
Abstract
The mechanical properties of oils are determined using test methods. There are standardized test methods for determining viscosity and density. The characterization of transmission oil based on its dynamic viscosity alone is not sufficient for the physical explanation of different levels of noise emissions in vehicle transmissions. For this reason, the test procedure for determining the coefficient of friction is used in the following to enable a further differentiation between the oils according to mechanical properties.
In gear transmissions with involute gear teeth, rolling friction occurs in the gear pair meshing along the line of action due to the variation in the equivalent curvature radii throughout the meshing cycle. This is rolling friction on which a sliding friction component, so-called slip, is superimposed. Pure rolling friction only occurs in the pitch point. From the pitch point to the start and end of the meshing, there is a superimposed sliding friction component that increases with increasing distance from the pitch point. Slip values occur in the range of 5–50% depending on tooth geometry.
These friction conditions during tooth flank lubrication can be assessed using the Stribeck curve. The Stribeck curve represents the coefficient of friction as a function of the speed. A mini traction machine from PCS Instruments with a ball/plate measurement setup was used to determine the coefficient of friction behavior of gear oils. This allows the coefficient of friction of an oil to be assessed at low speeds in the range from boundary and mixed friction to elastohydrodynamic fluid friction at high speeds.
The investigations show that the coefficient of friction behavior of a gear oil depends on the oil viscosity and above all on the chemical composition. The lower the coefficient of friction, the less energy is required to shear the lubricating film and the lower the power transmission through the fluid. The coefficient of friction is a property that is dominated by the type of base oil and the type of VI improver in the area of mixed and fluid friction, especially with additional sliding in contact.
It will be shown in the paper that the use of a gear oil that has been optimized with regard to the coefficient of friction curve can reduce the entry impacts of meshing gear pairs under vibration excitation and the gear transmission thus generates lower noise emissions.
Zusammenfassung
Bei Getrieben mit Evolventenverzahnung tritt Rollreibung in dem Zahnradpaar auf, das entlang der Eingriffslinie kämmt, aufgrund der Änderung der äquivalenten Krümmungsradien während des gesamten Eingriffsvorgangs. Es handelt sich dabei um Rollreibung, der ein Gleitreibungsanteil, der sogenannte Schlupf, überlagert ist. Reine Rollreibung tritt nur im Wälzpunkt auf. Vom Wälzpunkt bis zum Anfang und Ende des Zahneingriffs überlagert sich eine Gleitreibungskomponente, die mit zunehmendem Abstand vom Wälzpunkt zunimmt. Je nach Zahngeometrie treten Schlupfwerte im Bereich von 5–50 % auf. Diese Reibungsverhältnisse bei der Zahnflankenschmierung können anhand der Stribeck-Kurve beurteilt werden. Die Stribeck-Kurve stellt den Reibungskoeffizienten als Funktion der Geschwindigkeit dar. Zur Bestimmung des Reibwertverhaltens von Getriebeölen wurde eine Mini-Traktionsmaschine von PCS Instruments mit einem Kugel-Platten-Messaufbau verwendet. Damit kann der Reibwert eines Öls bei niedrigen Drehzahlen im Bereich von Grenz- und Mischreibung bis hin zu elastohydrodynamischer Flüssigkeitsreibung bei hohen Drehzahlen beurteilt werden.
Die Untersuchungen zeigen, dass das Reibwertverhalten eines Getriebeöls von der Ölviskosität und vor allem von der chemischen Zusammensetzung abhängt. Je niedriger der Reibungskoeffizient, desto weniger Energie wird benötigt, um den Schmierfilm abzuscheren, und desto geringer ist die Kraftübertragung durch das Fluid. Der Reibwert ist im Bereich der Mischreibung und Flüssigkeitsreibung eine von der Art des Grundöls und der Art des VI-Verbesserers dominierte Eigenschaft, insbesondere bei zusätzlichem Gleitanteil im Kontakt.
In dem Beitrag wird gezeigt, dass durch den Einsatz eines im Hinblick auf den Reibwertverlauf optimierten Getriebeöls die Eintrittsstöße eingreifender Zahnradpaare bei Schwingungsanregung reduziert werden können und das Zahnradgetriebe somit geringere Geräuschemissionen erzeugt.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The coefficient of friction of a tribological system is determined by the lubricating oil and the rolling elements with their properties and operating conditions. The determination of the coefficient of friction in meshing gears is important for prediction of power losses and tooth flank scuffing. The level of the frictional forces also plays a major role in the dynamics of spur gears, as the system behavior is significantly influenced by the frictional properties. The coefficient of friction is primarily influenced by the sliding component in the rolling motion between the tooth flanks along the line of action. Thereof sliding velocity which is responsible for the formation of an oil film between the gear teeth plays an important role. Another influencing parameter for the coefficient of friction of meshing gear flanks is the oil viscosity including its pressure and temperature dependency.
Höhn et al. investigated synthetic and semi-synthetic lubricants with the same viscosity class with regard to their frictional behavior in a two-disc test bench and gearwheel tension test bench. In comparison, PAG and trimethanol propane ester have the lowest coefficients of friction with different slip conditions and thus generate the lowest torque losses. The coefficient of friction decreases with increasing peripheral speed. It has been proven that the composition of the oil formulation has a strong influence on the level of the coefficient of friction [1].
Kleemola et al. developed a high-pressure twin-disc test device to study the frictional behavior of a mineral base oil by varying surface roughness, SRR, rolling velocity and contact pressure. The rheological data is used for simulation of gear contacts. It was found that the limiting shear stress of the lubricant plays an essential role in the friction behavior [2].
Wu et al. used a conventional two-disc machine apparatus for empirical determination of rheological parameters of a mineral gear oil from traction curves. At 75 °C lubricant temperature, the coefficient of friction increased with rising load in the contact zone and rising SRR [3].
Wincierz et al. studied the friction behavior of appropriately functionalized VII in oil formulations with an MTM. Oil formulations containing SN and dispersed functionalized PAMAs showed a comparatively low friction behavior under mixed friction conditions [4].
Brandão et al. characterized the rheological behavior of fully formulated gear oils in traction curves with an MTM. Oil containing a very high viscosity ester oil as additive consistently has the lowest coefficient of friction of all oils tested, provided that the lubrication conditions are sufficiently far away from the area of boundary lubrication. The additives are at least as important as the base oil in terms of their influence on the traction behavior of the oil [5] through [6].
Costello used an MTM to demonstrate the effects of friction modifier additives on friction in high and low polarity base oils. Depending on the nature of the friction modifier the traction can either be increased or decreased under various conditions of oil temperature and SRR [7].
Zhang et al. measured EHD friction of a wide range of generally well-defined base fluids using an MTM. Liquids having linear-shaped molecules with flexible bonds gave considerably lower friction than liquids based on molecules with bulky side groups or rings. EHD friction increases with viscosity for liquids having similar molecular structures [8].
The aim of the investigations carried out here is to show that, besides the oil viscosity, the coefficient of friction of the tribological system has a decisive influence on the meshing process of the gearing.
2 Friction conditions in gear meshing along line of action
A distinction is made between the following friction conditions for tooth flank lubrication [9]:
-
boundary friction,
-
mixed friction,
-
fluid friction.
With gears in transmissions, boundary friction only occurs during the start-up phase [10]. The flank speeds are very low and there is an insufficient oil supply in the meshing area of the tooth pairs. The mixed friction is characterized by a partial separation of the tooth pairs in mesh by the oil film. The first micro-contacts arise between the roughness of the contact surfaces. At the contact points there are mixed friction conditions created by polar oil adsorption films or chemical reaction layers of additives. With fluid friction, the tooth flanks are completely separated by an oil film. Under load, there are high surface pressures on the meshing tooth pairs, whereby the oil viscosity in the lubrication gap increases by leaps and bounds and the teeth are elastically deformed. As a result, a stable oil film forms in the contact surface.
Along the line of action from the beginning (A) to the end (E) of a gear pair meshing both the sliding coefficient and the load distribution among the tooth pairs varies in magnitude as well as direction [10], see Fig. 1.

a Local relative parameters of normal force, coefficient of friction and sliding velocity along line of action (AB, DE double point of action; C pitch point; BD single point of action; schematic) [10, 11] (FZG standard test gear type C. It is noted here that these variations can be more or less significant in other gear sets having different speed ratios, tooth size, tooth modifications and involute geometry parameters. A simulation approach is used to study these phenomena in detail [12,13,14].) and b geometric conditions of involute gearing in transverse plane of pitch surface
In Fig. 1, the variation in the normal tooth contact force FN(x) along the line of action is illustrated at as the ratio of actual normal force due to torque transmission to maximum normal force. Here, FN(x)/FNmax stays constant from A to B right before the LPSTC, where it experiences a sudden jump up to 1.0 as the gear mesh transitions from double- to single tooth contact. A similar sudden jump down occurs at HPSTC, now with a transition from single- to double-tooth contact. Beyond HPSTC from D to E, FN(x)/FNmax stays constant as the contact moves toward the tip.
The coefficient of friction μ(x) in Fig. 1 is primary influenced by the sliding component in the rolling motion between the tooth flanks along the line of action. This is rolling friction on which a sliding friction component, so-called slip, is superimposed. Pure rolling friction occurs only in the pitch point (C). From the pitch point to the start and end of the engagement, there is also a superimposed sliding friction component, which increases with increasing distance from the pitch point.
Secondary, an increase in the rolling velocity decreases the coefficient of friction, because oil film thickness increases and the share of high boundary (asperity) friction decreases so that friction is mainly caused by lubricant shear stress. In the one tooth engagement zone (BC and CD) the coefficient of friction even starts to decrease with increasing distance from pitch point, together with rising sliding portion of the rolling velocity.
From the start of the meshing (point (A), tooth root area of the driving wheel/tooth tip of the driven wheel) to the pitch point (C), due to the larger speed component of the driven wheel perpendicular to the line of action, the tooth tip flank pushes the oil film in front of it. This tooth flank area is characterized by high slip values. These are increased in the area of the engagement point (A), which leads to increased frictional resistance. This is reinforced by pre-intervention as a result of elastic deformation of the teeth under load [15].
On the other hand, in the area (CE) of the contact section, the flank of the driving wheel pulls the oil film into the narrowing lubrication gap. With helical gearing, the tooth flanks only roll in the vertical direction. The oil film is therefore sheared off in the direction of the tooth width, which significantly influences the lubrication conditions.
The sliding velocity vg(x) (absolute amount) increases linearly with increasing distance between the meshing point x on the line of action from the pitch point (C). At the pitch point (C) itself sliding velocity is zero. Only there is pure rolling, while there is rolling and sliding in the entire rest of the area.
The coefficient of friction behavior of oils is a measure of the frictional force in relation to the contact pressure between two engaging tooth flanks of a gear pair. In addition to the surface finish and the oil viscosity, the chemical composition (gear oil formulation) is particularly important for the coefficient of friction behavior [1].
3 Properties and formulation of the gear oils examined
Commercially available gear oils and self-formulated gear oils with various base oil types and VII were used as the oils to be examined. All oils have a comparable viscosity level at the test temperature of 80 °C, so that the measured friction behavior can be traced back to the different chemical components of the oils. In order to work out the influence of viscosity as an example, the PAG1 oil was selected, which is formulated identically to PAG2, but consists of higher-viscosity base fluids. The viscosities of the base oils are given for all oils in order to show what part of the total viscosity results from the base oils and what proportion the VII makes. The viscosity of the VII generally decreases under shear conditions, as the molecules align themselves in the direction of flow and the viscosity is reduced as a result. Table 1 shows a comparison of the viscosity data and formulations of the oils tested.
4 Friction measurement method with mini traction machine
The friction conditions during tooth flank lubrication can be assessed using the Stribeck curve. The Stribeck curve shows the coefficient of friction as a function of the speed. A mini traction machine from PCS Instruments with a ball/plate measurement setup was used to determine the coefficient of friction behavior of gear oils, see Fig. 2.

Schematic structure of the MTM for measuring the coefficient of friction [4]
This allows the coefficient of friction of an oil to be determined at low speeds in the range of boundary and mixed friction up to EHD fluid friction at high speeds. The tribological contact results from a drilled steel ball that can roll on a polished steel plate. The steel plate and the steel ball can each be driven independently of one another. In this way, different sliding and rolling states can be set in the contact. The frictional force in the contact is measured by a force sensor in the drive of the steel ball. The oil to be examined is filled into a heatable reservoir so that the steel plate and ball are immersed in the medium. The oil sump temperature is measured by the built-in thermocouples.
5 Coefficient of friction measurement results
Coefficient of friction measurements were carried out with a force of 30 N. In the contact area between the ball and the plate there is a maximum Hertzian pressure of pH = 947.8 N/mm2. This contact pressure of the MTM specimen is equivalent to the maximum Hertzian contact stress of a loaded gear pair with approximately FN = 1000 N in the LPSTC and HPSTC zone along the line of action [16]. The oil to be examined was heated to 80 °C in all measurement series. In order to be able to assess the friction conditions of engaging tooth flanks at the start of the engagement and in the vicinity of the pitch point, two fixed sliding/rolling ratios of SRR = 0.05 and SRR = 0.5 were set with the MTM.
All measuring programs were run with a variation of the entry speed of U = 5–2500 mm/s. The increase in the mean rolling speed U is to be equated with an increase in the speed or the tooth flank speed. A series of measurements with gear oils listed in Table 1 was carried out five times with increasing entry speed and five times with decreasing entry speed. The arithmetic mean value was calculated from the ten measurement curves determined in this way and plotted against the logarithmic mean rolling speed U for each SRR.
First, in Fig. 3, the friction coefficient curves of the oils at SRR = 0.05 are examined. This operating condition is comparable to the friction conditions in tooth contact near the pitch point (around point (C) in Fig. 1).

Coefficient of friction curves of examined oils at SRR = 0.05 (almost pure rolling with little sliding portion)
With a low proportion of sliding in contact, the overall coefficient of friction of all oils drops significantly, since the oil is subject to lower shear stress in this state and the level of the lubricant film in the gap can thus be better maintained. The traction fluid M1 has the constant highest coefficient of friction curve in the area of 10–2500 mm/s. Almost all oils are at the same level in the 10–50 mm/s speed range, with the exception of PAG1 with the lowest coefficient of friction curve and HC2 and PAO/HC with the highest coefficient of friction curve. The PAG oils PAG1 and PAG2 have the lowest coefficient of friction in the area of fluid friction at speeds from 880 mm/s. The oils HC1 and HC2 show different frictional behavior in the area of 10–880 mm/s speed range. In the area of fluid friction from 880 mm/s, the two hydrocrack oils behave identically.
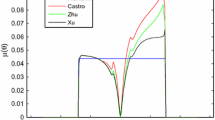
The next step is to analyze the friction coefficient curves of the oils with rolling and superimposed sliding with SRR = 0.5, see Fig. 4. This corresponds comparatively to the friction conditions at the start of the engagement in the tooth root area of the driving wheel and at the tooth tip of the driven wheel (comparable to point (A) in Fig. 1). At low average rolling speeds of 5–10 mm/s, all oils in contact have boundary friction at a coefficient of friction of 0.08–0.14. This area is characterized by a comparatively high coefficient of friction, since the proportion of boundary friction is highest at low speeds.

Coefficient of friction curves of examined oils at SRR = 0.5 (rolling with superimposed sliding)
The two HC oils (HC1, 2) have the highest coefficients of friction in this area and the two PAO/HC formulations (PAO/HC/SN, PAO/HC) have the lowest coefficients of friction. The coefficients of friction of the PAG oils (PAG1, 2) are between those of the HC and PAO/HC formulations. The traction fluid M1, which is characterized by a constantly high coefficient of friction over a wide range of mean rolling speed, is a special case in comparison. The traction fluid M1 is designed for use in toroidal continuously variable transmissions, where a high coefficient of friction is required in order to be able to transmit high forces via the fluid.
With increasing speed, the coefficient of friction of all other oils falls further and the range of fluid friction is reached at around 1800 mm/s. The PAO/HC formulations in the area of mixed and fluid friction are around 0.04–0.02 higher in the coefficient of friction than the PAG oils. As the rolling speed increases, the PAG2 adapts to the coefficients of friction of the PAO/HC and HC oils at around 0.038. The two PAG formulations show a very low coefficient of friction, especially in the area of fluid friction, which means less power transmission through the fluid and low energy losses in the meshing. Compared to PAG2, PAG1 has the lowest coefficient of friction curve of all the oils examined in the area of mixed friction.
In summary, the level of the coefficients of friction of all oils increases overall when the sliding portion in the rolling contact increases.
6 Measurement of the gear meshing behavior with a single-stage transmission on a HiL test rig
In order to be able to experimentally investigate the meshing behavior of an involute spur gear teeth according to [17] with no tooth modifications, a single-stage transmission was set up and put into operation on a HiL test rig [18], see Fig. 5. The driving gear of the input shaft meshes with the driven gear on the output shaft. The driven gear is connected to the output shaft via a synchronization device common in automotive transmissions [19]. The meshing process was measured by recording the angle of rotation with two incremental encoders on the input and output shaft of the transmission. The difference in the angle of rotation at the gear input and output shaft in the switched state corresponds to the so-called relative angleFootnote 1. The acceleration sensor on the surface of the transmission housing enables the detection of impacts from gear parts that are directly related to the torsional vibrations over time [20].

HiL test rig with single-stage transmission and high-resolution incremental encoders
With constant rolling motion without torsional vibration excitation, the meshing pairs of teeth rest on their working face flanks. In this operating state, the rotational path deviation corresponds to fluctuations which the driven gear executes around the constant rotation. With torsional vibration excitation, a relative movement (interference of the tooth pairs) takes place, which is superimposed on the normal rolling movement. Rotational path deviations cause deviations from the law of gearing and disrupt the meshing process of the tooth pairs [10].
7 Measurement results of the gear meshing behavior with different gear oils
In the test series, the gear oils PAO/HC/SN and PAG2 already examined with the MTM in Sect. 5 are analyzed. The coefficients of friction of these two gear oils differ very clearly in the speed range of 100–2500 mm/s by ∆μ = 0.035–0.02. The dynamic viscosity at 80 °C of PAO/HC/SN (9.03 mPas) and PAG2 (10.44 mPas) hardly differs.
A basic speed of 900 rpm was set on the drive motor, which drives the pinion gear with a rolling velocity of approximately 5800 mm/s. A sinusoidal speed fluctuation with an excitation frequency of 30 Hz was superimposed to the basic speed. This corresponds to an excitation with the 2nd engine order of a four-cylinder engine. With different angular acceleration amplitudes of the transmission input shaft, the relative angle of the meshing gear pair was recorded with the incremental encoders and plotted against time.
Fig. 6 shows the relative angle (red line) when using helical gears without torsional vibration excitation and with 1500 rad/s2 modulation on the transmission input shaft. A measured backlash jt = 0.198 mm for helical gearing is considered. Positive values of the relative angle correspond to a contact between the driven gear and the working face flanks of the driving gear. In contrast, negative values of the relative angle correspond to a contact of the driven gear on the reverse flanks during tooth meshing. A drag torque of 0.5 Nm is effective and no tension torque was applied to the brake motor. In Fig. 6a, deviations in rotation during the meshing process of the tooth pairs can be measured in the relative angle, which are caused by geometric errors, such as inaccuracies during production and assembly. Fig. 6b shows the relative angle at an angular acceleration amplitude of 1500 rad/s2 (blue line). If the angular acceleration is in the positive value range, the working face flanks of the driven gear lift off from those of the drive gear and are accelerated in the direction of the reverse flanks.

Relative angle at angular acceleration amplitude of a 0 rad/s2 and b 1500 rad/s2 with PAO/HC/SN
If the angular acceleration is sufficiently high, the mutual reverse flanks impact. As soon as a negative angular acceleration of the driving gear occurs, the driven gear follows this movement with a delay due to its inertia and moves back in the direction of the face flanks of the meshing teeth. In the measured circumferential backlash jt = 0.198 mm = 0.005 rad, neither the working face nor the reverse flanks are in contact with one another.
Fig. 7 shows the relative angle at an angular acceleration amplitude of 500 rad/s2 with the two different gear oils. The measured circumferential backlash is identical at jt = 0.198 mm. With 500 rad/s2 modulation, a periodic oscillation of the driven gear between the engaging reverse and working face flanks occurs. In Fig. 7a, superimposed, higher-frequency vibrations are also visible in the relative angle when using PAO/HC/SN, especially in the impacts on the working face flanks. As a result, longer, higher acceleration values occur after an impact in the course of the housing acceleration, see Fig. 7c.

Relative angle at angular acceleration amplitude of 500 rad/s2 with a PAO/HC/SN and b PAG2 as well as corresponding housing acceleration (c), (d)
This can only be explained by additional impacts of the subsequent meshing tooth pairs on the working face flanks, since the tooth meshing frequency 15of the pinion 23 Hz of the gear is lower than the excitation frequency of the torsional vibration with 30 Hz. Several successive entry impacts briefly generate high forces on the meshing tooth pairs, which lead to these high housing acceleration values. Entry impacts arise as a result of deviations from the ideal tooth flank geometry and thus from the law of gearing [10].
If one analyzes the maximum amplitudes of the relative angle with the measured angle of rotation of the driven gear in relation to the driving gear, it can be determined that the driven gear moves well beyond the measured circumferential backlash of jt = 0.005 rad in Fig. 7a and b. There is consequently a lengthening of the line of action, which occurs due to elastic deformation of the teeth due to the high tooth forces occurring during the impact processes. The line of action is curved in this case at the first point of contact (point (A) in Fig. 1) along the tip radius of the meshing gear. At the same time, the coefficient of friction increases at the entry impact, as the tooth tip of the wheel hits the tooth root of the pinion with a large pressure angle. The oil film is scraped away from the tooth tip and the lubrication conditions are shifted more towards boundary/mixed friction.
If one compares the behavior of the relative angle of PAO/HC/SN Fig. 7a) with the oil type PAG2 in Fig. 7b) one finds in particular the absence of the entry impacts on both the working face and reverse flanks in the relative angle. Likewise, the use of the PAG2 oil type results in a slightly higher maximum relative angular amplitude, i.e. the elastic deformation of the tooth pairs has increased with PAG2. The non-existent entry impacts lead to a lower housing acceleration with PAG2, see Fig. 7d. This behavior can be explained by the lower coefficient of friction of PAG2, which is clearly below the coefficient of friction of PAO/HC/SN in the area of boundary and mixed friction, see Fig. 4.
Fig. 8 shows the relative angle with an increase in the angular acceleration amplitude to 1500 rad/s2 with the two different gear oils. Due to the higher angular acceleration amplitude, the periodic vibration behavior between the reverse and working face flanks has remained the same for both types of gear oil, whereby the amplitude of the relative angle has increased, i.e. the tooth forces and thus the elastic deformation have become larger due to the higher angular acceleration amplitude.

Relative angle at angular acceleration amplitude of 1500 rad/s2 with a PAO/HC/SN and b PAG2 as well as corresponding housing acceleration (c), (d)
With the PAO/HC/SN oil type, the occurrence of entry impacts is reduced compared to 500 rad/s2 in Fig. 7c. On the other hand, the presence of entry impacts on both the reverse flanks and on the working face flanks is greatly increased with the oil type PAG2 compared to 500 rad/s2. This leads to higher housing accelerations in comparison with the oil type PAO/HC/SN at this angular acceleration amplitude. This behavior of PAG2 cannot be explained with the friction coefficient measurements of the MTM. The contact stresses at this angular acceleration amplitude are approximately 2000 N/mm2 and above, so that they cannot be compared with the measurement conditions in Sect. 5. It can be deduced that the coefficient of friction of the tribological system also depends on the load in contact [21]. The behavior is non-linear and can also be reversed, so that the coefficient of friction could increase again. Further investigations need to clarify this phenomenon above 1000 rad/s2.
8 Summary and outlook
Knowledge of the coefficient of friction of gear oils in the area of boundary, mixed and fluid friction is essential in order to be able to make early statements about the efficiency, noise emissions and wear of transmissions. For this purpose, the gear oil is specifically formulated from certain PAG or PAO/HC base oils with PAMAs as VII in order to achieve a low coefficient of friction. The coefficient of friction behavior of a transmission oil formulation is determined not only by the viscosity but also by the steric structure of the molecules it contains. The friction coefficient measurement with the help of the MTM is suitable for fine-tuning the formulation with regard to the percentage of base oils and additives. In this way, suitable substances that reduce the coefficient of friction can be identified in a short time and optimized for use in gear oils.
The investigation of the rotational path deviation showed that the impacts of the meshing tooth pairs lead to an elastic deformation of the teeth. There are high tooth forces during torsional vibration excitation, which cause Hertzian flattening of the tooth flanks and an increase in the viscosity of the oil with pressure (EHD lubrication). Elastic deformations of the tooth flanks cause deviations from the law of gearing. This creates additional entry impacts at the start and end of the gear pair meshing, which significantly influence the intensity of the structure-borne sound level and thus the transmission noise emitted. When the oil type PAG2 is used, these entry impacts do not occur up to a certain angular acceleration amplitude, which explains the favorable transmission noise behavior of this type of oil.
In further series of measurements, different additives and base oil types are examined with regard to the coefficient of friction behavior and noise emissions in transmissions.
9 Nomenclature and abbreviations
The nomenclature and abbreviations are shown in Table 2.
Notes
Also called rotational path deviation, single-flank pitch deviation or transmission error.
References
Höhn B‑R, Michaelis K, Doleschel A (2001) Einfluss verschiedener Grundöle auf Reibung und Verlustleistung von Zahnradgetrieben. In: GfT Tribologie-Fachtagung 2001. GfT-Verl, Moers, p 51/1–51/11
Kleemola J, Lehtovaara A (2007) Experimental evaluation of friction between contacting discs for the simulation of gear contact. Tribotest 13:13–20
Wu S, Cheng HS (1994) Empirical determination of effective lubricant rheological parameters. Tribol Trans 37:138–146
Wincierz C, Krapfl T (2011) Der Einfluss von filmbildenden Polyalkylmethacrylaten auf das Reibungs- und Verschleißverhalten von Schmierstoffformulierungen. Tribol Schmierungstechnik 58:38–43
Brandão JA, Meheux M, Seabra JHO, Ville F, Castro MJD (2011) Traction curves and rheological parameters of fully formulated gear oils. Proc Inst Mech Eng Part J J Eng Tribol 225:577–593
Brandão JA, Meheux M, Seabra JHO, Ville F, Castro J (2010) Traction and Stribeck curves of fully formulated gear oils. In: International Conference on Gears 2010. VDI-Berichte Nr. 2108. VDI-Verl, München, p 177–188
Costello MT (2005) Effects of basestock and additive chemistry on traction testing. Tribol Lett 18:91–97
Zhang J, Tan A, Spikes H (2017) Effect of base oil structure on elastohydrodynamic friction. Tribol Lett 65:13/1–13/24
Yan Y (2010) Tribology and tribo-corrosion testing and analysis of metallic biomaterials. In: Niinomi M (ed) Metals for biomedical devices. CRC Press Boca Raton, Boston
Niemann W, Winter H (2003) Maschinenelemente, 2nd edn. Springer, Berlin Heidelberg
Michaelis K, Höhn B‑R, Hinterstoißer M (2011) Influence factors on gearbox power loss. Ind Lubr Tribol 63:46–55
Bobach L, Beilicke R, Bartel D, Deters L (2012) Thermal elastohydrodynamic simulation of involute spur gears incorporating mixed friction. Tribol Int 48:191–206
Hua DY, Khonsari MM (1995) Application of transient elastohydrodynamic lubrication analysis for gear transmissions. Tribol Trans 38:905–913
Li S, Kahraman A (2010) A transient mixed elastohydrodynamic lubrication model for spur gear pairs. J Tribol ASME 132:011501-1–9
Linke H (2018) Zahnräder und Zahnradgetriebe. In: Sauer B (ed) Konstruktionselemente des Maschinenbaus 2, 8th edn. Springer Vieweg, Wiesbaden
Masuyama T, Miyazaki N (2016) Evaluation of load capacity of gears with an asymmetric tooth profile. Int J Mech Mater Eng 11(11):1–9
ISO 21771:2007, Gears—Cylindrical involute gears and gear pairs—Concepts and geometry
Baumann A, Fietkau P, Bertsche B (2011) Nachbildung verbrennungsmotorischer Drehschwingungen auf einem Getriebeprüfstand für Rasselgeräuschuntersuchungen. In: Stuttgarter Symposium für Produktentwicklung 2011. Fraunhofer-Verl, Stuttgart, p 96–97
Baumann A, Bertsche B (2021) Vibrations and torque losses of synchronizers in transmissions. In: SAE technical paper 2021-24-0068, pp 1–8
Baumann A, Bertsche B (2015) Experimental study on transmission rattle noise behaviour with particular regard to lubricating oil. J Sound Vib 341:195–205
Wu S, Cheng HS (1991) A Friction Model of Partial-EHL Contacts and its Application to Power Loss in Spur Gears. Tribol Trans 34(3):398–407
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
A. Baumann and B. Bertsche declare that they have no competing interests.
Additional information
The project was carried out at the Institute of Machine Components (IMA), University of Stuttgart and supported by Daimler AG, Evonik Operations GmbH and Deutsche Pentosin-Werke GmbH, Germany.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Baumann, A., Bertsche, B. Coefficient of friction behavior of gear oils and significance for the meshing process of spur gears. Forsch Ingenieurwes 86, 795–805 (2022). https://doi.org/10.1007/s10010-022-00589-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-022-00589-9