
Abstract
Lubricants have a large influence on gear friction and therefore on gearbox losses and heat balance. Synthetic oils can exhibit significantly lower gear friction than mineral oils. Recent basic research on water-containing gear fluids has demonstrated superlubricity in highly-loaded elastohydrodynamically lubricated (EHL) contacts. Following up these results, the potential of water-containing gear fluids to improve the efficiency and heat balance of gearboxes was investigated. Experimental results from an efficiency gear test rig demonstrate significant lower load-dependent gear losses compared to mineral and polyalphaolefine oils. The mean coefficient of friction for a wide range of operating conditions is clearly smaller than 0.01, which is referred to as superlubricity.
Zusammenfassung
Schmierstoffe haben einen großen Einfluss auf die Reibung im Zahnkontakt und somit auf die Getriebeverluste und den Wärmehaushalt. Synthetische Schmierstoffe können im Vergleich zu Mineralölen eine deutlich niedrigere Verzahnungsreibung ermöglichen. Grundlagenuntersuchungen mit wasserhaltigen Getriebefluiden zeigen Supraschmierung im hochbelasteten elastohydrodynamischen (EHD) Kontakt. Auf Basis dieser Ergebnisse wurde das Potential wasserhaltiger Getriebefluide zur Verbesserung des Wirkungsgrades und Wärmehaushaltes von Getrieben untersucht. Experimentelle Untersuchungen am Zahnrad-Wirkungsgradprüfstand zeigen im Vergleich zu Mineralölen und Polyalphaolefinen deutlich niedrigere lastabhängige Verzahnungsverluste. Für einen Großteil der betrachteten Betriebsbedingungen sind die mittleren Verzahnungsreibungszahlen kleiner als 0,01, was den Bereich der Supraschmierung kennzeichnet.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Due to the high importance of reducing energy consumption of drive units, a strong emphasis is put on the efficiency of gearboxes. The power loss of a gearbox includes power losses from gears, bearings, seals and auxiliaries. A differentiation is made between no-load and load-dependent losses. Lubricant viscosity and density strongly influence no-load losses such as churning, whereas lubricant base oils and additives strongly affect friction and therefore load-dependent losses. Power losses are directly related to gearbox heat balance.
Doleschel [1, 2] and Michaelis et al.[3] developed a standard procedure for evaluating the gearbox losses and temperature behavior at the FZG gear efficiency test rig. Based on the test procedure, Hinterstoißer et al. [4, 5] performed a comprehensive study on various influence factors. They demonstrated an average reduction of gear friction by 36% for polyalphaolefine oil and 46% for polyether oil compared to mineral oil across all testing operating conditions. Ziegltrum et al. [6] verified the experimental results by thermal EHL simulations. Lohner et al. [7, 8] analyzed the influence of lubricant additives on gear friction at the FZG gear efficiency test rig and showed very low gear friction under boundary and mixed lubrication for plastic deformation (PD) additives. The mode of action of PD additives is referred to the in-situ decomposition of oil-soluble molybdenum dialkyldithiocarbamate (MoDTC) resulting in MoS2, which acts as a solid lubricant in asperity contacts.
Hinterstoißer et al. [4, 5] also investigated the influence of superfinished tooth flanks and demonstrated a reduction of gear friction by 20% compared to ground tooth flanks at low pitch line velocities. With an additional special run-in with low viscous oil, the reduction of gear friction was up to 35%. Petry-Johnson et al. [9] showed similar results, which were explained by transient EHL simulations by Li et al. [10]. Lohner et al. [11] showed reduced gear friction with diamond-like carbon (DLC) coated tooth flanks under fluid film lubrication by up to 40% especially at high contact pressures and pitch line velocities. In this context, Ziegltrum et al. [12] conducted thermal EHL simulations explaining the reduction of friction by thermal insulation effects of DLC surfaces resulting in higher contact temperatures, lower effective viscosity and thus lower shear stress.
Hinterstoißer et al. [4, 5] and Moss et al. [13] investigated the influence of the oil level under dip lubrication and found lower gear friction for lower oil levels. Hence, additionally to the reduction of no-load losses, also gear friction was reduced due to higher gear bulk temperatures. Andersson et al. [14] showed a reduction of no-load losses for injection lubrication in comparison to dip lubrication especially at high velocities. Höhn et al. [15] confirmed these results and pointed out that injection lubrication with minimum quantities can result in low load carrying capacity due to thermal load limits.
Water-containing and water-based fluids have shown a large potential for achieving ultra-low friction with coefficients of friction smaller than 0.01 commonly referred to as superlubricity (Hirano et al. [16]). A water-based fluid can be referred to as liquid solution of water as base oil and additives (Sagraloff et al. [17]), whereas a water-containing fluid can be referred to a water-soluble base oil with significant water content. The origin of ultra-low friction for water-based fluids usually refers to the very low pressure-viscosity coefficient resulting in low contact viscosity and shear stress (Martin et al. [18]). For pure water a pressure-viscosity coefficient of 0 1/GPa is reported (Gohar [19]). In contrast, regarding water-containing fluids, an effective zone of a water shear layer formed in the lubricant film of the EHL contact is stated as the source of ultra-low friction (Li et al. [20], Li et al. [21], Wang et al. [22], Chen et al. [23]).
In a study preliminary to the present study, the authors investigated the film formation and frictional behavior of highly-loaded EHL contacts with water-containing gear fluids in fluid film lubrication regime (Yilmaz et al. [24]). Measurements at the optical EHL tribometer showed good lubricant film formation of the considered water-containing gear fluids due to their high pressure-viscosity coefficient and density. The pressure-viscosity coefficient was found to be in the order of 6 1/GPa. Measurements at the twin-disk test rig showed ultra-low friction in superlubricity regime for all considered operating conditions.
The literature and the preliminary study by the authors indicate the large potential of water-containing fluids in significantly reducing gear friction and improving the efficiency and heat balance of gearboxes. Their potential is evaluated in this study by investigating the gearbox losses and temperature behavior with water-containing gear fluids at a gear efficiency test rig.
2 Experimental setup
This section describes the experimental setup of the considered gear efficiency test rig as well as the test gears, operating conditions and lubricants.
2.1 Test rig
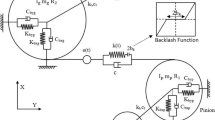
Experiments at a FZG efficiency test rig are conducted to investigate the gearbox losses and temperature behavior with water-containing gear fluids. Fig. 1 shows the mechanical layout of the test rig in back-to-back configuration with a center distance of 91.5 mm.

Mechanical layout of the FZG efficiency test rig according to Lohner [25]
Only the main features of the test rig are described based on the description and wording of Lohner et al. [7]. For more details, the reader may refer to Hinterstoißer [5] and Lohner [25]. The FZG efficiency test rig is based on the principle of power circulation. The transmitted load torque is applied by a load clutch and measured by a load torque meter. The total loss torque is measured by a loss torque meter shaft mounted between the electric motor and the wheel shaft of the power circle. The load and loss torque are measured in addition to the shaft speeds, the oil sump temperature and the pinion bulk temperature. All pinion and gear shafts are supported by cylindrical roller bearings of type NU406 and NJ406 made of ceramic cylindrical rollers, cronidur© races and a polyether ether ketone (PEEK) cage to avoid incompabilities with the water-containing lubricants. Radial shaft seals made of Viton are used. The vents of the test gearboxes are replaced by transparent pressure vessels in order to prevent evaporation of water and to monitor possible evaporation of water for operating conditions at high oil temperatures. Note that no obvious vaporization of water from the water-containing gear fluids was observed even for test runs at ϑOil = 90 °C.
The total loss PL of the power circle consists of the load-dependent gear loss PLGP, the no-load gear loss PLG0, the load-dependent bearing loss PLBP, the no-load bearing loss PLB0 and the sealing loss PLS:
When applying only a negligible load torque to the load clutch in the power circle, the measured total loss PL corresponds to the sum of the no-load losses. The load-dependent bearing loss PLBP can be either calculated or measured at a bearing test rig. In this study, the bearing losses are explicitly measured at the FZG bearing power loss test rig (Jurkschat et al. [26]) to improve measurement accuracy. Hence, the load-dependent gear loss PLGP can be determined by subtracting the sum of the no-load losses and the load-dependent bearing loss PLBP from the measured total loss PL. Since the test gearboxes have the same gear pairs, the measured loss can be approximately halved in order to derive the load-dependent gear loss of one gearbox.
The load-dependent gear loss PLGP is the integral of the local distribution of the gear power loss along the path of contact. The influence of gear geometry is expressed by a numerically calculated local gear loss factor HVL (Wimmer [27]). Since the distribution of the coefficient of friction along the path of contact is unknown, a mean coefficient of friction μmz is defined. Hence, the load-dependent gear loss PLGP can be written as
where PIn is the transmitted power in the power circle.
2.2 Test gears
All experiments were conducted with FZG type Cmod gears with a tip relief of Ca = 35 μm on pinion and wheel. The most important gear parameters are illustrated in Table 1.
The gears are made of case-carburized steel 16MnCr5E (AISI 5115) with a surface hardness of 750 HV1 and case-hardening depth of CHD550HV1 = 0.8–1.0 mm. All gear flanks are ground and superfinished to an arithmetic mean roughness of Ra = 0.14 ± 0.03 μm. For surface roughness measurements, the profile method is used with a measurement length of Lt = 4 mm and a cut-off wavelength of λc = 0.08 mm. The roughness measurements are performed in involute direction perpendicular to the grinding direction. The local gear loss factors HVL in Eq. 2 are 0.165 for a pinion torque of T1 = 94.1 Nm, 0.168 for T1 = 183.4 Nm and 0.174 for T1 = 302.0 Nm.
2.3 Operating conditions
Fig. 2 shows the experimental approach at the FZG efficiency test rig, which is similar to the standard test by Doleschel [1, 2]. In terms of the operating conditions, the only difference is in the oil temperature, which is varied between ϑoil = 40 and 90 °C instead of 40 and 120 °C. Furthermore, the approach is rearranged from no-load to high load specified by the load stages KS0, KS5, KS7 and KS9. Table 2 relates the pinion torque T1, wheel torque T2 and Hertzian pressure at the pitch point pC to the load stages. A load-adjusted run-in at a low pitch line velocity of vt = 0.5 m/s and an oil temperature of ϑOil = 60 °C was performed before each load stage for 30 min.

Experimental approach at the FZG efficiency test rig (o: t = 5 min, x: t = 30 min, ●: t = 300 min)
All experiments were conducted under dip lubrication with an oil filling level of 76 mm (20 mm below the gear axes) at 40 °C. Hence, both pinion and wheel immerged with over full tooth height. The oil sump of the test gearboxes was cooled and heated in order to control the oil sump temperature ϑOil.
No-load (KS0) conditions were investigated for all considered oil temperatures of ϑOil = {40, 60, 90} °C and pitch line velocities of vt = {0.5, 2.0, 8.3, 20.0} m/s. The influence of load (KS5, KS7, KS9) was investigated at ϑOil = 60 °C, the influence of oil temperature (40 °C, 60 °C, 90 °C) was investigated at KS7 for all pitch line velocities. The lubrication regimes extended from boundary to mixed and fluid film lubrication. Each operating condition was hold for 5 min to allow quasi-stationary conditions. Additionally, the steady-state temperature was evaluated for 300 min at KS7 and vt = 8.3 m/s without cooling or heating of the gearboxes.
For each lubricant, new gear pairs were used in order to avoid cross-influences of tribofilms. All experiments were repeated once. In Sect. 3, average values of the two test runs are shown. Error bars in bar charts indicate the result of test run one and two.
2.4 Lubricants
The considered lubricants were the same as used in preliminary basic study of the authors (Yilmaz et al. [24]). Three water-containing gear fluids were compared with conventional gear oils. Table 3 shows the corresponding kinematic viscosities and densities. The low viscosity levels of the considered lubricants mainly relates to applications in the automotive sector. The mineral oil MIN-10 is specified by Laukotka [28] and used as link to the results of Hinterstoißer [5]. The polyalphaolefine oils PAO-09 and PAO-05 have the same base oil with typical gear oil additives incorporated. Its kinematic viscosity levels are specified at 100 °C and differ strongly. The water-containing fluids PAGW-09, PAGW-05A and PAGW-05B are based on water-soluble polyalkylenglycols with water contents up to 70%. Note that the given kinematic viscosities at 100 °C are approximated. PAGW-09 and PAGW-05A have the same additives incorporated but have different kinematic viscosities, which are similar to PAO-09 and PAO-05. PAGW-05B has the same kinematic viscosity as PAGW-05A but different additives are incorporated. The densities of the water-containing gear fluids are approximately 30% higher than those of conventional gear oils.
Fig. 3 illustrates the kinematic and dynamic viscosity over temperature according to DIN 51563 [29]. The various viscosity levels and indices are recognizable. Since the dynamic viscosity includes the influence of the lubricant density, the higher density of the water-containing gear fluids comes into effect.

Viscosity temperature behavior of the investigated lubricants according to DIN 51563
3 Results and discussion
This section presents and discusses loss torques, mean coefficients of friction, steady-state excess temperatures, and tooth flank conditions.
3.1 Loss torques
Fig. 4 shows for all considered lubricants exemplarily the measured no-load losses TL0 and total losses TL at KS7 as well as derived load-dependent losses TLP at KS7 over the pitch line velocity vt for ϑOil = 60 °C. Additionally, the measured pinion bulk temperature ϑM1 is shown for KS7.

Measured no-load losses and total losses at KS7 as well as derived load-dependent losses and pinion tooth bulk temperatures over the pitch line velocity (ϑOil = 60 °C)
3.1.1 No-load losses TL0
The no-load loss curves in Fig. 4 show a steadily increasing trend for all lubricants. This is mainly due to increasing churning losses in the dip-lubricated test gearboxes. The influence of the lubricant on the no-load losses is primarily reflected by its kinematic viscosity and density. The dynamic viscosity as ratio of shear stress and shear rate may be a combined measure.
The differences between the conventional gear oils MIN-10, PAO-09 and PAO-05 are small. In accordance with their viscosities in Table 3, the highest no-load losses are measured with MIN-10 and the lowest with PAO-05. All of the water-containing gear fluids PAGW-09, PAGW-05A and PAGW-05B feature higher no-load losses than the conventional gear oils. This refers to the higher density of approximately 30%. A classification according to the dynamic viscosities is not possible. PAGW-09, which has the highest viscosity of the water-containing gear fluids, has the highest no-load losses at low and medium pitch line velocities. The lower viscous water-containing gear fluids PAGW-05A and PAGW-05B show the same no-load losses, which are smaller than for PAGW-09 at low and medium pitch line velocities and higher at vt = 20 m/s. The latter may be related to the formation of an empty air space around the gear in the oil sump, which is influenced by the pitch line velocity and lubricant.
3.1.2 Total losses TL
The total loss curves in Fig. 4 consist of the no-load losses and the load-dependent losses. The general trends of the total loss curves are similar within the group of conventional gear oils (MIN-10, PAO-09, PAO-05) and within the group of water-containing gear fluids (PAGW-09, PAGW-05A, PAGW-05B). The levels of total losses are remarkably different depending on the pitch line velocity vt. At low values of vt, the water-containing gear fluids show remarkably lower total losses than the conventional gear oils. With increasing values of vt, the total losses of the water-containing gear fluids and the conventional gear oils approach and become almost equal at vt = 20 m/s. This is influenced by the higher no-load losses of the water-containing gear fluids. To understand the behavior of the total loss curves, the load-dependent loss curves are discussed in the following.
3.1.3 Load-dependent losses TLP
The load-dependent loss curves in Fig. 4 are obtained by subtracting the measured no-load losses from the measured total losses. The trend of the load-dependent loss curves is dominated by the lubrication regime, which gradually changes from boundary to mixed and fluid film lubrication with increasing pitch line velocity vt. In boundary lubrication at low values of vt, the influence of lubricant additives on load-dependent losses is high. In fluid film lubrication at high values of vt, the influence of the base oil is high. Since the load-dependent losses still contain load-dependent gear and bearing losses, details on lubrication regimes and gear friction will be discussed in more detail by means of the mean coefficient of friction in Sect. 3.2.
Regarding the conventional gear oils MIN-10, PAO-09 and PAO-05, the load-dependent loss curves decrease steadily with an increasing pitch line velocity vt. The mineral oil MIN-10 exhibits higher load-dependent losses than the polyalphaolefine oils PAO-09 and PAO-05, whereas the lower viscous PAO-05 shows even lower losses than PAO-09. These findings correlate well with the general findings of Hinterstoißer [5]. At low values of vt, the load-dependent losses decrease strongly with increasing vt, because the lubrication regime transfers from boundary to mixed lubrication regime. At high values of vt, the load-dependent losses decrease with increasing vt due to thermal effects (Hinterstoißer et al. [4]). The increase of the measured tooth bulk temperature ϑM1 with pitch line velocity in Fig. 4 correlates with the load-dependent losses.
The water-containing gear fluids PAGW-09, PAGW-05A and PAGW-05B exhibit remarkably low load-dependent losses compared to the conventional gear oils. The load-dependent loss curves of the water-containing gear fluids decrease at low and increase at higher pitch line velocities vt. PAGW-05A and PAGW-05B, which have a similar kinematic viscosity, shows almost the same load-dependent losses. Therefore, the different additives A and B are found to have no influence. PAGW-09 shows lower load-dependent losses at vt = 0.5 m/s and higher load-dependent losses at vt = {8.3, 20.0} m/s than PAGW-05A and PAGW-05B, which refers to the higher viscosity of PAGW-09. Thermal effects have almost no influence on the load-dependent losses, since the increase of the tooth bulk temperature ϑM1 with pitch line velocity is very small.
To provide a more complete overview on the influence of operating conditions and lubricants, Figs. 5, 6 and 7 summarize the no-load losses TL0 and the load-dependent losses TLP in bar charts.

Influence of pitch line velocity vt on the measured no-load and derived load-dependent losses at KS7 and ϑOil = 60 °C for all investigated lubricants

Influence of load stage on the measured no-load and derived load-dependent losses at vt = 8.3 m/s and ϑOil = 60 °C for all investigated lubricants

Influence of oil temperature ϑOil on the measured no-load and derived load-dependent losses at KS7 and vt = 8.3 m/s for all investigated lubricants
Fig. 5 shows the measured no-load and derived load-dependent losses for pitch line velocities vt = {0.5, 2.0, 8.3, 20.0} m/s at KS7 and ϑOil = 60 °C. It basically represents the results in Fig. 4 in bar chart form and clarifies that for conventional gear oils, the load-dependent losses are dominant for all pitch line velocities. In contrast, the load-dependent losses for water-containing gear fluids are very small, and the no-load losses become dominant for high pitch line velocities.
Fig. 6 shows the measured no-load and derived load-dependent losses for load stages KS5, KS7 and KS9 at vt = 8.3 m/s and ϑOil = 60 °C. For all lubricants, the load-dependent losses increase with load. For the conventional gear oils, the load-dependent losses are much higher and their relative increase with load is more pronounced than for the water-containing gear fluids. The no-load losses are independent of load and take for the conventional gear oils a much smaller share of the total losses than for the water-containing gear fluids.
Fig. 7 shows the measured no-load and derived load-dependent losses for oil sump temperatures ϑOil = {40, 60, 90} °C at KS7 and vt = 8.3 m/s. For all lubricants, the no-load and load-dependent losses decrease with increasing oil sump temperatures. Again, the load-dependent losses of the water-containing gear oils are very small, particularly for high oil sump temperatures. While the load-dependent losses are dominant for the conventional gear oils, the no-load losses are dominant for the water-containing gear fluids.
3.2 Mean coefficient of friction
Based on the measurement results, the mean coefficients of friction μmz are derived according to Sect. 2.1. The measured bearing losses of all considered lubricants can be found in Yilmaz et al. [30]. Fig. 8 shows for all considered lubricants the derived mean coefficients of friction μmz over the pitch line velocity vt for KS7 and KS9 and for ϑOil = 60 °C.

Mean gear coefficients of friction μmz over the pitch line velocity at ϑOil = 60 °C for KS7 and KS9
In general, the total gear friction in lubricated gear contacts is composed of fluid and solid friction. The individual shares depend on the lubrication regime and load sharing, i.e., how much of the total load is carried by asperity contacts and by the fluid due to hydrodynamics. The related solid friction in asperity contacts depends strongly on the lubricant additives, whereas the hydrodynamic fluid friction depends mainly on the lubricant base oil. For mineral oil with typical extreme pressure (EP) additive, the solid coefficient of friction is found to be higher than the fluid coefficient of friction (Lohner et al. [31]).
The portions of fluid and solid friction in Fig. 8 depend on the lubricant film thickness in the gear contact. The lubricant film thickness is small at low pitch line velocities vt and increases with increasing values of vt. For the considered gear flank roughness, the lubrication regime changes gradually from boundary to mixed and fluid film lubrication. The influence of load on the lubricant film thickness is small (Mohrenstein-Ertel [32]).
In the study preliminary to the present study, experimental investigations at a twin-disk test rig were performed (Yilmaz et al. [24]). For fluid film lubrication with polished surfaces, the measured coefficient of friction was between 0.020 ≤ μ ≤ 0.060 for MIN-10, between 0.015 ≤ μ ≤ 0.040 for PAO-09 and PAO-05 and μ 0.008 for the water-containing gear fluids PAGW-09, PAGW-05A and PAGW-05B. For all considered lubricants, a good lubricant film formation capability was found. At high pitch line velocities vt, where the fluid friction is dominant, the mean coefficients of friction μmz in Fig. 8 show relationships very similar to those observed at the twin-disk test rig (Yilmaz et al. [24]).
For the conventional gear oils MIN-10, PAO-09 and PAO-05, the mean coefficient of friction μmz decreases steadily with increasing pitch line velocity vt. Mainly due to its higher fluid friction, MIN-10 exhibits higher mean coefficients of friction than the polyalphaolefine oils PAO-09 and PAO-05. The influence of the lower viscosity of PAO-05 compared to PAO-09 is small. These findings correlate well with general findings of Hinterstoißer [5]. At a low pitch line velocity of vt = 0.5 m/s, the higher solid friction in asperity contacts determines the mean coefficient of friction. By increasing the pitch line velocity to vt = 2.0 m/s, the lower hydrodynamic fluid friction gains influence and the mean coefficient of friction decreases. At higher pitch line velocities of vt = 8.3 m/s and vt = 20.0 m/s, the mean coefficient of friction becomes dominated by fluid friction. Thermal effects due to increasing contact and tooth bulk temperatures (Fig. 4) result in a reduction of the effective contact viscosity, which further reduces fluid friction. The strongest thermal correction of the mean coefficient of friction is present for MIN-10.
Remarkably low mean coefficients of friction μmz are found for the water-containing gear fluids PAGW-09, PAGW-05A and PAGW-05B. In fact, the derived mean coefficients of friction in a wide range of operating conditions are smaller than 0.01, which is categorized as superlubricity. Its origin for the considered water-containing gear fluids may refer to an effective zone of a water shear layer formed in the lubricant films (Chen et al.[23]). Following an initial decrease at low pitch line velocities, all friction curves exhibit a nearly constant mean coefficient of friction. As for the conventional gear oils, the higher solid friction in asperity contacts determines the mean coefficient of friction at the low pitch line velocity of vt = 0.5 m/s. Due to the higher viscosity of PAGW-09, the lubricant film thickness is higher, hence the influence of low fluid friction on the mean coefficient of friction. The different additives in PAGW-05A and PAGW-05B show no significant influence. By increasing the pitch line velocity vt, the ultra-low fluid friction of the water-containing gear fluids gains importance, and the mean coefficient of friction is kept at the level of superlubricity. Given that this results in low contact and tooth bulk temperatures (Fig. 4), thermal effects play almost no role for the water-containing gear oils.
Fig. 8 shows for the conventional gear oils higher mean coefficients of friction μmz for load stage KS7 compared to load stage KS9. Almost no difference between load stage KS7 and KS9 is found for the water-containing gear fluids.
3.3 Steady-state excess temperature
The steady-state excess temperature is measured at KS7 and vt = 8.3 m/s without cooling or heating the gearboxes and relates to a stationary condition after a running time of 300 min. It is calculated by the difference between the measured mean oil temperature of the two test gearboxes and the measured ambient temperature. Fig. 9 shows a comparison of the measured steady-state excess temperatures for all considered lubricants.

Steady-state excess temperatures at KS7 and vt = 8.3 m/s
The measured steady-state excess temperatures correlate with the measured total losses shown in Fig. 4. The water-containing gear fluids PAGW-09, PAGW-05A and PAGW-05B exhibit significantly lower steady-state excess temperatures than the conventional gear oils MIN-10, PAO-09 and PAO-05. The lowest steady-state excess temperatures are measured with PAGW-05A and PAGW-05B. The results demonstrate the high level of potential for water-containing gear fluids in improving the heat balance of gearboxes.
3.4 Tooth flank condition
Surface roughness measurements, light microscope pictures and profile measurements were conducted before and after the efficiency test runs in order to analyze the tooth flank conditions. The surface roughness measurements of the superfinished gear flanks showed no significant changes when compared before and after efficiency testing. No significant smoothening or roughening of the tooth flanks was found. Light microscope pictures after efficiency testing showed only typical light markers and like the profile measurements no signs of wear.
4 Conclusion
This study investigated the gearbox losses and temperature behavior with water-containing gear fluids. Significantly reduced load-dependent losses were measured at the efficiency gear test rig in comparison to conventional gear oils. The derived mean coefficients of friction exhibited ultra-low friction with a reduction of up to 82%. Over a wide range of operating conditions, the mean coefficients of friction are smaller than 0.01, which is referred to as superlubricity. Almost no increase in gear tooth bulk temperature over pitch line velocity was found. In addition, the measurement of steady-state excess temperatures clarified the large potential for water-containing gear fluids in improving gearbox efficiency and heat balance.
Abbreviations
- A:
-
Begin of contact [–]
- b:
-
Face width [Mm]
- C:
-
Pitch point [–]
- Ca :
-
Tip relief [μm]
- E:
-
End of contact [–]
- FN :
-
Normal tooth force [N]
- HVL :
-
Local gear loss factor [–]
- Mn :
-
Normal module [Mm]
- Pet :
-
Transverse pitch [Mm]
- pC :
-
Hertzian pressure at the pitch point [Pa]
- P:
-
Power [W]
- Ra:
-
Arithmetic mean roughness [μm]
- t:
-
Time [Min]
- T:
-
Torque [Nm]
- Vg :
-
Sliding velocity [m/s]
- Vt :
-
Pitch line velocity [m/s]
- z:
-
Number of teeth [–]
- αn :
-
Normal pressure angle [°]
- β:
-
Helix angle [°]
- εα :
-
Transverse contact ratio [–]
- ϑM :
-
Gear tooth bulk temperature [°C]
- ϑoil :
-
Oil temperature [°C]
- μmz :
-
Mean coefficient of friction [–]
- ν:
-
Oil kinematic viscosity [mm2/s]
- ρ:
-
Oil density [Kg/m3]
- 0:
-
No-load
- 1:
-
Pinion
- 2:
-
Wheel
- B:
-
Bearing
- G:
-
Gear
- In:
-
Input
- L:
-
Loss
- P:
-
Load-dependent
- S:
-
Sealing
References
Doleschel A (2003) Wirkungsgradberechnung von Zahnradgetrieben in Abhängigkeit vom Schmierstoff [Efficiency calculation of gear drives depending on the lubricant. Dissertation, Technical University of Munich
Doleschel A, Michaelis K, Höhn B‑R (2002) Method to Determine the Frictional Behaviour of Lubricants Using a FZG Gear Test Rig. Forschungsvereinigung Antriebstechnik e. V. issue, vol 345. FVA, Information Sheet
Michaelis K, Höhn B‑R, Doleschel A (2009) Lubricant Influence on Gear Efficiency vol 6. ASME, pp 71–80. Proceedings of the ASME 2009 International Design Engineering Technical Conferences Computers and Information in Engineering Conference, IDETC/CIE 2009, August 30–September 2, 2009, San Diego, California, USA, DETC2009-86663
Hinterstoißer M, Sedlmair M, Lohner T, Stahl K (2019) Minimizing Load-Dependent Gear Losses. Tribologie und Schmierungstechnik, accepted
Hinterstoißer M (2014) Zur Optimierung des Wirkungsgrades von Stirnradgetrieben [On the optimization of the efficiency of spur gears. Dissertation, Technical University of Munich
Ziegltrum A, Lohner T, Stahl K (2017) TEHL simulation on the influence of lubricants on load-dependent gear losses. Tribol Int 113:252–261. https://doi.org/10.1016/j.triboint.2016.12.018
Lohner T, Stahl K (2017) Friction Reduction in Gearboxes by Plastic Deformation (PD) Additives. World Tribology Congress, Conference Proceedings
Lohner T, Merz R, Mayer J, Michaelis K, Kopnarski M, Stahl K (2015) On the Effect of Plastic Deformation (PD) Additives in. Lubr Tribol Schmierungstechnik vol 62(2):13–24
Petry-Johnson TT, Kahraman A, Anderson NE, Chase DR (2008) An Experimental Investigation of Spur Gear Efficiency. J Mech Design 130:062601-1–062601-10. https://doi.org/10.1115/1.2898876
Li S, Kahraman A (2010) Prediction of Spur Gear Mechanical Power Losses Using a Transient Elastohydrodynamic Lubrication Model. Tribol Trans 53:554–563. https://doi.org/10.1080/10402000903502279
Lohner T, Ebner M, Ziegltrum A, Stahl K, Bobzin K, Brögelmann T (2018) Reduzierung der Flüssigkeitsreibungszahl durch DLC-Beschichtungen [Reduction of Fluid Coefficient of Friction with DLC Coatings]. Reibung in Antrieb und Fahrzeug 2018 – Bedeutung der Reibung im Wandel der Mobilität – 7. Atz-fachtagung Tribol Pp. https://doi.org/10.1007/978-3-658-25302-8_9
Ziegltrum A, Lohner T, Stahl K (2018) TEHL Simulation on the Influence of Lubricants on the Frictional Losses of DLC Coated Gears. Lubricants. https://doi.org/10.3390/lubricants6010017
Moss J, Kahraman A, Wink C (2018) An Experimental Study of Influence of Lubrication Methods on Efficiency and Contact Fatigue Life of Spur Gears. J Tribol 140:1–11. https://doi.org/10.1115/1.4039929
Andersson M, Sosa M, Olofsson U (2017) Efficiency and Temperature of Spur Gears using Spray Lubrication compared to Dip. Lubr J Eng Tribol Vol 231:1390–1396. https://doi.org/10.1177/1350650117695709
Höhn B‑R, Michaelis K, Otto H‑P (2009) Minimised grear lubrication by a minimum oil/air flow rate. Wear 266:461–467. https://doi.org/10.1016/j.wear.2008.04.037
Hirano M, Shinjo K (1990) Atomistic locking and friction. Physical Review B, volume 41, number 17, pp. 11837–11851
Sagraloff N, Dobler A, Tobie T, Stahl K, Ostojewski J (2019) Development of an oil free water-based lubricant for gear apllications. Lubricants. https://doi.org/10.3390/lubricants7040033
Martin JM, De Barros-Bouchet MI (2014) Water-Like Lubrication of Hard Contacts by Polyhydric Alcohols. Aqueous Lubrication – Natural and Biometric Approaches, pp 219–235
Gohar M (1988) Elastohydrodynamics. Imperial College. ISBN 0-85312-820-0, pp 20–24
Li J, Zhang C, Luo J (2013) Superlubricity Achieved with Mixtures of Polyhydroxy Alcohols and Acids. Langmuir 29:5239–5245. https://doi.org/10.1021/la400810c
Li J, Zhang C, Ma L, Liu Y, Luo J (2013) Superlubricity Achieved with Mixtures of Acids and Glycerol. Langmuir 29:271–275. https://doi.org/10.1021/la3046115
Wang H, Liu Y, Li J, Luo J (2016) Investigation of Superlubricity Achieved by Polyalkylene Glycol Aqueous Solutions. Adv Mater Interfaces 3:1600531. https://doi.org/10.1002/admi.201600531
Chen Z, Liu Y, Zhang S, Luo J (2013) Controllable Superlubricity of Glycerol Solution via Environment Humidity. Langmuir 38(29):11924–11930. https://doi.org/10.1021/la402422h
Yilmaz M, Mirza M, Lohner T, Stahl K (2019) Superlubricity in EHL Contacts with Water-Containing Gear Fluids. Lubricants. https://www.mdpi.com/2075-4442/7/5/46.. https://doi.org/10.3390/lubricants7050046
Lohner T (2016) Berechnung von TEHD Kontakten und Einlaufverhalten von Verzahnungen [Calculation of TEHL contacts and running-in behaviour of gears. Dissertation, Technical University of Munich
Jurkschat T, Otto M, Stahl K (2015) Lebensdauer-Industriegetriebe-Wälzlager [Lifetime. issue, vol 1145. Industrial, Transmissions-Roller Bearings]. Forschungsvereinigung Antriebstechnik e. V., FVA
Wimmer AJ (2006) Lastverluste von Stirnradverzahnungen – Konstruktive Einflüsse, Wirkungsgrad-maximierung, Tribologie [Load Losses of Spur Gears – Constructive Influences, Efficiency Maximization, Tribology. Dissertation, Technical University of Munich
Laukotka EM (2007) Referenzöle Datensammlung [Reference Lubricants Data Collection]. Forschungsvereinigung Antriebstechnik e. V. issue, vol 660. FVA. https://www.tib.eu/de/suchen/id/TIBKAT%3A504191314/
DIN 51563 (1976) Prüfung von Mineralölen und verwandten Stoffen – Bestimmung des Viskosität-Temperatur-Verhaltens – Richtungskonstante [Testing of Mineral Oils and Related Materials – Determination of Viscosity Temperature Relation].
Yilmaz M, Lohner T, Michaelis K, Stahl K (2019) Bearing Power Losses with Water-Containing Gear Fluids. Lubricants, submitted
Lohner T, Merz R, Mayer J, Michaelis K, Kopnarski M, Stahl K (2015) On the Effect of Plastic Deformation (PD) Additives in. Lubr Tribol Schmierungstechnik Vol 62(2):13–24
Mohrenstein-Ertel A (1984) Die Berechnung der hydrodynamischen Schmierung gekrümmter Oberflächen unter hoher Belastung und Relativbewegung [Calculation of hydrodynamic lubrication of curved surfaces under high load and relative velocity. VDI. https://www.tib.eu/de/suchen/id/TIBKAT%3A025099132/Die-Berechnung-der-hydrodynamischen-Schmierung/
Funding
This publication uses results from a project that has been funded by the German Federal Ministry for Economic Affairs and Energy with funding reference 03ET1286H. The author is responsible for the content of this publication.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Yilmaz, M., Lohner, T., Michaelis, K. et al. Minimizing gear friction with water-containing gear fluids. Forsch Ingenieurwes 83, 327–337 (2019). https://doi.org/10.1007/s10010-019-00373-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-019-00373-2