
Abstract
The torque transfer capability as well as long-term endurance are essential for wet multi-plate clutches. The quality of the torque transmission process largely depends on the tribological system consisting of friction pairing, lubricant and applied loads. The requirements on friction linings in wet multi-plate clutches increase continuously due to stricter CO2 reduction regulations and the demand of higher power densities.
There is a lack of published data and information about the friction behavior of modern Carbon friction linings in wet multi-plate clutch applications, although these friction materials have successfully proven their performance capabilities over the last two decades in synchronizers. Therefore, this article presents results from experimental studies on the friction behavior of innovative Carbon friction linings carried out on a component test rig. Friction screening tests were performed with Carbon-fiber reinforced plastic (CFRP) and Carbon-fiber reinforced Carbon (C/C) linings in brake and constant slip operation. Furthermore, our research included long-term tests with different lubricants (engine/marine/tractor oil).
Results show that modern Carbon friction linings can offer advantages over other materials. In the friction screening (brake and constant slip operations) and long-term tests, the torque transfer capability of both friction linings is very stable, even at high specific loads—sliding velocities near 30 m/s and axial pressures of 2.5 MPa. Influences of sliding velocity, pressure and lubricant on the friction performance are presented. Furthermore, the gradient of the Coefficient of Friction (CoF) curve usually decreases at the end of the engagement to enable good control and shift comfort.
Zusammenfassung
Drehmoment- und Lebensdauerverhalten sind für den Betrieb nasslaufender Lamellenkupplungen entscheidend. Das tribologische System, bestehend aus Reibpaarung, Schmierstoff und Belastung, bestimmt dabei maßgeblich die Qualität der Drehmomentübertragung. Die Anforderungen an Reibbeläge nasslaufender Lamellenkupplungen steigen aufgrund von strikteren Verordnungen zur CO2 Einsparung sowie höherer geforderter Leistungsdichte. Es existieren wenig veröffentlichte Ergebnisse zum Reibungsverhalten moderner Carbon Reibbeläge in nasslaufenden Lamellenkupplungen, obwohl diese Reibbeläge ihre Leistungsfähigkeit bei Synchronisierungen in den letzten zwanzig Jahren unter Beweis gestellt haben. Dieser Artikel präsentiert Ergebnisse experimenteller Untersuchungen des Reibungsverhaltens innovativer Carbon Reibbeläge auf einem Komponentenprüfstand. Ein Reibungszahlscreening im Bremsbetrieb und bei Konstantschlupf wurde mit Reibelägen aus Kohlenstofffaserverstärktem Kunststoff (CFK) und Kohlenstofffaserverstärktem Kohlenstoff (CFC) durchgeführt. Zudem wurden Dauerschaltversuche mit unterschiedlichen Schmierstoffen (Motoröl, Schiffsgetriebeöl und Traktoröl) gefahren.
Die Ergebnisse zeigen, dass moderne Carbon-Reibbeläge Vorteile gegenüber anderen Reibbelägen bieten. Beim Reibungszahlscreening (Bremsschaltungen und Konstantschlupf) und in Dauerschaltversuchen ist die Drehmomentübertragung beider Reibbeläge sehr stabil, sogar bei hohen spezifischen Beanspruchungen mit Gleitgeschwindigkeiten bis 30 m/s und Flächenpressungen von 2,5 N/mm2. Es werden Einflüsse von Gleitgeschwindigkeit, Flächenpressung und Schmierstoff auf das Reibungsverhalten aufgezeigt. Die Reibungszahl gegen Schaltungsende fällt in den meisten Schaltungen am Schaltungsende ab, was guten Schaltkomfort sicherstellt.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Wet multi-plate clutches transfer torque between two components. They are used in a wide range of applications in automotive transmissions (e.g. dual clutch transmission, automatic transmission, limited slip differentials) and in industrial applications (e.g. tractor brakes, marine gearboxes, presses, winches). The quality of the torque transmission process in a clutch largely depends on the combined performance of the friction material and fluid used in the system. Over the past 20 years, the requirements on the friction materials in such systems have continuously increased. Stricter CO2 reduction regulations for any kind of propulsion system lead to higher requirements on the fluids used and a demand on higher power densities. These trends have triggered the development of new friction materials in addition to the established solutions like for example powdered metal friction linings. Paper-based materials cover a wide range of clutch applications whereas Carbon-based materials entered the market on the technical upper end.
There are high requirements about the performance of wet friction materials such as high coefficient of friction (CoF), good friction characteristics (decreasing CoF at the end of the engagement), high temperature resistance and durability, minimal run in period, minimal wear and a low influence of oil and their additives [1,2,3]. A material class which meets most of these requirements to a high degree is the category of Carbon friction materials [2].
Four main types of Carbon friction linings for wet multi-plate clutches can be distinguished [3]: Woven Carbon-fiber reinforced plastic (CFRP), woven Carbon-fiber reinforced Carbon (C/C), paper-based friction linings reinforced with Carbon fibers and particles (Composite Carbon, [4]) and two ply Carbon friction linings.
This article focuses on the woven Carbon friction materials, which can offer advantages over other friction materials showing consistently high friction coefficient, good friction characteristic, broad oil compatibility, predictable compressibility and thermal stability as well as improved wear resistance [3, 5, 6]. The Carbon fibers for such linings are usually based on PAN (polyacrylonitrile), whereas pitch fibers and rayon fibers are niche products [3, 7]. The fabrication process of these fibers into a fabric is the key to control the material properties of the later friction material. The tailored structure of the fiber yarns and weave architecture allows for highly efficient and consistent oil drainage using a textured friction surface (CFRP and C/C). The applied matrix systems consisting of either a phenolic resin matrix or a pure graphitic Carbon matrix add the required properties for a superior mechanical and thermal stability of the materials.
There are many publications which describe the influences of lubricant, load parameters and friction lining on the friction behavior of wet multi-plate clutches. In our literature survey, we focus on previous work about the friction behavior of Carbon friction linings in wet multi-plate clutch applications. Many authors investigate the friction behavior of friction materials on model test rigs like pin-on-disk or pin on plate [8,9,10,11,12]. Model type test rigs are often used when fundamental studies are carried out to determine the surface to surface interaction between friction lining and counter plate [8, 9], or when the friction behavior of many different linings and lubricants are screened [10].
Several publications [13,14,15,16] report influences on the friction and wear behavior of Carbon friction linings (both CFRP and paper-based material reinforced with Carbon fibers) for wet clutch applications obtained on a QM1000-II wet friction performance tester. The test parts consist of two plates (one friction interface) and thus results cannot be directly compared with component tests of wet multi-plate clutches. Fei et al. [13] and Wenbin et al. [16] report influences of the load parameters on the friction behavior. There are some contradictions in the results of [13], like a braking time that increases by just 0.6 s when the pressure was kept constant and the rotational speed increases stepwise from 1000 till 4000 rpm. It is not mentioned that the inertia is changed throughout the different load stages. Wenbin et al. [16] describe the results more clearly and do not show contradictions.
Stockinger et al. [17] present an efficient friction screening test program and evaluation method to investigate the friction behavior of Carbon friction linings during brake engagement. The method is applied on a composite Carbon friction lining with different lubricants. The influence of the additives on the friction behavior is similar to that of paper friction linings but less pronounced which is confirmed by [2]. Especially dispersants, detergents and friction modifiers change the friction behavior. Morgan et al. [18] describe a test method for low sliding velocities to screen fluids for shudder tendency on a SAE#2 machine. The method is more complex but covers a lot of influencing factors like oil temperature, pressure, sliding velocity and oil degradation.
Ivanovic et al. [19] determine the friction behavior of a wet multi-plate clutch with woven Carbon friction lining on the test rig and build up a model to describe the thermal dynamics of the system. The clutch used in the experiments is from an all-wheel drive (AWD) application and the CoF ranges between 0.07 and 0.13 (average 0.1) depending on operating parameters, oil temperature and applied pressure. The CoF is evaluated ramping down the rotational speed from 100 rpm to zero for different temperatures and axial forces between 3 and 18 kN. Both, the level of CoF and the friction characteristic are evaluated.
Oldfield and Watts [10] investigate the influence of the lubricant’s composition on the friction behavior of paper and Carbon friction linings. Therefore they conduct most of the experiments on a large scale low velocity friction apparatus (LSLVFA) and a low velocity friction apparatus (LVFA). For one Carbon friction lining, the additives’ influences during high speed engagements are evaluated on a SAE#2 machine. They focus more on the lubricants’ influence than on the influence of load parameters. The woven Carbon friction linings perform better in a lubricant basestock and in the automatic transmission fluid than the other Carbon linings. The additive influence on the woven friction lining can be significant, depending on the additive technology.
Rank and Kearsey [3] compare the performance of different types of Carbon friction linings. In a function and durability test two woven (CFRP and C/C) and one composite Carbon friction lining are compared in several load stages, but only results of two load stages are presented. All friction linings show good durability and both high CoF and good friction characteristics within the tested load parameters. Furthermore, the influence of different lubricants on the composite Carbon friction lining is low. No data for the other friction linings are presented. Results from the NVH test during constant slip are just shortly summarized for the C/C and the composite Carbon material. The results of the test rig correlate well with their experience gained of vehicle tests.
There are nearly no published results about the friction behavior of a C/C friction lining in a wet multi-plate clutch application under different loads on a component test rig. This paper aims to compare the friction behavior of two types of Carbon friction linings (CFRP and C/C) on a component test rig varying sliding velocity and surface pressure in a wide range both for brake engagements and constant slip cycles. Furthermore, the influence of the lubricant on the C/C lining is investigated and long-term tests under high load are performed to evaluate the endurance performance of this friction lining.
2 Method
We investigated the friction behavior of two clutches during brake (screening and long-term testing) and under constant slip operation on a wet brake component test rig.
2.1 Test rig, wet multi-plate clutches and lubricant
The experimental investigations were carried out on the component test rig ZF/FZG KLP-260. The test rig operates in brake mode where the outer carrier is fixed and the inner carrier rotates (see Fig. 1).

Test rig ZF/FZG KLP-260—schematic sketch according to [20]
In the test rig a complete clutch package of a gearbox is installed on the corresponding carriers. The inner plates are arranged on the inner shaft and connected to the fly wheels (J1, J2). The inertia which acts on the clutch (J) can be adjusted through variable installations of fly wheels J1 as well as by engagement of the basic inertia J2.
The pressure is applied on the outer plates by a force controlled hydraulic piston. We measure the friction torque at the outer carrier. Cooling oil can be supplied centrally into the inner carrier, externally from the top of the housing or by oil sump. The oil flow rate and the thermostat-controlled feeding temperature can be adjusted in a wide range. For brake engagement tests, the main shaft with the inner carrier and the fly wheels are accelerated by the speed-controlled main drive to a defined differential speed ∆n. During the engagement process, the main drive and inner shaft are decoupled through an electromagnetic coupling. In creeping conditions and in continuous slip mode a defined axial force is applied on the clutch plates. The creep drive then accelerates the clutch to a defined slip speed. The rotational speed in creep and slip modes is measured with high resolution by an incremental encoder [20].
Table 1 summarizes the technical data of the test rig.
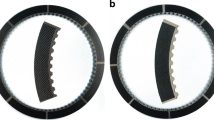
For the experimental investigations, steel plates (outer plates) from serial production of industrial application were used. The friction plates (inner plates) are prototype parts. Eight pads of the two friction materials, CFRP or C/C, are applied on each side of the steel plates (see Fig. 2). This manufacturing process leads to a multi-segmented groove pattern.

Friction Plate (CFRP (left), C/C (right))
One clutch pack consist of three steel plates and two friction plates. Thus there are four friction interfaces (z = 4). The clutch size can be characterized by a mean radius of rm = 123 mm. The nominal clearance between each friction plate and steel plate is 0.20 mm.
The mass temperature of a steel plate was monitored with a thermocouple (NiCrNi type K Class 1 ⌀ 0.5 mm). The thermocouple was mounted in a ⌀ 0.55 mm drill hole (axial position approx. midplane/drill depth approx. mean diameter) on the middle steel plate.
We used three types of lubricants from different applications (engine oil, tractor oil, marine oil; Table 2), whereas most of the experiments were performed with the engine oil. The oils are all from serial application and with optimized additive packages; with respect to their application. They are all used for engine lubrication, thus especially containing detergent and dispersant additives. Friction Modifiers in the tractor oil improve the friction characteristics to prevent brake shudder.
2.2 Test procedure and evaluation method
Based on the results of current research [17, 21,22,23] about test procedures for wet multi-plate clutches, we designed two test procedures, shown in Fig. 3, which are suitable to characterize the friction (friction screening) and endurance behavior (long-term test) of the clutches. Each test is performed with a new clutch pack.

Test procedure friction screening (left) and long-term test (right)
Both test procedures start with a running-in to eliminate non-linear effects that only occur in the first engagements [21, 23]. The running-in is characterized by a low level load stage LSE (Table 3) that is performed for 500 cycles.
The long-term test starts after the running-in. The load stage LSDS (Table 3) is run for 25,000 cycles at a medium load level of pressure and severe conditions of sliding velocity and specific friction work.
Due to varying operating conditions in the friction screening test, the running-in cycles were extended by preconditioning load stages to further reduce the influences of running-in mechanisms, shown in Fig. 3. These load stages include LS1 … LS3 and LS5 … LS7 (Table 3) up to a maximum specific friction work of q = 0.80 J/mm2 and a maximum pressure of p = 1.5 N/mm2. The preconditioning was stopped when the friction behavior was stable, which occurred after two runs of preconditioning load stages.
After the preconditioning, the tests in constant slip mode and pressure-velocity variations (p-v-variations) are performed.
In brake engagement mode, the load stages are sequentially passed and each stage is repeated 10 times (cycles). The duration of one cycle is 15 s for each engagement.
In constant slip mode, each load stage (S1 … S9, Table 4) is followed by a cooling stage (SK, Table 4), where the clutch is engaged by a low axial force (approx. 100 N) and rotates at 20 min−1 for 10 s. Due to the conditions in the cooling phase (SK), the temperature of the clutch decreases because of more heat being carried away by the oil then generated due to friction. After the cooling load stage (SK), the next load level starts followed by another cooling load stage. This pattern is repeated till S9 is reached. The run of all load stages (S1 … S9) each followed by a cooling phase (SK) is called load collective. The load collective is repeated five times.
All tests were performed with a specific feeding oil flow of 0.8 mm3/(mm2s) and at a feeding oil temperature of Toil = 80 °C.
Fig. 4 shows measured signals of an exemplary brake engagement (C/C friction lining, LS8) and Fig. 6 in constant slip mode (C/C friction lining, S9). From these continuous signals, the CoF (Eq. 1) as well as characteristic values based on the resulting friction curve, which describe the friction behavior, are calculated.

Example of measured signals (FA, ∆n, Tf, T) and calculated CoF (µ) during brake engagement (C/C friction lining, engine oil, LS8)
A suitable diagram for evaluating the friction behavior of brake engagements is the CoF over relative sliding velocity curve (µ-v-curve). We calculate the mean CoF (µavg) by averaging in the interval of 0 … 60% of maximum differential sliding velocity, visualized in Fig. 5. The average CoF indicates the torque transfer capability of the clutch [17, 21, 24, 25].

Specific values friction behavior according to [28]
Furthermore, we calculate the value µ2/µ5 by taking the CoF at 50% of max. sliding velocity (µ2) and the maximum of the CoF in the interval from 0 … 10% of max. sliding velocity (µ5). The characteristic value µ2/µ5 is a measure for the gradient of the µ‑v-curve (dµ/dv). Near the end of engagement, the CoF should decrease as sliding velocity decreases to achieve good control and comfort from the clutch package and to avoid self-excited shudder [3, 24, 26, 27].
Shudder can occur when dµ/dv in the µ‑v-curve is negative [26] which is equal to µ2/µ5 < 1.0 [24]. The friction behavior is stable when µ2/µ5 > 1.0 [17, 24, 28].
In constant slip, we calculate the characteristic value µslip to analyze the torque transfer capability of the clutch during slip operation. We average the CoF in the interval of 3 … 4 s of measuring time where the slip speed is constant (see Fig. 6). Circumferential thickness variations most likely cause oscillation of the CoF in S9 [22]. The increasing temperature during constant slip decreases the CoF.

Example of measured signals (FA, ∆n, Tf, T) and calculated CoF (µ) during constant slip (C/C friction lining, engine oil, S9)
To reduce the influence of not known non-systematic effects, the characteristic values of the last three (brake)/two (slip) cycles are averaged. We indicate averaged values by the index ‘m’. To compare the friction behavior of different load stages and friction linings, the averaged characteristic values are plotted in bar graphs.
2.3 Classification of measurements’ accuracy
We determine the accuracy of the measured signals axial force, torque, speed, thermocouples and the derived value CoF. Therefore the uncertainty is analyzed using the Guide to the Expression of Uncertainty in Measurement (GUM) [29]. The application of the GUM procedure on the KLP-260 is detailed in [30]. The calculations take into account the influence of temperature, calibration, manufacturing tolerances and where applicable the data in technical sheets (acc. to DIN EN ISO 14253‑2 [31]). Due to the fact that the uncertainty depends on operating conditions, the values in Table 5 are calculated for the conditions of load stage DS which represent mean conditions of the test runs. The overall measurement accuracy is very good as differences in the CoF of more than 0.002 can be attributed to differences in the friction system.
3 Results and discussion
The friction behavior was evaluated during brake operations, constant slip and long-term tests.
3.1 Brake operation
To ensure a stable friction behavior during the p-v-variations, the tests start with 500 running-in cycles on LSE (p = 0.5 N/mm2, vg = 14.7 m/s, q = 0.25 J/mm2). Fig. 7 shows the trend plots of µavg and the specific value µ2/µ5. µavg does almost not change for the C/C friction lining and remains at about 0.118 (tractor oil) and 0.115 (engine oil), which is within the measurement accuracy. Within the first 50 cycles, µavg of the CFRP significantly reduces from 0.123 to 0.109. For C/C, µ2/µ5 slightly decreases, while it remains constant for CFRP during running-in. µ2/µ5 of all tests are higher than 1, which describes a decreasing CoF at the end of the engagement. The influence of the lubricant on the friction behavior is very small during running-in. µavg of the C/C is slightly higher with the tractor oil than with the engine oil. The trend plot of µ2/µ5 shows exactly the opposite.

Average CoF µavg (left)/specific value µ2/µ5 (right) during running-in LSE (p = 0.5 N/mm2, vg = 14.7 m/s, q = 0.25 J/mm2); Toil = 80 °C; voil = 0.8 mm3/(mm2s)
We use µavg,m and µ2/µ5,m to compare the influence of different load parameters on the friction behavior of the three tests. Fig. 8 presents µavg,m for load stage LS1 … LS12. Increasing pressure from 0.5 … 2.5 N/mm2 decreases µavg,m. In tests with higher sliding velocity, which corresponds to higher energy input, µavg,m decreases when the pressure is kept constant.

Evaluation of µavg,m p-v-variations; Toil = 80 °C; voil = 0.8 mm3/(mm2s)
For low pressure (p = 0.5 N/mm2) µavg,m of the C/C is a little bit higher than µavg,m of CFRP (both with engine oil). Load stages with high pressure show the opposite. From LS7 on, µavg,m of CFRP (engine oil) is higher than µavg,m of C/C (engine oil).
Fig. 9 displays µ2/µ5,m for LS1 … 12. There is no clear pressure or sliding velocity dependency of µ2/µ5,m. With the C/C friction lining and the engine oil, µ2/µ5,m is higher than 1 in all load stages which indicates a good friction characteristic in all tested load stages. The other two combinations, CFRP in engine oil and C/C in tractor oil, show slightly lower values but still close to 1.

Characteristic value of µ2/µ5,m p-v-variations; Toil = 80 °C; voil = 0.8 mm3/(mm2s)
The p-v-variation confirms the lubricants’ influence on the friction behavior of the C/C friction lining that has already been observed during running-in. In all load stages, µavg,m with the tractor oil (C/C) is higher than with the engine oil (C/C). The trend of µ2/µ5,m is inverse. When developing a lubricant, it is usually a trade-off between high level of CoF and good friction characteristic (decreasing CoF at the end of the engagement).
Both friction linings perform well during these tests. The maximum mass temperatures of the steel plate were up to 250 °C in LS12. On the friction surface, much higher peak temperatures are expected. The obtained results confirm CoFs from literature of CFRP and C/C friction linings during brake operations. µavg of LS7 (p = 1.5 N/mm2, q = 0.8 J/mm2) corresponds well with the results from Rank and Kearsey [3], although the lubricant and the clutch size differ from each other.
3.2 Constant slip
Stable friction behavior in slip mode is essential for many applications of wet multi-plate clutches. Fig. 10 shows the CoF over measured time with low (left) and high slip speeds (right) for CFRP and C/C friction lining. The slip speed is held constant in the time interval from 2–4 s of measured time (acc. to speed signal in Fig. 6). Although the slip speed between these two graphs differs by one magnitude and the axial pressure is nearly doubled, both graphs show stable friction behavior during constant slip with almost the same CoF. The conditions lead to a temperature rise of the steel plates of approx. 30 K (S4) and 130 K (S9) compared to feeding oil temperature. The bigger temperature rise in severe operating conditions of load stage S9 could be one reason for the slight decrease of CoF.

CoF over time during constant slip in S4 (left; p = 1.5 N/mm2, ∆nslip = 10 rpm) and S9 (right; p = 2.5 N/mm2, ∆nslip = 100 rpm), Toil = 80 °C; voil = 0.8 mm3/(mm2s)
We use µslip,m to assess the influence of different operating conditions on the friction behavior in slip mode, shown in Fig. 11. µslip,m of C/C and the tractor oil is slightly higher than that of the other two tests, whereas the differences between CFRP and C/C with engine oil are for most load stages within the measurement accuracy.

Friction behavior constant slip µavg,m; Toil = 80 °C; voil = 0.8 mm3/(mm2s)
In slip mode, we cannot identify a correlation between slip speed and CoF. However, an increasing pressure decreases the CoF, except for load stage S1, which is in accordance with prior published results [19].
3.3 Long-term testing
We focus our long-term tests on the oil influence. Therefore, tests are performed with a new clutch pack C/C friction lining with all lubricants (Table 2). After running-in on LSE (500 cycles), we ran 25000 cycles on LSDS (p = 1 N/mm2, vg = 29.2 m/s, q = 1.0 J/mm2). Fig. 12 shows the trend plot of the three long-term tests both for µavg and for µ2/µ5. The peak and the small step around cycle 4600 in the trend plot of C/C (engine oil) is because of some maintenance stop of the test rig. The restart slightly changes µavg and µ2/µ5 for a few hundred cycles. Acuner confirms this phenomenon for Carbon friction linings in synchronizers [32].

Long-term test on LSDS (p = 1 N/mm2, vg = 29.2 m/s, q = 1.0 J/mm2); Toil = 80 °C; voil = 0.8 mm3/(mm2s)
µavg does not change over the 25000 cycles for all of the tested lubricants. The friction behavior is very stable even under these severe conditions (q = 1.0 J/mm2). Due to the short cycle time of 15 s and an oil injection temperature of 80 °C, the minimum mass temperature of the steel plate in the middle of the clutch pack was around 150 °C while the maximum temperatures varied between 220 and 240 °C. µ2/µ5 does not change significantly for the engine and the tractor oil but slightly improves for the marine oil during the long-term test.
Rank and Kearsey [3] conduct endurance tests with less severe test conditions (p = 1.3 N/mm2; q = 0.82 J/mm2; Toil = 80 °C, voil = 1.8 mm3/(mm2s)) and present a stable CoF during the endurance test for the C/C friction lining as well. Tests from literature under similar test conditions with paper or sinter friction linings exhibit significantly higher degradation of the friction performance during long-term testing [33, 34].
To further investigate the small changes of the friction behavior during the long-term tests, the friction curve, plot of the CoF over the sliding velocity at cycle 600, 1000, 10000 and 25500, are shown in Figs. 13, 14 and 15.

Friction characteristic over endurance life with engine oil, LSDS (p = 1 N/mm2, vg = 29.2 m/s, q = 1.0 J/mm2); Toil = 80 °C; voil = 0.8 mm3/(mm2s)

Friction characteristic over endurance life with marine oil, LSDS (p = 1 N/mm2, vg = 29.2 m/s, q = 1.0 J/mm2); Toil = 80 °C; voil = 0.8 mm3/(mm2s)

Friction characteristic over endurance life with tractor oil, LSDS (p = 1 N/mm2, vg = 29.2 m/s, q = 1.0 J/mm2); Toil = 80 °C; voil = 0.8 mm3/(mm2s)
For the engine oil (Fig. 13), the friction curves do not change during the tests and all four curves match each other.
The friction curve of the marine oil (Fig. 14) differs from that of the engine oil. At the beginning of the test, the CoF at low sliding velocities is slightly higher than at high sliding velocities. During the test, the CoF at low sliding velocities decreases and the friction characteristics improve. Between cycle 10000 and 25500 the static CoF almost remains constant, only at 24 m/s sliding velocity the CoF increases.
For the tractor oil (Fig. 15) the CoF between 3 and 18 m/s sliding velocity decreases between cycle 600 and 10000 and then remains almost unchanged till the end of the test.
The three tests confirm the low impact of different lubricants on the friction and endurance performance of the C/C friction lining.
4 Conclusion
We performed friction screening and long-term tests to investigate the friction performance of woven CFRP and C/C friction linings. The friction behavior in the screening test (brake engagement and constant slip) is similar for the CFRP and the C/C friction lining. The average CoF of both friction linings is within 0.098 … 0.120 and depends on pressure and sliding velocity.
Average CoF and friction characteristic of the C/C friction lining are stable in the long-term test. The results confirm the high performance of the CFRP and C/C friction linings as stated in literature and prove the low impact of the lubricant on the friction behavior for the tested parts.
Future tests should investigate the endurance life of the different friction linings especially focusing on the spontaneous damage of these systems.
References
Lam RC, Chavdar B, Newcomb T (2006) New generation friction materials and technologies. SAE technical paper series. SAE International, Warrendale
Kearsey A, Wagner D (1997) Carbon fiber for wet friction applications. SAE technical paper, vol 972754. https://doi.org/10.4271/972754
Rank R, Kearsey A (2004) Carbon based friction materials for automotive applications. In: 14th International Colloquium Tribology, pp 471–476
Föge V, Eder M, Nickel F (2015) Innovation von Fiber Composite Reibsystemen – Von der Faser bis zur Anwendung. In: VDI (ed) Kupplungen und Kupplungssysteme in Antrieben, pp 185–196
Gibson DW, Taccini CJ (1989) Carbon/carbon friction materials for dry and wet brake and clutch applications. SAE technical paper series. SAE International, Warrendale
Awasthi S, Taccini G (2005) Pyrolytic carbon wet friction materials. SAE technical paper series. SAE International, Warrendale
Huang X (2009) Fabrication and properties of carbon fibers. Materials 2:2369–2403. https://doi.org/10.3390/ma2042369
Jullien A, Berthier Y, Menard D et al (1991) Paper XI (i) behaviour of wet clutches operating under continuous running conditions with a new carbon based material. In: Vehicle Tribology, vol 18. Elsevier, Amsterdam, pp 303–312
Jullien A, Meurisse MH, Berthier Y (1996) Determination of tribological history and wear through visualisation in lubricated contacts using a carbon-based composite. Wear 194:116–125. https://doi.org/10.1016/0043-1648(95)06813-9
Oldfield RC, Watts RF (2006) Impact of lubricant formulation on the friction properties of carbon fiber clutch plates. Lubr Sci. https://doi.org/10.1002/ls.4
Cho H‑R, Je Y, Chung K‑H (2018) Assessment of wear characteristics of paper-based wet friction materials. Int J Precis Eng Manuf 19:705–711. https://doi.org/10.1007/s12541-018-0084-1
Wenbin L, Jianfeng H, Jie F et al (2016) Effect of aramid pulp on improving mechanical and wet tribological properties of carbon fabric/phenolic composites. Tribol Int 104:237–246. https://doi.org/10.1016/j.triboint.2016.09.005
Fei J, Li H‑J, Qi L‑H et al (2008) Carbon-fiber reinforced paper-based friction material: study on friction stability as a function of operating variables. SAE Trans 130:41605. https://doi.org/10.1115/1.2966388
Fei J, Li H‑J, Huang J‑F et al (2012) Study on the friction and wear performance of carbon fabric/phenolic composites under oil lubricated conditions. Tribol Int 56:30–37. https://doi.org/10.1016/j.triboint.2012.06.022
Wang W‑J, Huang J‑F, W‑b L et al (2015) The influence of added carbon nanotubes on the properties of the carbon-fiber-reinforced paper-based wet clutch friction materials. Lubr Sci 27:451–461. https://doi.org/10.1002/ls.1298
Wenbin L, Jianfeng H, Jie F et al (2016) Study on tribological properties as a function of operating conditions for carbon fabric wet clutch. Tribol Int 94:428–436. https://doi.org/10.1016/j.triboint.2015.10.015
Stockinger U, Pflaum H, Stahl K (2018) Zeiteffiziente Methodik zur Ermittlung des Reibungsverhaltens nasslaufender Lamellenkupplungen mit Carbon-Reibbelag. Forsch Ingenieurwes 82:1–7. https://doi.org/10.1007/s10010-017-0253-x
Morgan C, Fewkes R, McCombs T et al (2004) Low-speed carbon fiber torque capacity and frictional properties test for ATFs. SAE technical paper series. SAE International, Warrendale
Ivanović V, Herold Z, Deur J et al (2009) Experimental characterization of wet clutch friction behaviors including thermal dynamics. SAE Int J Engines 2:1211–1220. https://doi.org/10.4271/2009-01-1360
Meingaßner GJ, Pflaum H, Stahl K (2015) Test-rig based evaluation of performance data of wet disk clutches. 14th International CTI Symposium.
Voelkel K, Pflaum H, Stahl K (2019) Einflüsse der Stahllamelle auf das Einlaufverhalten von Lamellenkupplungen. Forsch Ingenieurwes 28:2148. https://doi.org/10.1007/s10010-019-00303-2
Meingaßner GJ (2017) Methodik zur Untersuchung des Reibungsverhaltens nasslaufender Lamellenkupplungen bei Langsamlauf- und Mikroschlupf. Dissertation, Technische Universität München
Voelkel K, Pflaum H, Stahl K (2020) Running-in behavior of wet multi-plate clutches: introduction of a new test method for investigation and characterization. Chin J Mech Eng 33:1461. https://doi.org/10.1186/s10033-020-00450-6
Acuner R, Pflaum H, Stahl K (2014) Friction screening test for wet multiple disc clutches with paper type friction material. In: Society of tribologists and lubrication engineers annual meeting and exhibition 2014, vol 1. Society of Tribologists and Lubrication Engineers, Lake Buena Vista, pp 392–394
Stockinger U, Mühlenstrodt K, Voelkel K et al (2019) Analyse tribologischer Schichten mit der Flugzeit-Sekundärionenmassenspektrometrie (ToF-SIMS) – Additiveinflüsse auf das Reibungsverhalten nasslaufender Lamellenkupplungen. Forsch Ingenieurwes 83:219–226. https://doi.org/10.1007/s10010-019-00305-0
Ohtani H, Hartley RJ, Stinnett DW (1994) Prediction of anti-shudder properties of automatic transmission fluids using a modified SAE No. 2 machine. SAE transactions, pp 456–467
Mäki R, Nyman P, Olsson R et al (2005) Measurement and characterization of anti-shudder properties in wet clutch applications. SAE Technical Paper, vol 2005-01-0878. https://doi.org/10.4271/2005-01-0878
Stahl K, Pflaum H, Hensel M (2013) Methods for performance evaluation of lubricants and friction materials in wet multiple disc clutches in axle brake applications. In: VDI (ed) Getriebe in Fahrzeugen 2013/Drivetrain for Vehicles 2013. VDI-Berichte, vol 2187, pp 111–125
Joint Committee for Guides in Metrology (2008) Evaluation of measurement data - Guide to the expression of uncertainty in measurement(100:2008)
Baumgartner A (2020) Reibungsverhalten nasslaufender Lamellenkupplungen – Messunsicherheiten und Auswertemethoden. Masterarbeit, Technische Universität München
DIN Deutsches Institut für Normung e. V. (2018) Geometrische Produktspezifikationen (GPS) – Prüfung von Werkstücken und Messgeräten durch Messen –: Teil 2: Anleitung zur Schätzung der Unsicherheit bei GPS-Messungen, bei der Kalibrierung von Messgeräten und bei der Produktprüfung(14253-2)
Acuner R (2016) Synchronisierungen mit Carbon-Reibwerkstoffen unter hohen und extremen Beanspruchungen. Dissertation, Technische Universität München
Hensel M (2014) Thermische Beanspruchbarkeit und Lebensdauerverhalten von nasslaufenden Lamellenkupplungen. Dissertation, Technische Universität München
Hensel M, Pflaum H, Stahl K (2015) Schädigungsverhalten nasslaufender Lamellenkupplungen: Korrelation von thermischer Beanspruchung und Schädigung. VDI Berichte, vol 2245, pp 173–181
Acknowledgements
The authors would like to thank SGL Carbon for supporting and providing the test materials.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
U. Stockinger, D. Groetsch, F. Reiner, K. Voelkel, H. Pflaum and K. Stahl declare that they have no competing interests.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Stockinger, U., Groetsch, D., Reiner, F. et al. Friction behavior of innovative carbon friction linings for wet multi-plate clutches. Forsch Ingenieurwes 85, 115–127 (2021). https://doi.org/10.1007/s10010-020-00436-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-020-00436-9