://doi.org/10.1016/j.compgeo.2019.02.019
Helson O, Eslami J, Beaucour A et al (2018) Hydro-mechanical behaviour of soilcretes through a parametric laboratory study. Constr Build Mater 166:657–667. https://doi.org/10.1016/j.conbuildmat.2018.01.177
Hoang T, Do H, Alleman J et al (2023) Comparative evaluation of freeze and thaw effect on strength of BEICP-stabilized silty sands and cement- and fly ash-stabilized soils. Acta Geotech 18:1073–1092. https://doi.org/10.1007/s11440-022-01612-7
Horpibulsuk S, Miura N, Nagaraj TS (2005) Clay–water/cement ratio identity for cement admixed soft clays. Journal of Geotechnical and Geoenvironmental Engineering 131:187–192. https://doi.org/10.1061/(ASCE)1090-0241(2005)131:2(187)
Horpibulsuk S, Rachan R, Suddeepong A (2011) Assessment of strength development in blended cement admixed Bangkok clay. Constr Build Mater 25:1521–1531. https://doi.org/10.1016/j.conbuildmat.2010.08.006
Hou P, Wang K, Qian J et al (2012) Effects of colloidal nanoSiO2 on fly ash hydration. Cem Concr Compos 34:1095–1103. https://doi.org/10.1016/j.cemconcomp.2012.06.013
Jamsawang P, Voottipruex P, Jongpradist P, Bergado DT (2015) Parameters affecting the lateral movements of compound deep cement mixing walls by numerical simulations and parametric analyses. Acta Geotech 10:797–812. https://doi.org/10.1007/s11440-015-0417-5
Jamsawang P, Voottipruex P, Tanseng P et al (2019) Effectiveness of deep cement mixing walls with top-down construction for deep excavations in soft clay: case study and 3D simulation. Acta Geotech 14:225–246. https://doi.org/10.1007/s11440-018-0660-7
Jongpradist P, Jumlongrach N, Youwai S, Chucheepsakul S (2010) Influence of Fly Ash on Unconfined Compressive Strength of Cement-Admixed Clay at High Water Content. J Mater Civ Eng 22:49–58. https://doi.org/10.1061/(ASCE)0899-1561(2010)22:1(49)
Kek HY, Pan Y, Ng YCH, Lee FH (2021) An approach for modelling spatial variability in permeability of cement-admixed soil. Acta Geotech 16:4007–4026. https://doi.org/10.1007/s11440-021-01344-0
Kianimehr M, Shourijeh PT, Binesh SM et al (2019) Utilization of recycled concrete aggregates for light-stabilization of clay soils. Constr Build Mater 227:116792. https://doi.org/10.1016/j.conbuildmat.2019.116792
Kitazume M, Terashi M (2013) The deep mixing method. CRC Press
Kitazume M, Grisolia M, Leder E et al (2015) Applicability of molding procedures in laboratory mix tests for quality control and assurance of the deep mixing method. Soils Found 55:761–777. https://doi.org/10.1016/j.sandf.2015.06.009
Larsson S, Dahlström M, Nilsson B (2005) Uniformity of lime-cement columns for deep mixing: a field study. Proceedings of the Institution of Civil Engineers - Ground Improvement 9:1–15. https://doi.org/10.1680/grim.2005.9.1.1
Larsson S (2005) State of practice report-Execution, monitoring and quality control. In: Proceedings of the International Conference on Deep Mixing—Best Practices and Recent Advances, vol 5. Swedish Deep Stabilization Research Centre, Linköping, Sweden, pp 732–786
Li Y, Wu B, Wang R (2022) Critical review and gap analysis on the use of high-volume fly ash as a substitute constituent in concrete. Constr Build Mater 341:127889. https://doi.org/10.1016/j.conbuildmat.2022.127889
Liu Y, Jiang YJ, Xiao H, Lee FH (2016) Determination of representative strength of deep cement-mixed clay from core strength data. Géotechnique 67:350–364. https://doi.org/10.1680/jgeot.16.P.105
Liu Y, He LQ, Jiang YJ et al (2019) Effect of in situ water content variation on the spatial variation of strength of deep cement-mixed clay. Géotechnique 69:391–405. https://doi.org/10.1680/jgeot.17.P.149
Lo SR, Wardani SP (2002) Strength and dilatancy of a silt stabilized by a cement and fly ash mixture. Can Geotech J 39:77–89. https://doi.org/10.1139/t01-062
Lorenzo GA, Bergado DT (2004) Fundamental parameters of cement-admixed clay—new approach. J Geotech Geoenviron Eng 130:1042–1050. https://doi.org/10.1061/(ASCE)1090-0241(2004)130:10(1042)
Lorenzo GA, Bergado DT (2006) Fundamental characteristics of cement-admixed clay in deep mixing. J Mater Civ Eng 18:161–174. https://doi.org/10.1061/ASCE0899-1561200618:2161
Luis A, Deng L, Shao L, Li H, (Andy) (2019) Triaxial behaviour and image analysis of Edmonton clay treated with cement and fly ash. Constr Build Mater 197:208–219. https://doi.org/10.1016/j.conbuildmat.2018.11.222
Madhyannapu RS, Puppala AJ, Nazarian S, Yuan D (2010) Quality assessment and quality control of deep soil mixing construction for stabilizing expansive subsoils. J Geotech Geoenviron Eng 136:119–128. https://doi.org/10.1061/(ASCE)GT.1943-5606.0000188
Mahedi M, Cetin B, White DJ (2020) Cement, Lime, and Fly Ashes in Stabilizing Expansive Soils: Performance Evaluation and Comparison. J Materials Civil Eng 32:. https://doi.org/10.1061/(ASCE)MT.1943-5533.0003260
Malhotra VM (1990) Durability of concrete incorporating high-volume of low-calcium (ASTM Class F) fly ash. Cem Concr Compos 12:271–277. https://doi.org/10.1016/0958-9465(90)90006-J
Mir BA, Sridharan A (2013) Physical and Compaction Behaviour of Clay Soil-Fly Ash Mixtures. Geotech Geol Eng 31:1059–1072. https://doi.org/10.1007/s10706-013-9632-8
Miura N, Horpibulsuk S, Nagaraj TS (2001) Engineering behavior of cement stabilized clay at high water content. Soils Found 41:33–45. https://doi.org/10.3208/sandf.41.5_33
Mizuno Y, Kamura K, Matumoto J (1988) Experiment on the Improvement of Sandy Soil Using the Deep Mixing Method. In: Proceedings of the 23rd Annual Meeting of JSSMFE. Tokyo, Japan, pp 2301–2304
Mohammadinia A, Disfani MM, Conomy D, et al (2019) Utilization of Alkali-Activated Fly Ash for Construction of Deep Mixed Columns in Loose Sands. J Mater Civil Eng 31:. https://doi.org/10.1061/(ASCE)MT.1943-5533.0002878
Moura WA, Gonçalves JP, Lima MBL (2007) Copper slag waste as a supplementary cementing material to concrete. J Mater Sci 42:2226–2230. https://doi.org/10.1007/s10853-006-0997-4
Mujtaba H, Aziz T, Farooq K et al (2018) Improvement in Engineering Properties of Expansive Soils using Ground Granulated Blast Furnace Slag. J Geol Soc India 92:357–362. https://doi.org/10.1007/s12594-018-1019-2
Mullins G, Gunaratne M, Johnson K, Costello K, Baker S, Mitchell E, Vomacka J, Mullins M (2015) Soil mixing design methods and construction techniques for use in high organic soils. Report No: BDV25–977–14, University of South Florida, Tampa, USA
Mypati VNK, Saride S (2022) Feasibility of Alkali-Activated Low-Calcium Fly Ash as a Binder for Deep Soil Mixing. Journal of Materials in Civil Engineering 34:. https://doi.org/10.1061/(ASCE)MT.1943-5533.0004047
Mypati VNK, Saride S, Challapalli S (2022) Durability of fly-ash geopolymer binder in deep-mixed expansive soils. Proceedings of the Institution of Civil Engineers - Ground Improvement 1–13. https://doi.org/10.1680/jgrim.22.00015
Ni J, Chai J (2022) PVD and DCM columns combined ground improvement for embankment construction. Acta Geotech 17:3087–3098. https://doi.org/10.1007/s11440-021-01405-4
O’Rourke TD, McGinn AJ (2004) Case History of Deep Mixing Soil Stabilization for Boston Central Artery. Geotechnical Engineering for Transportation Projects. American Society of Civil Engineers, Reston, VA, pp 77–136
Okamura T, Terashi M (1975) Deep lime mixing method of stabilization for marine clays. In: 5th Asian Regional Conference on Soil Mech. and Found. Engineering. Indian Institute of Science, Bangalore, India, pp 69–75
Oner A, Akyuz S, Yildiz R (2005) An experimental study on strength development of concrete containing fly ash and optimum usage of fly ash in concrete. Cem Concr Res 35:1165–1171. https://doi.org/10.1016/j.cemconres.2004.09.031
Park B, Choi YC (2021) Hydration and pore-structure characteristics of high-volume fly ash cement pastes. Constr Build Mater 278:122390. https://doi.org/10.1016/j.conbuildmat.2021.122390
Parveen SD, Junaid MT et al (2018) Mechanical and microstructural properties of fly ash based geopolymer concrete incorporating alccofine at ambient curing. Constr Build Mater 180:298–307. https://doi.org/10.1016/j.conbuildmat.2018.05.286
Phutthananon C, Jongpradist P, Dias D, Jamsawang P (2021a) Numerical study of the deformation performance and failure mechanisms of TDM pile-supported embankments. Transportation Geotechnics 30:100623. https://doi.org/10.1016/j.trgeo.2021.100623
Phutthananon C, Jongpradist P, Jongpradist P et al (2021b) Performance-based design optimization of embankments resting on soft soil improved with T-shaped and conventional DCM columns. Acta Geotech 16:3301–3326. https://doi.org/10.1007/s11440-021-01258-x
Porbaha A, Shibuya S, Kishida T (2000) State of the art in deep mixing technology. Part III:geomaterial characterization. Proceedings of the Institution of Civil Engineers - Ground Improvement 4:91–110. https://doi.org/10.1680/grim.2000.4.3.91
Proaño L, Sarmiento AT, Figueredo M, Cobo M (2020) Techno-economic evaluation of indirect carbonation for CO2 emissions capture in cement industry: A system dynamics approach. J Clean Prod 263:121457. https://doi.org/10.1016/j.jclepro.2020.121457
Puppala AJ, Talluri N, Congress SSC, Gaily A (2018) Ettringite induced heaving in stabilized high sulfate soils. Innov Infrastruct Solut 3:72. https://doi.org/10.1007/s41062-018-0179-7
Rivera JF, Orobio A, Cristelo N, Mejía de Gutiérrez R (2020) Fly ash-based geopolymer as A4 type soil stabiliser. Transport Geotechnics 25:100409. https://doi.org/10.1016/j.trgeo.2020.100409
Saadeldin R, Siddiqua S (2013) Geotechnical characterization of a clay–cement mix. Bull Eng Geol Env 72:601–608. https://doi.org/10.1007/s10064-013-0531-2
Sahoo AK, Mishra PC (2014) A response surface methodology and desirability approach for predictive modeling and optimization of cutting temperature in machining hardened steel. Int J Industrial Eng Computations 5:407–416. https://doi.org/10.5267/j.ijiec.2014.4.002
Sakai E, Miyahara S, Ohsawa S et al (2005) Hydration of fly ash cement. Cem Concr Res 35:1135–1140. https://doi.org/10.1016/j.cemconres.2004.09.008
Sari M, Yilmaz E, Kasap T, Karasu S (2023) Exploring the link between ultrasonic and strength behavior of cementitious mine backfill by considering pore structure. Constr Build Mater 370:130588. https://doi.org/10.1016/j.conbuildmat.2023.130588
Sengul T, Akray N, Vitosoglu Y (2023) Investigating the effects of stabilization carried out using fly ash and polypropylene fiber on the properties of highway clay soils. Constr Build Mater 400:132590. https://doi.org/10.1016/j.conbuildmat.2023.132590
Skempton AW (1953) Soil mechanics in relation to geology. In: Proceedings of the Yorkshire Geological Society. pp 33–62 https://doi.org/10.1144/pygs.29.1.33
SkyQuest (2022) Global Fly Ash Market. Massachusetts, USA
Soomro M, Tam VWY, Jorge Evangelista AC (2023) Production of cement and its environmental impact. In: Recycled Concrete. Elsevier, pp 11–46 https://doi.org/10.1016/B978-0-323-85210-4.00010-2
Sowers GF (1979) Introductory Soil Mechanics & Foundations. Geotech Eng 92:114–117
Sukmak P, De Silva P, Horpibulsuk S, Chindaprasirt P (2015) Sulfate Resistance of Clay-Portland Cement and Clay High-Calcium Fly Ash Geopolymer. J Mater Civil Eng 27:. https://doi.org/10.1061/(ASCE)MT.1943-5533.0001112
Suksiripattanapong C, Horpibulsuk S, Yeanyong C, Arulrajah A (2021) Evaluation of polyvinyl alcohol and high calcium fly ash based geopolymer for the improvement of soft Bangkok clay. Transportation Geotechnics 27:100476. https://doi.org/10.1016/j.trgeo.2020.100476
Sun Y, Cheng J, Li Y et al (2020) Model test of the combined subgrade treatment by hydraulic sand fills and soil-cement mixing piles. Bull Eng Geol Env 79:2907–2918. https://doi.org/10.1007/s10064-020-01735-9
Taguchi G (1988) Introduction to quality engineering: Designing quality into products and processes, 4th edn. Asian Productivity Organization, Tokyo
Taguchi G, Chowdhury S, Wu Y (2004) Taguchi’s Quality Engineering Handbook. John Wiley & Sons Inc, Hoboken, NJ, USA
Taguchi G, Konishi S (1987) Taguchi methods orthogonal arrays and linear graphs: Tools for quality engineering. American Supplier Institute, Dearborn, Michigan
Tan T-S, Goh T-L, Yong K-Y (2002) Properties of Singapore marine clays improved by cement mixing. Geotech Test J 25:9061. https://doi.org/10.1520/GTJ11295J
Topolnicki M (2010) Design and execution practice of wet soil mixing in Poland. In: International Symposium on Deep Mixing & Admixture Stabilization. Okinawa, pp 195–202
Topolnicki M (2013) In situ soil mixing. In: Ground improvement. pp 377–378
Türker P, Erdoğan B, Katnaş F, Yeğinobalı A (2009) Türkiye’deki Uçucu Küllerin Sınıflandırılması Ve Özellikleri. Türkiye Çimento Müstahsilleri Birliği (TÇMB/AR-GE/Y03.03), Ankara, Türkiye
Verma Y, Mazumdar B, Ghosh P (2020) Dataset on the electrical energy consumption and its conservation in the cement manufacturing industry. Data Brief 28:104967. https://doi.org/10.1016/j.dib.2019.104967
Wu J, Deng Z, Deng Y et al (2022) Interaction between cement clinker constituents and clay minerals and their influence on the strength of cement-based stabilized soft clay. Can Geotech J 59:889–900. https://doi.org/10.1139/cgj-2021-0194
Xu J, Kang A, Wu Z et al (2021) Effect of high-calcium basalt fiber on the workability, mechanical properties and microstructure of slag-fly ash geopolymer grouting material. Constr Build Mater 302:124089. https://doi.org/10.1016/j.conbuildmat.2021.124089
Yao ZT, Ji XS, Sarker PK et al (2015) A comprehensive review on the applications of coal fly ash. Earth Sci Rev 141:105–121. https://doi.org/10.1016/j.earscirev.2014.11.016
Yenginar Y (2020) Investigation of factors affecting the performance of deep mixing columns by model experiments (in Turkish). PhD Thesis, Konya Technical University
Yenginar Y, Olgun M (2019) Optimizing construction parameters of DMC in high plasticity soils. In: 8th Geotechnical Symposium, İstanbul, Turkey
Yenginar Y, Olgun M (2023) Optimizing installation parameters of DM columns in clay using Taguchi method. Bull Eng Geol Env 82:145. https://doi.org/10.1007/s10064-023-03168-6
Yenginar Y, Özkan İ (2023) Local site conditions and hydromechanical effects in service life of cantilever retaining walls. Eng Fail Anal 153:107536. https://doi.org/10.1016/j.engfailanal.2023.107536
Yenginar Y, Mobark AAAM, Olgun M (2021) Investigating the construction parameters of deep mixing columns in silty soils. Int Adv Res Eng J 5:464–474. https://doi.org/10.35860/iarej.978978
Yoobanpot N, Jamsawang P, Horpibulsuk S (2017) Strength behavior and microstructural characteristics of soft clay stabilized with cement kiln dust and fly ash residue. Appl Clay Sci 141:146–156. https://doi.org/10.1016/j.clay.2017.02.028
Yücel KT, Erten KM (2023) Effects of Additives on Concrete-Rebar Adherence. Int Sci Vocational Stud J 7:47–54. https://doi.org/10.47897/bilmes.1293025
Zhang Z, Rao F-R, Ye G-B (2020) Design method for calculating settlement of stiffened deep mixed column-supported embankment over soft clay. Acta Geotech 15:795–814. https://doi.org/10.1007/s11440-019-00780-3
Zulkifley MTM, Ng TF, Raj JK et al (2014) A review of the stabilization of tropical lowland peats. Bull Eng Geol Env 73:733–746. https://doi.org/10.1007/s10064-013-0549-5
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Contributions
Yavuz Yenginar: Resources, Investigation, Data curation, Formal analysis, Validation, Methodology, Visualization, Writing – original draft. Murat Olgun: Resources, Conceptualization, Validation, Funding acquisition, Project administration.
Corresponding author
Ethics declarations
Declarations
• This research is supported by the Scientific and Technological Research Council of Turkey (TUBITAK) (Grant No.: 217M946).
• The research presented in this paper has been derived from Ph.D. thesis of first author under the supervisions of second author.
• The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
The original online version of this article was revised: The original article contains a minor spelling error. Page 3 under equation 1, page 3 under Table 3 notations and page 9 under table 6 volume of materials.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yenginar, Y., Olgun, M. Physical, mechanical, and microstructural characteristics of fly ash replaced cement deep mixing columns. Bull Eng Geol Environ 83, 309 (2024). https://doi.org/10.1007/s10064-024-03800-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10064-024-03800-z