
Abstract
Electrochemical impedance spectroscopy (EIS) was employed in an attempt to gain insight into the mechanisms of ethyl 2-cyanoacrylate (ECA) curing (polymerisation) and bonding on aluminium alloy 2024 metal. EIS can detect ionic movement, adsorption processes, charge transfer and storage occurring at an adhesive/substrate interface and/or in a bulk bond line during curing. Low-frequency capacitance measurements demonstrated sensitivity to surface polymerisation reactions and were modelled using an equivalent circuit model with two time constants in series. At a frequency of 1 kHz, changes in the dielectric polymer could be readily followed with time, confirmed by employing a crown ether to accelerate the polymerisation process. Hydrolytic degradation of poly-ECA bonds at a stainless steel interface was also investigated. An equivalent circuit model containing a number of circuit components comprising pore, charge transfer and diffusional impedances, along with polymer film, double layer and diffusional capacitances (represented by constant phase elements), was developed. Three regions were identified in the frequency domain and ascribed to processes taking place at the polymer/electrolyte and polymer/metal oxide interfaces. In short, EIS can be employed to follow the rate of polymerisation of ethyl-2-cyanoacrylate and also the degradation of the resulting polymer in saline solution.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Alkyl 2-cyanoacrylates (CAs), such as ethyl 2-cyanocrylate, are fast-acting synthetic adhesives commonly known as Super Glue in the consumer market. Cyanoacrylates are reactive monomers that are rapidly polymerised by anions such as hydroxide ions which can be found on most surfaces found in nature [1]. This polymerisation process creates a high-strength bond between a wide range of materials such as metals, plastics, fabrics and even skin. Their adhesive properties and versatility are widely used in many industrial, medical and domestic products [2]. With a growing global market, efforts have been made to study the polymerisation processes in order to expand the practical uses of such adhesives. The growth is significantly driven by the rapidly expanding automotive industry [3] and increased usage in medical applications [4, 5].
In addition to the anionic polymerisation mechanism, CAs are also known to polymerise via free radical polymerisation mechanisms, although this is less common and occurs under acidic conditions [6]. Anionic polymerisation is initiated by nucleophiles such as water and hydroxyl species, which makes them sensitive to humidity present in ambient air. Extensive studies into other initiators such as amino groups and phosphines have been carried out by Pepper et al. [7,8,9,10]. They postulated that cyanoacrylates can polymerise via polymeric zwitterions, which was proven by the isolation of stable zwitterions. This was subsequently confirmed by the isolation of polymer containing phenazine initiator end groups [11] and stable, apparently zwitterionic, polycyanoacrylate [12].
The unique properties of cyanoacrylate (CA) are highlighted when placed between a surface with a limited gap of only a few micrometres (microns). In such a limited distance, polymerisation is typically completed in a few seconds. In fact, with a propagating rate constant of 2–5 × 105 M−1 s−1 in dilute solution polymerisation in tetrahydrofuran, CAs are one of the fastest curing adhesives used in industry which is an obvious benefit [13]. The catalytic process initiated by the surface creates an inherent limitation, in that as the polymerisation proceeds, the diffusion of propagating species is impeded at large bonding gaps which leads to significantly longer curing times than is the case with very low gaps [1]. The use of such small gaps makes it difficult to monitor the curing process, although one recent study reports a novel microcalorimetric method to achieve this aim [14]. The polymerisation process follows a sigmoidal-shaped growth curve over time.
Electrochemical impedance spectroscopy (EIS) is a method used to characterise the electrical behaviour of an electrochemical system undergoing a faradaic (electron transfer) process [15,16,17,18,19]. EIS has already firmly established itself as a powerful investigative method in the applied electrochemistry field where it is being used in a large number of research areas such as corrosion studies [20], fuel cell-related systems [21, 22] and biomedical sensors [23]. In the work described in this paper, EIS has been employed in the area of materials science to study the curing kinetics of cyanoacrylate adhesives. EIS analysis uses a simple, non-invasive electrical measurement and relates the current or potential response to processes occurring in an electrochemical system. In contrast to many other techniques practiced in cure monitoring of adhesives, EIS allows for fast, automated, solid–solid phase measurement of chemical reactions [15,16,17,18]. The sensitivity, versatility and efficiency of this technique have drawn the attention of researchers from multiple scientific fields.
Impedance analysis of a polymer-coated electrode can enable electrochemical reactions and mass transport mechanisms to be monitored during the poly-ECA degradation process, i.e. the reverse polymerisation reaction. The durability of an adhesive bond joint is generally more relevant than initial strength after the curing processes, as this governs its long-term performance in service. Several approaches have been reported to study the durability of polymeric materials after exposure to elevated temperature/humid environments. These include the widely employed mechanical tensile tests, which however suffer from a number of disadvantages [24,25,26,27,28,29,30]. Moisture absorption degrades the mechanical properties of vinyl polymers and can be classified as either a bulk or a surface degradation process. The rate at which the polymer matrix degrades depends upon the nature of the polymer’s functional groups, the rate of diffusion of moisture through the polymer or at the metal/polymer interface and the exposed surface area [31, 32]. For cyanoacrylates, Raman studies utilising Raman micro-spectroscopy (RMS) have already indicated the possibility of the occurrence of a thin interfacial layer of adhesive having different physical structural features (extent of reaction) compared with the bulk adhesive polymer [33]. In a study conducted on an epoxy adhesive, Chauffaille et al. [34] compared the diffusion of water into the polymer matrix by using EIS and gravimetric measurements to determine diffusion coefficients over a range of temperatures. A good correlation was obtained between the two methods, even though a very simple Randles equivalent circuit was employed to determine capacitance values at high frequencies. These values are then fed into an expression relating them to diffusion coefficients. Using both EIS and DS techniques, Davis et al. investigated the ingress of moisture into epoxy adhesives [35]. They noted that the wide differences between the dielectric constant (permittivity) ε of water (of 80) and the epoxy (ε of 3 to 4) enabled the electrical responses to be measured with these methods for periods of up to almost 150 days. An equivalent circuit model (ECM) was also described comprising a capacitance in parallel with another parallel circuit consisting of an impedance and a constant phase element, CPE or Q (i.e. C|(Q|R) with the symbol | denoting a parallel circuit).
Commercial CA adhesives suffer from poor performance at elevated temperatures and in the presence of water. Due to two strongly electron-withdrawing groups, CAs are highly reactive monomers that require only trace amounts of the basic initiator. However, the resulting polymer is susceptible to degradation by a base that occurs primarily through hydrolysis and the scission of the polymer backbone producing a range of lower molecular weight (MW) oligomers and formaldehyde degradation products as outlined in Scheme 1. This type of reaction can be described as formaldehyde formation and is thought to take place via the reverse Knoevangel reaction. Gel permeation chromatographic (GPC) studies carried out by Ryan and McCann describe rapid room temperature depolymerisation of high MW poly-butyl CA “parent” polymer in the presence of tetrabutylammonium hydroxide via abstraction of the polymer chain end proton, followed by an unzipping reaction and rapid re-polymerisation of released monomer to “daughter” polymer [36]. The depolymerisation and re-polymerisation equilibrium between polymer and monomer species was supported by size exclusion chromatography studies carried out by Robello et al. [37].

Reaction scheme for the degradation pathway of a polycyanoacrylate
The presence of residual basic (nucleophilic) species in the polymer matrix can also induce degradation at the polymer-substrate interface. Investigations on the hydrolytic properties of poly-CA in humid environments have shown that the degradation rate is dependent on the pH and on the size of the ester group [38]. In vitro degradation studies of poly-CA in buffer solutions at a range of pH values have shown that higher alkyl ester side groups produce less formaldehyde and are therefore less cytotoxic [39].
In a physiological environment, the ester cleavage by side chain hydrolysis results in poly-cyanoacrylic acid and alcohol in the main degradation pathway as shown in Scheme 1. Alkaline hydrolysis on surfaces ultimately leads to loss of adhesion of the polymer on the substrate and bond failure. Several experimental studies have been devoted to the application of EIS towards the analysis of the degradation mechanisms of various polymer-coated metals [40,41,42,43], but those involving alkyl 2-cyanocrylates are rare.
This present study outlines a novel approach employing the application of the EIS technique to study the curing of cyanoacrylates through measuring changes in the polymer’s dielectric behaviour over time. In addition, EIS is also investigated as a non-destructive method to measure localised moisture degradation characteristics of adhesive-bonded poly-ECA metal surfaces, in order to determine its ability to predict the ageing behaviour of such polymers for future industrial applications.
Experimental
Chemicals and materials
The chemical reagents used in this study were all of analytical grade purity and were obtained from Sigma Aldrich Ltd. These included 18-Crown-6 Ether (CE), polymethyl methacrylate (PMMA) and pure ECA samples. Ethyl cyanoacrylate monomer (ECA) containing 5 ppm BF3 monomer and 800 ppm hydroquinone, isobornyl acrylate (IBOA) and 1,6-hexanediol diacrylate (HDDA) was supplied by Henkel Technologies Ltd (Dublin, Ireland). Coupons tested were also supplied by Henkel Technologies Ltd which were standard test coupons sourced from Q-Lab and cut to dimensions of 1 mm × 25 mm × 100 mm [44]. Aluminium coupons were wiped with iso-propyl alcohol and air-dried prior to use.
Grit blasted mild steel (GBMS) and stainless steel grade 304 (SS) coupons were also treated in the same fashion, being wiped with iso-propyl alcohol (IPA) prior to use, and then air-dried. A commercial formulation (401) was also employed in this work [45].
Electrochemical equipment
Impedance (EIS) measurements were conducted using a Solartron SI 1287 Electrochemical Interface (Potentiostat/Galvanostat) in conjunction with a Solartron 1255B Frequency Response Analyser, which were in turn connected to an electrochemical cell, using either a two-electrode or conventional three-electrode system. The instruments were controlled using a PC running ZPlot and ZView software used in tandem with CorrWare (all made by Scribner and Associates), to control both experimental parameters and capture and store data on a PC. The graphical representation of data was manipulated using ZView modelling software. This software was also employed to simulate a formulated equivalent circuit model (ECM) using a Levenberg–Marquardt nonlinear least squares best-fit procedure [46].
Curing studies assembly
Curing reactions were studied with a simple two-electrode system employed in a specially constructed bond assembly apparatus (jig) shown in Figs. 1 and 2. The assembly was an important aspect of the experimental procedure as it allowed for replication of the conditions between experiments conducted at different times. The apparatus aligned the bottom plate by employing grooves indented in the assembly to the opposite end of the top plate. This enabled the plates to be held at a fixed distance apart and also provided an easily reproducible time for bond closure. The metal coupons (panels) were positioned in a sandwich formation as shown in Fig. 1 to form a 12-mm overlap with an area of 323 mm2.

Schematic diagram illustrating overlapping metal coupons (panels) serving as electrodes

Photograph of bond assembly apparatus used for cure monitoring EIS experiments. Left is the overall view of the assembly and right is the sample before measurements commenced
Considerable care was taken to use gloves when handling the coupons in order to reduce exposure to possible nucleophilic initiating species (Nu−) arising from skin contact. A spacer of 2.5 cm outer diameter, with 0.7 cm internal diameter and height of 100 µm was placed on the overlap of the two lap shears and used to maintain an inter panel spacing, which is evident in the expanded view presented in Fig. 2. Furthermore, the assembly was carefully positioned on a flat surface to ensure that low-viscosity monomers do not flow out from the thin spacer and remain within the confines of the designated area.
The polymerisation cell displayed in Fig. 2 was connected to the electrochemical apparatus (potentiostat) using four-terminal electrical connections. The pseudo-reference electrode was connected to the working electrode (WE) and attached to the bottom coupon via crocodile clips. Similarly, the counter electrode (CE) was connected to a separate pseudo-reference electrode and attached to the top coupon. Using a micro-pipette, a drop of adhesive (10 µl) was carefully placed in the centre of the spacer (ensuring that no bubbles were present in the pipette tip). The stopper was removed immediately after the drop was added to the metal plate. The plates were assembled in the jig shown in Fig. 2. This forced the two plates to come together separated by a spacer. As soon as the two plates came close to each other, the collection of the impedance data over a wide frequency range was commenced.
This general procedure was repeated for all experiments at room temperature (18 to 21 °C). The relative humidity (RH) at the time of each experiment was noted using a handheld Digitron 2080R humidity meter and varied between a range of 30–45% RH. The potentiostat was used to apply a 10-mV sinusoidal AC perturbation wave to the metal electrodes (coupons) over a frequency range from 105 to 1 Hz.
Polymer degradation studies
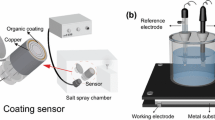
ECA polymer degradation studies were performed by following moisture ingress using a three-electrode setup comprising an Ag/AgCl (saturated KCl) reference electrode, a platinum wire mesh counter electrode and a polymer-coated metal coupon (with a 2.54-cm2 exposed area) which served as a working electrode. The cell arrangement is shown in Fig. 3. The potentiostat was used to apply a 10-mV AC perturbation to the metal electrodes over a frequency range of 105 to 0.1 Hz at the open circuit potential (\({E}_{\text{ocp}}\)). A 3.5%w/v (0.6 M) NaCl solution served as the supporting electrolyte and was contained within a polyethylene sample container as illustrated in Fig. 3. The 3.5%w/v NaCl solution is commonly used to study the corrosion behaviour of coated or surface-treated metals over time, where it serves as a simple model solution for corrosive seawater [47].

a The left-hand side shows a schematic diagram of the cell system used for EIS moisture ingress and ECA degradation tests. b On the right-hand side, a photograph is presented of a typical EIS cell arrangement. The polyethylene sample cell was held in place using a two-component epoxy adhesive
Results and discussion
Change in impedance and capacitance over time during curing
In order to investigate ECA monomer curing behaviour, impedance data on the ECA polymerisation process was monitored as a function of time over a range of frequencies from 105 to 1 Hz using the assembly shown in Figs. 1 and 2. Figure 4 shows the Bode (magnitude and phase angle) plots and Nyquist (real impedance component, Z′ vs imaginary impedance, Z″) plots for a set of frequency sweeps, with the expected increase in the magnitude of impedance |Z| occurring over time as a result of the progress of the polymerisation reaction. It should be noted that this limited frequency range of 105–1 Hz was chosen, in order to obtain results relatively quickly (within 1 min) during the course of the reaction’s progress.

Nyquist A and Bode B (magnitude top and phase bottom) plots of the impedance (EIS) response of a 401 ECA commercial monomer in a frequency range of 105 to 1 Hz measured for 60 min at 5-min intervals. Data was obtained using a 10-µL volume, a 100-µm spacer and aluminium alloy 2024 coupons. Here \({{\varvec{t}}}_{0}\) = 0 min and \({{\varvec{t}}}_{\mathbf{m}\mathbf{a}\mathbf{x}}\) = 60 min
These figures represent qualitatively the general trend of a changing impedance response with time for the monomer formulations investigated. The variation in impedance occurred predominantly in the frequency range of < 104 Hz. At this frequency window, it is generally assumed that the impedance is largely dominated by ionic charge migration [15].
The impedance contributions from the bulk and metal/adhesive interface changed significantly as the monomer polymerised over time. In the initial stages of cure displayed in the Bode diagram in Fig. 4B, (top) the lower frequency region 1–101 Hz was dominated by a capacitive response of the interfacial double-layer capacitor, \({C}_{\text{INT}}\). The Nyquist plot revealed an almost vertical line with a corresponding high phase angle approaching − 90° which is indicative of either a capacitive response or the onset of a very large semi-circular second time constant process [15,16,17,18,19]. The bulk resistive effect \({R}_{\text{BULK}}\) was observed to increase over time in the mid- to high-frequency region of 102–104 Hz. This is marked by the low phase angle approaching zero in the Bode phase diagram displayed in the lower plot in Fig. 4B. The resistance increases with polymerisation time and can be seen most clearly at 100 Hz’. Furthermore, CINT and CBULK have been calculated as outlined below.

Equivalent circuit model (ECM) used for modelling the polymerisation of CA
Figure 5 shows a typical equivalent circuit model (Voigt ECM) used for modelling such adhesive impedance behaviour [15]. In this case, a CPE element (Q, denoted by > >) was used instead of an ideal capacitor circuit element, C (usually denoted by the symbol ||). ZCPE is typically given by the Eq. 1/(Q(jω)α), where α = 1 corresponds to a capacitor and α = 0 corresponds to a resistor. In this case, two time constants are represented by parallel interfacial RINT|QINT and parallel bulk RBULK|QBULK circuit elements respectively placed in series. For a typical formulation that allowed cure for 5 min, the EIS behaviour is shown in Fig. 6. The equivalent circuit (ECM) showed excellent agreement with recorded real-time results as indicated in Fig. 6. Values used in obtaining the fitted ECM are presented in Table 1. As above, it is worth noting that the low-frequency data (< 50 Hz) forms a part of a large semicircle in the Nyquist plot which is not evident over the limited frequency range used. A time constant, τ, is related to a characteristic frequency of 15 Hz in the Bode magnitude plot where both the imaginary (Z″) and real parts (Z′) of the impedance are of the same magnitude. A second time constant at low frequencies was not evident, due to the restricted frequency range utilised when taking the measurements.

Nyquist (left) and Bode plots (right, magnitude, top and phase bottom) comparing the equivalent circuit model (curves) fit of commercial formulation 401 ECA raw data points with simulated ECM at time (5 min). The insert on the Nyquist plot (left) shows expanded data obtained at higher frequencies (> 50 Hz)
Effect of added crown ether on curing rate
The intention of this investigation was to use the well-known accelerative effect of the addition of a crown ether (CE, 18-Crown-6 Ether) on the curing rate of cyanoacrylates as a control to validate the impedance (Z) response. A polymer-thickened base formulation of 5 ppm BF3 stabilised ECA and 10%w/v polymethylmethacrylate (PMMA) was tested with and without the addition of 0.2%w/v CE. Firstly, a graphically determined value of \({R}_{\text{BULK}}\) (labelled in situ) was taken from the x-axis intercept of the Nyquist plot at 1000 Hz. At this frequency, |Z| is approximately equal to resistance Zreal (Z′). The recorded value was compared to the equivalent circuit (ECM) obtained value. A nearly superimposable decrease in conductivity (the reciprocal of resistivity) was observed with time for the model and in situ graphically obtained values as shown in Fig. 7A. This result verifies the assumption that the impedance data collected at 1000 Hz of the Bode plot can be related to the resistivity of the dielectric polymer. The validity of the model obtained for the bulk impedance data was further confirmed in Fig. 7B where a much more rapid decrease in conductance was recorded when CE was present in the formulation. It is likely that in the presence of the CE, less cationic counter ions are available, enabling more anionic nucleophiles to react with the ECA monomer, leading to a faster polymerisation reaction and enhanced impedance (i.e. lower conductivity). It is thought that the accelerating effect of CE results from the complexation of surface metal cations which facilitates solubilisation/phase transfer of initiating metal salts and hydroxides into the bulk monomer. A further effect of CE is to increase the reactivity of initiating anions and anionically propagating polymer by lessening their association with metal counterions. It is also interesting to note (Fig. 7B) that the CE had no significant effect on the initial conductivity (at t = 0).

A Comparison of bulk conductivity data from simulated experiments using equivalent circuit modelling of ethyl CA compared to graphically determined in situ experimental data. B Plot of the modelled conductivity of ethyl CA compared with ethyl CA and 18-Crown-6 Ether (CE)
From this data, it is also possible to obtain a plot of the ln(conductivity) versus time, which is presented in Fig. 8. Reasonably, good linearity is displayed which indicates that the polymerisation reaction is first order, with a rate constant k of 0.0425 min−1 for the ECA monomer reaction and a k value of 0.0649 min−1 for the same reaction carried out in the presence of the CE. These values can be compared to values ranging between 0.047 and 0.055 min−1 previously reported using a Raman microspectroscopic method for a poly-ECA reaction, carried out in the absence of CE [33]. Half-lives (t1/2 given by ln2/k) yielded values of 16.3 min for the ECA alone and 10.7 min for the ECA in combination with the CE, thereby confirming that the CE acts to accelerate the ECA polymerisation reaction.

Plot of ln(conductivity) against time showing good linearity. Filled squares and the dotted (upper) line show ECA data whilst the circles and dashed (lower) line represent the ECA data with added CE
For better characterisation of surface cure, new methods of reducing the noise at low frequencies were needed. Improvements were made with the use of a Faraday cage. Also, non-reactive salts were used in order to improve the conductivity in the bond line. The most suitable cations have previously been investigated by Robins [48] and can be selected from Li+, K+ and Mg2+ in conjunction with an anion of low nucleophilicity, such as \({\text{BF}}_{4}^{-}\). It was found that although improvements to conductivity measurements were made, the current measuring capability of the instrument was not sufficiently sensitive to measure the polymerisation to completion. The effect of noise at low frequencies is evident in the Nyquist plot presented in Fig. 9. In future, possible use of a higher AC signal perturbation of greater than 10 mV could be explored to improve the current levels. Care should be taken however to ensure that the four EIS criteria (causality, linearity, stability and finiteness) when making such EIS measurements are maintained [17, 19, 49].

Nyquist plot of the impedance response 5 ppm BF3 ECA monomer with added 10%w/v PMMA in a frequency range of 105 to 1 Hz at 5-min intervals up to 60 min. Data was taken using a 10-µL volume, 100-µm spacer and aluminium alloy 2024 coupons
Moisture ingress and polymer degradation
Initial work carried out on poly-ECA-coated aluminium 2024 alloy (Al 2024) showed that this alloy exhibited signs of localised pitting corrosion relatively quickly. This is well known as this alloy contains significant amounts of intermetallic particles that can serve as pit initiation sites through a microgalvanic reaction mechanism [50, 51]. The deleterious effects of surface corrosion on the adhesive bond have already been noted by Pires et al. [52]. In order to limit the dramatic effects of the corrosion process observed on Al 2024 substrates in aqueous chloride (saline) media, a relatively more stable 304 stainless steel metal oxide (SS) was chosen as a working electrode for all subsequent analyses. This was less prone to pitting corrosion under these conditions. Saturation of electrolyte solution (3.5%w/v NaCl) at the metal/polymer interface occurred after ~ 6 h at an Open circuit potential (\({E}_{\text{ocp}}\)) versus Ag/AgCl (saturated KCl) value of 0.630 V. Similar \({E}_{\text{ocp}}\) of − 0.60 V versus Ag/AgCl (saturated KCl) for uncoated steel surfaces were reported previously [53]. EIS measurements were made after equilibrium was reached.
In order to assess the degradation behaviour of poly-ECA, impedance data on the degradation process was monitored as a function of time over a wide range of frequencies (105 to 10−1 Hz) on SS substrates. Figure 10 shows Bode plots (magnitude and phase) for poly-ECA coated on an SS substrate as a function of exposure time to 3.5% NaCl solution, with the expected decrease in the impedance taking place over time. This figure represents the general trend of a diminishing impedance response for the monomer formulations investigated.

Bode magnitude (upper) and phase angle (lower) plots of poly-ECA-coated 304 grade SS coupon. Measurements were obtained following exposure to 3.5% NaCl solution for up to 14 days
Significant changes to the magnitude of the impedance (|Z|) at both high and low frequencies were observed over a period of 14 days of exposure, as shown in the Nyquist plot presented in Fig. 11. At the initial stages of immersion, a high |Z| at 0.1 Hz value of ~ 108 Ω cm2 was recorded on the poly-ECA sample dropping to ~ 105 Ω cm2 after 14 days. A straight line with a slope close to 1, most probably indicative of a Warburg diffusion CPE associated with the film on the metal substrate, appears at 14 days of exposure to the 3.5%w/v NaCl solution. A low phase angle (θ) approaching 0° at low frequencies reflects the large resistive impedance contribution of the polymer, acting as a barrier film even in the presence of chloride ions present at the metal oxide interface [654]. A good fit was obtained using the model (ECM) presented in Fig. 12. A decrease in pore resistance (RPF) was observed with increased immersion time due to a reduction in polymer chain length as described in Scheme 1, thereby creating ionic conducting paths for the diffusion of water and ions (and oxygen) through the polymer matrix. A considerably small thickness of ~ 1 µm meant that resistance (impedance) values decreased much more rapidly than those observed in the literature using much higher thicknesses [55]. Coating (or porous film) capacitance CPF increased with time as a result of the change of dielectric constant due to the ingress of aqueous NaCl electrolyte within the coatings. Kendig and Scully reported that for typical polymer coatings of dielectric constant between 3 and 4, a coating capacitance less than 1 nF/cm.2 is expected under such saline exposure conditions [56]. However, capacitance (C) values are dependent on coating thickness and exposure area using the expression [17]

Nyquist plot of poly-ECA-coated SS coupon. Measurements were taken between 105 and 10−1 Hz after exposure to 3.5% NaCl solution for 14 days. Insert shows hidden data obtained at longer times with axes having the same units (Ω cm2) as those shown in the main plot

Representative equivalent circuit (ECM) for polymer-coated metal after long exposure time > 7 days reflecting the boundary diffusion layer, QDL and RCT, which represent circuit elements pertaining to the inner metal oxide layer adjacent to a barrier layer which in turn lies beneath a porous layer. The QPF is the porous (depolymerised) outer film capacitance (as a constant phase element) and RPF is the pore resistance. Rs is the solution resistance
where A is the exposed area, d is the coating or film thickness, ε0 represents the permittivity in a vacuum (8.8542 pFm−1) and ε is the coating (film) permittivity (dielectric constant).
An increase in barrier film capacitance CBF was also observed with time. It is generally considered that the higher the value of CBF, the more mobile ions are accumulating at the electrode/electrolyte interface. The CPE (QPF) fit parameter alpha (αPF) representing the inhomogeneity of the polymer film/metal interface and of the electrolyte/film interface decreased with time as the polymer degraded. A gradual decrease in barrier film impedance RBF was also recorded over time. This implies that although the stainless steel metal oxide layer remained relatively stable, electrochemical reactions are occurring at the metal/polymer interface as detected by QDL and RCT [54]. The EC model assumes that there is no pitting of the stainless steel.
At longer exposure times (i.e. > 7 days), closer inspection of the fitted data revealed an additional physical process potentially occurring at low to medium frequencies 0.1–102 Hz. The Nyquist plot at 14 days of exposure in Fig. 11 displays a sloping tail of an angle approaching 45° at low frequencies and a depressed semicircle of overlapping relaxation times at medium to high frequencies. In general, these observations are related to ionic mass transport processes of the polymer membrane and also possible electrochemical reactions at the interface [57]. The accumulation of charged species at the interface results in the phenomenon becoming more prominent as a concentration gradient-driven diffusion process continues to develop over time. A Warburg diffusion element is conventionally used to model such mass transport to/from the electrode surface, but the possibility of multiple reactions occurring limits its use [58]. The equivalent circuit (ECM) in Fig. 12 provides a more realistic description of the heterogeneous porous structure of the polymer film and contains three characteristic regions. This circuit was derived from those proposed by Njoku et al. [40] and Martini et al. [69] under similar conditions.
The resulting equivalent circuit (ECM) fit is highlighted in the Bode plots presented in Fig. 13. The first segment A at high frequencies (above ~ 1 kHz) represents diffusion occurring within the polymer film. This RPF|CPF is placed in parallel with the barrier film capacitance and charge transfer reactions RBF|CBF in region B (2 Hz to ~ 1 kHz). The third low-frequency response in segment C may be related to the double layer at the metal oxide surface as a result of electrochemical reactions and/or reactions of poly-ECA degradation products. Circuit elements QDL and RCT represent the capacitance and charge transfer impedance at the interface between the metal oxide layer and the coating (polymer film) [60]. Chemical composition changes due to chloride breakdown of the oxide film leading to corrosion products and salt films were observed in preliminary studies using Al 2024 alloy coupons and have been reported elsewhere [61, 62]. It should be noted that the EC model in Fig. 12 is only one of a number of possible models that could account for the experimental results. Table 2 lists the values obtained at 14 days of exposure to the saline solution.

Bode plots (top, magnitude and bottom, phase angle) for poly-ECA film on a stainless steel surface at an exposure time of 14 days in 3.5%w/v NaCl. The figure highlights the frequency-dependent impedance response at the electrolyte/polymer interface (A/B) and metal oxide/polymer interface (B/C). The solution resistance Rs is ~ 600 Ω cm.2
Conclusions
The aim of this work was to investigate the use of electrochemical impedance spectroscopy as an alternative way to perform in situ monitoring of surface curing of cyanoacrylates, in order to differentiate the reactivity of the surface reactions from the bulk. The resulting data was analysed, and an equivalent circuit model consisting of two series representing interfacial and bulk processes related to the physiochemical process was proposed.
From the above discussion, it is evident that EIS is a highly versatile, sensitive technique which produces systematically changing values that can be related to the extent of cure and varying physiochemical processes represented by the suggested equivalent circuit models (ECMs). The bulk curing behaviour could be followed readily by measuring the conductivity at 1 kHz, as demonstrated through the use of a crown ether accelerant. Although temporal effects are readily apparent, surface-related data is however more difficult to obtain using this technique, although low-frequency capacitance (as a constant phase element) responses show some promise. Limitations were noted at longer times when very low currents were measured with significant signal-to-noise ratios as the polymer film was formed.
An additional aim of this work was to investigate the use of EIS as a means to perform accelerated hydrolytic ageing testing of poly-ECA-bonded surfaces. The resulting data analysed using equivalent circuit modelling provided valuable insights into the rate of degradation at the interface (QDL) and in the bulk polymer (RBF) simultaneously. Time-dependent multistage physiochemical processes occurring at the interfaces during exposure to a saline solution were identified. From the data collected above, it is apparent that differences in chemical and physical properties of poly-ECA coating to an aggressive aqueous environment can be monitored quickly, reliably and reproducibly using EIS, which is especially beneficial for studying the behaviour at a metal/polymer interface. The EIS method used in this work demonstrated good spatial selectivity, as differences in interfacial degradation rates could be readily separated from bulk polymer degradation using the two time constant equivalent circuit models developed.
References
Dunn DJ (2003) Adhesives and sealants: technology, applications and markets. Shropshire: iSmithers Rapra Publishing. ISBN 9781859573655, 1859573657
Dimitar VSK, Kotzev L (1988) Improvement and diversification of cyanoacrylate adhesives. In Adhesion 12, 12th ed., K. W. Allen, Ed. Springer Netherlands. pp. 82–105
Woods J (2001) Polycyanoacrylates. Encycl Polym Sci Technol 3. ISBN: 978–1–118–63389–2
Ambriz-González G et al (2014) 2-octyl cyanoacrylate versus reintervention for closure of urethrocutaneous fistulae after urethroplasty for hypospadias: a randomized controlled trial. BMC Urol 14(1):93
Sagar P, Prasad K, Lalitha RM, Ranganath K (2015) Cyanoacrylate for intraoral wound closure: a possibility? Int J Biomater 2015:1–6. https://doi.org/10.1155/2015/165428
Duffy C, Zetterlund PB, Aldabbagh F (2018) Radical polymerization of alkyl 2-cyanoacrylates. Molecules 23:465. https://doi.org/10.3390/molecules23020465
Pepper DC, Ryan B (1983) Kinetics of polymerization of alkyl cyanoacrylates by tertiary amines and phosphines. Makromolecular Chem 184:395–410. https://doi.org/10.1002/macp.1983.021840215
Johnston DS, Pepper DC (1981) Polymerisation via macrozwitterions, 1. Ethyl and butyl cyanoacrylates polymerised by triethyl and triphenylphosphines. Die Makromol Chemie 182(2):393–406
Johnston DS, Pepper DC (1981) Polymerisation via macrozwitterions. Die Makromol Chemie 182(2):421–435
Pepper DC (1980) The kinetics of slow- initiated living polymerisation. Eur Polymer J 16:407–411. https://doi.org/10.1016/0014-3057(80)90146-9
Pepper DC (1991) Stationary -state kinetics in the polymerization of ethyl α-cyanoacrylate by phenazines. Die Makromol Chemie 192:3051–3061
Costa G, Loonan C, Pepper DC (1997) End-group evidence of zwitterionic species in the anionic polymerisatization of cyanoacrylates by Lewis bases. Macromol Rapid Commun 18:891–896. https://doi.org/10.1002/marc.1997.030180918
Clement I, Pepper DC (1989) Propagation rate constants. Die Makromol Chemie 190(12):3095–3103
Raheem K, Cassidy J, Betts A, Ryan B (2023) A simple microcalorimetry system to determine the adsorption behaviour of acids in large adhesive bond gaps using base-initiated solution polymerisation of ethyl-2-cyanoacrylate. Int J Adhes Adhes 125:103424. https://doi.org/10.1016/j.ijadhadh.2023.103424
Lvovich V (2012) Impedance spectroscopy: applications to electrochemical and dielectric phenomena. Wiley, New Jersey. ISBN:9780470627785
Barsoukov E, Macdonald JR (2005) Impedance spectroscopy: theory, experiment, and applications, 2nd edn. John Wiley & Sons, New Jersey. ISBN:9780471647492
Orazem ME, Tribollet B (2008) Electrochemical impedance spectroscopy. John Wiley & sons, Print ISBN:9780470041406. |Online ISBN:9780470381588 |. https://doi.org/10.1002/9780470381588
Lasia A (2014) Electrochemical impedance spectroscopy and its applications, Springer, New York. ISBN 978-1-4614-8932-0
Ch Lazanas A, Prodromidis MI (2023) Electrochemical impedance spectroscopy - a tutorial ACS Meas Sci Au 2:162–193. https://doi.org/10.1021/acsmeasuresciau.2c00070?urlappend=%3Fref%3DPDF&jav=VoR&rel=cite-a
Brytan Z, Niagaj J, Reiman Ł (2016) Corrosion studies using potentiodynamic and EIS electrochemical techniques of welded lean duplex stainless steel UNS S82441. Appl Surf Sci 388:160–168. https://doi.org/10.1016/J.APSUSC.2016.01.260
Yuan X, Wang H, Colin Sun J, Zhang J (2007) AC impedance technique in PEM fuel cell diagnosis-a review. Int J Hydrogen Energy 32(17):4365–4380. https://doi.org/10.1016/j.ijhydene.2007.05.036
Saleh FS, Easton EB (2012) Diagnosing degradation within PEM fuel cell catalyst layers using electrochemical impedance spectroscopy. J Electrochem Soc 159:B546. https://doi.org/10.1149/2.098205jes
Muñoz J, Montes R, Baeza M (2017) Trends in electrochemical impedance spectroscopy involving nanocomposite transducers: characterization, architecture surface and bio-sensing. TrAC - Trends Anal Chem 97:201–215. https://doi.org/10.1016/j.trac.2017.08.012
Han Y, Wang J, Zhang H, Zhao S, Ma Q, Wang Z (2016) Electrochemical impedance spectroscopy (EIS): an efficiency method to monitor resin curing processes. Sensors Actuators, A Phys 250:78–86. https://doi.org/10.1016/j.sna.2016.08.028
Berce P, Skale S, Slemnik M (2015) Electrochemical impedance spectroscopy study of waterborne coatings film formation. Prog Org Coatings 82:1–6. https://doi.org/10.1016/j.porgcoat.2015.01.006
Tserpes K, Tzatzadakis V, Katsiropoulos C (2019) Effect of hygrothermal ageing on the interlaminar shear strength of carbon fiber-reinforced rosin-based epoxy bio-composites. Compos Struct 226(11). https://doi.org/10.1016/j.compstruct.2019.111211
Trovillion L, Estrada H, McManus H, Kumar A, Stephenson L, Lewis W (2018) Experimental results of accelerated long-term durability performance of e-glass fiber reinforced polymer composite materials. Athens J Τechnology Eng 5(2):111–132. https://doi.org/10.30958/ajte.5-2-2
Gude MR, Prolongo SG, Ureña A (2013) Hygrothermal ageing of adhesive joints with nanoreinforced adhesives and different surface treatments of carbon fibre/epoxy substrates. Int J Adhes Adhes 40:179–187. https://doi.org/10.1016/j.ijadhadh.2012.09.005
Peret T, Clement A, Freour S, Jacquemin F (2014) Numerical transient hygro-elastic analyses of reinforced Fickian and non-Fickian polymers. Compos Struct 116(1):395–403. https://doi.org/10.1016/J.COMPSTRUCT.2014.05.026
Gibhardt D, Doblies A, Meyer L, Fiedler B (2019) Effects of hygrothermal ageing on the interphase, fatigue, and mechanical properties of glass fibre reinforced epoxy. Fibers 7:55. https://doi.org/10.3390/fib7060055
Tual N, Carrere N, Davies P, Bonnemains T, Lolive E (2015) Characterization of sea water ageing effects on mechanical properties of carbon/epoxy composites for tidal turbine blades. Composites Part A Appd Sci Manuf 78:380–389. https://doi.org/10.13140/2.1.4631.8401
Boisseau A, Peyrac C (2015) Long term durability of composites in marine environment: comparative study of fatigue behavior. Procedia Eng 133:535–544. https://doi.org/10.1016/j.proeng.2015.12.627
Raheem K, Cassidy J, Betts A, Ryan B (2020) Use of confocal Raman microscopy to characterise cyanoacrylates adhesive depth curing. Phys Chem Chem Phys 22:23899–23907. https://doi.org/10.1039/D0CP04053C
Chauffaille S, Devos O, Jumel J, Shanahan MER (2010) Liquid diffusion in polymeric adhesives by electrochemical impedance spectroscopy (EIS). Int J Adhes Adhes 30:602–608. https://doi.org/10.1016/j.ijadhadh.2010.05.010
Davis GD, Pethrick RA, Doyle J (2009) Detection of moisture in adhesive bonds using electrochemical impedance and dielectric spectroscopies. J Adhes Sci Tech 23:507–528. https://doi.org/10.1163/156856108X379083
Ryan B, McCann G (1996) Novel sub-ceiling temperature rapid depolymerization-repolymerization reactions of cyanoacrylate polymers. Macromol Rapid Commun 17(4):217–227. https://doi.org/10.1002/marc.1996.030170404
Robello DR, Eldridge TD, Swanson MT (1999) Degradation and stabilization of polycyanoacrylates. J Polym Sci Part A Polym Chem 37(24):4570–4581
Vezin WR, Florence AT (1980) In vitro heterogeneous degradation of poly(n-alkyl α-cyanoacrylates). J Biomed Mater Res 14(2):93–106. https://doi.org/10.1002/jbm.820140202
Hee Park D, Bum Kim S, Ahn KD, Yong Kim E, Jun Kim Y, Keun Han D (2003) In vitro degradation and cytotoxicity of alkyl 2-cyanoacrylate polymers for application to tissue adhesives. J Appd Polymer Sci 89(12):3272–3278. https://doi.org/10.1002/app.12452
Njoku DI, Cui M, Xiao H, Shang B, Li Y (2017) Understanding the anticorrosive protective mechanisms of modified epoxy coatings with improved barrier, active and self-healing functionalities: EIS and spectroscopic techniques. Sci Rep 7(1):1–15. https://doi.org/10.1038/s41598-017-15845-0
Taheri P, de Wit JHW, Terryn H, Mol JMC (2013) In situ study of buried metal–polymer interfaces exposed to an aqueous solution by an integrated ATR-FTIR and electrochemical impedance spectroscopy system. J Phys Chem C 117(40):20826–20832. https://doi.org/10.1021/jp409288a
McIntyre JM, Pham HQ (1996) Electrochemical impedance spectroscopy; a tool for organic coatings optimizations. Prog Org Coatings 27(1–4):201–207. https://doi.org/10.1016/0300-9440(95)00532-3
Davis GD, Mani S, Rich MJ, Drzal LT (2005) Electrochemical impedance spectroscopy inspection of composite adhesive joints. J Adhes Sci Tech 19(6):467–492. https://doi.org/10.1163/1568561054352540
https://www.q-lab.com/products/q-panel-standard-substrates/q-panels. Accessed Mar 2024
https://next.henkel-adhesives.com/us/en/products/industrial-adhesives/central-pdp.html/loctite-401/BP000000153529.html. Accessed Mar 2024
Gavin HP (2019) The Levenburg-Marquardt algorithm for nonlinear least squares curve-fitting problems. Duke Univ. pp. 1–19
I Bösing, J Thöming, M Baune, Electrolyte composition for distinguishing corrosion. Mechanisms in steel alloy screening, Int J Corrosion, Volume 2017, Article ID 9425864, 8 pages. https://doi.org/10.1155/2017/9425864
Robins J (1984) Adhesive compositions and bonding methods employing the same. US Patent 4,460,759.
MacDonald DD (2006) Reflections on the history of electrochemical impedance spectroscopy. Electrochim Acta 51(8–9):1376–1388. https://doi.org/10.1016/j.electacta.2005.02.107
Lacroix L, Blanc C, Pébère N, Thompson GE, Tribollet B, Vivier V (2012) Simulating the galvanic coupling between S-Al2CuMg phase particles and the matrix of 2024 aerospace aluminium alloy. Corros Sci 64:213–221. https://doi.org/10.1016/j.corsci.2012.07.020
Li J, Birbilis N, Buchheit RG (2015) Electrochemical assessment of interfacial characteristics of intermetallic phases present in aluminium alloy 2024–T3. Corros Sci 101:155–164. https://doi.org/10.1016/j.corsci.2015.09.012
Pires I, Quintino L, Miranda RM, Miranda RM (2005) Performance of 2024–T3 aluminium adhesive bonded joints. Mater Manuf Process 20(2):175–185. https://doi.org/10.1081/AMP-200041848
Wei H, Ding D, Wei S, Guo Z (2013) Anticorrosive conductive polyurethane multiwalled carbon nanotube nanocomposites. J Mater Chem A 1(36):10805–10813. https://doi.org/10.1039/C3TA11966A
Amirudin A, Thieny D (1995) Application of electrochemical impedance spectroscopy to study the degradation of polymer-coated metals. Prog Org Coatings 26(3):1–28. https://doi.org/10.1016/0300-9440(95)00581-1
Volmajer N, Berce P, Steinbucher M, Venturini P, Gaberscek M (2015) Electrochemical imperance spectroscopystudy of waterborne coatings film formation. Prog Org Coaatings 82:1–6. https://doi.org/10.3390/coatings9040254
Kendig M, Scully J (1990) Basic aspects of electrochemical Impedance application for the life prediction of organic coatings on Metals. Corrosion 46:22–29. https://doi.org/10.5006/1.3585061
Bisquert J, Grätzel M, Wang Q, Fabregat-Santiago F (2006) Three-channel transmission line impedance model for mesoscopic oxide electrodes functionalized with a conductive coating. J Phys Chem B 110(23):11284–11290. https://doi.org/10.1021/jp0611727
Huang J (2018) Diffusion impedance of electroactive materials, electrolytic solutions and porous electrodes: Warburg impedance and beyond. Electrochim Acta 281:170–188. https://doi.org/10.1016/j.electacta.2018.05.136
Martini M, Matencio T, Alonso-Vante N, De Paoli MA (2000) Electrochemical impedance spectroscopy of dodecylsulphate doped polypyrrole films in the dark and under illumination. J Braz Chem Soc 11(1):50–58. https://doi.org/10.1590/S0103-50532000000100010
Zhang T, Hu JM, Zhang JQ, Cao CN (2004) Studies of water transport behavior and impedance models of epoxy-coated metals in NaCl solution by EIS. Prog Org Coatings 51(2):145–151. https://doi.org/10.1016/j.porgcoat.2004.08.001
Na KH, Il Pyun S (2005) Effects of SO42-, S2O32- and HSO4- Ion additives on the pitting corrosion of pure aluminium in 1 M NaCl solution at 40–70 °c. J Solid State Electrochem 9(9):639–645. https://doi.org/10.1007/s10008-004-0629-3
Hu J-M, Zhang J-T, Zhang J-Q, Cao C-N (2004) A novel method for determination of diffusion coefficient of corrosive species in organic coatings by EIS. J. Mater. Sci. 39(14):4475–4479. https://doi.org/10.3390/polym12010138
Acknowledgements
The authors gratefully acknowledge the award of a TU Dublin/Henkel Enterprise Scholarship and are grateful to Henkel (Ireland) Ltd for the generous supply of some key materials.
Funding
Open Access funding provided by the IReL Consortium The FOCAS Institute is funded under the National Development Plan 2000–2006 with the assistance of the European Development Fund.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Raheem, K., Cassidy, J., Ryan, B. et al. Monitoring the curing, degradation and moisture ingress into alkyl 2-cyanoacrylate adhesives using electrochemical impedance spectroscopy. J Solid State Electrochem (2024). https://doi.org/10.1007/s10008-024-06003-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10008-024-06003-4