
Abstract
The analysis of mechanisms which affect the formation of agglomerates and determine the granulation process in a broad sense encounters difficulties related to the many ways of the formation of granules. The aim of the study was to perform a qualitative and quantitative analysis of granulation mechanisms with special reference to agglomerates’ disintegration in the disc granulation process. This paper contains an analysis of disintegration mechanisms (abrasion and crushing) of agglomerates during the disc granulation of dolomite. The analysis of the mechanisms taking place during the process concerns the granulation stage after wetting. During the research, each time after the wetting stage, the size fraction 10–12.5 mm was substituted with an analogous fraction wetted by means of an aqueous solution of a coloring agent and the process was continued. After the specified time of granulation, the obtained product was sieved through laboratory sieves and then the content of the provided coloring agent in different size fractions was analyzed by means of a spectrophotometer. Measuring the absorbance of the analyzed samples and granulometric composition of the bed, the level and cause of the migration of material of the tested fraction into other size classes were determined, and at the same time, the occurring granulation mechanisms were analyzed. The proposed model and measurement method consisting of determining the absorbance of the tested granulometric fraction enable the qualitative and quantitative analysis of granulation mechanisms are encountered during the carrying-out of the process after wetting the bed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Granular matter is present everywhere in our practical lives and mostly used in natural environment [1]. The main objective of agglomeration is to convert fine-grained materials into coarser products, so called agglomerates, pellets or granules [2]. Granulation is the enlargement process of fine particles which aims to improve the properties of a powder and facilitate the downstream processes in different industries [3].
Different mechanisms determine the joining of micro-particles into several-millimeter agglomerates in the event of using pressure methods [4, 5], and different ones, when granules are formed as a result of the concentrated solution cooling down or when we use non-pressure methods carried out in drum [6, 7] and disc equipment. The differences in the mechanisms are also found in wet [8] and dry granulation [9]. The process of wet granulation improves the powder properties by the coalescence of agitated primary particles with a liquid binder, to enlarge the particle size [10]. High shear wet granulation process (HSWG) is a size enlargement process that involves conversion of primary powder particles into larger entities with improved characteristics [11,12,13,14]. Low shear granulation is a form of wet granulation. Twin-screw granulation is an emerging continuous granulation technique [15]. Granulation of hydrophobic powders is frequently required in the pharmaceutical industry.
The most common approach to modeling the powder flow conditions in granulators is currently discrete element modeling (DEM) [16, 17]. In study [18], a multi-scale model for wet granulation processes was presented using DEM and PBM techniques. The paper [19] is concerned with enhanced process design and control of a multiple-input multiple-output (MIMO) granulation process. The theory of multi-granulation rough sets is one kind of effective methods for knowledge discovery in multiple granular structures. Based on rough sets on a single granular structure, various kinds of multi-granulation rough set models are proposed in the past decades [20].
The non-pressure granulation process in the disc equipment consists in the formation of fine-grained (about 0–100 \(\upmu \hbox {m}\)) material of agglomerates with sizes over 1 mm. The formation of granules, the increase in their size and the change in properties is a consequence of the dominance of various agglomeration mechanisms which appear independently of themselves or simultaneously at different stages of the process [21]. Agglomerate behavior in fluidized beds is affected by many variables [22]. Larger agglomerates can tolerate more extreme maximum and minimum moisture contents. In cases where erosion is the dominant mechanism of destruction, larger agglomerates are more stable in fluidized beds and agglomerates with higher densities are more stable and require less moisture in their structure to maintain their initial mass. Weber et al. [23] revealed their methods to predict agglomerate mechanism during fluidization. Breakage behavior was predicted using the Stokes deformation number, agglomerate strength and fluidized bed shear rate. The correlation derived from dimensional analysis also generally predicted the results well and has the potential to be more universal.
The authors of paper [24] systematized a description of granulation mechanisms and separated five mechanisms which determine changes in the amount and size of granules formed in the process: nucleation, coalescence, crushing, abrasion and layering. Litser and Ennis [25] observed the processes of agglomerates’ disintegration and proposed a narrower division of mechanisms of the formation of granules. Three principal mechanisms taking place during the process were highlighted: wetting and nucleation (where the liquid is in contact with dry material and spreads in the bed, which results in the formation of the granulation nuclei), compaction and coalescence (where collisions between two granules, granules and the bed or granules and walls of the device lead to the compaction and growth of granules) and abrasion and crushing (where the material portion is exchanged and weak granules are broken up as a result of collisions). Similar conclusions concerning the occurrence of the also unfavorable phenomena of disintegration in parallel to mechanisms forming granules are presented in papers [26].
The work [27] presented test the strength against attrition of coated particles. During attrition three typical failure modes are distinguished viz. the peeling mechanism, the erosion mechanism and the layer fatigue mechanism. The accelerated attrition rate is high in the early stages of attrition testing. For the four different coatings different attrition mechanisms are observed indicating that the presence of an irregular surface coating in general results in an accelerated attrition rate due to the removal of the sharp edges.
The causes of the destruction of the formed granules and its scale should be looked for in strength properties of the previously-formed granules and in dynamic interactions of agglomerates moving in the equipment. The rotational speed of the equipment, its diameter and the processed material mass exert the greatest effect on bed dynamics during granulation, and consequently on the scale of disintegration processes [28]. The authors of the paper [29] determined the impact of destructive mechanisms on the granulometric composition of the material undergoing granulation processes.

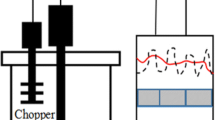
Test station—granulator disc and dolomite flour

Granulometric distribution of the obtained length of particles with a distribution sum curve for dolomite

Figure 2 Granulometric distribution of the obtained thickness of particles with a distribution sum curve for dolomite

Figure 2 Granulometric distribution of the obtained width of particles with a distribution sum curve for dolomite
In order to identify the examined granules more easily, they applied colored binding liquid and proved that the probability of a granule’s destruction depends on its size.
However, the previously conducted studies do not provide an answer concerning the quantitative data resulting from disintegration mechanisms occurring during disc granulation and do not define the size fractions which fragments of the destroyed granules will belong to. The presented paper aims to perform a qualitative and quantitative analysis of disintegration mechanisms during disc granulation process of the previously wetted material.
2 Testing method and materials
The test regarding granulation was conducted at the Department of Process Equipment of the Lodz University of Technology using two test stations: for spectrophotometric testing of the coloring agent content in the product samples and for testing the disc granulation process.
The stand for testing granulation (Fig. 1) consisted of a granulator disc with a diameter \({ D}=0.5\) m and height of the rim \({ h}=0.1\) m driven by a belt transmission by means of a motoreductor. The rotational speed of the disc was set smoothly by means of an inverter. The fine-grained bed flowing in the granulator was wetted with drops by means of a sprinkler equipped with two wetting nozzles. The wetting liquid was provided gravitationally fed from a container, and the liquid constant flow rate was set and measured by a rotameter. The gravitational outflow of drops in constant conditions (a fixed sprinkler hole) at a constant flow rate guarantees an identical drop size in the completed tests throughout the entire duration of the experiment. The binding liquid was fed to the bed until the assumed moisture of the granulated charge material had been achieved. Dolomite flour from the "Piotrowice" Minerals Mine with a particle size \(<~250\,\,\upmu \hbox {m}\), average particle size equal to \(9.56\,\upmu \hbox {m}\), specific density \(1245~\hbox {kg}/\hbox {m}^{3}\), natural repose angle 45.4\(^{\circ }\) was used as the model testing material. The granulometric distribution of the used dolomite is given in Figs. 2, 3 and 4. Due to the amount of variables characterizing the process, tests were limited to the granulation stage after wetting, and the analysis of destructive mechanisms was performed for a selected size fraction.
2.1 Initial tests
The aim of the initial tests was to determine the scope of changes in the parameters of the granulation process. It was determined that:
-
1.
the granular bed was wetted with drops, whereby the place of the liquid dosing was selected in such a way that drops fell on the non-granulated material, not wetting the surfaces of previously-formed granules and nuclei. The selection of process parameters by assumption excluded the formation of agglomerates as a result of the coalescence of several millimeter granules;
-
2.
the liquid flow will be forced by gravity so as to generate drops with a size of about 5 mm;
-
3.
moisture obtained by the bed after the wetting stage is, on the one hand, to ensure the durability of the other granules sufficient for sieve analysis, and, on the other, to prevent the existence of coalescence mechanisms, which would make the analysis of phenomena difficult.
Based on the initial tests, the values of constant parameters and the scope of changes in variable parameters at which the granulation process was conducted were determined. Table 1 presents an overview of the constant and variable process parameters during tests.
2.2 The test methodology
A fixed mass of the binding liquid (100 g) was administered by drops onto the fine-grained bed flowing on the disc. For the assumed moisture charge (\({ w}=0.1\)), two independent granulation trials were conducted during wetting at the same process parameters. In the first one, distilled water was used as the wetting liquid, and in the second—distilled water with the addition of a marker. A coloring agent (dye-black) with a very high staining intensity was selected as the marker. A water-soluble coloring agent was used (Brilliant Black E151, Food Black 1). The concentration of the dye in water amounted to 0.5%. Such a low concentration of the agent does not affect the rheological properties of the liquid. After the proper moisture content was reached, granules were screened using sieves, in order to separate the size fractions [30, 31]. Each of the obtained granulated materials was divided independently into size fractions on a set of sieves with mesh sizes of 1.0, 1.6, 2.0, 3.0, 4.0, 5.0, 6.3, 8.0, 10.0 and 12.5 mm. They were weighed on laboratory scales accurate to 0.01 g. Then the fixed particle fraction of the charge obtained during wetting with water was substituted for the same fraction of the charge wetted by means of water with the coloring agent. Each time, the fraction with the largest sizes of granules, that is 10–12.5 mm, was substituted. The charge obtained in this way was returned to the disc and subjected to granulation for a specified time equal to: 0–6, 0–12, 0–24. 0–36 and 0–48 min respectively (6 tries). After the specified time of granulation, the whole charge was divided again into size fractions, weighed and dried for 24 h (\(95\,^{\circ }\hbox {C}\)). After drying, each particle fraction was ground into a homogeneous mass by means of an impact mill and a mortar and subjected to spectrophotometric tests in order to determine the coloring agent content in separate size fractions of the product.
The analysis of the coloring agent content in separate size fractions of the granulation product was conducted on a UV–VIS JASCO V-630 spectrophotometer designed to measure absorption spectra of samples, both in the form of solutions and solids, in a range from 190 to 1100 nm. The integrating sphere was used to measure the reflected radiation from the colored surface of the fine-grained material sample. Prior to the proper measurements of the coloring agent content in a given particle fraction, the so-called base line was prepared on the basis of samples formed from the granulated material, containing the precisely defined coloring agent content in comparison to clear material without a coloring agent. Data in Fig. 5 demonstrate that there are to straight lines approximating data points revealing two ranges of them. Based on the calibration line, the contribution of the coloring agent in a given fraction was determined. Spectra Manager software was used for the calculations. Comparing the values of absorbance obtained for separate fractions of the granulate with the values on the calibration line, the average coloring agent content in each size fraction was determined. Analyzing changes in the particle size distribution and changes in the coloring agent content in separate fractions of granules during granulation for cases when only one specified particle fraction contained the marker after wetting, conclusions concerning the scale of colored material migration to other size fractions, and thus concerning the mechanisms taking place in the granulated bed, may be drawn.

The scaling curve (base line). Marker content in the tested sample was determined on the basis of absorbance measurement
3 Model
The following assumptions simplifying the question being dealt with were adopted during the formulation of the dependencies:
-
(a)
the substitution of the fraction analyzed during tests for the fraction with the coloring agent does not affect the process.
-
(b)
the coloring agent concentration in the wetting liquid is so small that it does not affect its granulating capability.
-
(c)
the examined scope of variable parameters excludes the possibility of agglomerate coalescence, which would be the consequence of wetting the surface of the other nuclei.
-
(d)
at the beginning of granulation without wetting the bed, the mass of the whole coloring agent is in the "substituted" fraction.
-
(e)
along with the progress of the process as a result of the analyzed granulation mechanisms effect, a part of the mass of coloring agent will be "transferred" to other fractions.
By measuring the mass of the “replaced” fraction f (10–2.5 mm) \(m_{(f,t=0)}\) and determining the content of the coloring agent in a given fraction \({c}_{{b}({f,t}=0)}\) (absorbance measurement), the mass of the coloring agent \(m_{b(f,0)} \) (Eq. 1) in this fraction at the beginning of the granulation process following wetting may be determined (for granulation time \(t=0\)).
where \(m_s\), material mass, [kg]; \(U_{(f, t=0)}\), the mass contribution of the substituted fraction, [-].
Similarly to Eq. 1, the coloring agent mass \(m_{b(i,j)}\) present in any i-th fraction after granulation time \(t_{j}\) is described by dependence (2):
where \(U_{(i,j)}\), the mass share of any i-th fraction after time \(t_{j},\,c_{(i,j)}\), the share of the coloring agent in the i-th fraction after time \(t_{j.}\)

The fractions characteristic of the granulation
Knowing the mass of coloring agent \(m_{b(i,j)}\) in any i-th fraction after any granulation time \(t_{j}\), we may calculate what part of this fraction mass is constituted by the mass of abraded or crushed material transferred from the originally colored fraction \(m_{p(i,j)}\). This mass is calculated using the following formula (3).
4 Tests results
On the basis of the experimental, graphic dependencies illustrating changes in the granulometric composition of the previously wetted bed after a specified time of granulation were plotted. The sieve analysis results indicate that for all wetting times, the fraction with the size from 6.3 to 8 mm and neighboring fractions have a dominant contribution in the formed granulate. Reference data [32, 33] prove a distinct correlation between the drop size and the distribution of nuclei size in granulators such that a single drop aims at forming a single granule in accordance with an equation:
where \(d_{g}\), granule diameter; \(d_{d}\), drop diameter; n, coefficient. Liquid drops whose size distribution was monodispersive, close to 5 mm, were used for the wetting. On the basis of the experiment observations and the analysis of the literature it was determined that the fraction of the original nuclei (formed as a result of a 5 mm drop combining with dry material) contains 5–8 mm agglomerates. As a result of abrasion, some nuclei are abraded or crushed and the abraded, moist material combines with other nuclei (an 8–12.5 mm fraction is formed). The abraded and crushed material that has not combined with the granules forms a 0–5 mm fraction (Fig. 6). Figure 7 presents a comparison of the mass of the separate size fractions obtained for different times of granulation. The analysis of the obtained dependencies indicate that, after the granulation stage with wetting, almost the whole bed was granulated. There is also a relatively small share of the fraction 1–4 mm visible, which, taking the drip manner of wetting into account, does not constitute the fraction of nuclei with smaller sizes (a sprinkler did not generate such drops), but consists of crushed fragments of greater agglomerates which were subjected to disintegration phenomena.

The comparison of the mass of separate fractions of the granulated bed for different times of granulation (residual moisture \(w=0.1\)) for time: a 0, 6, 12 min, b 24, 36, 48 min
The observation of the fall of a 5 mm drop on the loose material bed excluded the possibility of such a drop disintegrating into smaller fragments that could cause the formation of 1–4 mm agglomerates. Granules of that size could only then have formed as a result of weak nuclei disintegrating into smaller fragments. There is a possibility of joining the non-granulated or abraded material from other size classes of the material to the moist, chipped fragment of the nucleus, which may slightly increase its mass. The fraction 10–12.5 mm has also a slight contribution in the bed mass after wetting (about 70 g), which may be explained by a limited growth of surface-dry agglomerates and the lack of conditions for coalescence assumed in tests. The fraction 10–12.5 mm and also probably a part of the fraction 8–10 mm are constituted by granules formed as a result of surrounding the previously formed nuclei by the material from the fraction 0–1 mm. In order to facilitate the analysis, it was decided that the masses obtained on the sieves should be combined into the fractions characteristic of the process. Figure 8 presents an example of a change in mass shares of separate size fractions for different times of granulation after wetting. The analysis of the results presented in Fig. 8 enables one to note that the time of granulation, especially during first 12 min, does not have a decisive effect on the particle size distribution of the obtained granulates. However, it is possible to observe the mass gain of the fraction 5–8 mm after 12 min of granulation, which results from attaching fine, usually abraded, material particles from the other fractions. Further granulation (after 24 min) causes surrounding agglomerates (nuclei) by the fine-grained material and a decrease in mass contributions of this fraction at the expense of the fraction of granules 8–10 mm.

The comparison of exemplary changes in mass contributions of separate characteristic fractions of the bed during granulation
Due to the fact that, after the wetting stage and during the granulation stage, there is practically no non-granulated material, attaching the fraction of nuclei and granules is only possible by the abraded material from other fractions, particularly from the fraction 10–12.5 mm, the mass shares of which systematically decrease with the time of granulation.

The comparison of values of percentage contributions of the mass of colored material \(U_{\!p}\) which was transferred during granulation from fraction 10–12.5 mm to other fractions
This thesis is confirmed by dependencies presented in Fig. 9, which presents changes in the percentage share \(U_{\!p}\) of the colored mass in each fraction with the time of granulation. The percentage contributions \(U_{\!p(i,j)}\) for a given i-th fraction and time \(t_{\!j}\) is defined as:
The analysis of changes in the mass shares of the colored material which was transferred to other size fractions as a result of disintegration mechanisms enables one to note that, from 70 g of the colored material which constituted the substituted, colored fraction of 10–12.5 mm, after 48 min of the process, there was only about 6% of the material (4.3 g) left, although the mass of this fraction only decreased to 17 g, that is, by about 75%. This enables one to determine that over 90% of the biggest granules obtained in the wetting stage were abraded or crushed and thus they "enriched" other size fractions. It can also be observed that, after 48 min of granulation in the composition of the fraction 10–12.5 mm (primarily colored), up to 13 g from among 17 g (over 76%) is the non-colored material. The analysis of the results presented in Fig. 8 also enables one to note that the greatest mass of the colored material (over 55%) joined the fraction of the nuclei. The lack of visible coalescence of agglomerates (characteristic non-spherical shapes) gives rise to presume that the abraded colored material was probably instantly merged with the fraction 5–8 mm by surrounding, and also to the fraction of granules with sizes 8–10 mm (about 20%). Comparatively, the least (16–21%) colored material fed the fraction which contains crushed material (1–5 mm). The share of the colored material in the fraction 0–1 mm is negligibly small and for a time of 48 min it is below 0.5% of the primary mass.
In order to broaden the analysis, the authors have also changed fraction 6.3–8 mm defined as granulation nuclei and fraction 2–3.15 mm (the selected granulated deposit fraction was replaced with an identical mass of the colored fraction). The grain-size compositions obtained for these tests prove the reproducibility of the presented results.
A change of the inner bed structure during wetting and agglomeration (an increase of moisture content and granulation degree) causes a change in its bulk density and coefficients of inner friction and material friction against the apparatus surface. These, in turn, determine energy transfer onto the granulated material and its tumbling intensity [34].There are changes in the properties of the bed granulated in the disc granulator at continuous wetting. In the tested range of changes of the angle of disc inclination, filling, disc dimensions, the change of bulk density of the bed and the coefficient of bed friction against the granulator can be described only as a function of bed moisture content [35]. The energy required during nucleation (the initiation of agglomerates formation) as well as their growth and concentration for the granulation of powder material in drum granulator depends on process and equipment parameters (as drum diameter, filling of the drum and its rotational velocity). The reduced moment increases with an increasing drum diameter and its angular velocity [36]. A linear relation describes changes of mass fraction of not granulated bed during drum granulation in a broad range of changes in drum diameters, rotational speed and degree of drum filling [37]. The process of granular material translocation is inevitably accompanied by friction [38]. The results other authors showed that density, hardness and sphericity cassava pearl were not significantly different (\(p>0.05\)) when filling degree increased. However, filling degree affected the growth mechanism of cassava pearl. Granulation of cassava pearl using 80% filling degree caused a static or non-moving region during the process [39]. Powder properties such as powder size, powder density and particle shape play an important role in the final size distribution as well as the strength of the granules formed. Liquid properties such as viscosity and surface tension are also important, and further, a trade-off between these two properties needs to be identified [40]. The bed wetting conditions have a significant influence on the nucleation and growth of agglomerates [41]. In study [42], an analyses of the images were carried out to extract the bed behaviour as a function of rotational speed, drum fill level and particle size. This has led to three relationships between the surface shape expressed in terms of three characteristic lengths, operating conditions, as well as the friction properties of both particles and drum wall.
The analysis of the results confirms the assumptions adopted in the model and makes it possible to conclude that changes in the coloring agent concentration in separate size fractions and changes in the mass shares of these fractions proving the migration of the moist material between fractions may be an indicator for qualitative and quantitative evaluation of the granulation mechanisms responsible for the material mass exchange between separate fractions of the formed granulate. The obtained results give rise not only to evaluate the nature of changes in shares of fractions, nuclei and granules, but primarily to compare the scale of two phenomena of disintegration, i.e. crushing and abrasion.
5 Conclusions
The obtained results presented in the paper enable the qualitative and quantitative evaluation of the agglomerate growth mechanisms at different stages of the wet granulation process and at variable values of the bed moisture obtained at the wetting stage.
The obtained results of spectrophotometric tests confirmed the assumed mechanism of the coloring agent migration to other size fractions consisting of transferring it to other fractions with moist material.
The assumed course of disintegration of agglomerates formed at the wetting stage in the model was confirmed during tests of the disc granulation.
A driving force of the size fraction (1–4 mm) formation is the phenomenon of disintegration (primarily crushing) of fractions of the previously-formed nuclei and granules.
The agglomerates formed as a result of the crushing of nuclei and granules can increase their mass as a result of merging with surrounding particles and dry material with the abraded material from other size fractions.
References
Oger, L., Vidales, A.M., Uñac, R.O., IIppolito, I.: Tilting process with humidity: DEM modeling and comparison with experiments. Granul. Matter 15(5), 629–643 (2013)
Holger, L., Lampke, J.: Technical and economic aspects of granulation of coal. In: Litvinenko V. (ed.) XVIII International Coal Preparation Congress, pp. 383–389. Springer, Cham (2016). https://doi.org/10.1007/978-3-319-40943-6_57
AlAlaween, W.H., Mahfouf, M., Salman, A.D.: Predictive modelling of the granulation process using a systems-engineering approach. Powder Technol. 302, 265–274 (2016)
Rankell, A.S., Scott, M.W., Lieberman, H.A., Chow, F.S., Battista, J.V.: Continuous production of tablet granulations in fluidized bed II. Operation and performance of equipment. J. Pharm. Sci. 53, 320–324 (1964)
Obidziński, S.: Pelletization process of postproduction plant waste. Int. Agrophys. 26(3), 279–284 (2012)
Maxim, R., Fu, J.S., Pickles, M., Salman, A., Hounslow, M.: Modelling effects of processing parameters on granule porosity in high-shear granulation. Granul. Matter 6(2), 131–135 (2004)
Flisyuk, O.M., Martsulevich, N.A., Shininov, T.N.: Granulation of powdered materials in a high-speed granulator. Russ. J. Appl. Chem. 89(4), 603–608 (2016)
Ileleji, K.E., Li, Y., Ambrose, R.P.K., Doane, P.H.: Experimental investigations towards understanding important parameters in wet drum granulation of corn stover biomass. Powder Technol. 300, 126–135 (2016)
Khorasani, M., Amigo, J.M., Bertelsen, P., Sun, C.C., Rantanen, J.: Process optimization of dry granulation based tableting line: extracting physical material characteristics from granules, ribbons and tablets using near-IR (NIR) spectroscopic measurement. Powder Technol. 300, 120–125 (2016)
Nguyen, T.H., Shen, W., Hapgood, K.: Effect of formulation hydrophobicity on drug distribution in wet granulation. Chem. Eng. J. 164, 330–339 (2010)
Mangwandi, C., JiangTao, L., Albadarin, A.B., Dhenge, R.M., Gavin, M.: High shear granulation of binary mixtures: effect of powder composition on granule properties. Powder Technol. 270, 424–434 (2015)
Giry, K., Viana, M., Genty, M., Wuthrichb, P., Chulia, D.: Switch from single pot to multiphase high shear wet granulation process, influence of the volume of granulation liquid in a pilot scale study. Chem. Eng. Process. 48, 1293–1301 (2009)
Zizek, K., Hraste, M., Gomzi, Z.: High shear granulation of dolomite-II: effect of amount of binder liquid on process kinetics. Chem. Eng. Res. Des. 92, 1091–1106 (2014)
Morin, G., Briens, L.: A comparison of granules produced by high-shear and fluidized-bed granulation methods. AAPS PharmSciTech. 15(4), 1039–1048 (2014)
Monteyne, T., Heeze, L., Mortier, F.C., Oldörp, K., Cardinaels, R., Nopens, I., Vervaet, C., Remon, J.P., De Beer, T.: The use of rheology combined with differential scanning calorimetry to elucidate the granulation mechanism of an immiscible formulation during continuous twin-screw melt granulation. Pharm. Res. 33(10), 2481–2494 (2016)
Abrahamsson, P.J., Björn, I.N., Rasmuson, A.: Parameter study of a kinetic-frictional continuum model of a disk impeller high-shear granulator. Powder Technol. 238, 20–26 (2013)
Ketterhagen, W.R., Ende, M.T.A., Hancock, B.C.: Process modeling in the pharmaceutical industry using the discrete element method. J. Pharm. Sci. 98, 442–470 (2009)
Barrasso, D., Ramachandran, R.: Multi-scale modeling of granulation processes: bi-directional coupling of PBM with DEM via collision frequencies. Chem. Eng. Res. Des. 93, 304–317 (2015)
Ramachandran, R., Chaudhury, A.: Model-based design and control of a continuous drum granulation process. Chem. Eng. Res. Des. 90, 1063–1073 (2012)
Li, T.-J., Zhao, X.-X., Wu, W.-Z.: Formulation and simplification of multi-granulation covering rough sets. In: International Conference on Rough Sets and Intelligent Systems Paradigms RSEISP: Rough Sets and Intelligent Systems Paradigms, pp. 135–142 (2014)
Wu, S., Zhu, J., Bei, J., Zhang, G., Zhai, Xiao-bo: Effects of particle characteristics on the granulation ability of iron ores during the sintering process. Int. J. Miner. Metall. Mater. 22(9), 907–916 (2015)
Weber, S., Briens, C., Berruti, F., Chan, E., Gray, M.: Effect of agglomerate properties on agglomerate stability in fluidized beds. Chem. Eng. Sci. 63, 4245–4256 (2008)
Weber, S., Josset, S., Briens, C., Berruti, F., Gray, M.: Predicting agglomerate fragmentation and agglomerate material survival in fluidized beds. Powder Technol. 210, 87–102 (2011)
Sastry, K.V.S., Fuerstenau, D.W.: Mechanisms of agglomerate growth in green pelletization. Powder Technol. 7, 97–105 (1973)
Litster, J.D., Ennis, B.J.: The science and engineering of granulation processes. In: Scarlett, B. (ed.) Particle Technology Series. Kluwer Academic Publishers, Dordrecht (2004)
Mort, P.R.: Scale-up and control of binder agglomeration processes—flow and stress fields. Powder Technol. 189(2), 137–394 (2009)
Laarhoven, B., Wiers, S.C.A., Schaafsma, S.H., Meesters, G.M.H.: Attrition strength of different coated agglomerates. Chem. Eng. Sci. 63, 1361–1369 (2008)
Obraniak, A., Gluba, T.: A model of agglomerate formation during bed wetting in the process of disk granulation. Chem. Process Eng. 33(1), 153–165 (2012)
Ramaker, J.S., Jelgersma, M.A., Vonk, P., Kossen, N.W.F.: Scale-down of a high shear pelletisation process: flow profile and growth kinetics. Int. J. Pharm. 166, 89–97 (1998)
Lawinska, K., Wodzinski, P., Modrzewski, R.: Verification of the mathematical model of the screen blocking process. Powder Technol. 256, 506–511 (2014)
Lawinska, K., Modrzewski, R., Wodzinski, P.: Mathematical and empirical description of screen blocking. Granul. Matter 18, 13 (2016)
Schaafsma, S.H., Vonk, P., Segers, P., Kossen, N.W.F.: Description of agglomerate growth. Powder Technol. 97, 183–190 (1998)
Waldie, B.: Growth mechanism and the dependence of granule size on drop size in fluidised bed granulation. Chem. Eng. Sci. 46, 2781–2785 (1991)
Chadwick, P.C., Bridgnater, I.: Solids flow in disc granulators. Chem. Eng. Sci. 54(15), 2497–2509 (1997)
Heim, A., Obraniak, A., Gluba, T.: Change in the properties of beds granulated in disc granulators. Physicochem. Probl. Miner. Process. 44, 53–62 (2010)
Obraniak, A., Gluba, T.: Model of energy consumption in the range of nucleation and granule growth in drum granulation of bentonite. Physicochem. Probl. Miner. Process. 48(1), 121–128 (2012)
Obraniak, A., Gluba, T.: A model of granule porosity changes during drum granulation. Physicochem. Probl. Miner. Process. 46, 219–228 (2011)
Fraczek, J., Zlobecki, A., Zemanek, J.: Assessment of angle of repose of granular plant material using computer image analysis. J. Food Eng. 83(1), 17–22 (2007)
Chansataporn, W., Nopharatana, M.: Effects of binder content and drum filling degree on cassava pearl granulation using drum granulator. Asian J. Food Agro Ind. 2(4), 739–748 (2009)
Ramachandran, R., Poon, M.S., Sander, F.W., Glacer, T., Immanuel, D.C., Doyle, J.F., Lister, J.D., Stepanek, F., Wang, F., Cameron, I.T.: Experimental studies on distribution of granule size, binder content and porosity in batch drum granulation: inferences on process modeling requirements and process sensitivity. Powder Technol. 188, 101–109 (2008)
Heim, A., Gluba, T., Obraniak, A.: The effect of the wetting droplets size on power consumption during drum granulation. Granul. Matter 6(2–3), 137–143 (2004)
Santomaso, A.C., Ding, Y.L., Lickiss, J.R., York, D.W.: Investigation of the granular behavior in a rotating drum operated over a wide range of rotational speed. Chem. Eng. Res. Des. 81(8), 936–945 (2003)
Acknowledgements
This study was performed as a part of chartered assignment 501/10-34-1-7015.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Obraniak, A., Lawinska, K. Spectrophotometric analysis of disintegration mechanisms (abrasion and crushing) of agglomerates during the disc granulation of dolomite. Granular Matter 20, 7 (2018). https://doi.org/10.1007/s10035-017-0777-7
Received:
Published:
DOI: https://doi.org/10.1007/s10035-017-0777-7